JP5524766B2 - 平行度確認治具 - Google Patents
平行度確認治具 Download PDFInfo
- Publication number
- JP5524766B2 JP5524766B2 JP2010184319A JP2010184319A JP5524766B2 JP 5524766 B2 JP5524766 B2 JP 5524766B2 JP 2010184319 A JP2010184319 A JP 2010184319A JP 2010184319 A JP2010184319 A JP 2010184319A JP 5524766 B2 JP5524766 B2 JP 5524766B2
- Authority
- JP
- Japan
- Prior art keywords
- suction
- chuck table
- pad
- thickness
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012790 confirmation Methods 0.000 title claims description 63
- 238000012545 processing Methods 0.000 claims description 10
- 235000012431 wafers Nutrition 0.000 description 67
- 239000004065 semiconductor Substances 0.000 description 51
- 238000012546 transfer Methods 0.000 description 23
- 238000003780 insertion Methods 0.000 description 7
- 230000037431 insertion Effects 0.000 description 7
- 238000004140 cleaning Methods 0.000 description 6
- 230000003028 elevating effect Effects 0.000 description 4
- 239000007769 metal material Substances 0.000 description 4
- 238000005192 partition Methods 0.000 description 4
- 229910010293 ceramic material Inorganic materials 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 239000007767 bonding agent Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images






Description
面一の底面と、該底面から第1の厚みの第1の上面を有する第1の厚み確認部と、該底面から第2の厚みの第2の上面を有する第2の厚み確認部とを具備し、
該第1の厚み確認部の第1の厚みは該吸引保持パッドを基準位置に位置付けた状態において該チャックテーブルの保持面と該吸引保持パッドの吸着面との基準間隔に設定されており、該第2の厚み確認部の第2の厚みは第1の厚みより僅かに厚い許容できる平行度の上限値に設定されている、
ことを特徴とする平行度確認治具が提供される。
図示の実施形態における研削装置は、略直方体状の装置ハウジング2を具備している。装置ハウジング2の図1において右上端には、静止支持板21が立設されている。この静止支持板21の内側面には、上下方向に延びる2対の案内レール22、22および23、23が設けられている。一方の案内レール22、22には粗研削手段としての粗研削ユニット3が上下方向に移動可能に装着されており、他方の案内レール23、23には仕上げ研削手段としての仕上げ研削ユニット4が上下方向に移動可能に装着されている。
図5(a)および(b)に示す平行度確認治具10は、ステンレス鋼等の金属材料によって例えば長さが60mm、幅が25mmの直方体状に形成されている。平行度確認治具10は、底面101が同一平面に形成されており、上面には長手方向中間部に仕切り溝102が設けられている。このように仕切り溝102が設けられた平行確認治具10は、仕切り溝102の一方側に底面101から第1の厚みの第1の上面103aを有する第1の厚み確認部103が形成されており、仕切り溝102の他方側に第2の厚みの第2の上面104aを有する第2の厚み確認部104が形成されている。第2の厚み確認部104の上面104aは、第1の厚み確認部103の上面103aより僅かに高く形成されている。このように形成された平行度確認治具10は、第1の厚み確認部103の第1の厚み(t1)が5mmに設定され、第2の厚み確認部104の第2の厚み(t2)が5.05mmに設定されている。第1の厚み確認部103の第1の厚み(t1)(図示の実施形態においては5mm)は、上記吸引保持パッド71を基準位置に位置付けた状態においてチャックテーブル6の保持面と吸引保持パッド71の吸着面との基準間隔に設定されている。また、第1の厚み確認部103の第1の厚み(t1)(図示の実施形態においては5mm)と第2の厚み確認部104の第2の厚み(t2)(図示の実施形態においては5.05mm)の差(図示の実施形態においては50μm)は、吸着パッド712の下面である吸着面とチャックテーブル6の上面である保持面との許容できる平行度の上限値である。
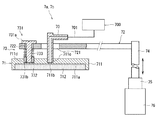
図6に示すように第1の被加工物搬送手段7a、第2のウエーハ搬送手段7bの回動手段76および昇降手段75を作動して吸引保持パッド71をチャックテーブル6の保持面である上面から5mm上方の基準位置に位置付ける(吸引保持パッド位置付け工程)。
第1のカセット11に収容された研削加工前の被加工物である半導体ウエーハWは被加工物搬出・搬入手段15の上下動作および進退動作により搬送され、中心合わせされる。中心合わせ手段13において半導体ウエーハWが中心合わせされたならば、第1のウエーハ搬送手段7aの回動手段76を作動して搬送アーム72を作動軸74を中心として旋回し、吸引保持パッド71を中心合わせ手段13において中心合わせされた半導体ウエーハWの直上に移動するとともに昇降手段75を作動して降下させ、吸着パッド712の下面(吸着面)を半導体ウエーハWに接触させる。次に、吸引手段700を作動して吸着パッド712の下面(吸着面)に負圧を作用せしめることにより、吸着パッド712の下面(吸着面)に半導体ウエーハWを吸引保持する。このようにして、吸引保持パッド71に半導体ウエーハWを吸引保持したならば、昇降手段75を作動して吸引保持パッド71を上昇させるとともに回動手段76を作動して搬送アーム72を作動軸74を中心として旋回し、被加工物搬入・搬出域Aに位置付けられたチャックテーブル6の直上に移動し、昇降手段75を作動して吸引保持パッド71を降下させ、吸引保持パッド71に吸引保持された半導体ウエーハWをチャックテーブル6上に載置する。このとき、吸着パッド712の下面である吸着面とチャックテーブル6の上面である保持面との平行度が許容範囲になっているので、吸引保持パッド71に吸引保持された半導体ウエーハWは傾斜してチャックテーブル6に当接することがないため、破損することとはない。このようにして、吸引保持パッド71に吸引保持された半導体ウエーハWをチャックテーブル6上に載置したならば、吸引保持パッド71による半導体ウエーハWの吸引保持を解除する。このようにしてチャックテーブル6上に載置された半導体ウエーハWは、図示しない吸引手段を作動することによりチャックテーブル6上に吸引保持される。次に、ターンテーブル5を図示しない回転駆動機構によって矢印5aで示す方向に120度回動せしめて、半導体ウエーハWを載置したチャックテーブル6を粗研削加工域Bに位置付ける。
3:粗研削ユニット
33:粗研削ホイール
4:仕上げ研削ユニット
43:仕上げ研削ホイール
5:ターンテーブル
6:チャックテーブル
7a:第1の被加工物搬送手段
7b:第2の被加工物搬送手段
71:吸引保持パッド
711:パッド本体
712:吸着パッド
70:コネクター
700:吸引手段
72:搬送アーム
73:支持手段
731:調整ボルト
732:ナット
733:コイルばね
11:第1のカセット
12:第2のカセット
13:中心合わせ手段
14:スピンナー洗浄手段
15:ウエーハ搬出・搬入手段
W:半導体ウエーハ
T:保護テープ
Claims (1)
- 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルに保持された被加工物を加工する加工手段と、下面に被加工物を吸引保持する吸着面を有する吸引保持パッドを備え該チャックテーブルに被加工物を搬入または搬出する搬送手段とを具備する加工装置における、該吸引保持パッドの吸着面と該チャックテーブルの保持面との平行度を確認する平行度確認治具あって、
面一の底面と、該底面から第1の厚みの第1の上面を有する第1の厚み確認部と、該底面から第2の厚みの第2の上面を有する第2の厚み確認部とを具備し、
該第1の厚み確認部の第1の厚みは該吸引保持パッドを基準位置に位置付けた状態において該チャックテーブルの保持面と該吸引保持パッドの吸着面との基準間隔に設定されており、該第2の厚み確認部の第2の厚みは第1の厚みより僅かに厚い許容できる平行度の上限値に設定されている、
ことを特徴とする平行度確認治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010184319A JP5524766B2 (ja) | 2010-08-19 | 2010-08-19 | 平行度確認治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010184319A JP5524766B2 (ja) | 2010-08-19 | 2010-08-19 | 平行度確認治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012040648A JP2012040648A (ja) | 2012-03-01 |
| JP5524766B2 true JP5524766B2 (ja) | 2014-06-18 |
Family
ID=45897516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010184319A Active JP5524766B2 (ja) | 2010-08-19 | 2010-08-19 | 平行度確認治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5524766B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3655352A4 (en) * | 2017-07-21 | 2021-04-21 | Electro Scientific Industries, Inc. | NON-CONTACT MANIPULATOR AND PROCESS FOR HANDLING PARTS USING THE SAME |
-
2010
- 2010-08-19 JP JP2010184319A patent/JP5524766B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012040648A (ja) | 2012-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5149020B2 (ja) | ウエーハの研削方法 | |
| JP5180557B2 (ja) | 加工装置 | |
| KR102214368B1 (ko) | 반송 장치 | |
| JP6679157B2 (ja) | 加工装置の搬送機構 | |
| JP2009252877A (ja) | ウエーハの搬送方法および搬送装置 | |
| JP5866658B2 (ja) | 位置決め機構 | |
| JP2009253244A (ja) | ウエーハの搬出方法 | |
| JP5350818B2 (ja) | 研削装置 | |
| JP2011035281A (ja) | ワーク収納機構および研削装置 | |
| JP5524766B2 (ja) | 平行度確認治具 | |
| JP5261125B2 (ja) | チャックテーブルの原点高さ位置検出方法 | |
| JP2002270674A (ja) | 搬出装置 | |
| JP2003282673A (ja) | 半導体ウエーハの搬送装置 | |
| JP2012169487A (ja) | 研削装置 | |
| JP5001133B2 (ja) | ウエーハの搬送装置 | |
| JP6474233B2 (ja) | フレームユニット | |
| JP2012028698A (ja) | 研削装置 | |
| JP2011125988A (ja) | 研削装置 | |
| JP5676168B2 (ja) | 研削装置 | |
| JP4477974B2 (ja) | 研磨装置 | |
| JP4488581B2 (ja) | 研削装置 | |
| JP2016078132A (ja) | 加工装置 | |
| JP6373068B2 (ja) | 搬送方法 | |
| JP5841798B2 (ja) | 研削装置 | |
| JP2014042959A (ja) | 研削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130725 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140318 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140410 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5524766 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |