JP5643833B2 - 三角形状の包装袋の製造方法及び製造装置 - Google Patents
三角形状の包装袋の製造方法及び製造装置 Download PDFInfo
- Publication number
- JP5643833B2 JP5643833B2 JP2012538237A JP2012538237A JP5643833B2 JP 5643833 B2 JP5643833 B2 JP 5643833B2 JP 2012538237 A JP2012538237 A JP 2012538237A JP 2012538237 A JP2012538237 A JP 2012538237A JP 5643833 B2 JP5643833 B2 JP 5643833B2
- Authority
- JP
- Japan
- Prior art keywords
- seam
- film
- sealing
- film coil
- mandrel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/213—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles the web having intermittent motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2056—Machines for packages of special type or form
- B65B9/2063—The webs being spirally wound around the filling nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/30—Shape of flexible containers pointed or tapered
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Making Paper Articles (AREA)
Description
Claims (21)
- 対向する2つの長手方向縁(3、4)を有するフィルムストリップ(2)から三角形状の包装袋(1、1´)を製造する方法であって、
前記フィルムストリップ(2)の長手方向縁同士(3、4)が隣り合うように、前記フィルムストリップ(2)を成形マンドレルの周りに巻き付けてフィルムコイル(5)を形成し、
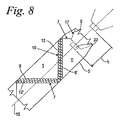
前記長手方向縁(3、4)により形成され前記フィルムコイル(5)の周りに周方向で180°延びる第1継目部(7)と、前記第1継目部(7)に対向する第1フィルム部(8)とが露出するまで、前記フィルムコイル(5)を前記成形マンドレルから引き外し、
前記フィルムコイル(5)を前記第1継目部(7)の領域で圧迫し、前記第1継目部(7)を前記第1フィルム部(8)から密封して第1密封継目(9、9´)を形成し、
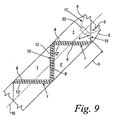
前記長手方向縁(3、4)により形成され前記フィルムコイル(5)の周りに周方向で180°延び前記第1継目部(7)に隣接する第2継目部(10)と、前記第2継目部(10)に対向する第2フィルム部(11)とが露出するまで、前記フィルムコイル(5)を前記成形マンドレルから引き外し、
前記フィルムコイル(5)を前記第2継目部(10)の領域で圧迫し、密封装置による密封工程中に前記第2継目部(10)が水平となるように、前記第2継目部(10)を前記第2フィルム部(11)から密封し、前記第1密封継目(9、9´)と交差する第2密封継目(12、12´)を形成すること、
を含む、包装袋の製造方法。 - 前記第1継目部(7)の前記密封と前記第2継目部(10)の前記密封との間で前記フィルムコイル(5)をその長手方向軸に対して180°回転させることを特徴とする、請求項1に記載の方法。
- 前記包装袋(1、1´)が中心長(l)を有しており、
前記成形マンドレルを前記フィルムコイル(5)とともに180°回転させ、その処理中に前記成形マンドレルと前記フィルムコイルを、特に開始位置から、前記中心長(l)だけ軸方向で変位させ、前記フィルムコイル(5)をこの回転された状態、特に軸方向で変位させた状態で保持し、
続いて、前記フィルムコイル(5)が前記中心長(l)だけ軸方向で前記成形マンドレルから引き外されるように、前記成形マンドレルと前記フィルムコイル(5)を互いに対して軸方向で変位させることを特徴とする、請求項2に記載の方法。 - 前記密封工程中に前記第1継目部又は前記第2継目部(7、10)が水平となるように前記成形マンドレルを水平方向に対して傾斜角(α)で傾けて配置することを特徴とする、請求項2又は3に記載の方法。
- 前記成形マンドレルが成形筒(6)の形をしており、
前記第2密封継目(12、12´)を閉鎖する前に前記成形筒(6)を通じて前記包装袋(1、1´)を充填することを特徴とする、請求項1〜4のいずれか一項に記載の方法。 - 前記成形マンドレルが半径方向で拡張可能な成形筒(6)、特に半径方向で変位可能なセグメント(24)から形成される成形筒として構成されており、
所望の巻き付けパターンを実現するように、前記フィルムコイル(5)の前記巻き付け中に前記成形筒(6)の有効直径を補正又は再調整できることを特徴とする、請求項1〜5のいずれか一項に記載の方法。 - 前記フィルムコイル(5)を形成するために、前記成形マンドレル上で前記フィルムストリップ(2)の前記長手方向縁同士(3、4)を互いに付着させ、特に重ねて互いに密封することを特徴とする、請求項1〜6のいずれか一項に記載の方法。
- 複数の前記包装袋(1、1´)を備える連続袋を形成するように、隣り合う前記密封継目同士(9、12´;9´、12)の間で前記第1継目部及び前記第2継目部(7、10)に穿孔(13)を設けることを特徴とする、請求項1〜7のいずれか一項に記載の方法。
- 個別の前記包装袋(1、1´)を形成するように、隣り合う前記密封継目同士(9、12´;9´、12)の間で前記第1継目部及び前記第2継目部(7、10)に切断線(14)に沿って切断カットを付けることを特徴とする、請求項1〜8のいずれか一項に記載の方法。
- 請求項1〜9のいずれか一項に記載の方法により三角形状の包装袋(1、1´)を製造する装置であって、
成形マンドレルと、
長手方向縁(3、4)を有するフィルムストリップ(2)の供給装置(37)と、
前記フィルムストリップ(2)の前記長手方向縁同士(3、4)が隣り合うように、前記成形マンドレル上への前記フィルムストリップ(2)の巻き付け中にフィルムコイル(5)を形成する制御装置(16)と、
前記成形マンドレルの出口側端(17)の領域に配置され、前記フィルムコイル(5)を密封して前記包装袋(1、1´)を形成する密封装置(18)と、
を備え、
前記密封装置(18)によって、前記長手方向縁(3、4)により形成されて前記フィルムコイル(5)の周りに周方向で180°延びる第1継目部(7)が、前記第1継目部(7)に対向する第1フィルム部(8)から密封され、前記密封装置(18)によって、前記長手方向縁(3、4)により形成され前記フィルムコイル(5)の周りに周方向で180°延び前記第1継目部(7)に隣接する第2継目部(10)が、前記第2継目部(10)に対向する第2フィルム部(11)から密封されるように、前記密封装置(18)が設計されている装置。 - 前記フィルムストリップ(2)の前記供給装置(37)が静止位置に保持されており、
前記フィルムコイル(5)を形成する前記成形マンドレルが、その長手方向軸(15)に対して回転可能であり、その長手方向軸(15)の方向において軸方向で変位可能なように取り付けられていることを特徴とする、請求項10に記載の装置。 - 前記フィルムコイル(5)がコイルピッチ(a)を有しており、
前記供給装置(37)と前記成形マンドレルが前記フィルムコイル(5)とともに、開始位置から180°の回転に際して、互いに対して前記コイルピッチ(a)の半分だけ軸方向で変位するように、前記制御装置(16)が設計されていることを特徴とする、請求項10又は11に記載の装置。 - 前記制御装置(16)が、コイル面(19)と前記コイル面(19)に当たる案内マンドレル(20)とにより形成されていることを特徴とする、請求項12に記載の装置。
- 前記フィルムコイル(5)がピッチ角(β)を有しており、
前記成形マンドレルが水平方向に対して傾斜角(α)で傾いて配置され、前記傾斜角(α)が前記ピッチ角(β)と等しいことを特徴とする、請求項10〜13のいずれか一項に記載の装置。 - 前記密封装置(18)が水平方向に配置されていることを特徴とする、請求項14に記載の装置。
- 前記成形マンドレルの前記出口側端(17)から離れた前記密封装置(18)の側に、密封された前記フィルムストリップ(2)の支持装置が、特に案内筒(21)の形で配置されていることを特徴とする、請求項10〜15のいずれか一項に記載の装置。
- 前記成形マンドレルの前記出口側端(17)から離れた前記密封装置(18)の側に、密封された前記フィルムストリップ(2)の保持装置が、特に固定ジョー(22)の形で配置されていることを特徴とする、請求項10〜16のいずれか一項に記載の装置。
- 前記成形マンドレルが成形筒(6)の形をしており、
前記成形筒(6)内に、前記成形筒(6)を通じて前記包装袋(1、1´)を充填する充填ライン(23)が配置されていることを特徴とする、請求項10〜17のいずれか一項に記載の装置。 - 前記成形マンドレルが、半径方向で拡張可能な成形筒(6)、特に半径方向で変位可能なセグメント(24)から形成される成形筒として構成されていることを特徴とする、請求項10〜18のいずれか一項に記載の装置。
- 前記成形マンドレルの外側に半径方向で、前記フィルムコイル(5)の形で前記フィルムストリップ(2)を固定する密封装置(25)が配置されていることを特徴とする、請求項10〜19のいずれか一項に記載の装置。
- 前記成形マンドレルの前記出口側端(17)の領域には、前記フィルムコイル(5)の延展装置(38)が配置されていることを特徴とする、請求項10〜20のいずれか一項に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009053405.9 | 2009-11-14 | ||
| DE102009053405A DE102009053405A1 (de) | 2009-11-14 | 2009-11-14 | Verfahren zur Herstellung von dreieckigen Verpackungsbeuteln und Anordnung dazu |
| PCT/EP2010/006847 WO2011057776A1 (de) | 2009-11-14 | 2010-11-10 | Verfahren zur herstellung von dreieckigen verpackungsbeuteln und anordnung dazu |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013510774A JP2013510774A (ja) | 2013-03-28 |
| JP5643833B2 true JP5643833B2 (ja) | 2014-12-17 |
Family
ID=43589545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012538237A Expired - Fee Related JP5643833B2 (ja) | 2009-11-14 | 2010-11-10 | 三角形状の包装袋の製造方法及び製造装置 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US20130172165A1 (ja) |
| EP (1) | EP2499048B1 (ja) |
| JP (1) | JP5643833B2 (ja) |
| KR (1) | KR20120098778A (ja) |
| CN (1) | CN102741124B (ja) |
| AU (1) | AU2010318304B2 (ja) |
| CL (1) | CL2012001261A1 (ja) |
| DE (1) | DE102009053405A1 (ja) |
| IN (1) | IN2012DN05022A (ja) |
| MX (1) | MX2012005557A (ja) |
| MY (1) | MY161276A (ja) |
| RU (1) | RU2544625C2 (ja) |
| UA (1) | UA105815C2 (ja) |
| WO (1) | WO2011057776A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2209614B1 (en) | 2007-10-31 | 2015-08-19 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| EP2969521B1 (en) | 2013-03-15 | 2022-11-30 | Automated Packaging Systems, Inc. | On-demand inflatable packaging |
| US20170021010A1 (en) * | 2015-07-21 | 2017-01-26 | David Phillip ERSTEIN | Allergy preventing dosage controlled food packets |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2051035A (en) * | 1928-04-16 | 1936-08-18 | Flakice Corp | Apparatus for closing cartons |
| US2059403A (en) * | 1932-04-07 | 1936-11-03 | American Paper Bottle Co | Automatic paper bottle machine |
| US2120899A (en) * | 1934-07-17 | 1938-06-14 | Humoco Corp | Method of making containers |
| US2051922A (en) * | 1934-07-18 | 1936-08-25 | Vogt Processes Inc | Forming and filling of spirally wound tubes |
| US2741079A (en) * | 1945-09-28 | 1956-04-10 | Hermorion Ltd | Apparatus for continuous production of filled and sealed tetrahedral packages of paper or the like |
| US3026658A (en) * | 1959-02-18 | 1962-03-27 | Packaging Frontiers Inc | Packaging machine |
| US3071907A (en) * | 1959-07-04 | 1963-01-08 | Hermorion Ltd | Method and apparatus for the production of tetrahedron-shaped packages |
| US3236021A (en) * | 1963-02-28 | 1966-02-22 | Packaging Frontiers Inc | Method and apparatus for forming and filling receptacles |
| US3529397A (en) * | 1967-12-19 | 1970-09-22 | Mira Pak Inc | Method and apparatus for forming tetrahedron-shaped packages |
| US3552081A (en) * | 1968-06-24 | 1971-01-05 | Mira Pak Inc | Method and apparatus for packaging with a movable mandrel and movable sealing jaws |
| US3548563A (en) * | 1968-08-12 | 1970-12-22 | Mira Pak | Method and apparatus for packaging with a movable mandrel and platen top sealing jaws |
| US3744212A (en) * | 1971-06-17 | 1973-07-10 | Koehring Co | Automatic plastic bottling system and method |
| US3778961A (en) * | 1972-02-22 | 1973-12-18 | Du Pont | Tube and package making methods |
| ZA738826B (en) * | 1972-11-30 | 1974-10-30 | Mercer Ltd F B | Improvements in or relating to the making and filling of tubular packages |
| SU655597A1 (ru) * | 1976-04-05 | 1979-04-05 | Киевское Опытно-Конструкторское Бюро Торгового Машиностроения | Устройство дл изготовлени пакетов с плоским дном из ленточного термосклеивающегос материала |
| US4257316A (en) * | 1978-09-20 | 1981-03-24 | Boise Cascade Corporation | Method for pre-cutting labels for composite containers |
| US4277302A (en) * | 1979-09-07 | 1981-07-07 | Philip Reid | Apparatus for advancing sheet material |
| US4290521A (en) * | 1979-09-10 | 1981-09-22 | Thomas J. Lipton, Inc. | Infusion package and method of making same |
| CH642923A5 (de) * | 1979-11-09 | 1984-05-15 | Tetra Pak Dev | Verfahren zur kontinuierlichen herstellung von packungsbehaeltern und vorrichtung zu dessen durchfuehrung. |
| DE3903382A1 (de) * | 1989-02-04 | 1990-08-09 | Franz Sperner | Schuettfaehiges packmaterial |
| DE3922236A1 (de) * | 1989-07-06 | 1991-01-17 | Lehmacher & Sohn Masch | Vorrichtung zur herstellung von spitztueten aus einer doppellagigen kunststoffolienbahn |
| GB9222107D0 (en) * | 1992-10-21 | 1992-12-02 | Harrison Simpkin Eng Limited | Form,fill and seal packaging |
| GB9314098D0 (en) * | 1993-07-08 | 1993-08-18 | Unilever Plc | Apparatus and methods for producing packets |
| US5423163A (en) * | 1993-08-23 | 1995-06-13 | Iron Eagle, Inc. | Free standing pallet wrapping apparatus |
| DE29503127U1 (de) * | 1995-02-24 | 1996-06-20 | Sperner, Franz, 72654 Neckartenzlingen | Packeinheit mit schüttfähigem Packmaterial und Einrichtung zum Herstellen derartiger Packeinheiten |
| FR2787421B1 (fr) * | 1998-12-16 | 2001-01-12 | Oreal | Sachet, procede de fabrication du sachet, et utilisation du sachet |
| FR2793477B1 (fr) * | 1999-05-12 | 2001-06-29 | Marie Noelle Relecom | Poche souple trapezoidale |
| US6624130B2 (en) * | 2000-12-28 | 2003-09-23 | Unilever Home & Personal Care Usa Division Of Conopco, Inc. | Laundry product |
| EP1402801A1 (en) * | 2002-09-25 | 2004-03-31 | Societe Des Produits Nestle S.A. | Display device for tetrahedral packages |
| EP1583696B1 (de) * | 2003-01-17 | 2011-11-30 | Crebocan Ag | Verfahren und vorrichtung zum anbringen eines folienstücks auf einen dosenkörpers |
| ITFI20030133A1 (it) * | 2003-05-15 | 2004-11-16 | Perini Fabio Spa | Macchina per la formazione di tubi tramite avvolgimento elicoidale di strisce di materiale nastriforme, con dispositivi per migliorare la |
| BRPI0515229B1 (pt) * | 2004-08-19 | 2018-02-14 | Unilever N.V. | Processo para a manufatura de sachês |
| US7546721B2 (en) * | 2007-10-23 | 2009-06-16 | Heinz North America (A Division Of H.J. Heniz Company) | Method of making a tetrahedron package |
| JP5498576B2 (ja) * | 2009-07-08 | 2014-05-21 | ネステク ソシエテ アノニム | 可撓性の袋および製造方法 |
| US20130157832A1 (en) * | 2009-12-03 | 2013-06-20 | Jason S. Erdie | Elongate structures and devices and methods for manufacturing same |
-
2009
- 2009-11-14 DE DE102009053405A patent/DE102009053405A1/de not_active Withdrawn
-
2010
- 2010-11-10 WO PCT/EP2010/006847 patent/WO2011057776A1/de active Application Filing
- 2010-11-10 US US13/509,744 patent/US20130172165A1/en not_active Abandoned
- 2010-11-10 MX MX2012005557A patent/MX2012005557A/es not_active Application Discontinuation
- 2010-11-10 CN CN201080061256.3A patent/CN102741124B/zh not_active Expired - Fee Related
- 2010-11-10 KR KR1020127015132A patent/KR20120098778A/ko not_active Application Discontinuation
- 2010-11-10 EP EP10779252.5A patent/EP2499048B1/de active Active
- 2010-11-10 JP JP2012538237A patent/JP5643833B2/ja not_active Expired - Fee Related
- 2010-11-10 RU RU2012124409/13A patent/RU2544625C2/ru not_active IP Right Cessation
- 2010-11-10 AU AU2010318304A patent/AU2010318304B2/en not_active Ceased
- 2010-11-10 UA UAA201207225A patent/UA105815C2/uk unknown
- 2010-11-10 MY MYPI2012700288A patent/MY161276A/en unknown
- 2010-11-10 IN IN5022DEN2012 patent/IN2012DN05022A/en unknown
-
2012
- 2012-05-14 CL CL2012001261A patent/CL2012001261A1/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP2499048B1 (de) | 2013-08-28 |
| WO2011057776A1 (de) | 2011-05-19 |
| DE102009053405A1 (de) | 2011-05-19 |
| IN2012DN05022A (ja) | 2015-08-07 |
| AU2010318304B2 (en) | 2014-08-14 |
| CL2012001261A1 (es) | 2012-11-16 |
| EP2499048A1 (de) | 2012-09-19 |
| JP2013510774A (ja) | 2013-03-28 |
| MX2012005557A (es) | 2012-11-06 |
| MY161276A (en) | 2017-04-14 |
| US20130172165A1 (en) | 2013-07-04 |
| CN102741124A (zh) | 2012-10-17 |
| AU2010318304A1 (en) | 2012-06-21 |
| CN102741124B (zh) | 2014-06-04 |
| UA105815C2 (uk) | 2014-06-25 |
| RU2012124409A (ru) | 2013-12-20 |
| RU2544625C2 (ru) | 2015-03-20 |
| KR20120098778A (ko) | 2012-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1954567B1 (en) | Method and apparatus for making block bottom pillow top bags | |
| US7553083B2 (en) | Reclosable packages with front panel opening | |
| JP5643833B2 (ja) | 三角形状の包装袋の製造方法及び製造装置 | |
| JP2010036585A (ja) | 製袋機 | |
| EP2698240B1 (en) | Continuous sealing device and storing and feeding table thereof | |
| CN107107521B (zh) | 底部带有撑板的包装和热封方法 | |
| KR100441873B1 (ko) | 티백(teabag)제조장치및제조방법과티백 | |
| JPWO2006106932A1 (ja) | 自立型ピローパウチ包装器、製造方法及び製造装置 | |
| US20140294326A1 (en) | Bottom-gusseted package and method | |
| JP2001171605A (ja) | シールされた容器を形成する方法 | |
| JP5174426B2 (ja) | ヒダ付き自立性包装袋、ヒダ付き自立性包装体、ヒダ付き自立性包装体用原反ロール及びヒダ付き自立性包装体の製造方法 | |
| WO2000007903A1 (en) | Container having stabilized base and its manufacture | |
| JP2001122209A (ja) | 縦型充填包装機 | |
| KR101920066B1 (ko) | 피피포대 제조방법 및, 이의 피피포대. | |
| JP4118568B2 (ja) | ヒダ付き縦ピロー包装体の製造方法 | |
| US7076931B1 (en) | Method for manufacturing container with inherently stable base | |
| JP4271848B2 (ja) | 多層袋 | |
| JP3723540B2 (ja) | 合成樹脂袋の製造方法 | |
| JP2009279755A (ja) | 充填容器の製造方法 | |
| JP2004182309A (ja) | 小袋包装装置に対して供給される包装材料の繋ぎ方法 | |
| JP2005088980A (ja) | 自立型包装袋の製造装置、自立型包装袋の製造方法及び自立型包装袋の製造プログラム | |
| SU1742135A1 (ru) | Способ упаковывани продукта между двум лентами упаковочного материала | |
| JP2003291985A (ja) | 容器缶用内装袋の製造法 | |
| US20020148204A1 (en) | Method and apparatus for forming, filing and sealing tubular packaging | |
| JP2004123117A (ja) | 被充填物が収納された筒状袋体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140708 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141028 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5643833 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |