JP5489741B2 - 樹脂封止用金型、樹脂封止パッケージの製造方法、及び、樹脂封止パッケージ - Google Patents
樹脂封止用金型、樹脂封止パッケージの製造方法、及び、樹脂封止パッケージ Download PDFInfo
- Publication number
- JP5489741B2 JP5489741B2 JP2010010840A JP2010010840A JP5489741B2 JP 5489741 B2 JP5489741 B2 JP 5489741B2 JP 2010010840 A JP2010010840 A JP 2010010840A JP 2010010840 A JP2010010840 A JP 2010010840A JP 5489741 B2 JP5489741 B2 JP 5489741B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- lead
- cavity
- air vent
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
トランスファ成形では、通常、固形状の樹脂材を金型のポットにおいて溶融し、溶融した樹脂に圧力をかけることで、溶融樹脂をポットからランナーやゲートを介してキャビティに注入するが、近年では、固形状の樹脂材よりも安価な顆粒状の樹脂材をポットにおいて圧縮溶融した上で、この溶融樹脂をキャビティに注入する手法もある。
また、本発明の樹脂封止用金型は、リードフレームをその厚さ方向から型締めする上型及び下型を備え、前記型締めの状態において画成されるキャビティ内に樹脂を注入することにより、キャビティ内に配される前記リードフレームの一部を樹脂封止するための樹脂封止用金型であって、上型及び下型の少なくともいずれか一方のクランプ面には、前記キャビティの内面に開口して、該キャビティを外部空間に連通させるためのエアベント溝が形成され、該エアベント溝は、前記クランプ面のうち、前記キャビティの内部から外側まで延びる前記リードフレームのリードの主面を押圧する領域に形成され、前記外部空間側に位置する前記エアベント溝の端部が、複数に分岐されていることを特徴とする。
また、樹脂封止の際に樹脂が前記エアと共にエアベント流路内に漏れ出しても、エアベント流路内の樹脂(樹脂バリ)はリードの主面に付着するため、樹脂バリが樹脂封止後に落下することはなく、樹脂封止後の製造工程や樹脂封止パッケージの搬送操作等を的確に行うことができる。なお、リードの主面に付着した樹脂バリは、液体ホーニング等によりリードの主面を研磨することで除去することも可能である。
さらに、前記キャビティの内面に開口する前記エアベント溝の端部(一端部)が、複数に分岐されると、リードフレームを型締めした状態において、キャビティの内面に対するエアベント流路の開口数が増加するため、エアベント流路の各開口面積を小さく設定しても、樹脂封止の際にエアの排出を効率よく行うことができる。
また、前記外部空間側に位置する前記エアベント溝の端部(他端部)が、複数に分岐されると、リードフレームを型締めした状態で、複数に分岐されたエアベント流路の他端部の各流路断面積を小さく設定しても、エアベント流路の他端部の流路断面積の合計を大きく設定できる。このため、キャビティに開口するエアベント流路の一端部の流路断面積が小さく設定されても、樹脂封止の際にエアをエアベント流路の一端部から他端部に円滑に流すことができる。すなわち、エアの排出を効率よく行うことが可能である。
そして、上述したようにエアベント溝の一端部あるいは他端部を複数に分岐すれば、エアベント溝の幅寸法を小さく設定できるため、型締めの際に挟まれるリードが上型及び下型の他方によって煽られ、上型及び下型の一方に形成されたエアベント溝に入り込むことを防止できる。すなわち、リードが煽られることに基づいてリードと上型及び下型の他方のクランプ面との間に隙間が生じることを防ぎ、樹脂封止の際にリードの両主面に樹脂バリが付着することを防止できる。言い換えれば、リードの一方の主面にのみ樹脂バリが付着するため、樹脂バリを効率よく除去することができる。
そして、樹脂封止の際に樹脂と共にキャビティ内に侵入するエアは、ゲートの近傍に滞留する傾向が高いが、上述のように、エアベント溝の開口をゲートの開口に隣り合わせることで、キャビティ内に侵入するエアを効率よく排出することが可能となる。
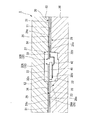
図1,2に示すように、この実施形態に係る樹脂封止用金型1は、図5に示す樹脂封止パッケージ40の製造において樹脂封止部43の成形に用いるものであり、樹脂封止パッケージ40用のリードフレーム30をその厚さ方向から型締めする上型10及び下型20を備えて大略構成されている。
なお、リードフレーム30は、導電性を有する板材にフレーム枠部31、及び、その内縁から突出する複数のリード32を形成して構成されている。本実施形態では、フレーム枠部31の内縁が平面視矩形状に形成され、フレーム枠部31の互いに向かい合う辺からリード32が二つずつ突出している。また、互いに反対方向に突出する一対のリード32が一つの樹脂封止パッケージ40を構成するように設定されている。
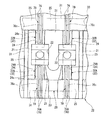
上型10及び下型20の凹部12,22は、それぞれ平面視矩形状に形成されている。なお、本実施形態では、上型10及び下型20にそれぞれ複数(図2においては二つ)の凹部12,22が形成されており、複数の樹脂封止部43を同時に成形できるようになっている。
一方、図1,2に示すように、下型20の上面21には、上記凹部12のほかに、ゲート用溝23、リード用溝24及び段差面25が形成されている。
本実施形態において、リード用溝24は、凹部22を挟み込むように一対形成されている。また、一方のリード用溝24Aは、凹部22に対するゲート用溝23(ゲート28)の開口に隣り合うように開口している。より具体的に説明すれば、一方のリード用溝24A及びゲート用溝23は、平面視矩形状とされた凹部22の同一の辺に開口している。
したがって、上型10と共にリードフレーム30を型締めする下型20のクランプ面は、上型10の下面11に当接する下型20の上面21と、上型10の下面11と共にリード32を挟み込むリード用溝24の底面24cと、上型10の下面11と共にフレーム枠部31を挟み込む段差面25とによって大略構成されている。
このエアベント溝26は、キャビティ27を外部空間に連通させるものである。なお、外部空間は、例えば樹脂封止用金型1の外側の開放された空間であってもよいが、例えば樹脂封止用金型1の内部に形成された空間(ダミーキャビティ)であってもよい。
なお、図示はしないが、上記構成の樹脂封止用金型1は、顆粒状あるいは固形状の樹脂材料を圧縮溶融するポット、及び、ポットからゲート28に至るランナーも備えている。すなわち、この樹脂封止用金型1は、ポットにおいて圧縮溶融された溶融樹脂をランナー及びゲート28を介してキャビティ27に注入できるように構成されている。
樹脂封止パッケージ40の製造に際しては、はじめに、フレーム枠部31、及び、複数のリード32を備えるリードフレーム30を用意する(準備工程)。このリードフレーム30は、銅等のように導電性を有する板材にプレス加工等を施すことで得られる。なお、このリードフレーム30において、相互に対向する一対のリード32の一方(第一リード32A)は、他方のリード32B(以下、第二リード32Bと呼ぶ。)よりも長く設定されている。また、第一リード32Aの先端部の裏面(主面)32dが後述する半導体チップ(電子部品)41を搭載する搭載面をなしている。
この搭載工程においては、半田(不図示)等の導電性接着剤を介して第一リード32Aの裏面32dに半導体チップ41を固定することで、第一リード32Aと半導体チップ41とが電気接続される。また、この搭載工程においては、接続子42の両端部を第二リード32B及び半導体チップ41に固定することで、第二リード32Bと半導体チップ41とが電気接続される。なお、図示例では、接続子42が導電性を有する板材によって構成されているが、例えばボンディングワイヤであってもよい。なお、接続子42が導電性の板材である場合には、半田(不図示)等の導電性接着剤を介して接続子42の両端部を第二リード32Bの裏面32d及び半導体チップ41に固定すればよい。
この封止工程を実施することで、図4,5に示すように、リード32の先端部33(以下、インナーリード部33とも呼ぶ。)、半導体チップ41及び接続子42を封止する樹脂封止部43が成形される。なお、リード32の基端部34(以下、アウターリード部34とも呼ぶ。)は、樹脂封止部43の側部から突出している。
そこで、本実施形態の製造方法では、上記封止工程後に、この樹脂バリ44を取り除く樹脂除去工程を実施する。この工程では、例えば液体ホーニング等によりガラスビーズを吹き付ける等してリード32の裏面32dを研磨することで、樹脂バリ44を除去することができる。なお、樹脂バリ44の除去をさらに容易とするためには、例えばエアベント溝26の深さ寸法を小さく設定して、リード32の裏面32dに付着する樹脂バリ44の厚みを薄くすることがより好ましい。
最後に、図5に示すように、樹脂封止部43の側部から突出するアウターリード部34を樹脂封止部43の側面及び下面に這わせるように折り曲げ、アウターリード部34の先端部分を樹脂封止部43の下面に配置する(リードフォーミング加工)ことで、樹脂封止パッケージ40の製造が完了する。
特に、本実施形態の樹脂封止用金型1では、キャビティ27に対する一方のエアベント溝26A及びゲート用溝23の開口が隣り合っているため、ゲート28からキャビティ27内に侵入したエアがゲート28の近傍に滞留しやすくても、このエアを効率よく外部空間に排出することができる。
また、本実施形態の樹脂封止用金型1では、ゲート用溝23及びエアベント溝26が下型20に形成されているため、封止工程においてゲート28からキャビティ27内に入り込んだエアは、キャビティ27内に突出するリード32の先端部に邪魔されること無く、円滑にエアベント流路29に入り込むことができる。したがって、ゲート28からキャビティ27内に侵入するエアをさらに効率よく排出することができる。
言い換えれば、封止工程においてエアベント流路29内に漏れ出すことで形成される樹脂バリ44が、樹脂封止工程後の各種製造工程やリードフレーム30あるいは樹脂封止パッケージ40の搬送操作等を阻害することがない。
図6,7に示すように、この実施形態に係る樹脂封止用金型2の下型50の上面21には、第一実施形態と同様に、キャビティ27用の凹部22、ゲート用溝23、リード用溝24及び段差面25が形成されている。また、リード用溝24の底面24cには、第一実施形態と同様に、凹部22の側面(キャビティ27の内面)に開口し、凹部22の側面側から離れるようにリード用溝24の長手方向に延びるエアベント流路59用のエアベント溝56が形成されている。そして、エアベント溝56の幅寸法はリード用溝24よりも狭く設定され、リード用溝24の底面24cによりリード32を支持できるようになっている。また、エアベント溝56の底面56cは、前述した段差面25よりも低く位置するように設定されている。
さらに、本実施形態のエアベント溝56は、同一の凹部22を挟み込むように一対形成されている。また、一方のエアベント溝56Aは、凹部22に対するゲート用溝23の開口に隣り合うように開口している。
なお、本実施形態のエアベント溝56の一端部は二つに分岐されているが、例えば三つ以上に分岐されていてもよい。また、エアベント溝56の分岐部分は、平面視T字状に形成されているが、例えば平面視Y字状に形成されてもよい。さらに、エアベント溝56の幅寸法は、第一実施形態のエアベント溝56よりも小さく設定されている。また、複数に分岐されたエアベント溝56の各分岐部分の幅寸法は、外部空間側に位置するエアベント溝56の他端部の幅寸法と等しくなるように設定されている。
ただし、前述したようにエアベント溝56の幅寸法が第一実施形態のものよりも小さく設定されているため、本実施形態の製造方法では、クランプ工程後の状態において、図7に示すように、キャビティ27に対するエアベント流路59の開口面積あるいはエアベント流路59の流路断面積が、第一実施形態のエアベント流路29(図3参照)の場合と比較して小さくなる。
また、封止工程においてエアと共に樹脂がエアベント流路59内に入り込んだ場合には、封止工程後の状態において、図8に示すように、各リード32の裏面32dには樹脂封止部43側から延びる複数(図示例では二つ)の樹脂バリ64が付着することになるが、エアベント流路59の開口面積が小さく設定されることで、各樹脂バリ64の長さは第一実施形態の樹脂バリ44(図4参照)と比較して短くなる。
また、この樹脂封止用金型2によれば、第一実施形態の樹脂封止用金型1と比較して、リードフレーム30を型締めした状態で、キャビティ27の内面に対するエアベント流路59の開口数が増加するため、エアベント流路59の開口面積を小さく設定しても、封止工程においてエアの排出を効率よく行うことができる。
さらに、エアベント溝56の一端部を分岐することでエアベント溝56の幅寸法を小さく設定できるため、クランプ工程において上型10及び下型50によって挟まれるリードが、上型10によって煽られて下型50のエアベント溝56に入り込むことを防止できる。より具体的に説明すれば、エアベント溝56の幅寸法をリード32の幅寸法よりも十分に小さく設定できることから、リード32の幅方向の中間部分がエアベント溝56に入り込むようにリード32が撓むことを防止できる。すなわち、リード32が煽られることでリード32の表面32cと上型10の下面11との間に隙間が生じることを防ぎ、封止工程においてリード32の表面32c及び裏面32dの両方に樹脂バリ64が付着することを防止できる。言い換えれば、リード32の裏面32dのみに樹脂バリ64が付着するため、樹脂除去工程において樹脂バリ64を効率よく除去することができる。
図9に示すように、この実施形態に係る樹脂封止用金型3の下型70には、第一実施形態と同様のリード用溝24が形成され、その底面24cには、第一実施形態と同様に、凹部22の側面(キャビティ27の内面)に開口し、凹部22の側面側から離れるようにリード用溝24の長手方向に延びるエアベント流路79用のエアベント溝76が形成されている。そして、エアベント溝76の幅寸法はリード用溝24よりも狭く設定され、リード用溝24の底面24cによりリード32を支持できるようになっている。また、エアベント溝76の底面76cは、前述した段差面25よりも低く位置するように設定されている。
さらに、本実施形態のエアベント溝76は、同一の凹部22を挟み込むように一対形成されている。また、一方のエアベント溝76Aは、凹部22に対するゲート用溝23の開口に隣り合うように開口している。
なお、本実施形態のエアベント溝76の他端部は二つに分岐されているが、例えば三つ以上に分岐されていてもよい。また、エアベント溝76の分岐部分は、平面視T字状に形成されているが、例えば平面視Y字状に形成されてもよい。さらに、エアベント溝76の幅寸法は、第一実施形態のエアベント溝26よりも小さく設定されている。また、複数に分岐されたエアベント溝76の他端部の各分岐部分の幅寸法は、凹部22側に位置するエアベント溝76の一端部の幅寸法と等しくなるように設定されている。
なお、前述したようにエアベント溝76の幅寸法は第一実施形態のものよりも小さく設定されているため、クランプ工程後の状態においては、キャビティ27に対するエアベント流路79の開口面積あるいはエアベント流路79の流路断面積が、第一実施形態のエアベント流路29の場合と比較して小さくなる。
また、封止工程においてエアと共に樹脂がエアベント流路79内に入り込んだ場合には、封止工程後の状態において、各リード32の裏面32dには樹脂封止部43側から延びる樹脂バリが付着することになるが、エアベント流路79の開口面積が小さく設定されることで、第二実施形態の場合と同様に、樹脂バリの長さが第一実施形態の樹脂バリ44(図4参照)と比較して短くなる。
また、この樹脂封止用金型3によれば、リードフレーム30を型締めした状態で、複数に分岐されたエアベント流路79の他端部の各流路断面積を小さく設定しても、エアベント流路79の他端部の流路断面積の合計を大きく設定できる。このため、キャビティ27に開口するエアベント流路79の一端部の流路断面積が小さく設定されても、封止工程においてはエアをエアベント流路79の一端部から他端部に円滑に流すことができる。すなわち、エアの排出を効率よく行うことが可能である。
さらに、エアベント溝76の他端部を分岐することでエアベント溝76の幅寸法を小さく設定できるため、第二実施形態の場合と同様に、クランプ工程において上型10及び下型70によって挟まれるリード32が、上型10によって煽られて下型70に形成されたエアベント溝76に入り込むことを防止できる。すなわち、リード32が煽られることでリード32の表面32cと上型10の下面11との間に隙間が生じることを防ぎ、封止工程においてリード32の表面32c及び裏面32dの両方に樹脂バリが付着することを防止できる。
例えば、各実施形態の樹脂封止用金型1,2,3には、同一形状のエアベント溝26,56,76だけが形成されているが、例えば上記実施形態に記載された複数種類のエアベント溝26,56,76を適宜組み合わせて形成してもよい。
さらに、ゲート用溝23やリード用溝24、段差面25は、下型20,50,70のみに形成されるとしたが、例えば上型10のみに形成されてもよいし、上型10及び下型20,50,70の両方に形成されてもよい。なお、リード用溝23が上型10のみに形成される場合、エアベント溝26,56,76は例えば下型20,50,70の上面21に直接形成されてもよい。
なお、ゲート用溝23がエアベント溝26,56,76と共に上型10に形成される場合には、上記実施形態と同様に、ゲート28からキャビティ27内に侵入するエアがキャビティ27内に突出するリード32の先端部33に邪魔されること無く、円滑にエアベント流路29,59,79に入り込むことができる。
10 上型
11 下面(クランプ面)
21 上面(クランプ面)
24c 底面(クランプ面)
25 段差面(クランプ面)
26,26A,56,56A,76,76A エアベント溝
28 ゲート
29,59,79 エアベント流路
30 リードフレーム
32,32A,32B リード
32c 表面(主面)
32d 裏面(主面)
33 先端部
34 基端部
40 樹脂封止パッケージ
41 半導体チップ(電子部品)
43 樹脂封止部
44,64 樹脂バリ
Claims (6)
- リードフレームをその厚さ方向から型締めする上型及び下型を備え、前記型締めの状態において画成されるキャビティ内に樹脂を注入することにより、キャビティ内に配される前記リードフレームの一部を樹脂封止するための樹脂封止用金型であって、
上型及び下型の少なくともいずれか一方のクランプ面には、前記キャビティの内面に開口して、該キャビティを外部空間に連通させるためのエアベント溝が形成され、
該エアベント溝は、前記クランプ面のうち、前記キャビティの内部から外側まで延びる前記リードフレームのリードの主面を押圧する領域に形成され、
前記キャビティの内面に開口する前記エアベント溝の端部が、複数に分岐されていることを特徴とする樹脂封止用金型。 - リードフレームをその厚さ方向から型締めする上型及び下型を備え、前記型締めの状態において画成されるキャビティ内に樹脂を注入することにより、キャビティ内に配される前記リードフレームの一部を樹脂封止するための樹脂封止用金型であって、
上型及び下型の少なくともいずれか一方のクランプ面には、前記キャビティの内面に開口して、該キャビティを外部空間に連通させるためのエアベント溝が形成され、
該エアベント溝は、前記クランプ面のうち、前記キャビティの内部から外側まで延びる前記リードフレームのリードの主面を押圧する領域に形成され、
前記外部空間側に位置する前記エアベント溝の端部が、複数に分岐されていることを特徴とする樹脂封止用金型。 - 前記キャビティに対する前記エアベント溝の開口が、前記キャビティに樹脂を注入するゲートの開口に隣り合っていることを特徴とする請求項1又は請求項2に記載の樹脂封止用金型。
- 前記エアベント溝が、前記キャビティを挟み込むように一対形成されていることを特徴とする請求項1から請求項3のいずれか1項に記載の樹脂封止用金型。
- 複数のリードを備えるリードフレームを用意する準備工程と、
一のリードの主面に電子部品を搭載し、複数のリードと前記電子部品とを電気接続する搭載工程と、
請求項1から請求項4のいずれか1項に記載の樹脂封止用金型の前記キャビティ内に各リードの一部及び前記電子部品が配されるように、前記上型及び前記下型により各リードの残部を挟み込むクランプ工程と、
前記キャビティ内に樹脂を注入して各リードの一部及び前記電子部品を封止する封止工程と、を備え、
前記クランプ工程においては、前記エアベント溝と少なくとも一つの前記リードの残部とにより前記キャビティと前記外部空間とを連通するエアベント流路が画成され、
前記封止工程後には、当該封止工程において前記エアベント流路に入り込んで前記リードの残部に付着した樹脂バリを取り除く樹脂除去工程を実施することを特徴とする樹脂封止パッケージの製造方法。 - 請求項5に記載の製造方法によって製造される樹脂封止パッケージであって、前記複数のリードと、前記一のリードに搭載された前記電子部品と、各リードの一部及び前記電子部品を封止する樹脂封止部とを備えることを特徴とする樹脂封止パッケージ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010010840A JP5489741B2 (ja) | 2010-01-21 | 2010-01-21 | 樹脂封止用金型、樹脂封止パッケージの製造方法、及び、樹脂封止パッケージ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010010840A JP5489741B2 (ja) | 2010-01-21 | 2010-01-21 | 樹脂封止用金型、樹脂封止パッケージの製造方法、及び、樹脂封止パッケージ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011148179A JP2011148179A (ja) | 2011-08-04 |
| JP5489741B2 true JP5489741B2 (ja) | 2014-05-14 |
Family
ID=44535641
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010010840A Active JP5489741B2 (ja) | 2010-01-21 | 2010-01-21 | 樹脂封止用金型、樹脂封止パッケージの製造方法、及び、樹脂封止パッケージ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5489741B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104196847B (zh) * | 2014-08-06 | 2016-02-24 | 哈尔滨工业大学 | 一种空间飞行器可控充气展开支撑臂内胆端面粘接模具 |
-
2010
- 2010-01-21 JP JP2010010840A patent/JP5489741B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011148179A (ja) | 2011-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100850147B1 (ko) | 반도체 장치 및 반도체 장치의 수지 밀봉용 금형 | |
| US5635220A (en) | Molding die for sealing semiconductor device with reduced resin burrs | |
| JP4066608B2 (ja) | パッケージ成形体及びその製造方法 | |
| US7326041B2 (en) | Lead frame, resin sealing mold and method for manufacturing a semiconductor device using the same | |
| US20040090829A1 (en) | Memory card and its manufacturing method | |
| JPH1126489A (ja) | ゲートスロットを有するサブストレートならびに半導体パッケージ成形用の金型および成形方法 | |
| JP2008047573A (ja) | 樹脂封止型半導体装置の製造装置、樹脂封止型半導体装置の製造方法、および樹脂封止型半導体装置 | |
| JP5246662B2 (ja) | 半導体装置用パッケージおよびその製造方法 | |
| US20070181985A1 (en) | Method of manufacturing a semiconductor device and used for the same | |
| JP2003158234A (ja) | 半導体装置及びその製造方法 | |
| JP5489741B2 (ja) | 樹脂封止用金型、樹脂封止パッケージの製造方法、及び、樹脂封止パッケージ | |
| KR100591718B1 (ko) | 수지-밀봉형 반도체 장치 | |
| JP2016192523A (ja) | 半導体装置の製造方法 | |
| US7795712B2 (en) | Lead frame with non-conductive connective bar | |
| TWI747568B (zh) | 具有溝部的引線框、樹脂成形後的引線框的製造方法、樹脂成形品的製造方法及樹脂成形品 | |
| JP2002225040A (ja) | 成形金型クリーニング用シートおよびそれを用いた半導体装置の製造方法 | |
| JP2004319900A (ja) | 樹脂封止用型及び樹脂封止用型の仕様決定方法 | |
| JPH01102947A (ja) | 樹脂封止型半導体デバイスおよびリードフレーム | |
| JP7226258B2 (ja) | 半導体モジュールの製造方法 | |
| US8648452B2 (en) | Resin molded semiconductor device and manufacturing method thereof | |
| KR100540258B1 (ko) | 반도체 패키지 제조용 몰딩 다이 | |
| JPH04276648A (ja) | 電子部品製造用フレーム、およびこれを用いた電子部品製造方法、ならびにこの製造方法により製造された電子部品 | |
| JPH11220087A (ja) | リードフレームおよびそれを用いた半導体装置ならびにその製造方法 | |
| JPH0580144B2 (ja) | ||
| JP2003045905A (ja) | 樹脂封止方法及び樹脂封止装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120808 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131203 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140128 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140225 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5489741 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |