JP5639656B2 - 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 - Google Patents
切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 Download PDFInfo
- Publication number
- JP5639656B2 JP5639656B2 JP2012536506A JP2012536506A JP5639656B2 JP 5639656 B2 JP5639656 B2 JP 5639656B2 JP 2012536506 A JP2012536506 A JP 2012536506A JP 2012536506 A JP2012536506 A JP 2012536506A JP 5639656 B2 JP5639656 B2 JP 5639656B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting edge
- cutting
- protrusion
- cutting insert
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 238
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 239000000463 material Substances 0.000 claims description 24
- 238000000034 method Methods 0.000 claims description 15
- 230000008569 process Effects 0.000 description 11
- 238000003754 machining Methods 0.000 description 10
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 6
- 229910009043 WC-Co Inorganic materials 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 2
- 239000011195 cermet Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- NFFIWVVINABMKP-UHFFFAOYSA-N methylidynetantalum Chemical compound [Ta]#C NFFIWVVINABMKP-UHFFFAOYSA-N 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 229910003468 tantalcarbide Inorganic materials 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
- B23B27/1611—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/04—Cutting-off tools
- B23B27/045—Cutting-off tools with chip-breaking arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/043—Tool holders for a single cutting tool with cutting-off, grooving or profile cutting tools, i.e. blade- or disc-like main cutting parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/08—Rake or top surfaces
- B23B2200/081—Rake or top surfaces with projections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2220/00—Details of turning, boring or drilling processes
- B23B2220/12—Grooving
- B23B2220/126—Producing ring grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2268—Cutters, for shaping including holder having seat for inserted tool with chip breaker, guide or deflector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
- Y10T407/235—Cutters, for shaping including tool having plural alternatively usable cutting edges with integral chip breaker, guide or deflector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/24—Cutters, for shaping with chip breaker, guide or deflector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/24—Cutters, for shaping with chip breaker, guide or deflector
- Y10T407/245—Cutters, for shaping with chip breaker, guide or deflector comprising concave surface in cutting face of tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/25—Cutters, for shaping including cut off tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/10—Process of turning
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Milling Processes (AREA)
Description
以下、本発明の実施形態に係る切削インサート(以下、「インサート」と言うことがある。)について、図1〜図11を用いて詳細に説明する。本発明のインサートは、内径の溝入れ加工、外径の溝入れ加工、突切り加工および端面溝入れ加工のいずれにも使用することができる。以下の説明においては、特記しない限り、本発明のインサートを端面溝入れ加工に使用する場合を例に挙げて説明する。
以下、本発明のインサートに係る第1実施形態について、図1〜図7を用いて詳細に説明する。
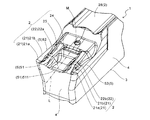
図1に示すように、本実施形態のインサート1は、角柱状であり、両端部に位置している切削部I、Iと、切削部I、Iの間に位置し、後述するホルダ11に固定される際に、ホルダ11と接するクランプ面28を有するクランプ部IIとを備えている。すなわち、切削部Iは、クランプ部IIの両端に対で設けられている。本実施形態においては、図1に示すように、切削部Iを識別するため、一対の切削部I、Iのうち、どちらか一方に目印Mを付けている。
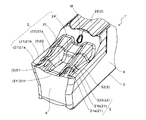
次に、本発明の第2実施形態に係るインサートについて、図8〜図11を用いて詳細に説明する。なお、図8〜図11においては、上述した図1〜図7と同一の構成部分には同一の符号を付して説明は省略する。
その他の構成は、上述した第1実施形態に係るインサート1と同様であるので、説明を省略する。
インサート1,1’は、内径の溝入れ加工、外径の溝入れ加工、突切り加工用および端面溝入れ加工のいずれにも使用することができる。
本発明の実施形態に係る切削工具として、インサート1を装着した切削工具10について、インサート1を端面溝入れ加工に使用する場合を例に挙げ、図12を参照して説明する。
次に、本発明の実施形態に係る切削加工物の製造方法を、図13を用いて説明する。本実施形態においては、切削工具10を例にとって説明する。
本実施形態は、端面溝入れ加工であるため、図13(d)に示すように、被削材100の端面には、環状の溝101が形成される。なお、図13(a)〜(c)に示された被削材100は、一部を断面図で記載している。
(i)図13(a)に示すように、略円柱状の被削材100を、回転軸102を中心に矢印X方向に回転させる工程。
(ii)切削工具10を矢印Y方向に動かし、回転している被削材100に切削工具10を近接させる工程。
(iii)図13(b)に示すように、回転している被削材100に切削工具10の切刃5を接触させて被削材100を切削する工程。
(iv)図13(c)に示すように、切削工具10を矢印Z方向に動かし、切削した被削材100から切削工具10を離隔する工程。
なお、(i)の工程では、被削材100と切削工具10とは相対的に近づけばよく、例えば被削材100を切削工具10に近づけてもよい。これと同様に、(iv)の工程では、被削材100と切削工具10とは相対的に離隔すればよく、例えば被削材100を切削工具10から離隔してもよい。また、(iii)の工程においては、溝入れ加工の際には、溝を形成する加工が行なわれるとともに、横送り加工が行なわれる。
切削加工を継続する場合には、被削材100を回転させた状態を保持したまま、被削材100の異なる箇所に切削工具10の切刃5を接触させる工程を繰り返せばよい。
被削材100の材質としては、例えば、炭素鋼、合金鋼、ステンレス、鋳鉄、非鉄金属などが挙げられる。
Claims (16)
- 上面と、
下面と、
側面と、
前記上面と前記側面との交線部に位置している第1切刃と、
前記上面と前記側面との交線部に位置しているとともに、前記第1切刃に交差している第2切刃と、を備え、
前記上面は、前記第1切刃の垂直二等分線を挟んで互いに対向するように位置している一対の隆起部を有し、
上面視において、前記一対の隆起部のそれぞれの頂部は、前記垂直二等分線に沿う方向に向かってそれぞれ延びる少なくとも2つの突部を有し、
前記少なくとも2つの突部は、
前記垂直二等分線に最も近い側に位置している第1突部と、
前記第1突部よりも前記垂直二等分線から遠い側に位置しているとともに、頂部が前記第1突部の頂部よりも高位に位置している第2突部と、を有し、
前記第1突部と前記第2突部とが、前記下面に近づく側に湾曲する曲面を介して連続しており、
前記一対の隆起部のうち少なくとも一方は、前記第2切刃との間に間隔をおいて前記第2切刃に沿って延びている、切削インサート。 - 上面視において、前記一対の隆起部のそれぞれの前記第1突部の頂部間の距離は、前記第1切刃から離れるにつれて小さくなっている、請求項1に記載の切削インサート。
- 前記上面および前記下面の間を貫通する中心軸に平行であり且つ前記第1切刃に平行な断面視において、前記一対の隆起部のうち少なくとも一方は、前記第1突部の頂部の高さと前記第2突部の頂部の高さとの差が、前記第1切刃から離れるにつれて大きくなっている、請求項1または2に記載の切削インサート。
- 前記上面および前記下面の間を貫通する中心軸に平行であり且つ前記第1切刃に平行な断面視において、前記一対の隆起部のうち少なくとも一方は、前記第1突部および前記第2突部のそれぞれの頂部間を結ぶ直線と、前記中心軸の垂線とのなす角の角度が、1〜10°である、請求項1〜3のいずれかに記載の切削インサート。
- 側面視において、前記第1切刃は、中央部に向かうにつれて低位となるように傾斜している凹部を有する、請求項1〜4のいずれかに記載の切削インサート。
- 前記一対の隆起部はいずれも、前記第1切刃に連続している、請求項1〜5のいずれかに記載の切削インサート。
- 前記上面は、前記一対の隆起部の間に位置するとともに、前記第1切刃から離れるにつれて高位となるように傾斜している中央傾斜部をさらに有し、
前記中央傾斜部は、前記第1突部の頂部よりも低位に位置している、請求項1〜6のいずれかに記載の切削インサート。 - 前記上面および前記下面の間を貫通する中心軸に平行であり且つ前記第1切刃に平行な断面視において、前記中央傾斜部のうち前記第1切刃から遠い側に位置している端部と前記第2突部の頂部との高さの差は、前記凹部の深さよりも大きい、請求項7に記載の切削インサート。
- 前記一対の隆起部のうち少なくとも一方は、前記第1切刃から離れるにつれて高位となるように傾斜している傾斜面をさらに有し、
上面視において、前記中央傾斜部のうち前記第1切刃から遠い側に位置している端部は、前記傾斜面のうち前記第1切刃から遠い側に位置している端部と同一直線上に位置しているか、または前記傾斜面の前記端部よりも後方に位置している、請求項7または8に記載の切削インサート。 - 前記傾斜面は、
前記第1切刃側に位置している第1傾斜面と、
前記第1傾斜面よりも後方に位置するとともに、前記第1傾斜面よりも小さな角度で傾斜している第2傾斜面と、を有する、請求項9に記載の切削インサート。 - 前記第2傾斜面は、前記第1傾斜面に連続しているとともに、凹状の曲面である、請求項10に記載の切削インサート。
- 前記上面は、前記一対の隆起部の間であって、前記第1切刃と前記中央傾斜部との間に位置している凹溝をさらに有する、請求項1〜11のいずれかに記載の切削インサート。
- 前記凹溝は、前記第1切刃の前記凹部に連続している、請求項12に記載の切削インサート。
- 前記上面は、
前記第1切刃と前記一対の隆起部のうち少なくとも一方との間に位置し、前記上面および前記下面の間を貫通する中心軸に垂直な平面を基準にして前記第1切刃から離れるにつれて下方に傾斜角度βで傾斜している第1すくい部と、
前記凹溝のうち前記第1切刃側の端部に位置し、前記中心軸の前記平面を基準にして前記第1切刃から離れるにつれて下方に傾斜角度γで傾斜している第2すくい部と、をさらに有し、
前記傾斜角度βは、前記傾斜角度γよりも小さい、請求項12または13に記載の切削インサート。 - 請求項1〜14のいずれかに記載の切削インサートと、
前記切削インサートが先端部に取り付けられるホルダと、を備える、切削工具。 - 被削材を回転させる工程と、
回転している前記被削材と請求項15に記載の切削工具の前記第1切刃とを接触させる工程と、
前記切削工具と前記被削材とを離隔する工程と、
を備える、切削加工物の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012536506A JP5639656B2 (ja) | 2010-09-29 | 2011-09-28 | 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010218510 | 2010-09-29 | ||
| JP2010218510 | 2010-09-29 | ||
| JP2010291754 | 2010-12-28 | ||
| JP2010291754 | 2010-12-28 | ||
| PCT/JP2011/072181 WO2012043629A1 (ja) | 2010-09-29 | 2011-09-28 | 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 |
| JP2012536506A JP5639656B2 (ja) | 2010-09-29 | 2011-09-28 | 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012043629A1 JPWO2012043629A1 (ja) | 2014-02-24 |
| JP5639656B2 true JP5639656B2 (ja) | 2014-12-10 |
Family
ID=45893068
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012536506A Active JP5639656B2 (ja) | 2010-09-29 | 2011-09-28 | 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9272336B2 (ja) |
| EP (1) | EP2623236B1 (ja) |
| JP (1) | JP5639656B2 (ja) |
| CN (1) | CN103118822B (ja) |
| WO (1) | WO2012043629A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017187806A1 (ja) * | 2016-04-27 | 2017-11-02 | 住友電工ハードメタル株式会社 | 切削インサート |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2682208B1 (en) * | 2011-02-28 | 2016-05-04 | Kyocera Corporation | Cutting insert, cutting tool, and method for manufacturing cut product using cutting insert and cutting tool |
| US8905684B2 (en) * | 2012-06-22 | 2014-12-09 | Kennametal Inc. | Slotting cutter, cutting insert and tool therefor |
| JP6206801B2 (ja) | 2013-09-09 | 2017-10-04 | 住友電工ハードメタル株式会社 | 切削インサート |
| JP6272345B2 (ja) * | 2013-10-29 | 2018-01-31 | 京セラ株式会社 | 切削インサート及び切削工具、並びにそれらを用いた切削加工物の製造方法 |
| JP6186335B2 (ja) * | 2014-10-28 | 2017-08-23 | 日本特殊陶業株式会社 | 切削インサート |
| WO2017043520A1 (ja) * | 2015-09-07 | 2017-03-16 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
| EP3178590A1 (de) * | 2015-12-08 | 2017-06-14 | Siemens Aktiengesellschaft | Rotationssymmetrisches maschinenbauteil, insbesondere zahnrad, spannvorrichtung und verfahren zum spannen |
| JP6069566B1 (ja) * | 2016-06-27 | 2017-02-01 | シモダフランジ株式会社 | ネジ加工用工具およびネジ加工方法 |
| JP6730442B2 (ja) * | 2016-10-31 | 2020-07-29 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
| CN108115156B (zh) * | 2016-11-29 | 2020-11-06 | 京瓷株式会社 | 切削刀具以及切削加工物的制造方法 |
| TWI773866B (zh) * | 2018-02-28 | 2022-08-11 | 以色列商艾斯卡公司 | 具有含間隔開的向上凸起刃帶部之刃帶的切削嵌件、及設有該切削嵌件的非旋轉式切削刀具 |
| DE102018130788A1 (de) * | 2018-12-04 | 2020-06-04 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Schneidplatte und Werkzeug zur spanenden Bearbeitung eines Werkstücks |
| CN117415348B (zh) * | 2023-12-14 | 2024-03-15 | 赣州澳克泰工具技术有限公司 | 一种具有增强断屑能力的斜角切削刀片和切削刀具 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5341796U (ja) * | 1976-09-14 | 1978-04-11 | ||
| JPH0644566Y2 (ja) * | 1987-09-30 | 1994-11-16 | 京セラ株式会社 | 溝入れ加工用切削チップ |
| DE3819415A1 (de) * | 1988-06-07 | 1989-12-14 | Karl Heinz Arnold Gmbh | Schneidplatte zum stechdrehen |
| JPH0346268U (ja) * | 1989-09-11 | 1991-04-30 | ||
| DE8913805U1 (de) * | 1989-11-23 | 1991-03-21 | Hertel AG Werkzeuge + Hartstoffe, 8510 Fürth | Stechdrehwerkzeug |
| JPH06253902A (ja) | 1993-03-01 | 1994-09-13 | Shimano Inc | 釣り用靴 |
| GB2290994B (en) * | 1994-07-05 | 1998-06-10 | Valenite Inc | Cutting insert |
| SE9504174L (sv) * | 1995-11-23 | 1996-12-02 | Sandvik Ab | Skär för spårstickning samt breddning av spår |
| JPH09262706A (ja) * | 1996-03-27 | 1997-10-07 | Ngk Spark Plug Co Ltd | スローアウェイ工具並びにスローアウェイチップ及び駒部材 |
| IL119114A0 (en) | 1996-08-22 | 1996-11-14 | Iscar Ltd | Cutting insert |
| US5853267A (en) | 1996-08-22 | 1998-12-29 | Iscar Ltd. | Cutting insert |
| IL120422A0 (en) * | 1997-03-11 | 1997-07-13 | Iscar Ltd | A cutting insert |
| JP2000271806A (ja) * | 1999-03-23 | 2000-10-03 | Ngk Spark Plug Co Ltd | 円弧状切れ刃付きチップ |
| SE525729C2 (sv) * | 2002-01-31 | 2005-04-12 | Sandvik Ab | Skär för spårstickning och profilering |
| US6742971B2 (en) | 2002-02-19 | 2004-06-01 | Manchester Tool Company | Cutting insert |
| DE10344961A1 (de) | 2003-09-27 | 2005-04-28 | Kennametal Inc | Schneidkörper, insbesondere zum Stech- und Längsdrehen |
| JP5028883B2 (ja) | 2006-06-30 | 2012-09-19 | 三菱マテリアル株式会社 | インサート着脱式切削工具 |
| JP5332504B2 (ja) | 2008-10-27 | 2013-11-06 | 三菱マテリアル株式会社 | 切削インサート |
| JP5332503B2 (ja) * | 2008-10-27 | 2013-11-06 | 三菱マテリアル株式会社 | 切削インサート |
| CN102596459B (zh) * | 2009-10-29 | 2015-07-15 | 京瓷株式会社 | 切削镶刀及切削工具、以及使用该切削工具的切削加工物的制造方法 |
| JP6038594B2 (ja) | 2012-10-26 | 2016-12-07 | 住友電工ハードメタル株式会社 | 突っ切り加工用工具 |
-
2011
- 2011-09-28 JP JP2012536506A patent/JP5639656B2/ja active Active
- 2011-09-28 US US13/876,671 patent/US9272336B2/en active Active
- 2011-09-28 EP EP11829182.2A patent/EP2623236B1/en active Active
- 2011-09-28 CN CN201180046289.5A patent/CN103118822B/zh active Active
- 2011-09-28 WO PCT/JP2011/072181 patent/WO2012043629A1/ja active Application Filing
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017187806A1 (ja) * | 2016-04-27 | 2017-11-02 | 住友電工ハードメタル株式会社 | 切削インサート |
| JP2017196693A (ja) * | 2016-04-27 | 2017-11-02 | 住友電工ハードメタル株式会社 | 切削インサート |
| US10717136B2 (en) | 2016-04-27 | 2020-07-21 | Sumitomo Electric Hardmetal Corp. | Cutting insert |
| TWI722156B (zh) * | 2016-04-27 | 2021-03-21 | 日商住友電工硬質合金股份有限公司 | 切削嵌件 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9272336B2 (en) | 2016-03-01 |
| EP2623236A1 (en) | 2013-08-07 |
| CN103118822B (zh) | 2015-04-22 |
| EP2623236A4 (en) | 2015-10-14 |
| EP2623236B1 (en) | 2020-04-22 |
| WO2012043629A1 (ja) | 2012-04-05 |
| US20130192431A1 (en) | 2013-08-01 |
| CN103118822A (zh) | 2013-05-22 |
| JPWO2012043629A1 (ja) | 2014-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5639656B2 (ja) | 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 | |
| JP6356781B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP5379870B2 (ja) | 切削インサートおよび切削工具、ならびにそれらを用いた被削材の切削方法 | |
| JP5552162B2 (ja) | 切削インサートおよび切削工具、ならびにそれらを用いた切削加工物の製造方法 | |
| JP5698833B2 (ja) | 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 | |
| JP6262850B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP6272345B2 (ja) | 切削インサート及び切削工具、並びにそれらを用いた切削加工物の製造方法 | |
| US10576555B2 (en) | Cutting insert, cutting tool, and method for manufacturing a cut workpiece | |
| JP6386524B2 (ja) | 転削工具用切削インサート、転削工具および切削加工物の製造方法 | |
| JP5671555B2 (ja) | 切削工具およびそれを用いた切削加工物の製造方法 | |
| JP5528264B2 (ja) | 切削工具および切削工具を用いた被削材の切削方法 | |
| JP6462126B2 (ja) | 切削インサート、切削工具及びこれを用いた切削加工物の製造方法 | |
| JPWO2018159499A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP6711842B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP6495681B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP5762020B2 (ja) | 切削インサートおよび切削工具ならびにそれを用いた被削材の切削方法 | |
| JP5595163B2 (ja) | 切削インサートおよび切削工具、ならびにそれらを用いた被削材の切削方法 | |
| JP2012232351A (ja) | 切削インサートおよび切削工具ならびにそれを用いた被削材の切削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140930 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141024 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5639656 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |