JP5539206B2 - 高減衰膨張性材料および機器 - Google Patents
高減衰膨張性材料および機器 Download PDFInfo
- Publication number
- JP5539206B2 JP5539206B2 JP2010525199A JP2010525199A JP5539206B2 JP 5539206 B2 JP5539206 B2 JP 5539206B2 JP 2010525199 A JP2010525199 A JP 2010525199A JP 2010525199 A JP2010525199 A JP 2010525199A JP 5539206 B2 JP5539206 B2 JP 5539206B2
- Authority
- JP
- Japan
- Prior art keywords
- weight
- expandable material
- thermally expandable
- cavity
- vibration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims abstract description 323
- 238000013016 damping Methods 0.000 title claims description 60
- 229920002725 thermoplastic elastomer Polymers 0.000 claims abstract description 38
- 230000009477 glass transition Effects 0.000 claims abstract description 35
- 229920001577 copolymer Polymers 0.000 claims abstract description 27
- 229920005989 resin Polymers 0.000 claims abstract description 20
- 239000011347 resin Substances 0.000 claims abstract description 20
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 17
- 239000002666 chemical blowing agent Substances 0.000 claims abstract description 10
- 238000011049 filling Methods 0.000 claims description 52
- 230000004888 barrier function Effects 0.000 claims description 46
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 claims description 44
- 229920001400 block copolymer Polymers 0.000 claims description 42
- 239000000945 filler Substances 0.000 claims description 42
- 238000010438 heat treatment Methods 0.000 claims description 32
- 238000000034 method Methods 0.000 claims description 32
- 239000003795 chemical substances by application Substances 0.000 claims description 31
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 26
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 claims description 19
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 17
- 239000005977 Ethylene Substances 0.000 claims description 17
- 230000003534 oscillatory effect Effects 0.000 claims description 17
- 239000011248 coating agent Substances 0.000 claims description 16
- 238000000576 coating method Methods 0.000 claims description 16
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 claims description 14
- 239000002671 adjuvant Substances 0.000 claims description 12
- 230000005540 biological transmission Effects 0.000 claims description 12
- 239000000126 substance Substances 0.000 claims description 12
- 229910052717 sulfur Inorganic materials 0.000 claims description 12
- 239000011593 sulfur Substances 0.000 claims description 12
- 238000003860 storage Methods 0.000 claims description 11
- 150000003464 sulfur compounds Chemical class 0.000 claims description 10
- 239000004433 Thermoplastic polyurethane Substances 0.000 claims description 9
- 150000003440 styrenes Chemical class 0.000 claims description 9
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 9
- 239000004014 plasticizer Substances 0.000 claims description 8
- BAPJBEWLBFYGME-UHFFFAOYSA-N acrylic acid methyl ester Natural products COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 claims description 7
- 239000003963 antioxidant agent Substances 0.000 claims description 7
- 239000003054 catalyst Substances 0.000 claims description 7
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 claims description 6
- 239000004202 carbamide Substances 0.000 claims description 6
- 239000003381 stabilizer Substances 0.000 claims description 5
- 229920000642 polymer Polymers 0.000 abstract description 18
- 239000003981 vehicle Substances 0.000 description 74
- 239000010410 layer Substances 0.000 description 60
- 238000001723 curing Methods 0.000 description 50
- 239000006260 foam Substances 0.000 description 33
- 239000000203 mixture Substances 0.000 description 28
- 239000004604 Blowing Agent Substances 0.000 description 18
- 229910052751 metal Inorganic materials 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- 239000007787 solid Substances 0.000 description 11
- 229920000428 triblock copolymer Polymers 0.000 description 11
- 238000001125 extrusion Methods 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- -1 polyethylene Polymers 0.000 description 10
- 230000004913 activation Effects 0.000 description 9
- 238000001994 activation Methods 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 238000007789 sealing Methods 0.000 description 9
- VSKJLJHPAFKHBX-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 VSKJLJHPAFKHBX-UHFFFAOYSA-N 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 8
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 8
- 230000006870 function Effects 0.000 description 8
- 238000001746 injection moulding Methods 0.000 description 8
- 239000010959 steel Substances 0.000 description 8
- 238000005187 foaming Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 238000010422 painting Methods 0.000 description 6
- 239000008188 pellet Substances 0.000 description 6
- 230000009467 reduction Effects 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 230000001976 improved effect Effects 0.000 description 5
- YXIWHUQXZSMYRE-UHFFFAOYSA-N 1,3-benzothiazole-2-thiol Chemical compound C1=CC=C2SC(S)=NC2=C1 YXIWHUQXZSMYRE-UHFFFAOYSA-N 0.000 description 4
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 4
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 239000000969 carrier Substances 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 239000003973 paint Substances 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 229920002994 synthetic fiber Polymers 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 4
- 239000011787 zinc oxide Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- 239000004156 Azodicarbonamide Substances 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 3
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 229920006271 aliphatic hydrocarbon resin Polymers 0.000 description 3
- 239000010426 asphalt Substances 0.000 description 3
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 3
- 235000019399 azodicarbonamide Nutrition 0.000 description 3
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- HBGGXOJOCNVPFY-UHFFFAOYSA-N diisononyl phthalate Chemical compound CC(C)CCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCC(C)C HBGGXOJOCNVPFY-UHFFFAOYSA-N 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 description 3
- 238000010304 firing Methods 0.000 description 3
- 238000011065 in-situ storage Methods 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 239000011325 microbead Substances 0.000 description 3
- 210000003205 muscle Anatomy 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 150000002978 peroxides Chemical class 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229920001195 polyisoprene Polymers 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- KUAZQDVKQLNFPE-UHFFFAOYSA-N thiram Chemical group CN(C)C(=S)SSC(=S)N(C)C KUAZQDVKQLNFPE-UHFFFAOYSA-N 0.000 description 3
- 229960002447 thiram Drugs 0.000 description 3
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 3
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- FZWLAAWBMGSTSO-UHFFFAOYSA-N Thiazole Chemical compound C1=CSC=N1 FZWLAAWBMGSTSO-UHFFFAOYSA-N 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 230000003213 activating effect Effects 0.000 description 2
- 239000012190 activator Substances 0.000 description 2
- 125000005907 alkyl ester group Chemical group 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 230000002238 attenuated effect Effects 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000004070 electrodeposition Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000004088 foaming agent Substances 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 150000001451 organic peroxides Chemical class 0.000 description 2
- 230000037361 pathway Effects 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920012287 polyphenylene sulfone Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229920001021 polysulfide Polymers 0.000 description 2
- 239000005077 polysulfide Substances 0.000 description 2
- 150000008117 polysulfides Polymers 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 239000012783 reinforcing fiber Substances 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 238000007665 sagging Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- QAZLUNIWYYOJPC-UHFFFAOYSA-M sulfenamide Chemical compound [Cl-].COC1=C(C)C=[N+]2C3=NC4=CC=C(OC)C=C4N3SCC2=C1C QAZLUNIWYYOJPC-UHFFFAOYSA-M 0.000 description 2
- 230000008093 supporting effect Effects 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 150000003505 terpenes Chemical class 0.000 description 2
- 235000007586 terpenes Nutrition 0.000 description 2
- 229920001897 terpolymer Polymers 0.000 description 2
- 150000003752 zinc compounds Chemical class 0.000 description 2
- MHVJRKBZMUDEEV-APQLOABGSA-N (+)-Pimaric acid Chemical compound [C@H]1([C@](CCC2)(C)C(O)=O)[C@@]2(C)[C@H]2CC[C@](C=C)(C)C=C2CC1 MHVJRKBZMUDEEV-APQLOABGSA-N 0.000 description 1
- MHVJRKBZMUDEEV-UHFFFAOYSA-N (-)-ent-pimara-8(14),15-dien-19-oic acid Natural products C1CCC(C(O)=O)(C)C2C1(C)C1CCC(C=C)(C)C=C1CC2 MHVJRKBZMUDEEV-UHFFFAOYSA-N 0.000 description 1
- QEQBMZQFDDDTPN-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy benzenecarboperoxoate Chemical compound CC(C)(C)OOOC(=O)C1=CC=CC=C1 QEQBMZQFDDDTPN-UHFFFAOYSA-N 0.000 description 1
- FPAZNLSVMWRGQB-UHFFFAOYSA-N 1,2-bis(tert-butylperoxy)-3,4-di(propan-2-yl)benzene Chemical compound CC(C)C1=CC=C(OOC(C)(C)C)C(OOC(C)(C)C)=C1C(C)C FPAZNLSVMWRGQB-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- ROGIWVXWXZRRMZ-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1 ROGIWVXWXZRRMZ-UHFFFAOYSA-N 0.000 description 1
- FRIBMENBGGCKPD-UHFFFAOYSA-N 3-(2,3-dimethoxyphenyl)prop-2-enal Chemical compound COC1=CC=CC(C=CC=O)=C1OC FRIBMENBGGCKPD-UHFFFAOYSA-N 0.000 description 1
- BTXXTMOWISPQSJ-UHFFFAOYSA-N 4,4,4-trifluorobutan-2-one Chemical compound CC(=O)CC(F)(F)F BTXXTMOWISPQSJ-UHFFFAOYSA-N 0.000 description 1
- NBOCQTNZUPTTEI-UHFFFAOYSA-N 4-[4-(hydrazinesulfonyl)phenoxy]benzenesulfonohydrazide Chemical compound C1=CC(S(=O)(=O)NN)=CC=C1OC1=CC=C(S(=O)(=O)NN)C=C1 NBOCQTNZUPTTEI-UHFFFAOYSA-N 0.000 description 1
- 241000191291 Abies alba Species 0.000 description 1
- BQACOLQNOUYJCE-FYZZASKESA-N Abietic acid Natural products CC(C)C1=CC2=CC[C@]3(C)[C@](C)(CCC[C@@]3(C)C(=O)O)[C@H]2CC1 BQACOLQNOUYJCE-FYZZASKESA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 208000035742 Air-borne transmission Diseases 0.000 description 1
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229920000103 Expandable microsphere Polymers 0.000 description 1
- 229910001335 Galvanized steel Inorganic materials 0.000 description 1
- 239000013032 Hydrocarbon resin Substances 0.000 description 1
- RWWVEQKPFPXLGL-ONCXSQPRSA-N L-Pimaric acid Chemical compound [C@H]1([C@](CCC2)(C)C(O)=O)[C@@]2(C)[C@H]2CC=C(C(C)C)C=C2CC1 RWWVEQKPFPXLGL-ONCXSQPRSA-N 0.000 description 1
- RWWVEQKPFPXLGL-UHFFFAOYSA-N Levopimaric acid Natural products C1CCC(C(O)=O)(C)C2C1(C)C1CC=C(C(C)C)C=C1CC2 RWWVEQKPFPXLGL-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- KGMSWPSAVZAMKR-UHFFFAOYSA-N Me ester-3, 22-Dihydroxy-29-hopanoic acid Natural products C1CCC(C(O)=O)(C)C2C1(C)C1CCC(=C(C)C)C=C1CC2 KGMSWPSAVZAMKR-UHFFFAOYSA-N 0.000 description 1
- KGMSWPSAVZAMKR-ONCXSQPRSA-N Neoabietic acid Chemical compound [C@H]1([C@](CCC2)(C)C(O)=O)[C@@]2(C)[C@H]2CCC(=C(C)C)C=C2CC1 KGMSWPSAVZAMKR-ONCXSQPRSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- VRFNYSYURHAPFL-UHFFFAOYSA-N [(4-methylphenyl)sulfonylamino]urea Chemical compound CC1=CC=C(S(=O)(=O)NNC(N)=O)C=C1 VRFNYSYURHAPFL-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-ONCXSQPRSA-N abietic acid Chemical class C([C@@H]12)CC(C(C)C)=CC1=CC[C@@H]1[C@]2(C)CCC[C@@]1(C)C(O)=O RSWGJHLUYNHPMX-ONCXSQPRSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M acrylate group Chemical group C(C=C)(=O)[O-] NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000011149 active material Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000005557 airborne transmission Effects 0.000 description 1
- 150000004982 aromatic amines Chemical class 0.000 description 1
- 239000010428 baryte Substances 0.000 description 1
- 229910052601 baryte Inorganic materials 0.000 description 1
- 150000001558 benzoic acid derivatives Chemical class 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- HHSPVTKDOHQBKF-UHFFFAOYSA-J calcium;magnesium;dicarbonate Chemical compound [Mg+2].[Ca+2].[O-]C([O-])=O.[O-]C([O-])=O HHSPVTKDOHQBKF-UHFFFAOYSA-J 0.000 description 1
- XEVRDFDBXJMZFG-UHFFFAOYSA-N carbonyl dihydrazine Chemical class NNC(=O)NN XEVRDFDBXJMZFG-UHFFFAOYSA-N 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 229910001919 chlorite Inorganic materials 0.000 description 1
- 229910052619 chlorite group Inorganic materials 0.000 description 1
- QBWCMBCROVPCKQ-UHFFFAOYSA-N chlorous acid Chemical compound OCl=O QBWCMBCROVPCKQ-UHFFFAOYSA-N 0.000 description 1
- 238000013037 co-molding Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000012933 diacyl peroxide Substances 0.000 description 1
- 150000001987 diarylethers Chemical class 0.000 description 1
- 229910000267 dualite Inorganic materials 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- HGVPOWOAHALJHA-UHFFFAOYSA-N ethene;methyl prop-2-enoate Chemical compound C=C.COC(=O)C=C HGVPOWOAHALJHA-UHFFFAOYSA-N 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 239000005043 ethylene-methyl acrylate Substances 0.000 description 1
- 229920006225 ethylene-methyl acrylate Polymers 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000008397 galvanized steel Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 150000008282 halocarbons Chemical class 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 229920006270 hydrocarbon resin Polymers 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000005984 hydrogenation reaction Methods 0.000 description 1
- 150000002432 hydroperoxides Chemical class 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000010954 inorganic particle Substances 0.000 description 1
- 229920003049 isoprene rubber Polymers 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000004005 microsphere Substances 0.000 description 1
- RCHKEJKUUXXBSM-UHFFFAOYSA-N n-benzyl-2-(3-formylindol-1-yl)acetamide Chemical compound C12=CC=CC=C2C(C=O)=CN1CC(=O)NCC1=CC=CC=C1 RCHKEJKUUXXBSM-UHFFFAOYSA-N 0.000 description 1
- 125000000018 nitroso group Chemical group N(=O)* 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 150000002976 peresters Chemical class 0.000 description 1
- 238000005502 peroxidation Methods 0.000 description 1
- 239000003209 petroleum derivative Substances 0.000 description 1
- 239000002530 phenolic antioxidant Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920001515 polyalkylene glycol Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 238000007348 radical reaction Methods 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 239000003784 tall oil Substances 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 238000007725 thermal activation Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 239000012929 tonicity agent Substances 0.000 description 1
- 230000026683 transduction Effects 0.000 description 1
- 238000010361 transduction Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000003190 viscoelastic substance Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images













Classifications
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/162—Selection of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
- B62D29/002—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material a foamable synthetic material or metal being added in situ
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
- C08L53/025—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes modified
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/06—Sulfur
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0025—Crosslinking or vulcanising agents; including accelerators
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/21—Urea; Derivatives thereof, e.g. biuret
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
- C08L23/0853—Vinylacetate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2312/00—Crosslinking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Transportation (AREA)
- Structural Engineering (AREA)
- Combustion & Propulsion (AREA)
- Architecture (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Multimedia (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Body Structure For Vehicles (AREA)
- Laminated Bodies (AREA)
- Vibration Prevention Devices (AREA)
Description
25〜70重量%、好ましくは35〜55重量%の少なくとも1つの熱可塑性エラストマー(好ましくはスチレン/ブタジエンまたはスチレン/イソプレンブロックコポリマーまたは少なくともその部分水素化誘導体)、
15〜40重量、好ましくは20〜35重畳%の少なくとも1つの非エラストマー熱可塑性物質(好ましくはエチレン/酢酸ビニルまたはエチレン/メチルアクリレートコポリマー)、
0.01〜2重量%、好ましくは0.05〜1重量%の少なくとも1つの安定剤または酸化防止剤、
2〜15重量%、好ましくは膨張性物質を150℃の温度で加熱した場合に体積が少なくとも100%膨張するために効果的な量の少なくとも1つの発泡剤、
必要に応じて0.5〜2重量%の少なくとも1つのオレフィン性不飽和モノマーまたはオリゴマーを含む0.5〜4重量%の1以上の硬化剤、および必要に応じて、
10重量%まで(例えば0.1〜10重量%)の少なくとも1つの粘着付与性樹脂、
5重量%まで(例えば0.1〜5重量%)の少なくとも1つの可塑剤、
5重量%まで(例えば0.1〜5重量%)の少なくとも1つの可塑剤、
10重量%まで(例えば0.1〜10重量%)の少なくとも1つのワックス、
3重量%まで(例えば0.05〜3重量%)の少なくとも1つの発泡剤用活性剤、
ならびに必要に応じて少なくとも1つの充填剤(充填剤の量は好ましくは10重量%未満、より好ましくは5重量%未満である)、パーセンテージは熱膨張性物質の全重量の重量パーセンテージとして表される。
a)3〜40重量%の、第一ガラス転移温度を有する第一熱可塑性エラストマー、
b)3〜40重量%の、第二ガラス転移温度を有する第二熱可塑性エラストマー(第一および第二ガラス転移温度は少なくとも10℃異なる)、
c)5〜50重量%の、少なくとも1つの重合性C=C二重結合を有するポリマーおよびコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー
d)0〜30重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性物質を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
成分a)〜e)の合計は100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される。
成分a)は、5〜20重量%、好ましくは8〜16重量%の量で存在し、
成分b)は、15〜40重量%、好ましくは20〜35重量%の量で存在し、
成分c)は、10〜25重量%、好ましくは12〜20重量%の量で存在し、
成分d)は、2〜10重量%、好ましくは3〜8重量%の量で存在し、
成分e)は、1〜20重量%、好ましくは2〜10重量%の量で存在し、
化学硬化剤f)は、0.2〜5重量%、好ましくは0.7〜2重量%の量で存在し、
成分a)〜f)の合計は、100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される。
a)5〜20重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、−25℃〜0.0℃の範囲のガラス転移温度を有する第一熱可塑性エラストマー、
b)15〜40重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、0.1℃〜30℃の範囲のガラス転移温度を有する第二熱可塑性エラストマー、
c)10〜25重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー、
d)2〜10重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%、好ましくは少なくとも100%膨張する膨張性物質を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
f)0.5〜4重量の、硫黄および/または硫黄化合物をベースとする少なくとも1つの硬化剤、
成分a)〜f)の合計は、100重量%未満であり、100重量%未満までの残りはさらなる成分またはアジュバントから構成される。
g)5〜40重量%、特に10〜30重量%のフィラー、
h)2〜20重量%、特に2〜10重量%の可塑剤、
i)1〜5重量%の硬化触媒、
k)0.05〜3重量%の抗酸化剤および/または安定剤、
l)0.05〜5重量%、特に0.05〜3重量%の促進剤、
m)1〜10重量、特に1〜5重量%のウレアの1以上から選択される、1以上のさらなる成分またはアジュバント
を含んでなる。
a)自動車用外部パネル構造と関連するイントルージョン機器、および
b)前記イントルージョン機器の少なくとも1部にわたって、および前記膨張性材料の膨張前に前記イントルージョン機器と接触させ、前記膨張性材料の膨張後に前記外部パネルの構造で、配置される振動を減衰するための熱膨張性材料
を含む、自動車用密閉パネル部品における振動の減衰のための系を含んでなる。
構造部材の空洞に挿入することができるような寸法を有する本発明による空洞充填挿入物を選択する工程、
(通常、挿入物の面が空洞の長手方向に対して実質的に垂直であるように)所望の位置に挿入物を固定する取付部材を用いて、空洞充填挿入物を、好ましくは振動発生器に近い場所において、空洞中に挿入する工程、および
熱膨張性材料を膨張させる工程。
SISブロックコポリマーa)12重量部、スチレン含有量20%、ガラス転移温度−13℃(Hybrar(登録商標) 5127、Kurarayから市販)、
SISブロックコポリマーb)28重量部、スチレン含有量20%、ガラス転移温度+8℃(Hybrar(登録商標) 5125、Kurarayから市販)、
熱可塑性エチレン/酢酸ビニルコポリマー(酢酸ビニル含有量28モル%)15重量部、
フィラー(炭酸カルシムおよび硫酸バリウムの混合物)20.5重量部、
脂肪族炭化水素樹脂粘着付与剤(Escorez(登録商標) 1102、ExxonMobil)5重量部、
ジイソノニルフタレート5重量部、
発泡剤(アゾジカーボンアミド)5.8重量部、
酸化亜鉛3重量部、
フェノール抗酸化剤1.1重量部、
硬化剤(硫黄+テトラメチルチウラムジスルフィド)1.2重量部、
促進剤(メルカプトベンゾチアゾールおよびN,N’−ジシクロヘキシル−2−ベンゾチアゾールスルゲンアミド)0.7重量部、
ウレア(表面処理)2.7重量部。
1.ミキサー温度:180℃、1工程によりSIS材料を導入する。材料溶融物は溶融する(ミキサーの温度よりも低い温度)。均質な生成物が得られるまで待つ。
2.ミキサー温度160℃、3工程によりエチレン/酢酸ビニルコポリマーを導入する。均質な白色ペーストが得られるまで待つ。
3.ミキサー温度150℃、3工程によりフィラーを導入する。均質なペーストが得られるまで待つ。
4.ミキサー温度150℃、1工程により粘着付与性樹脂を導入する。
5.ミキサー温度130℃、最少で4工程によりジイソノニルフタレートを導入して「脱混合」を防止し、均質な生成物が得られるまで待つ。
6.ミキサー温度80℃、ZnOおよび酸化防止剤を導入する。
7.ミキサー温度70℃:材料は80℃未満にし、異なった反応性生成物の活性化を防止する。反応性生成物(硬化剤、促進剤、発泡剤、ウレア)を1つずつ導入し、均質な生成物が得られるまで混合する。
必要に応じて、着色含量(カーボンブラック)を工程7の終わりで添加し得る。
本発明の好ましい態様は、以下を包含する。
[1] a)3〜40重量%の、第一ガラス転移温度を有する第一熱可塑性エラストマー、
b)3〜40重量%の、第二ガラス転移温度を有する第二熱可塑性エラストマー(第一および第二ガラス転移温度は少なくとも10℃異なる)、
c)5〜50重量%の、少なくとも1つの重合性C=C二重結合を有するポリマーおよびコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー
d)0〜30重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性材料を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤
を含み、成分a)からe)の合計は100重量%未満であり、および100重量%までの残りはさらなる成分またはアジュバントから構成される、熱膨張性材料。
[2] 第一熱可塑性エラストマーa)および/または第二熱可塑性エラストマーb)は、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、[1]に記載の熱膨張性材料。
[3] 成分a)およびb)は、スチレン/イソプレン/スチレントリブロックコポリマーおよび水素化スチレン/イソプレン/スチレントリブロックコポリマーから選択される、[2]に記載の熱膨張性材料。
[4] 第一熱可塑性エラストマーa)は、−25〜0.0℃の範囲での、好ましくは−20〜−5℃の範囲でのガラス転移温度を有する、[1]〜[3]のいずれかに記載の熱膨張性材料。
[5] 第二熱可塑性エラストマーb)は、0.1〜30℃の範囲での、好ましくは4〜20℃の範囲でのガラス転移温度を有する、[1]〜[4]のいずれかに記載の熱膨張性材料。
[6] 少なくとも1つの熱可塑性ポリマーc)は、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される、[1]〜[5]のいずれかに記載の熱膨張性材料。
[7] 少なくとも1つの粘着付与性樹脂d)は、1〜20重量%の量で存在する、[1]〜[6]のいずれかに記載の熱膨張性材料。
[8] 粘着付与性樹脂d)は、脂肪族炭化水素樹脂から選択される、[7]に記載の熱膨張物質。
[9] 化学線での照射によって硬化または予備硬化され、および/またはさらなる成分として少なくとも1つの化学硬化剤を成分f)として含有する、[1]〜[8]のいずれかに記載の熱膨張性材料。
[10] 硫黄および/または硫黄化合物、好ましくは元素硫黄および少なくとも1つの有機ジ−またはポリ硫化物の混合物をベースとする、少なくとも1つの化学硬化剤f)を含有する、[9]に記載の熱膨張性材料。
[11] 以下の条件の少なくとも1つを成分の相対量に適合させる、[1]〜[10]のいずれかに記載の熱膨張性材料。
成分a)は5〜20重量%、好ましくは8〜16重量%の量で存在し、
成分b)は、15〜40重量%、好ましくは20〜35重量%の量で存在し、
成分c)は、10〜25重量%、好ましくは12〜20重量%の量で存在し、
成分d)は、2〜10重量%、好ましくは3〜8重量%の量で存在し、
成分e)は、1〜20重量%、好ましくは2〜10重量%の量で存在し、
化学硬化剤f)は、0.2〜5重量%、好ましくは0.7〜2重量%の量で存在し、
成分a)〜f)の合計は、100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される。
[12] a)5〜20重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、−25℃〜0.0℃の範囲でのガラス転移温度を有する第一熱可塑性エラストマー、
b)15〜40重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、0.1℃〜30℃での範囲のガラス転移温度を有する第二熱可塑性エラストマー、
c)10〜25重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー、
d)2〜10重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性材料を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
f)0.5〜4重量の、硫黄および/または硫黄化合物をベースとする少なくとも1つの硬化剤
を含み、成分a)〜f)の合計は、100重量%未満であり、100重量%未満までの残りはさらなる成分またはアジュバントから構成される、[1]〜[11]のいずれかに記載の熱膨張性材料。
[13] さらなる成分またはアジュバントは、
g)フィラー5〜40重量%、
h)可塑剤2〜20重量%、
i)硬化触媒1〜5重量%、
k)抗酸化剤および/または安定剤0.05〜5重量%
l)促進剤0.05〜5重量%、
m)ウレア1〜10重量
の1以上を含んでなる、[1]〜[12]のいずれかに記載の熱膨張性材料。
[14] 硬化触媒i)は亜鉛化合物から選択される、[13]に記載の熱膨張性材料。
[15] 促進剤l)は、チアゾールおよびスルフェンアミド、およびその混合物から選択される、[13]または[14]に記載の熱膨張性材料。
[16] 前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することにより膨張する、[1]〜[15]のいずれかに記載の熱膨張性材料。
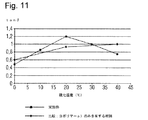
[17] 前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することによって膨張させた場合、周波数範囲0〜500Hzにおいて、−10および+50℃の間の温度で、0.1MPaおよび1000MPaの間のヤング貯蔵弾性率E’、および0.5を越える損失係数を有する、[1]〜[16]のいずれかに記載の熱膨張性材料。
[18] 前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することによって膨張させた場合、独立気泡フォームを形成する、[1]〜[17]のいずれかに記載の熱膨張性材料。
[19] 内表面および外表面を有するキャリアを含む消散的振動波バリアであって、[1]〜[18]のいずれかに記載の熱膨張性材料を含む被覆物が前記内表面または前記外表面の少なくとも1つの上に存在する、前記消散的振動波バリア。
[20] 振動発生器を構造要素によって接続する位置への振動発生器からの振動の伝達を低減するための方法であって、振動発生器によって発生した振動エネルギーを消散するための手段を有する前記構造要素を装備することを含み、前記手段が[19]に記載の消散的振動波バリアを含む、前記方法。
[21] 振動発生器が多角形断面を有する管状レールの形態を有する構造要素によって接続されている前記自動車の車両の乗員室を構成する少なくとも一部への自動車の車両内に含まれる振動発生器からの振動の伝達を低減するための方法であって、逐次的に、
消散的振動波バリアを構造要素中に挿入または構造要素上に固定することができるような寸法を有する[19]に記載の消散的振動波バリアを選択すること、
振動発生器に近い場所において消散的振動波バリアを構造要素中に挿入するかまたは構造要素上に固定すること、および
130〜240℃の範囲の温度で加熱することによって熱膨張性材料を膨張させること
を含む、前記方法。
[22] 消散的振動波バリアの寸法を、存在する被覆物を有する消散的振動波バリアの表面と、前記存在する被覆物を有する消散的振動波バリアの表面と向かい合った構造要素の表面との間に1〜10mmの間隔を得るように選択する、[21]に記載の方法。
[23] 被覆物が、130〜240℃の範囲の温度で加熱することによって膨張した後、熱膨張性材料の体積が、キャリアと該キャリアと向かい合った構造要素の表面との間の間隔を占有するように選択される量の熱膨張性材料を含む、[20]〜[22]のいずれかに記載の方法。
[24] 振動発生器および乗員室を含む車両であって、前記振動発生器および乗員室を構成する一部が多角形断面で管状の形態を有する構造要素によって接続され、[19]に記載の消散的振動波バリアが、前記構造要素中または前記構造要素上に配置され、前記熱膨張性材料が、130〜240℃の範囲での温度での加熱によって膨張して、キャリアと該キャリアと向かい合う構造要素の表面との間の間隔を占有する、前記車両。
[25] a)自動車用外部パネル構造と関連するイントルージョン機器、および
b)前記イントルージョン機器の少なくとも一部にわたって、および前記膨張性材料の膨張前に前記イントルージョン機器と接触させ、膨張性材料の膨張後に前記外部パネルの表面と接触させて配置される振動を減衰するための熱膨張性材料
を含む、前記熱膨張性材料は[1]〜[18]のいずれかに相当する、自動車用密閉パネルにおける振動の減衰のための系。
[26] 前記熱膨張性材料は、前記イントルージョン機器の少なくとも一部にわたって複数のノードの形態でまたは1以上のストリップの形態で配置される、[25]に記載の系。
[27] 前記イントルージョン機器は、前記膨張性材料の適用に適した暴露表面を有するドアイントルージョンビームを含む、[25]または[26]に記載の系。
[28] 前記熱膨張性材料は膨張状態である、[25]〜[27]のいずれかに記載の振動の吸収のための系を有する密閉パネル部品を含む車両。
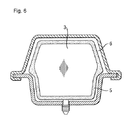
[29] 中空構造において防音および振動の減衰に有用な空洞充填挿入物であって、前記空洞充填挿入物は、熱膨張性材料および前記空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付部材を含み、a)前記熱膨張性物質は、少なくとも実質的に前記空洞充填挿入物の全周囲で延伸され、b)前記熱膨張性材料は[1]〜[18]のいずれかに相当する、前記空洞充填挿入物。
[30] 前記熱膨張性材料が130〜240℃の範囲での温度での加熱によって膨張した後に、本質的に任意の貫通孔を有さない、[29]に記載の空洞充填挿入物。
[31] 前記空洞充填挿入物はキャリアをさらに含む、[29]または[30]に記載の空洞充填挿入物。
[32] 前記キャリアはプレートの形態であり、前記熱膨張性材料は前記キャリアの周囲に接着される、[31]に記載の空洞充填挿入物。
[33] 前記キャリアは、2つの平行プレートの間に少なくとも部分的に配置された熱膨張性材料の層を有する2つの平行プレートを含む、[31]に記載の空洞充填挿入物。
[34] 前記キャリアはプレートの形態であり、前記熱膨張性材料は前記キャリアの表面の周りで支持構造に接着され、前記支持構造は前記プレートの面に実質的に垂直である取付面を含む、[31]に記載の空洞充填挿入物。
[35] 前記熱膨張性材料の少なくとも一部は、前記キャリアの表面の少なくとも部分的な周辺で延伸される溝に配置される、[31]に記載の空洞充填挿入物。
[36] 中空構造において空気伝播振動および構造伝播振動を減衰させる方法であって、a)熱膨張性材料および空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付機器を含む空洞充填挿入物を前記中空構造内に設置すること、前記熱膨張性材料を、熱膨張性材料を膨張させるのに効果的な温度に加熱し、前記中空構造の内部表面と接触させ、それによって前記中空構造を封止することを含み、[1]〜[18]のいずれかに記載の熱膨張性材料を前記熱膨張性材料として用いる、前記方法。
[37] 振動減衰材料の層は[1]〜[18]のいずれかに記載の熱膨張性材料からなる、減衰されるべきパネル、拘束性層、および前記パネルと前記拘束性層との間に挟み込まれた振動減衰材料の層を含む拘束層減衰構造。
[38] 発泡振動減衰材料の層は、130〜240℃での範囲の温度での加熱によって膨張後、[1]〜[18]のいずれかに記載の熱膨張性材料からなる、減衰すべきパネル、拘束性層、および前記パネルと前記拘束性層との間に挟み込まれた発泡振動減衰材料の層を含む拘束層減衰構造。
[39] 構造成分の少なくとも1つにおいて、または構造成分の少なくとも1つの上に、[1]〜[18]のいずれかに記載の熱膨張性材料を含有する車両であって、該熱膨張性材料が130〜240℃の範囲の温度での加熱によって膨張した、前記車両。
[40] 膨張した熱膨張性材料は、車両の構造または機能要素の2つの表面の間、または車両の構造または機能要素の表面と拘束性層との間のいずれかで制限される、[39]に記載の車両。
[41] 膨張した熱膨張性材料の剛性は車両の構造または機能要素の剛性および拘束性層の剛性より低い、[40]に記載の車両。
Claims (15)
- a)3〜40重量%の、第一ガラス転移温度を有する第一熱可塑性エラストマー、
b)3〜40重量%の、第二ガラス転移温度を有する第二熱可塑性エラストマー(第一および第二ガラス転移温度は少なくとも10℃異なる)、
c)5〜50重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー
d)0〜30重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性材料を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤
を含み、成分a)からe)の合計は100重量%未満であり、および100重量%までの残りはさらなる成分またはアジュバントから構成される、車両において音響振動を減衰させるための熱膨張性材料。 - 第一熱可塑性エラストマーa)および/または第二熱可塑性エラストマーb)は、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、請求項1に記載の熱膨張性材料。
- 第一熱可塑性エラストマーa)は、−25〜0.0℃の範囲でのガラス転移温度を有する、請求項1または2に記載の熱膨張性材料。
- 第二熱可塑性エラストマーb)は、0.1〜30℃の範囲でのガラス転移温度を有する、請求項1〜3のいずれかに記載の熱膨張性材料。
- 成分a)は5〜20重量%の量で存在し、
成分b)は、15〜40重量%の量で存在し、
成分c)は、10〜25重量%の量で存在し、
成分d)は、2〜10重量%の量で存在し、
成分e)は、1〜20重量%の量で存在し、
化学硬化剤f)は、0.2〜5重量%の量で存在し、
成分a)〜f)の合計は、100重量%未満であり、100重量%までの残りはさらなる成分またはアジュバントから構成される、請求項1〜4のいずれかに記載の熱膨張性材料。 - a)5〜20重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、−25℃〜0.0℃の範囲でのガラス転移温度を有する第一熱可塑性エラストマー、
b)15〜40重量%の、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマーおよび水素化スチレン/イソプレンブロックコポリマーからなる群から選択される、0.1℃〜30℃での範囲のガラス転移温度を有する第二熱可塑性エラストマー、
c)10〜25重量%の、エチレン/酢酸ビニルコポリマーおよびエチレン/メチルアクリレートコポリマーからなる群から選択される少なくとも1つの熱可塑性ポリマー、
d)2〜10重量%の少なくとも1つの粘着付与性樹脂、
e)150℃の温度で少なくとも20分間加熱した場合に体積が少なくとも50%膨張する膨張性材料を生じさせるために効果的な量での、少なくとも1つの潜在性化学発泡剤、
f)0.5〜4重量の、硫黄および/または硫黄化合物をベースとする少なくとも1つの硬化剤
を含み、成分a)〜f)の合計は、100重量%未満であり、100重量%未満までの残りはさらなる成分またはアジュバントから構成される、請求項1〜5のいずれかに記載の熱膨張性材料。 - さらなる成分またはアジュバントは、
g)フィラー5〜40重量%、
h)可塑剤2〜20重量%、
i)硬化触媒1〜5重量%、
k)抗酸化剤および/または安定剤0.05〜5重量%
l)促進剤0.05〜5重量%、
m)ウレア1〜10重量
の1以上を含んでなる、請求項1〜6のいずれかに記載の熱膨張性材料。 - 前記熱膨張性材料は、130〜240℃の範囲での温度で加熱することによって膨張させた場合、周波数範囲0〜500Hzにおいて、−10および+50℃の間の温度で、0.1MPaおよび1000MPaの間のヤング貯蔵弾性率E’、および0.5を越える損失係数を有する、請求項1〜7のいずれかに記載の熱膨張性材料。
- 内表面および外表面を有するキャリアを含む消散的振動波バリアであって、請求項1〜8のいずれかに記載の熱膨張性材料を含む被覆物が前記内表面または前記外表面の少なくとも1つの上に存在する、前記消散的振動波バリア。
- 振動発生器から、該振動発生器を構造要素によって接続する位置への振動の伝達を低減するための方法であって、振動発生器によって発生した振動エネルギーを消散するための手段を有する前記構造要素を装備することを含み、該手段が請求項9に記載の消散的振動波バリアを含む、前記方法。
- a)自動車用外部パネル構造と関連するイントルージョン機器、および
b)前記イントルージョン機器の少なくとも一部にわたって、および膨張性材料の膨張前に前記イントルージョン機器と接触させ、該膨張性材料の膨張後に前記外部パネルの表面と接触させて配置される振動を減衰するための熱膨張性材料
を含み、前記熱膨張性材料が請求項1〜8のいずれかに相当する、自動車用密閉パネルにおける振動の減衰のための系。 - 中空構造において防音および振動の減衰に有用な空洞充填挿入物であって、前記空洞充填挿入物は、熱膨張性材料および前記空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付部材を含み、a)前記熱膨張性物質は、少なくとも実質的に前記空洞充填挿入物の全周囲で延伸され、b)前記熱膨張性材料は請求項1〜8のいずれかに相当する、前記空洞充填挿入物。
- 中空構造において空気伝播振動および構造伝播振動を減衰させる方法であって、a)熱膨張性材料および空洞充填挿入物を前記中空構造内の規定の位置に保持することができる少なくとも1つの取付機器を含む空洞充填挿入物を前記中空構造内に設置すること、前記熱膨張性材料を、熱膨張性材料を膨張させるのに効果的な温度に加熱し、前記中空構造の内部表面と接触させ、それによって前記中空構造を封止することを含み、請求項1〜8のいずれかに記載の熱膨張性材料を前記熱膨張性材料として用いる、前記方法。
- 振動減衰材料の層は請求項1〜8のいずれかに記載の熱膨張性材料からなる、減衰すべきパネル、拘束性層、および前記パネルと前記拘束性層との間に挟み込まれた振動減衰材料の層を含む、拘束層減衰構造。
- 構造成分の少なくとも1つにおいて、または構造成分の少なくとも1つの上に、請求項1〜8のいずれかに記載の熱膨張性材料を含有する車両であって、該熱膨張性材料が130〜240℃の範囲の温度での加熱によって膨張した、前記車両。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2007/008141 WO2009036784A1 (en) | 2007-09-19 | 2007-09-19 | Highly damping expandable material and devices |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010539304A JP2010539304A (ja) | 2010-12-16 |
| JP5539206B2 true JP5539206B2 (ja) | 2014-07-02 |
Family
ID=39365930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010525199A Expired - Fee Related JP5539206B2 (ja) | 2007-09-19 | 2007-09-19 | 高減衰膨張性材料および機器 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20100314813A1 (ja) |
| EP (1) | EP2190910B1 (ja) |
| JP (1) | JP5539206B2 (ja) |
| KR (1) | KR20100074144A (ja) |
| CN (1) | CN101802062B (ja) |
| AT (1) | ATE497515T1 (ja) |
| AU (1) | AU2007359124B2 (ja) |
| BR (1) | BRPI0722016A2 (ja) |
| CA (1) | CA2699932A1 (ja) |
| DE (1) | DE602007012372D1 (ja) |
| ES (1) | ES2360739T3 (ja) |
| MX (1) | MX2010002465A (ja) |
| PL (1) | PL2190910T3 (ja) |
| WO (1) | WO2009036784A1 (ja) |
| ZA (1) | ZA201001966B (ja) |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2328771B1 (en) * | 2008-09-05 | 2018-11-07 | Henkel AG & Co. KGaA | Edge-encapsulated panels using high damping foam |
| WO2010069339A1 (en) | 2008-12-16 | 2010-06-24 | Henkel Ag & Co. Kgaa | Baffle with enhanced acoustic damping properties |
| DE102009010439A1 (de) | 2009-02-26 | 2010-09-09 | Henkel Ag & Co. Kgaa | Dämpfungsvorrichtung für flächige Bauteile |
| DE102009010440B4 (de) * | 2009-02-26 | 2012-11-29 | Henkel Ag & Co. Kgaa | Baugruppe bestehend aus einer Außenschale und einem mit der Außenschale verbundenen Strukturbauteil und Verfahren zur Herstellung einer derartigen Baugruppe |
| DE102009013200A1 (de) | 2009-03-17 | 2010-09-30 | Henkel Ag & Co. Kgaa | Baugruppe aus verbundenen Bauelementen |
| US8167363B2 (en) * | 2009-04-15 | 2012-05-01 | Toyota Motor Engineering & Manufacturing North America, Inc. | Prestressed structural members and methods of making same |
| DE102009026824A1 (de) * | 2009-06-08 | 2010-12-09 | Henkel Ag & Co. Kgaa | Vulkanisierbare Zusammensetzung mit akustischen Dämpfungseigenschaften |
| DE102009054999A1 (de) | 2009-12-18 | 2011-06-22 | Henkel AG & Co. KGaA, 40589 | Verbundbauteil |
| JP5531705B2 (ja) * | 2010-03-25 | 2014-06-25 | マツダ株式会社 | インパネメンバの取付構造 |
| DE102010028943B4 (de) | 2010-05-12 | 2016-06-30 | Henkel Ag & Co. Kgaa | Zwei Strukturbauteile |
| CN103314052A (zh) * | 2010-12-13 | 2013-09-18 | 积水化学工业株式会社 | 冲击吸收材料和使用它而成的密封材料 |
| EP2742256B1 (en) * | 2011-06-10 | 2020-02-19 | Henkel AG & Co. KGaA | Effective vibration damping across a broad temperature range |
| JP2015503405A (ja) * | 2011-12-28 | 2015-02-02 | ホリスター・インコーポレイテッドHollister Incorporated | 吸音不織布材料、吸音多層フィルム、及びそれらから作られたラミネート |
| WO2014059057A1 (en) | 2012-10-09 | 2014-04-17 | Avery Dennison Corporation | Adhesives and related methods |
| EP2778200A1 (en) * | 2013-03-14 | 2014-09-17 | Autoneum Management AG | Sound damping composition |
| JP6433651B2 (ja) * | 2013-11-21 | 2018-12-05 | スリーエム イノベイティブ プロパティズ カンパニー | 接着剤、接着剤付部材及び部材間の接続方法 |
| EP2883781A1 (en) * | 2013-12-13 | 2015-06-17 | Sika Technology AG | Lightweight baffle or reinforcement element and method for producing such a lightweight baffle or reinforcement element |
| JP6655285B2 (ja) | 2014-12-12 | 2020-02-26 | ヘンケルジャパン株式会社 | 低温にて衝撃耐久性を有する制振性付与組成物 |
| DE102014226677A1 (de) | 2014-12-19 | 2016-06-23 | Henkel Ag & Co. Kgaa | Thermisch expandierbare Formteile |
| CN107207924B (zh) | 2015-02-05 | 2020-03-13 | 艾利丹尼森公司 | 恶劣环境用标签组件 |
| US9764769B2 (en) | 2015-02-09 | 2017-09-19 | Honda Motor Co., Ltd. | Vehicle frame structural member assembly and method |
| US10457805B2 (en) | 2015-02-11 | 2019-10-29 | Polyone Corporation | Damping thermoplastic elastomers |
| CN107223148A (zh) | 2015-02-11 | 2017-09-29 | 普立万公司 | 声音阻尼热塑性弹性体制品 |
| US10329419B2 (en) | 2015-02-11 | 2019-06-25 | Polyone Corporation | Damping thermoplastic elastomers |
| US10329418B2 (en) | 2015-02-11 | 2019-06-25 | Polyone Corporation | Damping thermoplastic elastomer articles with low compression set |
| CN107429036A (zh) * | 2015-02-11 | 2017-12-01 | 普立万公司 | 超振动阻尼热塑性弹性体共混物 |
| US10814593B2 (en) * | 2016-07-25 | 2020-10-27 | Avient Corporation | Super-vibration damping thermoplastic elastomer blends and articles made therewith |
| US10913843B2 (en) * | 2016-09-27 | 2021-02-09 | Kuraray Co., Ltd. | Resin composition, pellet, veil, damping material, sound insulation material, and intermediate film for laminated glass |
| US10526511B2 (en) | 2016-12-22 | 2020-01-07 | Avery Dennison Corporation | Convertible pressure sensitive adhesives comprising urethane (meth)acrylate oligomers |
| JP2018203863A (ja) * | 2017-06-02 | 2018-12-27 | Dic株式会社 | 接着テープ、物品及び物品の製造方法 |
| US20180363720A1 (en) * | 2017-06-16 | 2018-12-20 | Zephyros, Inc. | Sealed Spring Devices |
| CN109354861B (zh) * | 2017-08-04 | 2021-06-08 | 南通德亿新材料有限公司 | 热塑性微气囊聚合物弹性体材料及其制备方法 |
| CN109438969B (zh) * | 2017-08-04 | 2021-06-08 | 南通德亿新材料有限公司 | 微粒径热塑性微气囊聚氨酯弹性体材料及其制备方法 |
| CN109320951B (zh) * | 2017-08-04 | 2021-06-08 | 南通德亿新材料有限公司 | 可降解防污热塑性微气囊聚合物弹性体材料及其制备方法 |
| US11708115B2 (en) * | 2017-11-15 | 2023-07-25 | Sika Technology Ag | Device for reinforcing, sealing or damping a structural element |
| CN108277702B (zh) * | 2018-02-06 | 2023-07-04 | 上海工程技术大学 | 一种低应力高阻尼铁路扣件弹条 |
| FR3078338B1 (fr) * | 2018-02-23 | 2020-11-06 | Mcpp Innovation Llc | Composition thermoplastique elastomerique de pre-expansion en deux parties et comprenant un agent d'expansion chimique |
| EP3810391B1 (en) * | 2018-06-13 | 2023-08-02 | Zephyros, Inc. | Hybrid molded & pultruded devices |
| CN112638752B (zh) * | 2018-08-31 | 2023-05-05 | Sika技术股份公司 | 用于绝缘结构元件的系统 |
| US20220055264A1 (en) * | 2018-09-13 | 2022-02-24 | 3M Innovative Properties Company | Polymeric Membrane Useful As A Commercial Roofing Membrane |
| US11332197B2 (en) | 2018-10-12 | 2022-05-17 | Zephyros, Inc. | Composite load bearing flooring |
| EP3659900B1 (de) * | 2018-11-30 | 2023-07-19 | Sika Technology Ag | Dämmelement für ein strukturelement eines kraftfahrzeugs |
| US20240166281A1 (en) * | 2021-04-19 | 2024-05-23 | Zephyros, Inc. | Method to Seal and/or Reinforce a Cavity |
| CN113386428A (zh) * | 2021-06-23 | 2021-09-14 | 天津辰弘新材料科技有限公司 | 一种树脂膨胀胶及其制备方法 |
| EP4328091A1 (de) * | 2022-08-24 | 2024-02-28 | Sika Technology AG | System eines gedämmten durchgangs |
| WO2024118406A1 (en) * | 2022-11-28 | 2024-06-06 | Ticona Llc | Hydrolytically stable polyarylene sulfide composition |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4987194A (en) | 1988-10-07 | 1991-01-22 | Kuraray Company, Limited | Block copolymers and composition containing the same |
| JP3117798B2 (ja) * | 1992-06-30 | 2000-12-18 | 東洋紡績株式会社 | 制振材料用粘弾性樹脂組成物及びそれを用いた制振材料 |
| US5358397A (en) | 1993-05-10 | 1994-10-25 | L&L Products, Inc. | Apparatus for extruding flowable materials |
| DE4421012A1 (de) * | 1994-06-20 | 1995-12-21 | Teroson Gmbh | Akustisch wirksame Plastisole |
| US5635562A (en) | 1995-04-26 | 1997-06-03 | Lear Corporation | Expandable vibration damping materials |
| GB9810354D0 (en) | 1998-05-14 | 1998-07-15 | Pfizer Ltd | Heterocycles |
| US6110985A (en) * | 1998-10-30 | 2000-08-29 | Soundwich, Inc. | Constrained layer damping compositions |
| US6291574B1 (en) * | 1999-08-27 | 2001-09-18 | General Electric Company | Polyester molded articles |
| US6634698B2 (en) | 2000-08-14 | 2003-10-21 | L&L Products, Inc. | Vibrational reduction system for automotive vehicles |
| JP2002138184A (ja) * | 2000-11-02 | 2002-05-14 | Tokai Rubber Ind Ltd | 高減衰エラストマー組成物 |
| GB2400105B (en) * | 2001-12-20 | 2005-08-31 | World Properties Inc | Adhesive resin with high damping properties and method of manufacture thereof |
| JP3922446B2 (ja) * | 2002-09-19 | 2007-05-30 | 株式会社クラレ | 発泡体およびその用途 |
| US6958365B2 (en) * | 2003-05-13 | 2005-10-25 | Eastman Kodak Company | Manufacturing process for open celled microcellular foam |
| AU2003234930B2 (en) * | 2003-05-16 | 2009-12-10 | Nitto Boseki Co., Ltd. | Resin-base interior finish material |
| JP2006089546A (ja) * | 2004-09-22 | 2006-04-06 | Kuraray Co Ltd | 伸縮部材 |
| EP1772480B1 (en) * | 2005-10-06 | 2013-12-04 | Henkel AG & Co. KGaA | Reduction of transfer of vibrations |
-
2007
- 2007-09-19 DE DE602007012372T patent/DE602007012372D1/de active Active
- 2007-09-19 MX MX2010002465A patent/MX2010002465A/es active IP Right Grant
- 2007-09-19 EP EP07802358A patent/EP2190910B1/en not_active Revoked
- 2007-09-19 AT AT07802358T patent/ATE497515T1/de not_active IP Right Cessation
- 2007-09-19 CN CN2007801006925A patent/CN101802062B/zh not_active Expired - Fee Related
- 2007-09-19 ES ES07802358T patent/ES2360739T3/es active Active
- 2007-09-19 PL PL07802358T patent/PL2190910T3/pl unknown
- 2007-09-19 WO PCT/EP2007/008141 patent/WO2009036784A1/en active Application Filing
- 2007-09-19 AU AU2007359124A patent/AU2007359124B2/en not_active Ceased
- 2007-09-19 JP JP2010525199A patent/JP5539206B2/ja not_active Expired - Fee Related
- 2007-09-19 CA CA2699932A patent/CA2699932A1/en not_active Abandoned
- 2007-09-19 BR BRPI0722016-2A patent/BRPI0722016A2/pt not_active IP Right Cessation
- 2007-09-19 KR KR1020107006001A patent/KR20100074144A/ko active IP Right Grant
-
2010
- 2010-03-17 US US12/725,953 patent/US20100314813A1/en not_active Abandoned
- 2010-03-18 ZA ZA2010/01966A patent/ZA201001966B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN101802062B (zh) | 2012-07-04 |
| BRPI0722016A2 (pt) | 2014-03-25 |
| PL2190910T3 (pl) | 2011-07-29 |
| ES2360739T3 (es) | 2011-06-08 |
| EP2190910B1 (en) | 2011-02-02 |
| EP2190910A1 (en) | 2010-06-02 |
| KR20100074144A (ko) | 2010-07-01 |
| MX2010002465A (es) | 2010-03-26 |
| AU2007359124B2 (en) | 2013-05-23 |
| US20100314813A1 (en) | 2010-12-16 |
| ATE497515T1 (de) | 2011-02-15 |
| CA2699932A1 (en) | 2009-03-26 |
| DE602007012372D1 (de) | 2011-03-17 |
| JP2010539304A (ja) | 2010-12-16 |
| CN101802062A (zh) | 2010-08-11 |
| AU2007359124A1 (en) | 2009-03-26 |
| ZA201001966B (en) | 2010-12-29 |
| WO2009036784A1 (en) | 2009-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5539206B2 (ja) | 高減衰膨張性材料および機器 | |
| JP5726079B2 (ja) | 高減衰発泡体を用いたエッジを包封するパネル | |
| US7364221B2 (en) | Reduction of vibration transfer | |
| JP6000344B2 (ja) | 広い温度範囲にわたって効果的な振動減衰 | |
| JP5487220B2 (ja) | 長尺キャビティを封止および音響減衰する方法、並びにそのために使用するインサート | |
| WO2007146726A2 (en) | Cavity filler insert | |
| KR100545030B1 (ko) | 차체의 프레임 방음용 발포체 조성물 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100917 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100917 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130517 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130617 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131112 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140210 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140408 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5539206 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140430 |
|
| LAPS | Cancellation because of no payment of annual fees |