JP5460326B2 - 半透明または透明物体の高温マーキング方法および設備 - Google Patents
半透明または透明物体の高温マーキング方法および設備 Download PDFInfo
- Publication number
- JP5460326B2 JP5460326B2 JP2009532874A JP2009532874A JP5460326B2 JP 5460326 B2 JP5460326 B2 JP 5460326B2 JP 2009532874 A JP2009532874 A JP 2009532874A JP 2009532874 A JP2009532874 A JP 2009532874A JP 5460326 B2 JP5460326 B2 JP 5460326B2
- Authority
- JP
- Japan
- Prior art keywords
- marking
- molding machine
- station
- marking station
- laser beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
- B23K26/0838—Devices involving movement of the workpiece in at least one axial direction by using an endless conveyor belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/435—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of radiation to a printing material or impression-transfer material
- B41J2/44—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of radiation to a printing material or impression-transfer material using single radiation source per colour, e.g. lighting beams or shutter arrangements
- B41J2/442—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of radiation to a printing material or impression-transfer material using single radiation source per colour, e.g. lighting beams or shutter arrangements using lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/02—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for perforating, scoring, slitting, or applying code or date marks on material prior to packaging
- B65B61/025—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for perforating, scoring, slitting, or applying code or date marks on material prior to packaging for applying, e.g. printing, code or date marks on material prior to packaging
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
- C03C23/0005—Other surface treatment of glass not in the form of fibres or filaments by irradiation
- C03C23/0025—Other surface treatment of glass not in the form of fibres or filaments by irradiation by a laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/24—Ablative recording, e.g. by burning marks; Spark recording
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
Description
物体のマーキングを確実に行うためのレーザビームの生成装置と、
物体の進行方向に対してマーキングステーションの上流に位置付けられ、物体の進行方向を横断する少なくとも1つの方向における物体の各々の位置を判別する手段と、
進行方向に対して横断する方向に、レーザビームの集束面を移動させる手段と、
マーキングされる各物体の位置に関連して、レーザビームの集束面をレーザビームによって物体のマーキングを最適化するように適応させることができる判別手段に連結された可動手段を誘導する手段と、を備える設備である。
物体をマーキングする前に、物体の進行方向に対して少なくとも1つの横断方向における各物体の位置を判別するステップと、
レーザビームの前方を進行する物体の連続マーキング動作を最適化するために、マーキングされるこれらの物体の位置に対して横断方向にレーザビームの集束面を移動させるステップと、
マーキングを確実に行えるように集束面が最適に位置付けられたレーザビームによって、各物体上にマーキングを生成するステップと、を備える。
Claims (12)
- 成形機械(3)を通過する透明または半透明の物体をマーキングする設備であって、
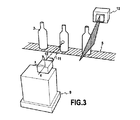
前記物体が、前記物体のマーキングを確実に行うためのレーザビーム(11)を生成する装置(9)を備えるマーキングステーション(7)の前方を並進して連続的に進行する、前記設備において、
前記物体の進行方向(D)を横断する少なくとも1つの方向(z)における前記物体の各々の位置を判別する判別手段(13)であり、当該判別手段(13)は、前記物体の進行方向(D)に対して前記マーキングステーションの上流に配置され、且つ、コンベヤ(5)より高い位置に配設される、前記物体によって放出される赤外線放射に対して感度のあるカメラであり、当該カメラにより撮影される画像を解析してコンベヤ(5)上での前記物体の奥行き位置を測定する制御ユニット(16)に連結されるカメラである、前記判別手段(13)と、
前記進行方向(D)に対して横断する方向(z)に、前記レーザビームの集束面(P)を移動させる移動手段(12)と、
前記制御ユニット(16)に連結された前記移動手段(12)を誘導する誘導手段(21)であり、マーキングされる前記物体の各々の前記奥行き位置に応じて、前記レーザビームの前記集束面(P)を前記レーザビーム(11)によって前記物体のマーキングを最適化するように適応させることができる前記誘導手段(21)と、
を備えることを特徴とする設備。 - 前記物体の各々の成形キャビティに関する情報の少なくとも1つの項目を与えるマーキングを各物体上に得るべく、前記マーキングステーション(7)に連結された、成形機械(3)と同期する手段(25)を備えることを特徴とする、請求項1に記載の設備。
- 型番号または発生元の成形キャビティに関する情報の少なくとも1つの項目を与えるマーキングを前記マーキングステーション(7)が各物体上に生成すべく、前記マーキングステーション(7)に連結された、成形機械(3)と同期する手段(25)を備えることを特徴とする、請求項1または2に記載の設備。
- 前記物体の成形の時間に関する少なくとも1つの時間情報を与えるマーキングを前記マーキングステーション(7)が各物体上に生成すべく、前記マーキングステーション(7)に連結された、成形機械(3)と同期する手段(25)を備えることを特徴とする、請求項1〜3のいずれか一項に記載の設備。
- 成形機械、生産ライン、および/または生産工場に関する情報の少なくとも1つの項目を与えるマーキングを前記マーキングステーション(7)が各物体上に生成すべく、前記マーキングステーション(7)に連結された、成形機械(3)と同期する手段(25)を備えることを特徴とする、請求項1〜4のいずれか一項に記載の設備。
- 前記物体の各々に固有の識別を与えるマーキングを前記マーキングステーション(7)が各物体上に生成すべく、前記マーキングステーション(7)に連結された、成形機械(3)と同期する手段(25)を備えることを特徴とする、請求項1〜5のいずれか一項に記載の設備。
- 前記物体の位置を判別する前記判別手段(13)が、光学手段であることを特徴とする、請求項1に記載の設備。
- 成形機械(3)の出口でレーザビーム(11)を使用して、マーキングステーション(7)の前方を並進して連続的に進行する透明および/または半透明の物体(2)をマーキングするマーキング方法において、
前記物体の進行方向(D)に対して前記マーキングステーションの上流に配置され、且つ、コンベヤ(5)より高い位置に配設される、前記物体によって放出される赤外線放射に対して感度のあるカメラであり、当該カメラにより撮影される画像を解析してコンベヤ(5)上での前記物体の奥行き位置を測定する制御ユニット(16)に連結されるカメラを用いて、前記物体をマーキングする前に、前記物体の前記進行方向(D)に対して少なくとも1つの横断方向(z)における各物体の位置を判別するステップと、
マーキングされる前記物体の前記奥行き位置に対して前記横断方向(z)に前記レーザビームの集束面(P)を移動させて、前記レーザビームの前方を進行する前記物体の連続マーキング動作を最適化するステップと、
マーキングを確実に行えるよう集束面が最適に位置付けられた前記レーザビーム(11)によって、各物体上にマーキングを生成するステップと、
を備えることを特徴とする方法。 - 前記マーキングステーション(7)と前記物体を成形する機械(3)とを同期させて、前記物体の各々の成形キャビティに関する情報の少なくとも1つの項目を与えるマーキングが各オブジェクト上に得られるようにしたステップを備えることを特徴とする、請求項8に記載の方法。
- 前記マーキングステーション(7)と前記物体を成形する機械(3)とを同期させて、各物体に固有の識別を与えるマーキングが各物体上に生成されるようにしたステップを備えることを特徴とする、請求項8または9に記載の方法。
- 前記マーキングステーション(7)と前記物体を成形する機械(3)とを同期させて、型番号または発生元のキャビティ、成形機械、生産ライン、生産工場、製造日を含むデータ項目の少なくとも1つに基づいて、各物体上にマーキングを獲得するようにしたステップを備えることを特徴とする、請求項8〜10のいずれか一項に記載の方法。
- 各物体上にコード化されたマーキングを生成するステップを備えることを特徴とする、請求項8〜11のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0654340 | 2006-10-18 | ||
| FR0654340A FR2907370B1 (fr) | 2006-10-18 | 2006-10-18 | Procede et installation pour le marquage a chaud d'objets translucides ou transparents |
| PCT/FR2007/052196 WO2008047058A2 (fr) | 2006-10-18 | 2007-10-18 | Procédé et installation pour le marquage à chaud d'objets translucides ou transparents |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010506817A JP2010506817A (ja) | 2010-03-04 |
| JP5460326B2 true JP5460326B2 (ja) | 2014-04-02 |
Family
ID=37857151
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009532874A Active JP5460326B2 (ja) | 2006-10-18 | 2007-10-18 | 半透明または透明物体の高温マーキング方法および設備 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US8288700B2 (ja) |
| EP (2) | EP2114840B1 (ja) |
| JP (1) | JP5460326B2 (ja) |
| KR (1) | KR101460814B1 (ja) |
| CN (2) | CN102514413B (ja) |
| BR (1) | BRPI0719948B1 (ja) |
| ES (2) | ES2563293T3 (ja) |
| FR (1) | FR2907370B1 (ja) |
| MX (1) | MX2009003986A (ja) |
| PL (2) | PL2114840T3 (ja) |
| RU (2) | RU2478588C2 (ja) |
| WO (1) | WO2008047058A2 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201143947A (en) * | 2009-12-07 | 2011-12-16 | J P Sercel Associates Inc | Laser machining and scribing systems and methods |
| CN103260895B (zh) * | 2010-07-23 | 2015-11-25 | 咨询卡有限公司 | 适用于个性化一系列便携式物件的方法和装置 |
| EP2471662B1 (en) | 2010-12-30 | 2012-10-10 | ALLTEC Angewandte Laserlicht Technologie Gesellschaft mit beschränkter Haftung | Monitoring device and method for monitoring marking elements of a marking head |
| EP2472842B1 (en) | 2010-12-30 | 2020-03-04 | ALLTEC Angewandte Laserlicht Technologie Gesellschaft mit beschränkter Haftung | Sensor apparatus |
| EP2471663B1 (en) * | 2010-12-30 | 2012-09-12 | ALLTEC Angewandte Laserlicht Technologie Gesellschaft mit beschränkter Haftung | Method for applying a marking on an object and marking apparatus |
| EP2471666B1 (en) | 2010-12-30 | 2012-09-12 | ALLTEC Angewandte Laserlicht Technologie Gesellschaft mit beschränkter Haftung | Marking apparatus and method for operating a marking apparatus |
| DE102012218481A1 (de) * | 2012-10-10 | 2014-04-10 | Kba-Kammann Gmbh | Verfahren und Vorrichtung zum Ausrichten von Gegenständen |
| FR3005354B1 (fr) | 2013-05-03 | 2015-05-15 | Msc & Sgcc | Procede et dispositif d'observation et d'analyse de singularites optiques portees par des recipients en verre |
| DE102013217681A1 (de) * | 2013-09-04 | 2015-03-05 | Krones Ag | Behandlungsmaschine für Behälter und Verfahren zum Überwachen der Behandlungsmaschine |
| DE102013110108A1 (de) * | 2013-09-13 | 2015-03-19 | Khs Gmbh | Drucksystem zum Bedrucken von Flaschen oder dergleichen Behältern sowie Druckvorrichtung oder –maschine mit einem solchen Drucksystem |
| US11962876B2 (en) | 2014-01-31 | 2024-04-16 | Digimarc Corporation | Recycling methods and systems, and related plastic containers |
| US20190306385A1 (en) | 2014-01-31 | 2019-10-03 | Digimarc Corporation | Concerning digital marking and reading of plastic items, useful in recycling |
| EP2960057A1 (en) * | 2014-06-25 | 2015-12-30 | Sidel S.p.a. Con Socio Unico | Apparatus and method for decorating the surface of irregularly shaped containers |
| TR201607270A1 (tr) * | 2016-05-31 | 2017-12-21 | Tuerkiye Sise Ve Cam Fabrikalari Anonim Sirketi | Bi̇r cam eşya i̇şleme yöntemi̇ ve bu yöntemi̇ kullanan bi̇r si̇stem |
| FR3062341A1 (fr) * | 2017-01-30 | 2018-08-03 | Christophe Desclozeaux | Dispositif de marquage laser |
| FR3062333B1 (fr) * | 2017-07-31 | 2021-03-19 | Sidel Participations | Procede de production d'une succession de recipients comprenant une etape de marquage des recipients |
| FR3074907B1 (fr) | 2017-12-08 | 2019-12-27 | Tiama | Methode et machine pour controler un procede de formage |
| FR3087367B1 (fr) | 2018-10-22 | 2020-11-06 | Tiama | Procede et installation pour le marquage de recipients chauds en verre |
| FR3091612B1 (fr) * | 2019-01-07 | 2021-01-29 | Konatic | procédé d’association d’un marquage à un objet |
| FR3095506B1 (fr) | 2019-04-29 | 2021-05-07 | Tiama | Ligne de contrôle de récipients vides en verre |
| EP4034509A1 (fr) * | 2019-09-26 | 2022-08-03 | Saverglass | Procédé de marquage à but décoratif d'articles en verre à haute température par laser |
| FR3101269A1 (fr) * | 2019-09-26 | 2021-04-02 | Saverglass | Procede de gravage de verre a haute temperature |
| WO2021252298A1 (en) | 2020-06-12 | 2021-12-16 | Digimarc Corporation | Laser marking of machine-readable codes |
| CN113197779B (zh) * | 2021-04-26 | 2022-10-04 | 佛山隆深机器人有限公司 | 一种西林瓶打标装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4870922A (en) | 1988-05-11 | 1989-10-03 | Telesis Controls Corporation | Apparatus for marking fragile surfaces |
| SU1620428A1 (ru) * | 1988-06-03 | 1991-01-15 | Научно-исследовательский институт прикладных физических проблем им.А.Н.Севченко | Способ маркировки стеклоизделий |
| DE8906578U1 (ja) * | 1989-05-29 | 1990-09-27 | Siemens Ag, 1000 Berlin Und 8000 Muenchen, De | |
| WO1992012820A1 (en) * | 1991-01-17 | 1992-08-06 | United Distillers Plc | Dynamic laser marking |
| DE4107012C2 (de) * | 1991-03-05 | 1994-01-05 | Wild Rudolf Gmbh & Co | Verfahren zum Aufbringen und Inspizieren einer optisch lesbaren Codemarkierung und Vorrichtung hierfür |
| EP0883277A3 (en) * | 1993-12-03 | 1999-08-18 | Keyence Corporation | Scan type laser marking device |
| JPH09128578A (ja) * | 1995-10-27 | 1997-05-16 | Precision:Kk | ガラス容器の刻印型番による型番管理方法 |
| JP2000133859A (ja) * | 1998-10-27 | 2000-05-12 | Sumitomo Heavy Ind Ltd | レーザを用いたマーキング方法及びマーキング装置 |
| US6469729B1 (en) * | 1999-10-15 | 2002-10-22 | Videojet Technologies Inc. | Laser marking device and method for marking arcuate surfaces |
| EA002296B1 (ru) * | 2000-05-17 | 2002-02-28 | Ооо "Лазтекс" | Способ лазерной обработки стекла |
| DE10063105A1 (de) * | 2000-12-18 | 2002-06-20 | Merck Patent Gmbh | Lasermarkierbare Kunststoffe sowie ihre Herstellung und Verwendung |
| DE10122335C1 (de) * | 2001-05-08 | 2002-07-25 | Schott Glas | Verfahren und Vorrichtung zum Markieren von Glas mit einem Laser |
| DE10146820B4 (de) * | 2001-09-19 | 2005-02-24 | Tampoprint Gmbh | Dekoriervorrichtung und Verfahren zum Dekorieren von Oberflächen |
| US7675001B2 (en) * | 2002-06-19 | 2010-03-09 | Frewitt Printing Sa | Method and a device for depositing a wipe-proof and rub-proof marking onto transparent glass |
| FR2859199B1 (fr) * | 2003-08-29 | 2007-01-05 | Newtec Internat Group | Installation de soufflage et de remplissage de bouteilles en matiere plastique |
| DE102004056073A1 (de) * | 2004-11-15 | 2006-06-01 | Schott Ag | Linse für Beleuchtungszwecke, Vorrichtung und Verfahren zur Herstellung solcher Linsen |
-
2006
- 2006-10-18 FR FR0654340A patent/FR2907370B1/fr active Active
-
2007
- 2007-10-18 US US12/311,902 patent/US8288700B2/en active Active
- 2007-10-18 CN CN201110337182.8A patent/CN102514413B/zh active Active
- 2007-10-18 MX MX2009003986A patent/MX2009003986A/es active IP Right Grant
- 2007-10-18 KR KR1020097010062A patent/KR101460814B1/ko active IP Right Grant
- 2007-10-18 PL PL07858619T patent/PL2114840T3/pl unknown
- 2007-10-18 ES ES11165493.5T patent/ES2563293T3/es active Active
- 2007-10-18 RU RU2009117302/03A patent/RU2478588C2/ru active
- 2007-10-18 WO PCT/FR2007/052196 patent/WO2008047058A2/fr active Application Filing
- 2007-10-18 BR BRPI0719948-1A patent/BRPI0719948B1/pt active IP Right Grant
- 2007-10-18 PL PL11165493T patent/PL2368861T3/pl unknown
- 2007-10-18 RU RU2012144577A patent/RU2634130C2/ru active
- 2007-10-18 EP EP07858619.5A patent/EP2114840B1/fr active Active
- 2007-10-18 JP JP2009532874A patent/JP5460326B2/ja active Active
- 2007-10-18 EP EP11165493.5A patent/EP2368861B1/fr active Active
- 2007-10-18 CN CN2007800377881A patent/CN101535195B/zh active Active
- 2007-10-18 ES ES07858619.5T patent/ES2562437T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2368861A3 (fr) | 2011-11-30 |
| PL2114840T3 (pl) | 2016-05-31 |
| EP2368861B1 (fr) | 2015-12-16 |
| FR2907370B1 (fr) | 2017-11-17 |
| JP2010506817A (ja) | 2010-03-04 |
| EP2368861A2 (fr) | 2011-09-28 |
| EP2114840B1 (fr) | 2015-12-09 |
| PL2368861T3 (pl) | 2016-06-30 |
| ES2563293T3 (es) | 2016-03-14 |
| RU2009117302A (ru) | 2010-11-27 |
| ES2562437T3 (es) | 2016-03-04 |
| EP2114840A2 (fr) | 2009-11-11 |
| CN101535195A (zh) | 2009-09-16 |
| US20100102032A1 (en) | 2010-04-29 |
| RU2478588C2 (ru) | 2013-04-10 |
| CN102514413A (zh) | 2012-06-27 |
| US8288700B2 (en) | 2012-10-16 |
| FR2907370A1 (fr) | 2008-04-25 |
| RU2634130C2 (ru) | 2017-10-24 |
| KR101460814B1 (ko) | 2014-11-12 |
| KR20090080087A (ko) | 2009-07-23 |
| RU2012144577A (ru) | 2014-04-27 |
| CN101535195B (zh) | 2012-08-15 |
| MX2009003986A (es) | 2009-04-28 |
| WO2008047058B1 (fr) | 2008-07-31 |
| BRPI0719948B1 (pt) | 2019-05-14 |
| CN102514413B (zh) | 2015-03-25 |
| WO2008047058A2 (fr) | 2008-04-24 |
| WO2008047058A3 (fr) | 2008-06-05 |
| BRPI0719948A2 (pt) | 2014-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5460326B2 (ja) | 半透明または透明物体の高温マーキング方法および設備 | |
| CN113165970B (zh) | 用于标记热玻璃容器的方法和设施 | |
| US10157458B2 (en) | Laser projection system and method | |
| US20150076353A1 (en) | Method and installation for measuring the glass distribution in containers | |
| JP5997386B2 (ja) | ガラスの線構造レーザー画像の変調に基づく検出システム | |
| KR102301351B1 (ko) | 교정 디바이스를 갖는 제품의 부가식 제조를 위한 장치 및 이러한 종류의 장치의 교정을 위한 방법 | |
| CN106041296A (zh) | 一种在线式动态视觉激光精密加工方法 | |
| KR20070121821A (ko) | 투명 또는 반투명의 중공형 물체를 검사하는 동안 기생반사를 제거하는 방법 및 장치 | |
| JP6317621B2 (ja) | 車両に装備された車輪の三次元形状測定方法と車両に装備された車輪の三次元形状測定装置 | |
| CN109421275B (zh) | 用于制造三维物体的设备 | |
| KR101676971B1 (ko) | 측정 어셈블리, 표면상의 피쳐를 측정하는 방법, 구조체를 제조하는 방법 및 포인터 | |
| KR101937212B1 (ko) | 초점 거리 탐지 구조의 레이저 마킹 장치 및 그에 의한 마킹 오류 탐지와 자동 초점 조절 방법 | |
| JP4155095B2 (ja) | 光加工装置 | |
| KR102083221B1 (ko) | 3차원 프린터의 성형 품질 검사 장치 및 이를 포함하는 3차원 프린터 | |
| KR20180083548A (ko) | 편평도 측정에 의한 실시간 초점 조절 구조의 레이저 마킹 장치 | |
| KR20220084258A (ko) | 편평도 측정에 의한 실시간 초점 조절 구조의 레이저 마킹 장치 | |
| CN116921262A (zh) | 手套生产线的手模缺陷检测系统及其方法 | |
| CN112752948A (zh) | 用于确定玻璃板,尤其是挡风玻璃板的曲率的方法 | |
| KR20170122444A (ko) | 초점 거리 탐지 구조의 레이저 마킹 장치 및 그에 의한 마킹 오류 탐지와 자동 초점 조절 방법 | |
| SI22172A (sl) | Sistem za vodenje tridimenzionalnih laserskih obdelovalnih procesov na osnovi meritev oblike obdelovancev |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120918 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121205 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121212 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130118 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130125 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130218 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5460326 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S201 | Request for registration of exclusive licence |
Free format text: JAPANESE INTERMEDIATE CODE: R314201 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |