JP5602772B2 - 高送出温度アイソパイプ材料 - Google Patents
高送出温度アイソパイプ材料 Download PDFInfo
- Publication number
- JP5602772B2 JP5602772B2 JP2011552065A JP2011552065A JP5602772B2 JP 5602772 B2 JP5602772 B2 JP 5602772B2 JP 2011552065 A JP2011552065 A JP 2011552065A JP 2011552065 A JP2011552065 A JP 2011552065A JP 5602772 B2 JP5602772 B2 JP 5602772B2
- Authority
- JP
- Japan
- Prior art keywords
- isopipe
- silicon nitride
- glass
- refractory material
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title description 32
- 229910052581 Si3N4 Inorganic materials 0.000 claims description 104
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 claims description 104
- 239000011521 glass Substances 0.000 claims description 70
- 238000005245 sintering Methods 0.000 claims description 35
- 238000000034 method Methods 0.000 claims description 30
- 230000007246 mechanism Effects 0.000 claims description 26
- 239000011819 refractory material Substances 0.000 claims description 25
- 239000006060 molten glass Substances 0.000 claims description 22
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 21
- 238000007499 fusion processing Methods 0.000 claims description 21
- 239000001301 oxygen Substances 0.000 claims description 21
- 229910052760 oxygen Inorganic materials 0.000 claims description 21
- 230000003647 oxidation Effects 0.000 claims description 18
- 238000007254 oxidation reaction Methods 0.000 claims description 18
- 239000012298 atmosphere Substances 0.000 claims description 16
- 230000008569 process Effects 0.000 claims description 16
- 238000004519 manufacturing process Methods 0.000 claims description 13
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 12
- 230000007547 defect Effects 0.000 claims description 12
- 230000001681 protective effect Effects 0.000 claims description 10
- 230000036961 partial effect Effects 0.000 claims description 9
- 239000002241 glass-ceramic Substances 0.000 claims description 8
- 229910052710 silicon Inorganic materials 0.000 claims description 8
- 239000000919 ceramic Substances 0.000 claims description 7
- 229910052757 nitrogen Inorganic materials 0.000 claims description 7
- 230000004888 barrier function Effects 0.000 claims description 6
- 238000005452 bending Methods 0.000 claims description 6
- 238000003754 machining Methods 0.000 claims description 3
- 230000001747 exhibiting effect Effects 0.000 claims description 2
- 229910052845 zircon Inorganic materials 0.000 description 38
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 38
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 28
- 239000000758 substrate Substances 0.000 description 22
- 239000010410 layer Substances 0.000 description 18
- 239000000377 silicon dioxide Substances 0.000 description 14
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- 230000004927 fusion Effects 0.000 description 8
- 238000012545 processing Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 5
- 239000005357 flat glass Substances 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 239000010703 silicon Substances 0.000 description 5
- RUDFQVOCFDJEEF-UHFFFAOYSA-N yttrium(III) oxide Inorganic materials [O-2].[O-2].[O-2].[Y+3].[Y+3] RUDFQVOCFDJEEF-UHFFFAOYSA-N 0.000 description 5
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 238000003280 down draw process Methods 0.000 description 4
- 238000010304 firing Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000000462 isostatic pressing Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000075 oxide glass Substances 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000001513 hot isostatic pressing Methods 0.000 description 3
- 230000000670 limiting effect Effects 0.000 description 3
- 239000004973 liquid crystal related substance Substances 0.000 description 3
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 238000003286 fusion draw glass process Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920005591 polysilicon Polymers 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000006124 Pilkington process Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- -1 but of these two Inorganic materials 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000004814 ceramic processing Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000009694 cold isostatic pressing Methods 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000004031 devitrification Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000007496 glass forming Methods 0.000 description 1
- 238000005816 glass manufacturing process Methods 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000004554 molding of glass Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000011253 protective coating Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000007569 slipcasting Methods 0.000 description 1
- 238000003283 slot draw process Methods 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 238000003826 uniaxial pressing Methods 0.000 description 1
- 230000004580 weight loss Effects 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/064—Forming glass sheets by the overflow downdraw fusion process; Isopipes therefor
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
- C04B35/593—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride obtained by pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/71—Ceramic products containing macroscopic reinforcing agents
- C04B35/78—Ceramic products containing macroscopic reinforcing agents containing non-metallic materials
- C04B35/80—Fibres, filaments, whiskers, platelets, or the like
- C04B35/82—Asbestos; Glass; Fused silica
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/009—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone characterised by the material treated
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/50—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials
- C04B41/5025—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials with ceramic materials
- C04B41/5035—Silica
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/85—Coating or impregnation with inorganic materials
- C04B41/87—Ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6583—Oxygen containing atmosphere, e.g. with changing oxygen pressures
- C04B2235/6584—Oxygen containing atmosphere, e.g. with changing oxygen pressures at an oxygen percentage below that of air
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/94—Products characterised by their shape
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Ceramic Products (AREA)
- Glass Compositions (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
Description
例えば液晶ディスプレイ(LCD)などのフラットパネルディスプレイの製造業者は、ガラス基板を使用して、複数のディスプレイ、例えば6以上のディスプレイを一度に同時に製造する。1枚の基板から製造可能なディスプレイの数は基板の幅により制限され、すなわち基板が幅広になると、これに対応してスケールメリットが増す。また、より大型のディスプレイへの高まる需要を満足させるため、ディスプレイ製造業者はより幅広の基板を必要としている。
フュージョンプロセスは、板ガラスを製造するガラス作製技術において使用されている、基本的な技術の1つである。例えば、ボストンのAcademic Press社から1994年に出版された、Arun K. Varshneyaによる非特許文献1の第20章4.2節、534〜540「フラットガラス(Flat Glass)」を参照されたい。当技術において周知の、例えばフロート法やスロットドロー法などの他のプロセスと比較すると、フュージョンプロセスで製造されるガラスシートの表面は、より優れた平坦性および平滑性を有している。その結果、フュージョンプロセスは、液晶ディスプレイ(LCD)などのフラットパネルディスプレイ装置の製造に使用されるガラス基板の生産において、特に重要なものとなっている。
上記の厳しい条件に耐えるため、アイソパイプ13は耐火性材料を、等方的に(isostatically)加圧したブロックから製造されている(これが「アイソ・パイプ(iso-pipe)」という名の由来である)。特に、例えばケンタッキー州ルイビルのSt. Gobain-SEFPROから販売されているものなどの、静水圧プレスされたジルコン耐火物が、フュージョンプロセス用アイソパイプの形成に使用されている。
前述したことを考慮すると、1)より幅広のパイプを使用可能とするため、2)フュージョンドロープロセスを高温ガラス(例えば、ポリシリコンディスプレイの製造プロセスとより適合する高歪点ガラスなど)に拡張するため、および/または、3)アイソパイプの耐用年数を延長させて処理のダウンタイムと交換コストを最小限に抑えるため、アイソパイプに使用される任意の材料におけるクリープの固有速度を減少させることが望ましい。
(a)アイソパイプ(13)の使用中に、溶融状態のガラスまたはガラスセラミックと接触し、
(b)溶融ガラスまたは溶融ガラスセラミックと窒化ケイ素耐火性材料とのこの接触による、完成したガラスまたは完成したガラスセラミックに生じる欠陥の個数が、1ポンド(453.6g)当たり0.1個を超えない欠陥レベル(一実施の形態では1ポンド当たりの欠陥が0.01個未満;別の実施形態では1ポンド当たりの欠陥が0.001個未満)であるという点で、溶融ガラスまたは溶融ガラスセラミックと適合したものであり、かつ、
(c)1250℃かつ1000psi(約6.9MPa)で、1×10-6/時未満(一実施の形態では1×10-7/時未満;別の実施形態では1×10-8/時未満)の曲げクリープ歪み速度(固有クリープ歪み速度としても知られる)を有し、ここで、
(i)窒化ケイ素耐火性材料が、0.1未満(一実施の形態では0.01未満)のpO2を有する雰囲気内において、10重量%未満(一実施の形態では7重量%以下)の1以上の焼結助剤を使用してブロック状に生成されたものであり、
(ii)このブロック状の窒化ケイ素耐火性材料が、本体へと機械加工され、さらに、
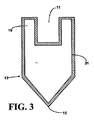
(iii)機械加工された窒化ケイ素耐火性材料のブロックを、0.1以上(一実施の形態では0.2以上)の酸素分圧に、一定時間の間(一実施の形態では少なくとも12時間;別の実施形態では少なくとも24時間)、実質的に受動的酸化機構のみを呈するSiO2層(31)を形成するのに十分な温度(一実施の形態では1000℃以上;別の実施形態では約1200℃)で、曝すことにより処理し、このSiO2層(窒化ケイ素材料の一部と見なされる)が、アイソパイプ(13)の使用中に、窒化ケイ素のさらなる酸化に対する保護バリアとして働くことを特徴とする。
(a)0.1未満(一実施の形態では0.01未満)のpO2を有する雰囲気内において10重量%未満(一実施の形態では7重量%以下)の1以上の焼結助剤を使用して生成された、窒化ケイ素耐火性材料のブロックを提供するステップ、
(b)このブロックをアイソパイプ形状に機械加工するステップ、および、
(c)機械加工されたブロックを、0.1以上(一実施の形態では0.2以上)の酸素分圧に、一定時間の間(一実施の形態では少なくとも12時間;別の実施形態では少なくとも24時間)、実質的に受動的酸化機構のみを呈するSiO2層(31)を形成するのに十分な温度(一実施の形態では1000℃以上;別の実施形態では約1200℃)で、曝すステップであって、このSiO2層(窒化ケイ素材料の一部と見なされる)が、アイソパイプ(13)の使用中に、窒化ケイ素のさらなる酸化に対する保護バリアとして働くものである、該ステップ、
を含む。
(a)0.1未満(一実施の形態では0.01未満)のpO2を有する雰囲気内において、10重量%未満(一実施の形態では7重量%以下)の1以上の焼結助剤を使用してブロック状に生成され、
(b)アイソパイプ形状に機械加工され、さらに、
(c)0.1以上(一実施の形態では0.2以上)の酸素分圧に、一定時間の間(一実施の形態では少なくとも12時間;別の実施形態では少なくとも24時間)、実質的に受動的酸化機構のみを呈するSiO2層(31)を形成するのに十分な温度(一実施の形態では1000℃以上;別の実施形態では約1200℃)で、曝され、このSiO2層(窒化ケイ素材料の一部と見なされる)が、アイソパイプ(13)の使用中に、窒化ケイ素のさらなる酸化に対する保護バリアとして働くことを特徴とする。
窒化ケイ素と共に使用する1以上の焼結助剤のパッケージは、この窒化ケイ素アイソパイプを用いて成形される個々のガラスを考慮して選択する必要があることに留意されたい。例えば、アルミナやイットリアが、窒化ケイ素に対する焼結助剤として通常使用されるが、これらの2つのうちイットリアの方が種々のガラスにとって好ましいであろう。というのも、イットリアはアルミナよりも拡散率が低く、またLCDガラスを含むほとんどの一般的なガラスと適合性が低いことから、ガラスと結合して望ましくない失透を生じる可能性が低いためである。

31 保護シリカ層
Claims (8)
- フュージョンプロセスでの使用に適した形状を有する本体を備えた、ガラスまたはガラスセラミックを作製するためのアイソパイプであって、前記本体が含む窒化ケイ素耐火性材料が、
(a)前記アイソパイプの使用中に、溶融状態の前記ガラスまたはガラスセラミックと接触し、
(b)前記溶融ガラスまたは溶融ガラスセラミックと前記窒化ケイ素耐火性材料との前記接触による、完成したガラスまたは完成したガラスセラミックに生じる欠陥の個数が、1ポンド(約454g)当たり0.1個を超えない欠陥レベルであるという点で、前記溶融ガラスまたは溶融ガラスセラミックと適合したものであり、かつ、
(c)1250℃かつ1000psi(約6.9MPa)で、1×10-6/時未満の曲げクリープ歪み速度を有し、ここで、
(i)前記窒化ケイ素耐火性材料が、0.1未満のpO2を有する雰囲気内において、10重量%未満の1以上の焼結助剤を使用してブロック状に生成されたものであり、
(ii)該ブロック状の窒化ケイ素耐火性材料が、前記本体へと機械加工され、さらに、
(iii)該機械加工された窒化ケイ素耐火性材料のブロックを、0.1以上の酸素分圧に、一定時間の間、実質的に受動的酸化機序のみを呈するSiO2層を形成するのに十分な温度で、曝すことにより処理し、該SiO2層が、前記アイソパイプの使用中に、前記窒化ケイ素のさらなる酸化に対する保護バリアとして働くものであることを特徴とするアイソパイプ。 - 前記工程(iii)の処理が、1000℃以上の温度で行われることを特徴とする請求項1記載のアイソパイプ。
- 前記窒化ケイ素耐火性材料が、少なくとも85重量%のSi3N4を含むことを特徴とする請求項1または2記載のアイソパイプ。
- 前記窒化ケイ素耐火性材料が、少なくとも36重量%のNと少なくとも54重量%のSiとを含むことを特徴とする請求項1から3いずれか1項記載のアイソパイプ。
- フュージョンプロセスでの使用に適した形状を有するアイソパイプを作製する方法であって、順に、
(a)0.1未満のpO2を有する雰囲気内において10重量%未満の1以上の焼結助剤を使用して生成された、窒化ケイ素耐火性材料のブロックを提供するステップ、
(b)前記ブロックをアイソパイプ形状に機械加工するステップ、および、
(c)前記機械加工されたブロックを、0.1以上の酸素分圧に、一定時間の間、実質的に受動的酸化機序のみを呈するSiO2層を形成するのに十分な温度で、曝すステップであって、該SiO2層が、前記アイソパイプの使用中に、前記窒化ケイ素のさらなる酸化に対する保護バリアとして働くものである、該ステップ、
を含むことを特徴とする方法。 - ステップ(c)での酸素に曝すステップが、1000℃以上の温度で行われることを特徴とする請求項5記載の方法。
- 前記窒化ケイ素耐火性材料が、少なくとも36重量%のNと少なくとも54重量%のSiとを含むことを特徴とする請求項5または6記載の方法。
- 請求項1から4いずれか1項記載のアイソパイプを使用してガラスシートを作製する方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/391,750 US8028544B2 (en) | 2009-02-24 | 2009-02-24 | High delivery temperature isopipe materials |
| US12/391,750 | 2009-02-24 | ||
| PCT/US2010/024221 WO2010098996A2 (en) | 2009-02-24 | 2010-02-15 | High delivery temperature isopipe materials |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012518596A JP2012518596A (ja) | 2012-08-16 |
| JP2012518596A5 JP2012518596A5 (ja) | 2014-08-07 |
| JP5602772B2 true JP5602772B2 (ja) | 2014-10-08 |
Family
ID=42629720
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011552065A Expired - Fee Related JP5602772B2 (ja) | 2009-02-24 | 2010-02-15 | 高送出温度アイソパイプ材料 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8028544B2 (ja) |
| JP (1) | JP5602772B2 (ja) |
| KR (1) | KR101605930B1 (ja) |
| CN (1) | CN102365243B (ja) |
| TW (1) | TWI454431B (ja) |
| WO (1) | WO2010098996A2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100126227A1 (en) * | 2008-11-24 | 2010-05-27 | Curtis Robert Fekety | Electrostatically depositing conductive films during glass draw |
| JP2012126615A (ja) * | 2010-12-16 | 2012-07-05 | Asahi Glass Co Ltd | フラットパネルディスプレイ用カバーガラス |
| KR20160107281A (ko) | 2014-01-15 | 2016-09-13 | 코닝 인코포레이티드 | 내화물의 기체 전처리를 이용한 유리 시트 제조 방법 |
| JP6588443B2 (ja) | 2014-01-15 | 2019-10-09 | コーニング インコーポレイテッド | 耐火物のビヒクル前処理を含むガラスシート作製方法 |
| TW201619073A (zh) | 2014-09-03 | 2016-06-01 | 康寧公司 | 形成溢流下拉玻璃管的裝置 |
| WO2016133798A1 (en) * | 2015-02-17 | 2016-08-25 | Corning Incorporated | Glass forming device for improved ribbon flow |
| CN106816395B (zh) * | 2016-12-15 | 2019-06-18 | 中国航天空气动力技术研究院 | 一种氮化硅被动氧化层厚度确定方法 |
| TW201902839A (zh) * | 2017-06-02 | 2019-01-16 | 美商康寧公司 | 玻璃製造設備及方法 |
| KR20220118994A (ko) * | 2019-12-19 | 2022-08-26 | 니폰 덴키 가라스 가부시키가이샤 | 유리 물품의 제조 방법 및 유리 물품 |
| KR102396010B1 (ko) | 2021-11-08 | 2022-05-10 | 코오롱이앤씨 주식회사 | 무기섬유 집속체를 포함하고 섬유강화 복합소재를 스킨재로 이용한 건축용 단열 기능성 샌드위치 패널 및 그 제조 방법 |
| CN114195521B (zh) * | 2021-12-27 | 2022-12-13 | 中国科学院上海硅酸盐研究所 | 一种热等静压处理氮化硅陶瓷的方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3338696A (en) | 1964-05-06 | 1967-08-29 | Corning Glass Works | Sheet forming apparatus |
| US3437470A (en) | 1966-06-17 | 1969-04-08 | Corning Glass Works | Constant force internal support for glass overflow wedge |
| BE757057A (fr) | 1969-10-06 | 1971-04-05 | Corning Glass Works | Procede et appareil de controle d'epaisseur d'une feuille de verre nouvellement etiree |
| DE3322523C2 (de) * | 1983-06-23 | 1985-05-15 | Ernst Leitz Wetzlar Gmbh, 6330 Wetzlar | Vorrichtung zum Ausformen von aus Glas bestehenden optischen Bauelementen hoher Oberflächengüte |
| JPS63303867A (ja) * | 1987-01-12 | 1988-12-12 | Ngk Insulators Ltd | 窒化珪素セラミックス部品の製造法 |
| JP3837729B2 (ja) | 1998-03-05 | 2006-10-25 | 日本電気硝子株式会社 | 板ガラス成形装置 |
| WO2002044102A1 (en) | 2000-12-01 | 2002-06-06 | Corning Incorporated | Sag control of isopipes used in making sheet glass by the fusion process |
| KR100639848B1 (ko) | 2001-12-21 | 2006-10-30 | 코닝 인코포레이티드 | 오버플로우 다운드로우 용융공정을 통한 시트 유리의제조방법 |
| US7238635B2 (en) | 2003-12-16 | 2007-07-03 | Corning Incorporated | Creep resistant zircon refractory material used in a glass manufacturing system |
| US20050268658A1 (en) | 2004-06-02 | 2005-12-08 | Adamowicz John A | Glass sheet forming apparatus |
| US20050268657A1 (en) | 2004-06-02 | 2005-12-08 | Adamowicz John A | Isopipe mass distribution for forming glass substrates |
| EP2865655B1 (en) | 2004-12-30 | 2017-07-26 | Corning Incorporated | Refractory materials |
| JP2006298736A (ja) * | 2005-04-25 | 2006-11-02 | Nippon Electric Glass Co Ltd | 板ガラスの成形装置、板ガラス装置用支持部材及び板ガラスの成形方法 |
| US20060236722A1 (en) | 2005-04-26 | 2006-10-26 | Robert Delia | Forming apparatus with extensions attached thereto used in a glass manufacturing system |
| WO2008103250A1 (en) | 2007-02-22 | 2008-08-28 | Corning Incorporated | Process to preserve isopipe during coupling |
| US7958748B2 (en) | 2007-02-23 | 2011-06-14 | Corning Incorporated | Isopipe design feature to reduce sag |
| JP5912212B2 (ja) | 2007-08-03 | 2016-04-27 | 株式会社フルヤ金属 | ガラス製造装置の成形部及びガラス成形品の製造方法 |
-
2009
- 2009-02-24 US US12/391,750 patent/US8028544B2/en not_active Expired - Fee Related
-
2010
- 2010-02-15 KR KR1020117022335A patent/KR101605930B1/ko not_active IP Right Cessation
- 2010-02-15 CN CN201080015886.7A patent/CN102365243B/zh not_active Expired - Fee Related
- 2010-02-15 WO PCT/US2010/024221 patent/WO2010098996A2/en active Application Filing
- 2010-02-15 JP JP2011552065A patent/JP5602772B2/ja not_active Expired - Fee Related
- 2010-02-23 TW TW099105176A patent/TWI454431B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| KR101605930B1 (ko) | 2016-03-23 |
| WO2010098996A2 (en) | 2010-09-02 |
| TW201100336A (en) | 2011-01-01 |
| WO2010098996A3 (en) | 2010-12-09 |
| CN102365243A (zh) | 2012-02-29 |
| US8028544B2 (en) | 2011-10-04 |
| TWI454431B (zh) | 2014-10-01 |
| CN102365243B (zh) | 2014-05-07 |
| US20100212363A1 (en) | 2010-08-26 |
| KR20110121648A (ko) | 2011-11-07 |
| JP2012518596A (ja) | 2012-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5602772B2 (ja) | 高送出温度アイソパイプ材料 | |
| EP2407441B1 (en) | High static fatigue alumina isopipes | |
| EP2181975B1 (en) | Method of making an isopipe and zircon refractory block | |
| JP5107230B2 (ja) | ジルコンベースの焼結生成物 | |
| US20100251774A1 (en) | Creep resistant multiple layer refractory used in a glass manufacturing system | |
| US8863552B2 (en) | Sintering of fused silica to produce shaped bodies comprising crystalline SiO2 | |
| JP2008526671A5 (ja) | ||
| EP2918554B1 (en) | Molten glass conveying equipment element, method for manufacturing molten glass conveying equipment element, glass manufacturing apparatus comprising molten glass conveying equipment element and method for manufacturing glass product | |
| KR101815725B1 (ko) | 큰 제노타임 세라믹 블럭 및 이의 건식 제조방법 | |
| JP2012518596A5 (ja) | ||
| JP5727929B2 (ja) | 低歪み速度の改良されたジルコン材料および物品 | |
| US7696115B2 (en) | Sag control of isopipes used in making sheet glass by the fusion process | |
| WO2007037201A1 (ja) | 板ガラス成形装置搭載用耐火物成形体の成形方法、耐火物成形体、及び板ガラス成形方法と板ガラス | |
| WO2021251246A1 (ja) | ガラス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140401 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20140620 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140729 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140820 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5602772 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |