JP5384522B2 - ヒートシンク、および楔係止システムを用いたヒートシンク形成方法 - Google Patents
ヒートシンク、および楔係止システムを用いたヒートシンク形成方法 Download PDFInfo
- Publication number
- JP5384522B2 JP5384522B2 JP2010540692A JP2010540692A JP5384522B2 JP 5384522 B2 JP5384522 B2 JP 5384522B2 JP 2010540692 A JP2010540692 A JP 2010540692A JP 2010540692 A JP2010540692 A JP 2010540692A JP 5384522 B2 JP5384522 B2 JP 5384522B2
- Authority
- JP
- Japan
- Prior art keywords
- tpg
- hole
- heat sink
- metal
- bushing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/02—Constructions of heat-exchange apparatus characterised by the selection of particular materials of carbon, e.g. graphite
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/084—Heat exchange elements made from metals or metal alloys from aluminium or aluminium alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/085—Heat exchange elements made from metals or metal alloys from copper or copper alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/01—Manufacture or treatment
- H10W40/03—Manufacture or treatment of arrangements for cooling
- H10W40/037—Assembling together parts thereof
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/22—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/60—Securing means for detachable heating or cooling arrangements, e.g. clamps
- H10W40/611—Bolts or screws
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/231—Arrangements for cooling characterised by their places of attachment or cooling paths
- H10W40/242—Arrangements for cooling characterised by their places of attachment or cooling paths comprising thermal conductors between chips and the and the arrangements for cooling, e.g. compliant heat-spreaders
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/60—Securing means for detachable heating or cooling arrangements, e.g. clamps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Cooling Or The Like Of Electrical Apparatus (AREA)
Description
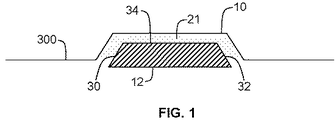
12 第2の側
20 熱インターフェイス材料
30 第1の表面
32 第2の表面
34 中間表面
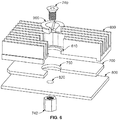
100、700 TPG要素
200、800 ストリップ保持プレート
300、600 金属材料
302 金属フィンアセンブリ
304 フィン
400 熱スペーサ
500 ヒートシンク
610、750、820 孔
740 締結具(テーパねじ)
742 ナット
900 拡張可能なブッシング
Claims (7)
- 第1の孔であって、ブッシングと相補的となるように構成された前記第1の孔を熱分解グラファイト(TPG)要素に形成する工程と、
前記TPG要素上に、金属フィンアセンブリを備えた金属材料を積層する工程と、
前記第1の孔よりも大きい第2の孔を前記金属材料に形成する工程と、
前記ブッシングを、前記金属材料中の前記第2の孔と、前記TPG要素中の前記第1の孔に嵌入させる工程と、
締結具を前記ブッシングに嵌入させる工程と、
前記締結具を締め付け、前記ブッシングを拡張させて、前記第1の孔内で前記ブッシングを前記TPG要素に押し付ける工程と、
を含み、
前記締結具が、前記第2の孔内で前記金属材料から隔てられており、前記締結具が前記金属材料を前記TPG要素に固定する、
ことを特徴とするヒートシンク形成方法。 - 前記金属材料が、アルミニウム、銅、およびそれらの組合せからなる群から選択されることを特徴とする請求項1記載の方法。
- 前記金属材料が、伝導冷却熱フレームを備えることを特徴とする請求項1又は2に記載の方法。
- 前記ブッシングに嵌入する前に、前記TPG要素の表面に、金属ベースのコーティング材料を付着させる工程をさらに含むことを特徴とする請求項1乃至3のいずれかに記載の方法。
- 前記金属材料と前記TPG要素との間に熱インターフェイス材料を付着させる工程をさらに含むことを特徴とする請求項1乃至4のいずれかに記載の方法。
- 前記TPG要素を、ストリップ保持プレートに取り付ける工程を含むことを特徴とする請求項1乃至5のいずれかに記載の方法。
- 前記締結具がテーパねじであり、
第3の孔を前記ストリップ保持プレートに形成する工程と、
前記テーパねじを前記第3の孔に通す工程と、
前記テーパねじをナットで受けて締め付ける工程と、
含むことを特徴とする請求項6に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/966,201 | 2007-12-28 | ||
| US11/966,201 US8347502B2 (en) | 2007-12-28 | 2007-12-28 | Heat sink and method of forming a heatsink using a wedge-lock system |
| PCT/US2008/083645 WO2009085423A2 (en) | 2007-12-28 | 2008-11-14 | A heat sink and method of forming a heatsink using a wedge-lock system |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011508446A JP2011508446A (ja) | 2011-03-10 |
| JP2011508446A5 JP2011508446A5 (ja) | 2012-01-05 |
| JP5384522B2 true JP5384522B2 (ja) | 2014-01-08 |
Family
ID=40328487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010540692A Expired - Fee Related JP5384522B2 (ja) | 2007-12-28 | 2008-11-14 | ヒートシンク、および楔係止システムを用いたヒートシンク形成方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US8347502B2 (ja) |
| EP (1) | EP2227822A2 (ja) |
| JP (1) | JP5384522B2 (ja) |
| KR (1) | KR20100110346A (ja) |
| CN (1) | CN101911270B (ja) |
| WO (1) | WO2009085423A2 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7740380B2 (en) * | 2008-10-29 | 2010-06-22 | Thrailkill John E | Solid state lighting apparatus utilizing axial thermal dissipation |
| US20110162828A1 (en) * | 2010-01-06 | 2011-07-07 | Graham Charles Kirk | Thermal plug for use with a heat sink and method of assembling same |
| US9096784B2 (en) | 2010-07-23 | 2015-08-04 | International Business Machines Corporation | Method and system for allignment of graphite nanofibers for enhanced thermal interface material performance |
| FR2967763B1 (fr) * | 2010-11-19 | 2014-07-04 | Thales Sa | Dispositif de dissipation de chaleur et carte electronique correspondante |
| CN102768998A (zh) * | 2011-05-05 | 2012-11-07 | 优杰精密机械(苏州)有限公司 | 大功率电子器件模组用基板 |
| US9111899B2 (en) | 2012-09-13 | 2015-08-18 | Lenovo | Horizontally and vertically aligned graphite nanofibers thermal interface material for use in chip stacks |
| US9245813B2 (en) | 2013-01-30 | 2016-01-26 | International Business Machines Corporation | Horizontally aligned graphite nanofibers in etched silicon wafer troughs for enhanced thermal performance |
| US9090004B2 (en) | 2013-02-06 | 2015-07-28 | International Business Machines Corporation | Composites comprised of aligned carbon fibers in chain-aligned polymer binder |
| US9082744B2 (en) | 2013-07-08 | 2015-07-14 | International Business Machines Corporation | Method for aligning carbon nanotubes containing magnetic nanoparticles in a thermosetting polymer using a magnetic field |
| NL2012119C2 (en) * | 2014-01-22 | 2015-07-23 | Dutch Space B V | Radiator, as well as space vehicle structure comprising such radiator. |
| US9426931B2 (en) | 2014-02-07 | 2016-08-23 | Lockheed Martin Corporation | Fluid-flow-through cooling of circuit boards |
| US9357670B2 (en) | 2014-02-18 | 2016-05-31 | Lockheed Martin Corporation | Efficient heat transfer from conduction-cooled circuit cards |
| US9953957B2 (en) * | 2015-03-05 | 2018-04-24 | Invensas Corporation | Embedded graphite heat spreader for 3DIC |
| US10101099B2 (en) | 2015-03-12 | 2018-10-16 | Airbus Defence And Space Netherlands B.V. | Radiator, as well as space vehicle structure comprising such radiator |
| US20190016482A1 (en) * | 2015-03-12 | 2019-01-17 | Airbus Defence And Space Netherlands B.V. | Radiator, as well as space vehicle structure comprising such radiator |
| US10741519B2 (en) | 2016-07-11 | 2020-08-11 | Laird Technologies, Inc. | Systems of applying materials to components |
| US11141823B2 (en) * | 2018-04-28 | 2021-10-12 | Laird Technologies, Inc. | Systems and methods of applying materials to components |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE755639A (fr) * | 1969-09-05 | 1971-03-02 | Amp Inc | Connexion pour panneau de circuit imprimer |
| US4507034A (en) | 1982-10-01 | 1985-03-26 | Adjustable Bushing Corporation | Expandable bushing and lock fastener |
| EP0125683A3 (en) | 1983-05-19 | 1985-07-10 | Adjustable Bushing Corporation | An improved radially expandable bushing assembly |
| US5316080A (en) | 1990-03-30 | 1994-05-31 | The United States Of America As Represented By The Administrator Of The National Aeronautics & Space Administration | Heat transfer device |
| JPH0823183A (ja) * | 1994-07-06 | 1996-01-23 | Matsushita Electric Ind Co Ltd | 部材の冷却構造 |
| US5969949A (en) | 1998-03-31 | 1999-10-19 | Sun Microsystems, Inc. | Interfitting heat sink and heat spreader slug |
| US5969950A (en) | 1998-11-04 | 1999-10-19 | Sun Microsystems, Inc. | Enhanced heat sink attachment |
| EP1187199A2 (de) | 2000-08-28 | 2002-03-13 | Alcan Technology & Management AG | Kühlkörper für Halbleiterbauelemente, Verfahren zu seiner Herstellung sowie Formwerkzeug dafür |
| WO2003061001A1 (fr) | 2002-01-16 | 2003-07-24 | Fujitsu Limited | Drain thermique presentant une capacite de refroidissement haute efficacite et dispositif a semi-conducteur comprenant ce drain |
| US20030203181A1 (en) | 2002-04-29 | 2003-10-30 | International Business Machines Corporation | Interstitial material with enhanced thermal conductance for semiconductor device packaging |
| US8584738B2 (en) * | 2002-06-14 | 2013-11-19 | Lockheed Martin Corporation | Apparatus and method for extracting heat from a device |
| US6749010B2 (en) * | 2002-06-28 | 2004-06-15 | Advanced Energy Technology Inc. | Composite heat sink with metal base and graphite fins |
| US7416362B2 (en) | 2002-08-16 | 2008-08-26 | Siemens Power Generation, Inc. | Multidirectionally compliant fastening system |
| JP3948000B2 (ja) | 2003-08-26 | 2007-07-25 | 松下電器産業株式会社 | 高熱伝導性部材及びその製造方法ならびにそれを用いた放熱システム |
| US7220485B2 (en) | 2003-09-19 | 2007-05-22 | Momentive Performance Materials Inc. | Bulk high thermal conductivity feedstock and method of making thereof |
| US6903271B2 (en) * | 2003-09-30 | 2005-06-07 | Intel Corporation | Electronic assembly with thermally separated support |
| DE10353849B4 (de) | 2003-11-18 | 2009-05-07 | Infineon Technologies Ag | Anpresselement zum Anpressen eines zu kühlenden elektrischen Beuteils an ein Kühlelement, System zum Kühlen eines elektrischen Bauteils, und Bauteilanordnung mit einem zu kühlenden elektrischen Bauteil |
| US20070053168A1 (en) * | 2004-01-21 | 2007-03-08 | General Electric Company | Advanced heat sinks and thermal spreaders |
| US20100326645A1 (en) * | 2004-01-21 | 2010-12-30 | Wei Fan | Thermal pyrolytic graphite laminates with vias |
| US7288839B2 (en) | 2004-02-27 | 2007-10-30 | International Business Machines Corporation | Apparatus and methods for cooling semiconductor integrated circuit package structures |
| JP4430451B2 (ja) * | 2004-04-21 | 2010-03-10 | 大成ラミネーター株式会社 | 半導体素子の放熱装置 |
| TWI244370B (en) * | 2004-07-30 | 2005-11-21 | Ind Tech Res Inst | Bonding structure of heat sink fin and heat spreader |
| US7290596B2 (en) * | 2004-10-20 | 2007-11-06 | University Of Maryland | Thermal management of systems having localized regions of elevated heat flux |
| US7654311B2 (en) * | 2004-10-20 | 2010-02-02 | University Of Maryland | Thermal management of systems having localized regions of elevated heat flux |
| KR100904043B1 (ko) * | 2004-11-09 | 2009-06-22 | 시마네켄 | 금속기 탄소섬유 복합재료 및 그 제조방법 |
| US7567438B1 (en) * | 2005-06-14 | 2009-07-28 | Hewlett-Packard Development Company, L.P. | Heat sink with precompressed bias member |
| WO2006134858A1 (ja) * | 2005-06-16 | 2006-12-21 | Matsushita Electric Industrial Co., Ltd. | 放熱用グラファイトシートおよびそれを用いた電子機器 |
| US20070188993A1 (en) | 2006-02-14 | 2007-08-16 | Gallina Mark J | Quasi-radial heatsink with rectangular form factor and uniform fin length |
| US7901509B2 (en) * | 2006-09-19 | 2011-03-08 | Momentive Performance Materials Inc. | Heating apparatus with enhanced thermal uniformity and method for making thereof |
| US8051896B2 (en) * | 2007-07-31 | 2011-11-08 | Adc Telecommunications, Inc. | Apparatus for spreading heat over a finned surface |
| US7539019B2 (en) * | 2007-07-31 | 2009-05-26 | Adc Telecommunications, Inc. | Apparatus for transferring heat from a heat spreader |
| US20090165302A1 (en) * | 2007-12-31 | 2009-07-02 | Slaton David S | Method of forming a heatsink |
| US7898807B2 (en) * | 2009-03-09 | 2011-03-01 | General Electric Company | Methods for making millichannel substrate, and cooling device and apparatus using the substrate |
-
2007
- 2007-12-28 US US11/966,201 patent/US8347502B2/en not_active Expired - Fee Related
-
2008
- 2008-11-14 EP EP08867497A patent/EP2227822A2/en not_active Withdrawn
- 2008-11-14 KR KR1020107016840A patent/KR20100110346A/ko not_active Ceased
- 2008-11-14 CN CN2008801240236A patent/CN101911270B/zh not_active Expired - Fee Related
- 2008-11-14 JP JP2010540692A patent/JP5384522B2/ja not_active Expired - Fee Related
- 2008-11-14 WO PCT/US2008/083645 patent/WO2009085423A2/en not_active Ceased
-
2012
- 2012-12-05 US US13/705,532 patent/US20130092363A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP2227822A2 (en) | 2010-09-15 |
| US20130092363A1 (en) | 2013-04-18 |
| KR20100110346A (ko) | 2010-10-12 |
| WO2009085423A3 (en) | 2009-10-08 |
| JP2011508446A (ja) | 2011-03-10 |
| CN101911270A (zh) | 2010-12-08 |
| US8347502B2 (en) | 2013-01-08 |
| WO2009085423A2 (en) | 2009-07-09 |
| US20090166021A1 (en) | 2009-07-02 |
| CN101911270B (zh) | 2013-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5384522B2 (ja) | ヒートシンク、および楔係止システムを用いたヒートシンク形成方法 | |
| US9222735B2 (en) | Compliant multilayered thermally-conductive interface assemblies | |
| CN103547441B (zh) | 高导热性/低热膨胀系数的复合物 | |
| CN206250180U (zh) | 热界面材料组件和设备 | |
| US20100326645A1 (en) | Thermal pyrolytic graphite laminates with vias | |
| CN101930952B (zh) | 柔顺的多层导热界面组件和包含该组件的存储器模块 | |
| US20100321897A1 (en) | Compliant multilayered thermally-conductive interface assemblies | |
| JP2003188323A (ja) | グラファイトシート及びその製造方法 | |
| US6131651A (en) | Flexible heat transfer device and method | |
| US20070053168A1 (en) | Advanced heat sinks and thermal spreaders | |
| CN101848808A (zh) | 具有薄转移膜或金属化层的热界面材料 | |
| JP6432918B1 (ja) | 回路基板収納筐体 | |
| TW201322844A (zh) | 裝設印刷電路板之方法 | |
| CN101106126A (zh) | 半导体模块和散热板 | |
| WO2016084751A1 (ja) | 放熱構造体、及びその製造方法 | |
| JP2012060127A (ja) | 熱抵抗を低減するための熱界面材料 | |
| TWM540741U (zh) | 多層複合熱傳導結構體 | |
| US20180063995A1 (en) | Heat dissipation foil and methods of heat dissipation | |
| CN204119718U (zh) | 一种散热模组 | |
| CN114144877A (zh) | 高热通量多元件组件的热管理 | |
| CN112888238B (zh) | 散热架构 | |
| TWI391087B (zh) | 擴充卡裝置及其散熱器 | |
| CN222395862U (zh) | 散热组件及电子设备 | |
| JPH04114451A (ja) | 配線基板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111110 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130611 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131002 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |