CN112638752B - 用于绝缘结构元件的系统 - Google Patents
用于绝缘结构元件的系统 Download PDFInfo
- Publication number
- CN112638752B CN112638752B CN201980056444.8A CN201980056444A CN112638752B CN 112638752 B CN112638752 B CN 112638752B CN 201980056444 A CN201980056444 A CN 201980056444A CN 112638752 B CN112638752 B CN 112638752B
- Authority
- CN
- China
- Prior art keywords
- adhesive material
- structural element
- carrier
- expandable adhesive
- structural
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/20—Floors or bottom sub-units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
- B29C44/18—Filling preformed cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
- B29C44/18—Filling preformed cavities
- B29C44/188—Sealing off parts of the cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/52—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive
- B29C65/524—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive by applying the adhesive from an outlet device in contact with, or almost in contact with, the surface of the part to be joined
- B29C65/525—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive by applying the adhesive from an outlet device in contact with, or almost in contact with, the surface of the part to be joined by extrusion coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0815—Acoustic or thermal insulation of passenger compartments
- B60R13/083—Acoustic or thermal insulation of passenger compartments for fire walls or floors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3002—Superstructures characterized by combining metal and plastics, i.e. hybrid parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
- B62D29/002—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material a foamable synthetic material or metal being added in situ
Abstract
本发明涉及一种用于将机动车中的结构元件绝缘的系统,该系统包括结构元件和设置在该结构元件上的具有载体的设备。该系统此外包括可膨胀的粘合材料,该粘合材料通过泵送或者通过挤出设置在结构元件上或者设置在载体上。在此,载体和可膨胀的粘合材料构造和设置成,使得载体限制可膨胀的粘合材料在其膨胀时向着至少一个方向的膨胀。
Description
技术领域
本发明涉及一种用于绝缘机动车中的结构元件的系统。此外,本发明还涉及一种将机动车中的结构元件绝缘的方法。
背景技术
经常,交通和运输工具(尤其是水上交通工具或陆上交通工具或空中交通工具)的组件(例如车身和/或框架)具有带有空腔的结构,以便能够实现轻量化的构造。然而,这些空腔导致各种不同的问题。按照空腔的类型,所述空腔必须被密封用以防止可能导致组件受到腐蚀的湿气和污物的进入。也经常期望的是,显著加强空腔以及因此组件,但保持小的重量。经常也需要的是,稳定空腔以及因此组件,以便减少否则会沿着空腔或者穿过空腔传播的噪声。这些空腔中的许多都具有不规则的形状或者狭小的尺寸,从而使对其恰当地密封、加强和隔离变得困难。
因此,尤其在汽车制造中、飞机制造和船艇制造中使用密封元件(英语:baffle),以便对空腔进行密封和/或声学隔离,或者使用加强元件(英语:reinforcer),以便对空腔进行加强。
在图1中示意性地示出汽车车身。在此,所述车身10具有带有空腔的不同结构,例如柱14和梁或支柱12。这些具有空腔的结构元件12、14通常利用密封元件和/或加强元件16进行密封或加强。
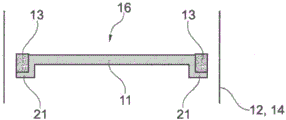
图2a和2b示意性地示出了用于将机动车中的开口或者空腔密封封闭和/或加强封闭的已知方案。在此,图2a示出了粘合材料13膨胀前的设备16。图2b示出了同一个设备16作为系统1的组成部分,然而在粘合材料13膨胀之后,即具有已经膨胀的粘合材料13’。
设备16位于车身结构的空腔中,如其例如在图1中示出的那样。在图2a和2b中示意性地示出了车身的这样的结构元件12、14的一个部段。设备16包括一个载体11,该载体具有边缘区域21。粘合材料13在此基本上设置在载体11的这个边缘区域21上。
在粘合材料13膨胀之前,在设备16与结构元件12、14之间存在间隙。这个间隙允许对结构元件12、14进行涂布,用以实现结构元件12、14的防腐。在该涂布之后,粘合材料13通常通过热作用膨胀,其中膨胀的粘合材料13’因此将设备16与结构元件12、14之间的间隙封闭。此外,通过粘合材料13的膨胀同时还实现了将设备16’固定在结构元件12、14中。一个这样紧固在结构元件12、14中的设备16’一方面加强了结构元件12、14,另一方面将结构元件12、14中的空腔封闭。
迄今已知的密封件和/或加强件的缺点是:这些元件比较复杂、制造繁琐和成本高。
此外,已知的密封件和/或加强件具有缺点:它们具有仅仅有限的可保存性。这特别是因为粘合材料不能任意长期地存放在元件上和不能在极端条件下保存。
发明内容
因此本发明的目的是提供一种用于将机动车中的结构元件绝缘的改进的系统,该系统避免现有技术的缺点。该系统特别是应该带来经济方面的优势和此外简化或者改善相关的物流和特别是可保存性。
这个目的通过一种用于将机动车中的结构元件绝缘的系统得以实现,该系统包括:结构元件,该结构元件具有第一构件和第二构件,这构件在第一接合处上和在第二接合处上接合在一起,并且结构元件构成一个空腔;设备,该设备具有一个载体,其中载体通过紧固元件设置在结构元件上;和可膨胀的粘合材料,该粘合材料通过泵送或通过挤出设置在结构元件上或者设置在载体上;其中载体和可膨胀的粘合材料构成和设置成,使得载体限制可膨胀的粘合材料在其膨胀时向着至少一个方向的膨胀。
这个解决方案首先具有优点:因此与现有技术相比能够简单得多和经济得多地制作设备。特别是根据此处提出的系统能够使用一个一体的和/或由仅仅一种材料构成的和/或在一道工序中制成的设备。因此例如能够使用单组份注射成型法代替双组份注射成型法。这既降低了制造的有效成本,也降低了规划和配置设备的费用。
本发明的核心构思在于:在将设备紧固在结构元件中之前,可膨胀的粘合材料并不设置在载体上,而是将设备在无粘合材料的情况下紧固在结构元件中并将可膨胀的粘合材料单独地引入系统中。这具有优点:没有粘合材料的设备能够更好运输和存放。这显著地降低了相关的物流成本。在此,能够将可膨胀的粘合材料在机动车的生产线上相应新鲜地涂布到系统中,例如以散装产品的形式。
在此提出的系统的一个另外的优点在于:通过单独涂布可膨胀的粘合材料能够比利用开头所述的系统更好地对结构元件的空腔的不易接近的位置进行加强、密封、消除噪音或者绝缘。特别是可膨胀的粘合材料已经在其活化之前也能够将接合处完全填充。
此外,在此提出的解决方案具有优点:利用一个(标准化的)设备能够对不同的结构元件通过如下方式进行绝缘,即分别使用不同量的和/或配置的可膨胀粘合材料。这样例如可以利用标准设备和较大量的可膨胀粘合材料对具有较大空腔的第一结构元件进行绝缘,而利用同一个标准设备和较小量的可膨胀粘合材料对具有较小空腔的第二结构元件进行绝缘。
因此需要制作不那么多的不同设备,从而通过较大产量、较少的工具和较简单的物流能够降低系统的总成本。
表述“绝缘”或者“已绝缘的”结合本发明包括用于对结构元件进行隔离和/或封闭和/或加强和/或消除噪声和/或绝缘的元件或者功能或者结构或者方法步骤。这样的绝缘的这些各种性能在此可以单独或者相互组合存在。
结构元件包括至少一个第一构件和一个第二构件,这些构件在第一接合处上和在第二接合处上接合在一起并且因此构成一个空腔。在此,结构元件的第一和第二构件可以分别由一个元件或者由多个元件构成。因此结构元件也可以具有两个以上的接合处。
在一个示例性的实施方式中,系统包括多个具有载体和紧固元件的设备。例如系统包括两个设备、三个设备、四个设备、五个设备、两个以上的设备、三个以上的设备、四个以上的设备或者五个以上的设备。
在此,不仅这些多个设备的轮廓,而且其材料可以分别为相同的或者不同的。
在一个示例性的实施方式中,载体设置在结构元件的第一构件上,并且可膨胀的粘合材料设置在结构元件的第二构件上。
在一个备选的实施方式中,载体设置在结构元件的第一构件上,并且可膨胀的粘合材料同样设置在结构元件的第一构件上。
在一个备选的发展中,载体设置在结构元件的第一构件上,并且可膨胀的粘合材料设置在结构元件的第一构件上和第二构件上。
在一个另外的备选实施方式中,载体设置在结构元件的第一构件上,并且可膨胀的粘合材料设置在载体上。
在一个示例性的实施方式中,载体基本上具有L形或者I形或者H形或者C形或者T形或者W形或者V形或者U形或者N形或者Z形或者O形或者矩形或者椭圆形或者圆形或者梯形或者三角形或者多边形的横截面。
在一个示例性的实施方式中,载体具有一个基部和一个翼部。
在一个示例性的发展中,紧固元件设置在基部上并且翼部限制可膨胀的粘合材料向着至少一个方向膨胀。
在一个示例性的发展中,翼部与基部相夹成一个60°与160°之间或者70°与150°之间或者80°与140°之间的夹角。
在一个示例性的实施方式中,设备或者只有载体通过注射成型法制成。
在一个示例性的发展中,设备或者只有载体通过单组份注射成型法制成。
在一个备选的实施方式中,设备或者只有载体通过挤出法制成。
在一个示例性的实施方式中,载体和紧固元件构造为一体的。
在一个另外的示例性实施方式中,载体和紧固元件由同一种材料构成。
在一个示例性的实施方式中,载体包括塑料、特别是聚酰胺。
在一个示例性的实施方式中,载体包括纤维增强塑料、特别是玻璃纤维增强或者炭纤维增强塑料。
载体原则上可以由不同的材料构成。优选材料为:塑料、特别是聚氨酯、聚酰胺、聚酯和聚烯烃,优选耐高温的聚合物如聚苯醚、聚砜或者聚醚砜,这些聚合物尤其也是发泡的;金属,特别是铝和钢;或者生长的有机材料,特别是木材或者其他的(压制的)纤维材料或者玻璃质的或陶瓷质的材料;特别是还有已发泡的此类材料;或者这些材料的任意组合。特别优选使用聚酰胺,特别是聚酰胺6、聚酰胺6.6、聚酰胺11、聚酰胺12或者它们的混合物。也可以使用与纤维诸如玻璃纤维或者碳纤维的组合。
此外,载体可以具有任意构造和任意结构。其可以是例如实心的、中空的或者发泡的或者具有网格状的结构。载体的表面典型地可以是光滑的、粗糙的或者有纹理的。
在一个示例性的实施方式中,设备具有一个基本上圆形的或者椭圆形的或者细长的或者不规则成形的轮廓。
在一个示例性的实施方式中,可膨胀的粘合材料具有至少200%或者至少300%或者至少400%或者至少500%或者至少800%的膨胀率。
例如在欧洲专利申请EP 3 281 970 A1中说明了一种这样的可膨胀的和可泵送的粘合材料。
这样的可泵送的可膨胀的粘合材料的示例是以商标名 市售的粘合材料。
市售的粘合材料。
可挤出的可膨胀的粘合材料的示例以商标名 455可获得。
455可获得。
在一个示例性的实施方式中,可膨胀的粘合材料以一个焊珠或者多个焊珠的形状设置在结构元件的第二构件上。
在一个示例性的实施方式中,可膨胀的粘合材料通过机器人设置在结构元件的第二构件上。
在一个示例性的实施方式中,所述至少一个焊珠具有2至20mm或者4至18mm或者6至16mm的直径。
在一个示例性的实施方式中,所述至少一个焊珠具有至少10mm或者至少20mm或者至少30mm或者至少50mm或者至少100mm的长度。
在一个示例性的实施方式中,可膨胀的粘合材料在第一接合处上和在第二接合处上与结构元件接触。
在一个示例性的实施方式中,可膨胀的粘合材料在第一和第二接合处的区域中分别既与结构元件的第一构件接触,也与结构元件的第二构件接触。
在一个示例性的实施方式中,可膨胀的粘合材料分别以接合处为起点沿着结构元件的第二构件具有至少10mm或者至少15mm或者至少20mm或者至少30mm或者至少40mm的延伸尺寸。
在一个示例性的实施方式中,可膨胀的粘合材料构成在第一接合处与第二接合处之间连续的元件。
在一个示例性的实施方式中,可膨胀的粘合材料构成一个唯一的连续的元件。在一个备选的实施方式中,多个非连续的可膨胀的粘合材料构成多个非连续的元件。
在一个示例性的实施方式中,可膨胀的粘合材料是可泵送的或者可挤出的材料。
在一个示例性的实施方式中,可膨胀的粘合材料能够在低于80℃、优选低于70℃、优选低于60℃、特别优选低于50℃的温度下泵送。
在一个示例性的实施方式中,可膨胀的粘合材料能够在低于100℃、优选低于90℃、优选低于80℃、特别优选低于70℃的温度下挤出。
在一个示例性的实施方式中,可膨胀的粘合材料能够在低于第二可膨胀粘合材料的活化温度至少20K或者至少30K或者至少40K或者至少50K或者至少60K的温度下泵送或者挤出。
在一个示例性的实施方式中,紧固元件构造为夹子。
在一个备选的实施方式中,紧固元件构造为焊接板或者磁性元件或者粘合材料或者钩子。
在一个示例性的实施方式中,结构元件具有一个开口,其中载体设置成使得,在可膨胀的粘合材料膨胀之后开口是没有已膨胀的粘合材料的。
载体的这样的设置具有优点:通过这种方式能够使结构元件中的开口-如其例如用于电缆套管或者类似件-没有已膨胀的粘合材料,使得这样的开口在其功能上不受影响。
在一个示例性的实施方式中,载体与结构元件之间的间距为2与6mm之间或者3与5mm之间。
此外,开头所述目的通过一种用于将机动车中的结构元件绝缘的方法得以实现,该方法包括以下步骤:提供具有载体的设备;将设备设置在结构元件上;通过泵送或者通过挤出将可膨胀的粘合材料设置在结构元件上或者载体上;将结构元件的第一构件与第二构件接合以构成结构元件,其中设备和可膨胀的粘合材料设置在结构元件的构件之间的一个空腔中;和使可膨胀的粘合材料膨胀,其中载体限制可膨胀的粘合材料向着至少一个方向膨胀。
在一个示例性的实施方式中,利用低于80℃或者低于70℃或者低于60℃或者低于50℃的温度通过泵送设置可膨胀的粘合材料。
在一个示例性的实施方式中,利用低于100℃或者低于90℃或者低于80℃或者低于70℃的温度通过挤出设置可膨胀的粘合材料。
在一个示例性的实施方式中,利用高于100℃或者高于110℃或者高于120℃或者高于140℃的温度使可膨胀的粘合材料膨胀。
在一个示例性的实施方式中,利用上述说明所述的系统实施所述方法。
在一个示例性的实施方式中,可膨胀的粘合材料通过机器人设置在结构元件或者载体上。
在一个示例性的实施方式中,将可膨胀的粘合材料泵送或者挤出到结构元件的第二构件上。
在一个示例性的实施方式中,在将设备设置在结构元件的第一构件上之前或者之后将粘合材料设置在结构元件或者载体上。
在一个示例性的实施方式中,在将可膨胀的粘合材料活化时使用热量,特别是在烘漆炉中或者在防腐炉中将粘合材料活化。
附图说明
下文将借助实施例和参照示意图说明本发明的细部和优点。附图中:
图1为现有技术的一个车身的示例图;
图2a和2b为现有技术的示例性设备的示意图;
图3为示例性设备在一个结构元件中的示意图;
图4a和4b为示例性设备的示意图;和
图5a至6b为用于将结构元件绝缘的示例性系统的示意图。
具体实施方式
在图3中示意性和示例性地示出了一个设备16在结构元件12、14中的横截面图。在这个实施例中,设备16具有一个横截面为L形的载体11。在此,第一边构成载体的一个基部17,第二边构成一个翼部18。基部17和翼部18相夹成一个夹角9,该夹角在这个实施例中约为90°。在基部17上设置有一个紧固元件5。设备16通过这个紧固元件5设置在结构元件12、14上。在这个实施例中,紧固元件5构造为夹子。
载体11与结构元件12、14之间的间距4在这个实施例中约为4mm。一个这样的间距4一方面允许在可膨胀的粘合材料膨胀之前利用涂漆流体对结构元件12、14进行涂层,另一方面允许载体11有效地限制可膨胀的粘合材料向着至少一个方向的膨胀。
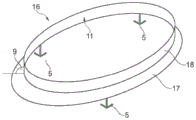
在图4a和4b中示意性和示例性地示出了两个不同的设备16的立体图。图4a中的设备16具有一个基本上圆形的轮廓。此外,载体11在这个实施例中也具有一个基本上L形的横截面。在此,载体11具有一个基部17和一个翼部18,它们相夹成一个夹角9。在这个实施例中,在基部17上设置有三个用于将设备16设置在一个结构元件上的紧固元件5。
图4b中的设备16具有矩形横截面。在此,设备16构造为细长的或者其具有一个细长轮廓。设备16的载体11也具有一个基部17和一个翼部18,它们相夹成一个夹角9。在这个实施例中,基部17和翼部18通过载体11的另外的壁得到补充。在这个实施例中,在载体11的基部17上设置有两个用于将设备16设置在一个结构元件上的紧固元件5。
在图5a至6b中示意性和示例性地示出了用于将结构元件12、14绝缘的系统1。
在图5a和5b中示出了一个系统1,其中可膨胀的粘合材料13设置在结构元件12、14上。在这个实施例中,可膨胀的粘合材料13设置在结构元件的第一构件12.1、14.1上,而设备16设置在结构元件的第二构件12.2、14.2上。结构元件的两个构件12.1、14.1、12.2、14.2在第一接合处6上和在第二接合处7上接合在一起。与此同时,结构元件12、14构成一个空腔3,不仅可膨胀的粘合材料13而且设备16都设置在该空腔中。
设备16包括一个载体11和一个紧固元件5。载体11具有一个基部17和一个翼部18,它们相夹成一个夹角9。翼部18在此设置在结构元件12、14中的一个开口8前。通过这种方式,载体11和特别是其翼部18限制可膨胀的粘合材料13向着这个开口8的方向膨胀,使得已膨胀的粘合材料13’不能到达开口8的区域中。在示出可膨胀的粘合材料13膨胀后的系统1’的图5b中能够看出这一点。
在图6a和6b中示出了另一个用于将结构元件12、14绝缘的示例性的系统1。与图5a和5b中的系统1不同,在这个实施例中,可膨胀的粘合材料13并不是设置在结构元件12、14上,而是设置在载体11上。在此,可膨胀的粘合材料13以焊珠的形状和通过泵送或者挤出设置在载体11上。
载体11也限制可膨胀的粘合材料13向着至少一个方向膨胀,使得结构元件12、14或者其空腔3的一个事先确定的区域在可膨胀的粘合材料13膨胀之后保持无已膨胀的粘合材料13’。在图6b中示出了这一点。
附图标记列表
1 系统
3 空腔
4 间距
5 紧固元件
6 第一接合处
7 第二接合处
8 开口
9 夹角
10 车身
11 载体
12 结构元件
12.1 第一构件
12.2 第二构件
13 可膨胀的粘合材料
14 结构元件
14.1 第一构件
14.2 第二构件
16 设备
17 基部
18 翼部
21 边缘区域
Claims (15)
1.一种用于将机动车中的结构元件(12,14)绝缘的系统(1),该系统(1)包括:
结构元件(12,14),该结构元件具有第一构件(12.1,14.1)和第二构件(12.2,14.2),所述第一构件(12.1,14.1)和第二构件(12.2,14.2)在第一接合处(6)上和在第二接合处(7)上接合在一起,并且结构元件(12,14)构成空腔(3);
设备(16),该设备具有载体(11),载体(11)通过紧固元件(5)设置在结构元件(12,14)上;和
可膨胀的粘合材料(13),该粘合材料通过泵送或通过挤出设置在结构元件(12,14)上;
载体(11)和可膨胀的粘合材料(13)构成和设置成,使得载体(11)限制可膨胀的粘合材料(13)在其膨胀时向着至少一个方向的膨胀。
2.如权利要求1所述的系统,其特征在于,载体(11)设置在结构元件(12,14)的第一构件(12.1,14.1)上,并且可膨胀的粘合材料(13)设置在结构元件(12,14)的第二构件(12.2,14.2)上。
3.如权利要求1或2所述的系统,其特征在于,载体(11)具有基部(17)和翼部(18),并且紧固元件设置在基部(17)上,并且翼部(18)限制可膨胀的粘合材料(13)向着至少一个方向的膨胀。
4.如权利要求3所述的系统(1),其特征在于,翼部(18)和基部(17)构成60°与160°之间的夹角。
5.如权利要求1或2所述的系统,其特征在于,设备(16)通过注射成型法制成,和/或设备(16)由仅仅一种材料构成,和/或设备(16)构造为一体的。
6.如权利要求1或2所述的系统,其特征在于,设备(16)具有基本上圆形的或者椭圆形的或者细长的或者不规则成形的轮廓。
7.如权利要求1或2所述的系统,其特征在于,可膨胀的粘合材料(13)具有至少200%的膨胀率。
8.如权利要求1或2所述的系统,其特征在于,可膨胀的粘合材料(13)以一个焊珠或者多个焊珠的形状设置在结构元件(12,14)上。
9.如权利要求1或2所述的系统,其特征在于,可膨胀的粘合材料(13)构造为一个连续的元件或者构造为多个非连续的元件。
10.如权利要求1或2所述的系统,其特征在于,紧固元件(5)构造为夹子。
11.如权利要求1或2所述的系统,其特征在于,结构元件(12,14)具有开口(8),并且载体(11)设置成,使得在可膨胀的粘合材料(13)膨胀之后开口(8)是没有已膨胀的粘合材料(13’)的。
12.如权利要求1或2所述的系统(1),其特征在于,载体(11)与结构元件(12,14)之间的间距(4)为2mm与6mm之间。
13.一种用于将机动车中的结构元件(12,14)绝缘的方法,该方法包括以下步骤:
提供具有载体(11)的设备(16);
将设备(16)设置在结构元件(12,14)上;
通过泵送或者通过挤出将可膨胀的粘合材料(13)设置在结构元件(12,14)上;
将结构元件(12,14)的第一构件(12.1,14.1)与第二构件(12.2,14.2)接合以构成结构元件(12,14),
设备(16)和可膨胀的粘合材料(13)设置在结构元件(12,14)的所述第一构件(12.1,14.1)与第二构件(12.2,14.2)之间的空腔(3)中;并且
使可膨胀的粘合材料(13)膨胀,载体(11)限制可膨胀的粘合材料(13)向着至少一个方向的膨胀。
14.如权利要求13所述的方法,其特征在于,利用低于80℃的温度通过泵送或者通过挤出设置可膨胀的粘合材料(13),和/或利用高于100℃的温度使可膨胀的粘合材料(13)膨胀。
15.如权利要求13或14所述的方法,其特征在于,利用如权利要求1至12中任一项所述的系统(1)实施该方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18192073.7 | 2018-08-31 | ||
| EP18192073 | 2018-08-31 | ||
| PCT/EP2019/072884 WO2020043739A1 (de) | 2018-08-31 | 2019-08-27 | System zu dämmung eines strukturelementes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112638752A CN112638752A (zh) | 2021-04-09 |
| CN112638752B true CN112638752B (zh) | 2023-05-05 |
Family
ID=63490234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980056444.8A Active CN112638752B (zh) | 2018-08-31 | 2019-08-27 | 用于绝缘结构元件的系统 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20210179191A1 (zh) |
| EP (2) | EP3844051B1 (zh) |
| KR (1) | KR102618225B1 (zh) |
| CN (1) | CN112638752B (zh) |
| ES (1) | ES2949792T3 (zh) |
| WO (1) | WO2020043739A1 (zh) |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20020090666A (ko) * | 2001-05-29 | 2002-12-05 | 지엠대우자동차기술 주식회사 | 자동차 필러의 소음방지 구조 |
| JP2004004445A (ja) * | 2002-04-11 | 2004-01-08 | Kyowa Sangyo Kk | 中空構造物の中空室遮断具 |
| CN1531489A (zh) * | 2001-07-02 | 2004-09-22 | 哈特奇桑公司 | 一种用于安装在管状部件尤其是机动车辆车身部件内的隔音装置 |
| CN1646288A (zh) * | 2002-04-15 | 2005-07-27 | 陶氏环球技术公司 | 改进的车辆结构部件及制造这些部件的方法 |
| WO2008065049A1 (en) * | 2006-11-27 | 2008-06-05 | Henkel Ag & Co. Kgaa | Expandable filler insert and methods of producing the expandable filler insert |
| JP2009083497A (ja) * | 2008-11-07 | 2009-04-23 | Nitto Denko Corp | 発泡充填部材 |
| CN101678796A (zh) * | 2007-03-28 | 2010-03-24 | 汉高两合股份公司 | 用于密封空腔的吸声性隔音件 |
| CN101802062A (zh) * | 2007-09-19 | 2010-08-11 | 汉高两合股份公司 | 高度衰减的可膨胀的材料和装置 |
| CN102177013A (zh) * | 2008-07-29 | 2011-09-07 | 陶氏环球技术有限责任公司 | 用于汽车空腔中的加强和能量耗散的增韧可膨胀环氧树脂 |
| DE102011000450A1 (de) * | 2011-02-02 | 2012-08-02 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Trägerstruktur für ein Fahrzeug sowie Verfahren zur Herstellung einer Trägerstruktur für ein Fahrzeug |
| CN102673653A (zh) * | 2011-03-16 | 2012-09-19 | 通用汽车环球科技运作有限责任公司 | 有声学泡沫部件的增强后结构组件和增强车辆构件的方法 |
| WO2014095620A1 (de) * | 2012-12-21 | 2014-06-26 | Sika Technology Ag | Dämmelement, expandiertes dämmelement, verwendung eines solchen und verfahren zur dämmung |
| WO2017158143A1 (de) * | 2016-03-18 | 2017-09-21 | Sika Technology Ag | Dämmelement |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5266133A (en) * | 1993-02-17 | 1993-11-30 | Sika Corporation | Dry expansible sealant and baffle composition and product |
| US6247287B1 (en) * | 1998-08-05 | 2001-06-19 | Neo-Ex Lab, Inc. | Structure and method for closing and reinforcing hollow structural members |
| US6387470B1 (en) * | 1998-11-05 | 2002-05-14 | Sika Corporation | Sound deadening and structural reinforcement compositions and methods of using the same |
| US7597382B2 (en) * | 2005-06-07 | 2009-10-06 | Zephyros, Inc. | Noise reduction member and system |
| EP2109563A1 (en) * | 2006-12-28 | 2009-10-21 | Henkel Kommanditgesellschaft auf Aktien | Acoustic baffle |
| GB2463858A (en) * | 2008-08-20 | 2010-03-31 | Zephyros Inc | Foamed insulation |
| US8449701B2 (en) * | 2008-11-26 | 2013-05-28 | Dow Global Technologies Llc | Acoustic baffle members and methods for applying acoustic baffles in cavities |
| BR102017016857B1 (pt) | 2016-08-08 | 2023-02-14 | Sika Technology Ag | Composição de preenchimento, agente de preenchimento, uso da composição, método para preencher um espaço fechado e peça de veículo |
-
2019
- 2019-08-27 KR KR1020217004568A patent/KR102618225B1/ko active IP Right Grant
- 2019-08-27 ES ES19758417T patent/ES2949792T3/es active Active
- 2019-08-27 WO PCT/EP2019/072884 patent/WO2020043739A1/de unknown
- 2019-08-27 CN CN201980056444.8A patent/CN112638752B/zh active Active
- 2019-08-27 EP EP19758417.0A patent/EP3844051B1/de active Active
- 2019-08-27 EP EP23166716.3A patent/EP4223618A3/de active Pending
- 2019-08-27 US US17/269,426 patent/US20210179191A1/en active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20020090666A (ko) * | 2001-05-29 | 2002-12-05 | 지엠대우자동차기술 주식회사 | 자동차 필러의 소음방지 구조 |
| CN1531489A (zh) * | 2001-07-02 | 2004-09-22 | 哈特奇桑公司 | 一种用于安装在管状部件尤其是机动车辆车身部件内的隔音装置 |
| JP2004004445A (ja) * | 2002-04-11 | 2004-01-08 | Kyowa Sangyo Kk | 中空構造物の中空室遮断具 |
| CN1646288A (zh) * | 2002-04-15 | 2005-07-27 | 陶氏环球技术公司 | 改进的车辆结构部件及制造这些部件的方法 |
| WO2008065049A1 (en) * | 2006-11-27 | 2008-06-05 | Henkel Ag & Co. Kgaa | Expandable filler insert and methods of producing the expandable filler insert |
| CN101678796A (zh) * | 2007-03-28 | 2010-03-24 | 汉高两合股份公司 | 用于密封空腔的吸声性隔音件 |
| CN101802062A (zh) * | 2007-09-19 | 2010-08-11 | 汉高两合股份公司 | 高度衰减的可膨胀的材料和装置 |
| CN102177013A (zh) * | 2008-07-29 | 2011-09-07 | 陶氏环球技术有限责任公司 | 用于汽车空腔中的加强和能量耗散的增韧可膨胀环氧树脂 |
| JP2009083497A (ja) * | 2008-11-07 | 2009-04-23 | Nitto Denko Corp | 発泡充填部材 |
| DE102011000450A1 (de) * | 2011-02-02 | 2012-08-02 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Trägerstruktur für ein Fahrzeug sowie Verfahren zur Herstellung einer Trägerstruktur für ein Fahrzeug |
| CN102673653A (zh) * | 2011-03-16 | 2012-09-19 | 通用汽车环球科技运作有限责任公司 | 有声学泡沫部件的增强后结构组件和增强车辆构件的方法 |
| WO2014095620A1 (de) * | 2012-12-21 | 2014-06-26 | Sika Technology Ag | Dämmelement, expandiertes dämmelement, verwendung eines solchen und verfahren zur dämmung |
| WO2017158143A1 (de) * | 2016-03-18 | 2017-09-21 | Sika Technology Ag | Dämmelement |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112638752A (zh) | 2021-04-09 |
| US20210179191A1 (en) | 2021-06-17 |
| EP4223618A2 (de) | 2023-08-09 |
| ES2949792T3 (es) | 2023-10-03 |
| EP4223618A3 (de) | 2023-08-23 |
| EP3844051A1 (de) | 2021-07-07 |
| KR20210053283A (ko) | 2021-05-11 |
| EP3844051B1 (de) | 2023-06-07 |
| KR102618225B1 (ko) | 2023-12-27 |
| WO2020043739A1 (de) | 2020-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5903454B2 (ja) | 密閉型アルミニウム製ハニカム構造補強材 | |
| US9623814B2 (en) | Reinforcement with channel design | |
| US9290211B2 (en) | Bonding with adhesive beads or plots | |
| US7479246B2 (en) | Overmoulding | |
| US8530015B2 (en) | Reinforcement of hollow profiles | |
| US9708013B2 (en) | Bonding with adhesive beads or plots | |
| US10906595B2 (en) | Device for reinforcing a structural element | |
| US8746780B2 (en) | Structural reinforcer with bonding material on orthoganal surfaces | |
| CN102317140B (zh) | 结构增强系统 | |
| US10472001B2 (en) | Vehicle body frame including structural bulkhead with acoustic spray foam control | |
| JP2010242970A5 (zh) | ||
| CN103379986A (zh) | 密封组件 | |
| CN112638752B (zh) | 用于绝缘结构元件的系统 | |
| US11814110B2 (en) | System for insulating a structural element | |
| CN112638753B (zh) | 用于增强、密封或阻尼结构元件的装置 | |
| US11332199B2 (en) | Device for reinforcing, sealing or damping a structural element | |
| WO2012062448A1 (en) | Improvements in or relating to plugs | |
| US10829164B2 (en) | Body member | |
| EP3891048A1 (en) | Reinforcement with integrated stop device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |