JP5623039B2 - 動的に可変の駆動範囲を有する搬送装置 - Google Patents
動的に可変の駆動範囲を有する搬送装置 Download PDFInfo
- Publication number
- JP5623039B2 JP5623039B2 JP2009190289A JP2009190289A JP5623039B2 JP 5623039 B2 JP5623039 B2 JP 5623039B2 JP 2009190289 A JP2009190289 A JP 2009190289A JP 2009190289 A JP2009190289 A JP 2009190289A JP 5623039 B2 JP5623039 B2 JP 5623039B2
- Authority
- JP
- Japan
- Prior art keywords
- range
- primary
- sensor
- driving
- secondary part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K41/00—Propulsion systems in which a rigid body is moved along a path due to dynamo-electric interaction between the body and a magnetic field travelling along the path
- H02K41/02—Linear motors; Sectional motors
- H02K41/03—Synchronous motors; Motors moving step by step; Reluctance motors
- H02K41/031—Synchronous motors; Motors moving step by step; Reluctance motors of the permanent magnet type
- H02K41/033—Synchronous motors; Motors moving step by step; Reluctance motors of the permanent magnet type with armature and magnets on one member, the other member being a flux distributor
Description
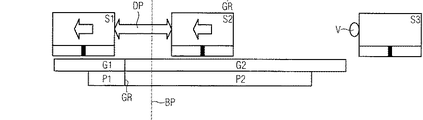
G センサ装置
G1 第1のセンサ範囲
G2 第2のセンサ範囲
GR 第1および第2の範囲の間を分離する境界
P 1次側部分
P1 1次側部分の第1の範囲
P2 1次側部分の第2の範囲
PM 永久磁石
S0 2次側部分
S1 第1の2次側部分
S2 第2の2次側部分
S3 2次側部分
S4 2次側部分
V 前方ストッパ
Claims (9)
- 1次側部分(P)と、
駆動目的のためにそれぞれ1次側部分(P)に磁気的に結合されている少なくとも第1および第2の2次側部分(S1,S2)と、
これらの2次側部分の駆動制御のための制御装置と、
を備えた搬送装置において、
前記制御装置によって、第1の2次側部分(S1)の駆動が1次側部分(P)の第1の範囲(P1)において第1の制御規則にしたがって制御可能であり、第2の2次側部分(S2)の駆動が1次側部分(P)の第2の範囲(P2)において第1とは異なる第2の制御規則にしたがって制御可能であり、かつ
第1の範囲(P1)を第2の範囲(P2)から分離する境界(GR)が前記制御装置によって、第1の範囲(P1)が短縮されるとともに、第2の範囲(P2)が延長されるように動的に可変であることを特徴とする搬送装置。 - 1つのセンサ装置(G)が、1次側部分(P)に固定されていて、前記制御装置によってこのセンサ装置(G)が同様に動的に複数のセンサ範囲(G1,G2)に区分可能であることによって、1次側部分(P)の第1の範囲(P1)に第1のセンサ範囲(G1)が割り当てられていて、1次側部分(P)の第2の範囲(P2)に第2のセンサ範囲(G2)が割り当てられている請求項1記載の搬送装置。
- 前記センサ装置(G)が、磁気的原理に基づいて絶対位置情報を供給する請求項2記載の搬送装置。
- 第1の2次側部分(S1)が、第2の2次側部分(S2)と共に同時に移動可能である請求項1乃至3の1つに記載の搬送装置。
- 前記境界(GR)が、第1および第2の2次側部分(S1,S2)の少なくとも一方と共に移動可能である請求項1乃至4の1つに記載の搬送装置。
- 各2次側部分(S1,S2)が、1次側部分(P)のそれぞれの範囲において、予め与えられた位置に対してそれぞれ個別の位置オフセットでもって移動可能である請求項1乃至5の1つに記載の搬送装置。
- 両2次側部分(S1,S2)が、1次側部分(P)によって同期して移動可能である請求項1乃至6の1つに記載の搬送装置。
- 第1の2次側部分(S1)が、1次側部分(P)から去るや否や、1次側部分(P)の第1の範囲(P1)が、前記制御装置によって第2の2次側部分(S2)にそれの駆動のために割り当て可能である請求項1乃至7の1つに記載の搬送装置。
- 1次側部分(P)により少なくとも第1および第2の2次側部分(S1,S2)を磁気的に駆動するための方法において、
第1の2次側部分(S1)の駆動が、1次側部分(P)の第1の範囲(P1)において第1の制御規則にしたがって制御可能であり、第2の2次側部分(S2)の駆動が1次側部分(P)の第2の範囲(P2)において第1とは異なる第2の制御規則にしたがって制御可能であり、かつ
第1の範囲(P1)を第2の範囲(P2)から分離する境界(GR)が、第1の範囲(P1)が短縮されるとともに、第2の範囲(P2)が延長されるように動的に変化させられることを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08015870.2 | 2008-09-09 | ||
| EP08015870A EP2161826B1 (de) | 2008-09-09 | 2008-09-09 | Transfervorrichtung mit dynamisch veränderbaren Antriebsbereichen |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| JP2010064897A JP2010064897A (ja) | 2010-03-25 |
| JP2010064897A6 JP2010064897A6 (ja) | 2010-06-10 |
| JP2010064897A5 JP2010064897A5 (ja) | 2012-07-05 |
| JP5623039B2 true JP5623039B2 (ja) | 2014-11-12 |
Family
ID=39790883
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009190289A Active JP5623039B2 (ja) | 2008-09-09 | 2009-08-19 | 動的に可変の駆動範囲を有する搬送装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8807327B2 (ja) |
| EP (1) | EP2161826B1 (ja) |
| JP (1) | JP5623039B2 (ja) |
| DE (1) | DE502008002888D1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012005892A1 (de) * | 2012-03-23 | 2013-09-26 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Transportvorrichtung für Verpackungsschalen |
| DE102013108767A1 (de) | 2013-08-13 | 2015-02-19 | Thyssenkrupp Elevator Ag | Dezentrale Linear Motor Regelung für Transportsysteme |
| EP2869035B1 (de) * | 2013-10-29 | 2016-08-03 | Siemens Aktiengesellschaft | Positionsmesssystem und Regelungsverfahren für verkettete Linearmotoren |
| CN103587923B (zh) * | 2013-11-28 | 2016-03-30 | 柯马(上海)工程有限公司 | 磁性制动传输系统 |
| DE102014119110A1 (de) * | 2014-12-18 | 2016-06-23 | Weber Maschinenbau Gmbh Breidenbach | Bewegungsvorrichtung |
| AT519665B1 (de) * | 2017-02-15 | 2018-09-15 | Sticht Tech Gmbh | Transportsystem |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3666080A (en) * | 1969-04-28 | 1972-05-30 | Sandvikens Jernverks Ab | Conveyor belt system |
| US3878933A (en) * | 1974-04-29 | 1975-04-22 | Sandco Ltd | Conveyor system and control |
| GB1596681A (en) * | 1977-01-19 | 1981-08-26 | Sony Corp | Drive circuits with speed control for brushless dc motors |
| EP0346815A3 (en) * | 1988-06-13 | 1990-12-19 | Asahi Glass Company Ltd. | Vacuum processing apparatus and transportation system thereof |
| DE4011797C2 (de) * | 1989-06-10 | 1998-02-12 | Schlafhorst & Co W | Transportsystem für eine automatische Textilmaschine zum gesteuerten Führen von Paletten entlang vorgegebener Transportwege |
| US5289983A (en) * | 1990-04-12 | 1994-03-01 | Murata Kikai Kabushiki Kaisha | Production control system in spinning mill |
| US5023495A (en) * | 1990-04-17 | 1991-06-11 | Hitachi Metals & Shicoh Engine | Moving-magnet type linear d.c. brushless motor having plural moving elements |
| DE4322744C2 (de) * | 1993-07-08 | 1998-08-27 | Baumueller Nuernberg Gmbh | Elektrisches Antriebssystem und Positionierverfahren zur synchronen Verstellung mehrerer dreh- und/oder verschwenkbarer Funktionsteile in Geräten und Maschinen, Antriebsanordnung mit einem Winkellagegeber und Druckmaschine |
| JPH09508214A (ja) * | 1994-11-22 | 1997-08-19 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 回転可能部材の無接触形回転角検出装置 |
| US5749454A (en) * | 1995-05-26 | 1998-05-12 | Span Tech Corporation | Conveyor system with driven roller transfer assembly |
| US5720377A (en) * | 1995-07-14 | 1998-02-24 | Chiron Diagnostics Corporation | Magnetic conveyor system |
| DE19622699A1 (de) * | 1996-06-05 | 1997-12-11 | Krauss Maffei Ag | Regeleinrichtung und -verfahren für Motoren |
| DE19636661A1 (de) * | 1996-09-10 | 1998-03-12 | Schlafhorst & Co W | Transportsystem für eine Textilmaschine |
| US5882171A (en) * | 1996-10-01 | 1999-03-16 | Balzers Aktiengesellschaft | Transport and transfer apparatus |
| JPH10236648A (ja) * | 1997-02-24 | 1998-09-08 | Nkk Corp | ビル内搬送設備 |
| US5959430A (en) * | 1997-03-07 | 1999-09-28 | Kabushiki Kaisha Toshiba | Power conversion system |
| DE19801586A1 (de) * | 1998-01-19 | 1999-07-22 | Daimler Chrysler Ag | Anordnung zum Betreiben eines Transportsystems mit einem magnetischen Schwebefahrzeug |
| US6803681B2 (en) * | 1998-02-26 | 2004-10-12 | Anorad Corporation | Path module for a linear motor, modular linear motor system and method to control same |
| US5965963A (en) * | 1998-02-26 | 1999-10-12 | Anorad Corporation | Linear motor with a plurality of stages independently movable on the same path |
| DE19814141C2 (de) * | 1998-03-30 | 2003-08-14 | Ltg Holding Gmbh | Verfahren und Vorrichtung zum positionsgenauen Zuführen von flächenförmigen Gütern zu einem Bearbeitungsprozeß |
| JP3421689B2 (ja) * | 2000-04-06 | 2003-06-30 | 伊東電機株式会社 | ローラコンベアのゾーン制御方法並びにゾーンコントローラ |
| JP2003062727A (ja) * | 2001-04-26 | 2003-03-05 | Fuji Photo Film Co Ltd | 組立装置 |
| AU2002345013A1 (en) * | 2001-06-07 | 2002-12-16 | Siemens Aktiengesellschaft | Tiered control architecture for material handling |
| CN1996552B (zh) * | 2001-08-31 | 2012-09-05 | 克罗辛自动化公司 | 晶片机 |
| DE10150318B4 (de) | 2001-10-11 | 2019-09-05 | Siemens Aktiengesellschaft | Positioniermodul für Werkstückträger und Transfervorrichtung für Werkstückträger |
| DE10150319C1 (de) | 2001-10-11 | 2003-05-28 | Siemens Ag | Transfervorrichtung für Werkstückträger |
| JP3088833U (ja) * | 2002-03-26 | 2002-10-04 | 安田工業株式会社 | 移動テーブル装置及びそれを用いた工作機械 |
| DE10334736A1 (de) | 2003-07-29 | 2005-02-17 | Rexroth Indramat Gmbh | Linearmotor mit Fortbewegungsregelung |
| DE102005013349A1 (de) * | 2005-03-23 | 2006-10-05 | Bosch Rexroth Aktiengesellschaft | Linearmotor und Verfahren zum Betrieb eines Linearmotors |
| US7534081B2 (en) * | 2005-05-24 | 2009-05-19 | Festo Corporation | Apparatus and method for transferring samples from a source to a target |
| JP4536648B2 (ja) * | 2005-12-13 | 2010-09-01 | 富士通株式会社 | 搬送レールユニットおよび搬送機構ユニット用接続機構並びにライブラリ装置 |
| US7456593B1 (en) | 2006-04-10 | 2008-11-25 | Anorad Corporation | Direct drive transport system |
| US7589482B2 (en) * | 2006-06-02 | 2009-09-15 | Sepe Jr Raymond B | Hot spot sensoring control of linear motors |
| DE102007014876B4 (de) * | 2007-03-26 | 2010-04-08 | Kba-Metronic Aktiengesellschaft | Transportsystem |
-
2008
- 2008-09-09 DE DE502008002888T patent/DE502008002888D1/de active Active
- 2008-09-09 EP EP08015870A patent/EP2161826B1/de active Active
-
2009
- 2009-08-19 JP JP2009190289A patent/JP5623039B2/ja active Active
- 2009-09-09 US US12/556,138 patent/US8807327B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE502008002888D1 (de) | 2011-04-28 |
| JP2010064897A (ja) | 2010-03-25 |
| US8807327B2 (en) | 2014-08-19 |
| EP2161826A1 (de) | 2010-03-10 |
| US20100059339A1 (en) | 2010-03-11 |
| EP2161826B1 (de) | 2011-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5623039B2 (ja) | 動的に可変の駆動範囲を有する搬送装置 | |
| US7597187B2 (en) | Conveyor system | |
| US10442637B2 (en) | Linear drive system having central, distributed and group control | |
| KR101683870B1 (ko) | 선형 이송 장치 | |
| US9365354B2 (en) | Linear conveyor | |
| JP2010064897A6 (ja) | 動的に可変の駆動範囲を有する搬送装置 | |
| JP6313642B2 (ja) | リニアモータ制御装置及びリニアモータ制御システム | |
| US10669106B2 (en) | Carriage transport system and method of manufacturing article | |
| KR101842708B1 (ko) | 멀티-모드 스크롤 캠 컨베이어 시스템 | |
| US10625948B2 (en) | Conveyance apparatus, conveyance system, and method of controlling conveyance system | |
| KR101345278B1 (ko) | 이동체 시스템 및 이동체의 제어 방법 | |
| US9233802B2 (en) | Conveyor device for the conveyance of workpieces, specifically of circuit boards, in the conveyance direction along a conveyance path | |
| JP2009120318A (ja) | 作業用搬送装置 | |
| US11643120B2 (en) | Independent cart system and method of operating the same | |
| US11453519B2 (en) | Method and device for feeding products from a first process to a second process in a packaging plant | |
| US20160236873A1 (en) | Transfer device controller and transport device | |
| KR20110079888A (ko) | 리니어 모션 시스템을 제어하기 위한 방법 및 장치 | |
| JP4729633B2 (ja) | 表面実装機 | |
| EP2746880B1 (en) | Carriers synchronization in a conveying system of a machine | |
| US11185954B2 (en) | Transport system, transport method, and article manufacturing method | |
| JP2018102129A (ja) | リニアモータ制御装置及びリニアモータ制御システム | |
| US10983508B2 (en) | Automated independent cart system and method of controlling operation of a plurality of movers of the automated independent cart system | |
| JP4523550B2 (ja) | 部品実装方法 | |
| US11969841B2 (en) | Transport system, transport method, and article manufacturing method | |
| WO2019043841A1 (ja) | 部品実装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120521 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120521 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140826 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140924 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5623039 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |