JP5408557B2 - 弾性部材案内装置、及び使い捨て着用物品の製造方法 - Google Patents
弾性部材案内装置、及び使い捨て着用物品の製造方法 Download PDFInfo
- Publication number
- JP5408557B2 JP5408557B2 JP2010515829A JP2010515829A JP5408557B2 JP 5408557 B2 JP5408557 B2 JP 5408557B2 JP 2010515829 A JP2010515829 A JP 2010515829A JP 2010515829 A JP2010515829 A JP 2010515829A JP 5408557 B2 JP5408557 B2 JP 5408557B2
- Authority
- JP
- Japan
- Prior art keywords
- elastic member
- web
- guide
- width direction
- pulleys
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
- A61F13/15593—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons
- A61F13/15609—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons the ribbons being applied in an irregular path
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
- A61F13/15593—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons
- A61F13/15601—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons the ribbons being applied transversely to the direction of the movement of the webs the diapers are being made of
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Description
12 駆動部
12a 駆動軸
13 ガイドレール
21、21’、31、31’、41、41’ プーリ
22、32、42 従動プーリ
23、33、43 伝動ベルト
24、34、44 ガイド着脱部
25、35、45 ガイド
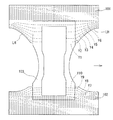
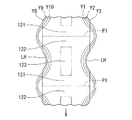
101 胴周り部の背側
102 胴周り部の腹側
103 繋ぎ部
Y1〜Y10 弾性部材
LH 脚通し孔
Claims (3)
- 一連に送る伸張状態の弾性部材を通すガイドを備え、一連に送るウエブの一面に前記弾性部材が接触する位置を前記ガイドの移動制御によってウエブ幅方向に変化させられる弾性部材案内装置において、複数のプーリと、駆動軸と、前記プーリごとに巻回する伝動ベルトと、前記駆動軸の正逆回転を制御する駆動部とを備え、前記駆動軸上に前記複数のプーリを同心に回転中心軸方向に並べて着脱可能とし、前記複数のプーリと対を成す全ての従動プーリを共通の軸で支持し、前記伝動ベルトごとに前記ガイドを固定し、これらガイドを共通のガイドレールでウエブ幅方向に案内し、前記複数のプーリ間にプーリ径比を定めることにより前記ガイドごとにウエブ幅方向の送り量差を設定可能としたことを特徴とする弾性部材案内装置。
- 前記複数のプーリのプーリ径のみに基いて前記送り量差を設定可能とした請求項1に記載の弾性部材案内装置。
- 胴周り部を形成するためのウエブを一連に送り、一連に送る伸張状態の弾性部材を、前記ウエブの一面に対してウエブ幅方向に振幅をもち、かつ送り方向に周期性をもった波状に固着する工程と、前記弾性部材に沿った切断部分が生じるように脚通し孔の縁部を形成する工程とを含んだ使い捨て着用物品の製造方法において、請求項1又は2に記載の弾性部材案内装置を用い、複数本の前記弾性部材を相異なる前記ガイドで案内し、各弾性部材の振幅をプーリ径に基いて設定したことを特徴とする使い捨て着用物品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010515829A JP5408557B2 (ja) | 2008-06-04 | 2009-05-22 | 弾性部材案内装置、及び使い捨て着用物品の製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008146535 | 2008-06-04 | ||
| JP2008146535 | 2008-06-04 | ||
| PCT/JP2009/059426 WO2009147957A1 (ja) | 2008-06-04 | 2009-05-22 | 弾性部材案内装置、及び使い捨て着用物品の製造方法 |
| JP2010515829A JP5408557B2 (ja) | 2008-06-04 | 2009-05-22 | 弾性部材案内装置、及び使い捨て着用物品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2009147957A1 JPWO2009147957A1 (ja) | 2011-10-27 |
| JP5408557B2 true JP5408557B2 (ja) | 2014-02-05 |
Family
ID=41398033
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010515829A Active JP5408557B2 (ja) | 2008-06-04 | 2009-05-22 | 弾性部材案内装置、及び使い捨て着用物品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8512496B2 (ja) |
| JP (1) | JP5408557B2 (ja) |
| CN (1) | CN102046126B (ja) |
| DE (1) | DE112009001306T5 (ja) |
| WO (1) | WO2009147957A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9944487B2 (en) | 2007-02-21 | 2018-04-17 | Curt G. Joa, Inc. | Single transfer insert placement method and apparatus |
| US9550306B2 (en) | 2007-02-21 | 2017-01-24 | Curt G. Joa, Inc. | Single transfer insert placement and apparatus with cross-direction insert placement control |
| US9089453B2 (en) | 2009-12-30 | 2015-07-28 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| CN102038580B (zh) * | 2010-10-13 | 2013-08-28 | 杭州珂瑞特机械制造有限公司 | 成人纸尿裤腿部s橡筋施加装置及施加方法 |
| JP5848502B2 (ja) | 2010-11-10 | 2016-01-27 | 株式会社リブドゥコーポレーション | 吸収性物品および吸収性物品の製造方法 |
| CA2807809C (en) | 2012-02-20 | 2019-07-23 | Curt G. Joa, Inc. | Method of forming bonds between discrete components of disposable articles |
| WO2013133034A1 (ja) * | 2012-03-09 | 2013-09-12 | 株式会社瑞光 | 伸縮積層体の製造方法および装置 |
| US9908739B2 (en) | 2012-04-24 | 2018-03-06 | Curt G. Joa, Inc. | Apparatus and method for applying parallel flared elastics to disposable products and disposable products containing parallel flared elastics |
| WO2013173296A1 (en) * | 2012-05-15 | 2013-11-21 | The Procter & Gamble Company | Absorbent articles with elastics in multiple layers |
| CN103099712B (zh) * | 2013-02-06 | 2014-09-10 | 黄山富田精工制造有限公司 | 体液吸收用的卫生用品及其制造设备和制造方法 |
| US9283683B2 (en) | 2013-07-24 | 2016-03-15 | Curt G. Joa, Inc. | Ventilated vacuum commutation structures |
| USD703711S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum communication structure |
| USD704237S1 (en) | 2013-08-23 | 2014-05-06 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703248S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703712S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703247S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| CN103479483B (zh) * | 2013-08-29 | 2015-10-21 | 安庆市恒昌机械制造有限责任公司 | 一种弧形腿部橡筋复合机构 |
| US9289329B1 (en) | 2013-12-05 | 2016-03-22 | Curt G. Joa, Inc. | Method for producing pant type diapers |
| CN104814832B (zh) * | 2015-04-20 | 2017-10-31 | 福建溢泰科技有限公司 | S型橡筋摆机构 |
| CA2991328C (en) | 2015-07-24 | 2021-10-26 | Curt G. Joa, Inc. | Vacuum commutation apparatus and methods |
| US11737930B2 (en) | 2020-02-27 | 2023-08-29 | Curt G. Joa, Inc. | Configurable single transfer insert placement method and apparatus |
| CN112809859B (zh) * | 2020-12-21 | 2023-01-13 | 恒林家居股份有限公司 | 一种在木框上安装支撑布的方法 |
| WO2025220745A1 (ja) * | 2024-04-19 | 2025-10-23 | 株式会社瑞光 | 弾性部材案内装置及び弾性部材案内方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06237957A (ja) * | 1993-02-17 | 1994-08-30 | Kao Corp | 吸収性物品の製造方法及びその装置 |
| JP2006230833A (ja) * | 2005-02-28 | 2006-09-07 | Kao Corp | 弾性部材の揺動供給装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2849234B2 (ja) | 1991-04-17 | 1999-01-20 | ユニ・チャーム株式会社 | 使い捨て着用物品の脚囲りに弾性部材を取り付ける方法 |
| JP4317649B2 (ja) | 2000-07-10 | 2009-08-19 | ダイワ精工株式会社 | 釣竿 |
| US6585841B1 (en) * | 2000-08-15 | 2003-07-01 | Kimberly-Clark Worldwide, Inc. | Method of optimizing spacing between elastic members in applying leg elastics |
| US6895649B2 (en) * | 2001-08-29 | 2005-05-24 | Zuiko Corporation | Article production method |
| JP4116839B2 (ja) | 2002-08-15 | 2008-07-09 | ユニ・チャーム株式会社 | 表示要素形成方法 |
| JP2003299691A (ja) * | 2003-04-28 | 2003-10-21 | Zuiko Corp | 使い捨て着用品及びその製造方法 |
-
2009
- 2009-05-22 JP JP2010515829A patent/JP5408557B2/ja active Active
- 2009-05-22 DE DE112009001306T patent/DE112009001306T5/de active Pending
- 2009-05-22 CN CN200980120541.5A patent/CN102046126B/zh active Active
- 2009-05-22 WO PCT/JP2009/059426 patent/WO2009147957A1/ja not_active Ceased
- 2009-05-22 US US12/990,657 patent/US8512496B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06237957A (ja) * | 1993-02-17 | 1994-08-30 | Kao Corp | 吸収性物品の製造方法及びその装置 |
| JP2006230833A (ja) * | 2005-02-28 | 2006-09-07 | Kao Corp | 弾性部材の揺動供給装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2009147957A1 (ja) | 2011-10-27 |
| WO2009147957A1 (ja) | 2009-12-10 |
| CN102046126B (zh) | 2014-03-26 |
| US20110048618A1 (en) | 2011-03-03 |
| US8512496B2 (en) | 2013-08-20 |
| DE112009001306T5 (de) | 2011-04-14 |
| CN102046126A (zh) | 2011-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5408557B2 (ja) | 弾性部材案内装置、及び使い捨て着用物品の製造方法 | |
| CN106137542B (zh) | 制造吸收性卫生用品的方法和设备以及吸收性卫生用品 | |
| AU2009314982B2 (en) | Device for manufacturing absorptive article and method of manufacturing absorptive article | |
| JP5624868B2 (ja) | 吸収性物品の製造方法 | |
| JP7262958B2 (ja) | 伸縮性シートの製造方法、及び、伸縮性シートの製造装置 | |
| JP5089751B2 (ja) | 伸縮性シートの製造方法 | |
| JP6698672B2 (ja) | 使い捨て着用物品の製造装置および製造方法 | |
| JP5089758B2 (ja) | 伸縮性シートの製造装置 | |
| US10232596B2 (en) | Fixing device of plurality of sheets associated with absorbent article, and fixing method | |
| JP5746847B2 (ja) | 伸縮性シートの製造方法 | |
| JP5728213B2 (ja) | 伸縮性シートの製造装置 | |
| JP5089761B2 (ja) | 伸縮性シートの製造方法 | |
| JP5838027B2 (ja) | 伸縮性シートの製造方法 | |
| JP2012120571A (ja) | 伸縮性シートの製造方法 | |
| JP2006230833A (ja) | 弾性部材の揺動供給装置 | |
| JP5732243B2 (ja) | 伸縮性シートの製造方法 | |
| JP5759702B2 (ja) | 伸縮性シートの製造方法 | |
| JP5775709B2 (ja) | 伸縮性シートの製造方法 | |
| JP2006230834A (ja) | 使い捨ておむつの製造方法 | |
| JP2024081982A (ja) | 伸縮性シートの製造方法及び伸縮性シートの製造装置 | |
| JP2006217974A (ja) | 着用物品製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130418 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131024 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5408557 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |