JP5379311B2 - インビジブル・セッティングによる装飾用部品 - Google Patents
インビジブル・セッティングによる装飾用部品 Download PDFInfo
- Publication number
- JP5379311B2 JP5379311B2 JP2012540352A JP2012540352A JP5379311B2 JP 5379311 B2 JP5379311 B2 JP 5379311B2 JP 2012540352 A JP2012540352 A JP 2012540352A JP 2012540352 A JP2012540352 A JP 2012540352A JP 5379311 B2 JP5379311 B2 JP 5379311B2
- Authority
- JP
- Japan
- Prior art keywords
- stone
- single base
- stones
- decorative part
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




















Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44C—PERSONAL ADORNMENTS, e.g. JEWELLERY; COINS
- A44C17/00—Gems or the like
- A44C17/005—Gems provided with grooves or notches, e.g. for setting
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44C—PERSONAL ADORNMENTS, e.g. JEWELLERY; COINS
- A44C17/00—Gems or the like
- A44C17/02—Settings for holding gems or the like, e.g. for ornaments or decorations
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44C—PERSONAL ADORNMENTS, e.g. JEWELLERY; COINS
- A44C17/00—Gems or the like
- A44C17/04—Setting gems in jewellery; Setting-tools
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/627—Electroplating characterised by the visual appearance of the layers, e.g. colour, brightness or mat appearance
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/005—Jewels; Clockworks; Coins
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12389—All metal or with adjacent metals having variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
Description
‐ 固定装置は、ストーンを、そのパビリオンまたはクラウンによって、相互に固定されている。
‐ 単一のベースは、上記ストーンのパビリオンまたはクラウンを覆っているか、あるいはそのすべては覆っていない。
‐ 固定装置は、ストーンのうち少なくとも1つの、そのパビリオンまたはクラウンに形成された少なくとも1つの溝を含み、これにより、その形状が各ストーンに少なくとも部分的に一致する単一のベースが、上記ストーンの各々のための少なくとも1つの固定用のフックを形成している。
‐ 上記少なくとも1つの溝は、ストーンの2つの面に2つのスロットを形成している。
‐ 単一ベースは、ストーンに堆積された少なくとも1つの導電層を有している。
‐ 単一ベースは、上記少なくとも1つの導電層の上に電着された第2の層を有し、これにより装飾用部品の堅牢性を向上させている。
‐ 上記少なくとも1つの導電層は、反射層として用いられる。
‐ 単一のベースは、純銀を含み、さらに、この銀を覆うことにより酸化による変色を防ぐ保護層を有している。
a) 複数のストーンを準備する。
b) 各ストーンを治具に固定し、このとき、ストーンのパヴェ・セッティングを形成するように、ストーンのガードルは相互にエッジとエッジとを突き合わせて取り付ける。 c) 上記ストーンの少なくとも一部分に第1の導電層を堆積させる。
d) 第1の導電層の上に第2の層を電着させることにより、単一のベースを形成する。
e) 上記ストーンの各々を治具から切り離すことにより、形成された装飾用部品を取り外す。
‐ 当該方法は、ステップa)とステップb)の間に、さらに、上記ストーンのパビリオンに少なくとも1つの溝を刻むステップf)を含み、これにより、ステップd)で電着される単一のベースは、上記少なくとも1つの溝の各々を埋めることで固定用のフックを形成し、ステップc)では、第1の層は、ストーンのパビリオンの少なくとも一部分の上に堆積される。
‐ 当該方法は、ステップa)とステップb)の間に、上記ストーンのクラウンに少なくとも1つの溝を刻むステップf)を含み、これにより、ステップd)で電着される単一のベースは、上記少なくとも1つの溝の各々を埋めることで固定用のフックを形成し、ステップc)では、第1の層は、ストーンのクラウンの少なくとも一部分の上に堆積される。
‐ 治具は、ストーンを受け取るためのキャビティを有する。
‐ 当該方法は、ステップc)とステップd)の間に、上記パヴェ・セッティングの周りにフレームを形成するステップg)を含み、これにより、ストーンの上記ガードルの上方でステップd)の電着する範囲を定める。
‐ ステップc)は、銀粉を含む液体を噴霧することにより実現される。
Claims (20)
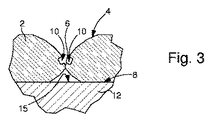
- 複数のストーン(2)と、これらのストーン(2)を相互に固定する装置(7,7’,47,47’)と、を含む装飾用部品(1,3,5)であって、
前記固定装置(7,7’,47,47’)は、その形状が前記ストーンの一部分と一致する電着で形成した単一のベース(9,9’,49,49’)を有し、これにより、すべての前記ストーン(2)が圧力を受けることなく相互に固定されており、
前記単一のベース(9,9’,49,49’)は、前記ストーン(2)に堆積された少なくとも1つの導電層(11,11’,51,51’)を有し、
前記ストーン(2)のガードル(6)は、前記単一のベースが隠れるように、相互にエッジとエッジとを突き合わせて取り付けられていることを特徴とする装飾用部品。 - 前記固定装置(7,7’)は、前記ストーンを1つずつ、そのパビリオン(4)によって相互に固定されていることを特徴とする請求項1に記載の装飾用部品(1,3,5)。
- 前記単一のベース(9)は、前記ストーンのパビリオン(4)のすべてを覆っていることを特徴とする請求項2に記載の装飾用部品(1,3,5)。
- 前記単一のベース(9’)は、前記ストーンのパビリオン(4)の一部分を覆わずに残していることを特徴とする請求項2に記載の装飾用部品(1,3,5)。
- 前記固定装置(47,47’)は、前記ストーンを、そのクラウン(18)によって相互に固定されていることを特徴とする請求項1に記載の装飾用部品(1,3,5)。
- 前記単一のベース(49)は、前記ストーンのテーブル(8)のすべてを覆っていることを特徴とする請求項5に記載の装飾用部品(1,3,5)。
- 前記単一のベース(49’)は、前記ストーンのテーブル(8)の一部分を覆わずに残していることを特徴とする請求項5に記載の装飾用部品(1,3,5)。
- 前記固定装置(7,7’,47,47’)は、前記ストーン(2)のうち少なくとも1つに形成された少なくとも1つの溝(10,50)を含み、これにより、少なくとも部分的に一致する形状の前記単一のベース(9,9’,49,49’)が、前記ストーン(2)の前記少なくとも1つの各々のための少なくとも1つのフックを形成していることを特徴とする請求項1ないし7のいずれかに記載の装飾用部品(1,3,5)。
- 前記少なくとも1つの溝(10,50)は、各ストーン(2)の2つの面に2つのスロットを形成していることを特徴とする請求項8に記載の装飾用部品(1,3,5)。
- 前記単一のベース(9,9’,49,49’)は、前記少なくとも1つの導電層の上に電着された第2の層(13,13’,53,53’)を有し、これにより当該装飾用部品(1,3,5)の堅牢性を向上させていることを特徴とする請求項1ないし9のいずれかに記載の装飾用部品(1,3,5)。
- 前記少なくとも1つの導電層(11,11’,51,51’)は、反射層として用いられることを特徴とする請求項1ないし10のいずれかに記載の装飾用部品(1,3,5)。
- 前記単一のベース(9,9’,49,49’)は、純銀を含み、さらに前記銀を覆うことにより酸化による変色を防ぐ保護層を有していることを特徴とする請求項1ないし11のいずれかに記載の装飾用部品(1,3,5)。
- 請求項1ないし12のいずれかに記載の装飾用部品(1,3,5)を少なくとも1つ含むことを特徴とする時計。
- 請求項1ないし12のいずれかに記載の装飾用部品(1,3,5)を少なくとも1つ含むことを特徴とする宝飾品。
- 装飾用部品(1,3,5)を製造する方法(21)であって、
a)複数のストーン(2)を準備する(23)ステップと、
b)各ストーン(2)を治具(12,52)に対して固定する(25)ステップであって、これにより、前記ストーン(2)のガードル(6)は、ストーン(2)のパヴェ・セッティングを形成するように、相互にエッジとエッジとを突き合わせて取り付けるステップと、
c)前記ストーン(2)の少なくとも一部分に第1の導電層(11,11’,51,51’)を堆積させる(27)ステップと、
d)前記第1の導電層の上に第2の層(13,13’,53,53’)を電着させる(29)ことにより、単一のベース(9,9’,49,49’)を形成するステップと、
e)前記ストーンの各々を前記治具(12,52)から切り離すことにより、形成された装飾用部品(1,3,5)を取り外す(31)ステップと、を含むことを特徴とする製造方法。 - ステップa)とステップb)の間に、前記ストーンのパビリオン(4)に少なくとも1つの溝(10)を刻む(24)ステップf)を含み、これにより、ステップd)で電着される前記単一のベース(9,9’)は、前記少なくとも1つの溝(10)の各々を埋めることで固定用のフックを形成し、
ステップc)では、前記第1の層(11,11’)は、前記ストーン(2)のパビリオン(4)の少なくとも一部分の上に堆積させることを特徴とする請求項15に記載の製造方法(21)。 - ステップa)とステップb)の間に、前記ストーンのクラウン(18)に少なくとも1つの溝(50)を刻む(24)ステップf)を含み、これにより、ステップd)で電着される単一のベース(49,49’)は、前記少なくとも1つの溝(50)の各々を埋めることで固定用のフックを形成し、
ステップc)では、前記第1の層(51,51’)は、前記ストーン(2)のクラウン(18)の少なくとも一部分の上に堆積されることを特徴とする請求項15に記載の製造方法(21)。 - 前記治具(12,52)は、前記ストーン(2)を受け取るためのキャビティ(60)を有することを特徴とする請求項15ないし17のいずれかに記載の製造方法(21)。
- ステップc)とステップd)の間に、前記パヴェ・セッティングの周りにフレーム(16,56)を形成する(28)ステップg)を含み、これにより、前記ストーン(2)の前記ガードルの上方でステップd)の電着の範囲を定めることを特徴とする請求項15ないし18のいずれかに記載の製造方法(21)。
- 前記ステップc)は、銀粉を含む液体を噴霧することにより実現させることを特徴とする請求項15ないし19のいずれかに記載の製造方法(21)。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09176994.3 | 2009-11-25 | ||
| EP09176994A EP2327323A1 (fr) | 2009-11-25 | 2009-11-25 | Pièce de décoration serti invisible |
| CH01045/10 | 2010-06-25 | ||
| CH10452010A CH703382B1 (fr) | 2010-06-25 | 2010-06-25 | Pièce de décoration à serti invisible. |
| PCT/EP2010/067135 WO2011064092A1 (fr) | 2009-11-25 | 2010-11-09 | Pièce de décoration serti invisible |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013511365A JP2013511365A (ja) | 2013-04-04 |
| JP5379311B2 true JP5379311B2 (ja) | 2013-12-25 |
Family
ID=43384537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012540352A Active JP5379311B2 (ja) | 2009-11-25 | 2010-11-09 | インビジブル・セッティングによる装飾用部品 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US9345294B2 (ja) |
| EP (1) | EP2503914B1 (ja) |
| JP (1) | JP5379311B2 (ja) |
| CN (1) | CN102665478B (ja) |
| ES (1) | ES2480280T3 (ja) |
| HK (1) | HK1175673A1 (ja) |
| PT (1) | PT2503914E (ja) |
| RU (1) | RU2546501C2 (ja) |
| WO (1) | WO2011064092A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9402450B2 (en) | 2012-05-02 | 2016-08-02 | Grand Rainbow International Limited | Invisible setting and methods and tools for effecting same |
| US9801434B2 (en) | 2012-05-02 | 2017-10-31 | Grand Rainbow International Limited | Invisible setting and methods and tools for effecting same |
| US10772396B2 (en) * | 2012-12-21 | 2020-09-15 | Omega S.A. | Decorative piece produced by setting on amorphous metal |
| US10588386B2 (en) * | 2012-12-21 | 2020-03-17 | Omega S.A. | Decorative piece with invisible setting |
| CH707581B1 (fr) * | 2013-02-08 | 2020-01-15 | Les Ateliers Horlogers Dior Sa | Pièce pour l'horlogerie et procédé de fabrication d'une telle pièce. |
| WO2015056146A1 (en) * | 2013-10-15 | 2015-04-23 | Grand Rainbow International Limited | Invisible setting and methods for effecting same |
| UA105928U (uk) * | 2015-10-05 | 2016-04-11 | Ігор Юрійович Лобортас | Спосіб закріпки каміння |
| ITUA20164112A1 (it) * | 2016-06-06 | 2017-12-06 | Ferdiam S R L | Procedimento per la realizzazione di decorazioni mediante l'utilizzo di pietre preziose |
| CN106086970A (zh) * | 2016-06-17 | 2016-11-09 | 钟福龙 | 一种自然玉晶石类宝石类的加工方法 |
| EP3479720B1 (fr) * | 2017-11-07 | 2020-03-25 | The Swatch Group Research and Development Ltd | Procede de sertissage d'une pierre |
| EP3479721B1 (fr) * | 2017-11-07 | 2020-05-13 | The Swatch Group Research and Development Ltd | Procede de sertissage d'une pierre |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1392604A (en) | 1919-08-22 | 1921-10-04 | Charles G Smith | Jewelry |
| DE760251C (de) * | 1939-02-26 | 1951-07-26 | Swarovski Glasfabrik D | Verfahren zum Massenherstellen von Gegenstaenden aus formbaren Werkstoffen |
| GB798080A (en) * | 1954-09-29 | 1958-07-16 | Simili Fabrik Feiner Schleifpr | Imitation gems consisting of glass, transparent plastics or the like |
| US3931719A (en) * | 1972-05-03 | 1976-01-13 | D. Swarovski & Co., Glasschleiferei | Jewelry Component having mounted stones connected by deformable webs |
| AT332763B (de) * | 1972-12-15 | 1976-10-11 | Swarovski & Co | Reflexfolie |
| GB1480686A (en) * | 1974-11-04 | 1977-07-20 | Swarovski & Co | Component fitted with ornamental stones and process and apparatus for the production thereof |
| US4247372A (en) * | 1978-08-29 | 1981-01-27 | Learonal, Inc. | Silver plating |
| DE2855426C2 (de) * | 1978-12-21 | 1983-09-22 | D. Swarovski & Co., 6112 Wattens, Tirol | Verfahren zum Beschichten von Schmucksteinen mit einer Schmelzklebstoffschicht |
| JPS5917305A (ja) * | 1982-07-20 | 1984-01-28 | 株式会社大久保リング | 宝石の石留め方法 |
| CH649697A5 (en) | 1982-12-07 | 1985-06-14 | Stettler Hans Ag | Jewellery article |
| GB2136672B (en) | 1983-03-24 | 1986-04-09 | Tak Lam Philip Yung | Gemstone setting |
| US4543803A (en) * | 1983-11-30 | 1985-10-01 | Mark Keyasko | Lightweight, rigid, metal product and process for producing same |
| FR2578400B1 (fr) * | 1985-03-07 | 1987-07-03 | Richards Camille | Procede de sertissage de pierres de joaillerie |
| DE3820250A1 (de) * | 1988-06-14 | 1989-12-21 | Swarovski & Co | Schmucksteinverbund und verfahren zu dessen herstellung |
| IL92063A (en) * | 1989-10-20 | 1993-06-10 | Boaz Ramot | Invisible gemstone setting |
| CH680328B5 (ja) | 1990-12-04 | 1993-02-15 | Ebauchesfabrik Eta Ag | |
| DE4104337A1 (de) * | 1991-02-13 | 1992-10-15 | Swarovski & Co | Dekorelement mit mehreren schmucksteinen und verfahren zu dessen herstellung |
| CH682966B5 (fr) | 1992-02-10 | 1994-06-30 | Gerald Genta | Aiguille pour pièce d'horlogerie. |
| US5423196A (en) * | 1994-04-14 | 1995-06-13 | Pollack; Johan | Method of mounting gems flush to one another in an article of jewelry, and articles of jewelry produced by such method |
| US5520017A (en) * | 1995-01-25 | 1996-05-28 | Oren Vivat | Jewelry items with invisible gemstone settings and methods of assembly therefore |
| US5669240A (en) | 1995-08-07 | 1997-09-23 | Lima; Alejandro E. | Ring with rollers |
| FR2754152B1 (fr) * | 1996-10-09 | 1998-12-24 | Pgcm Conception | Procede d'enchassement de pierres dans la surface d'un bijou realise par electroformage et bijou ainsi obtenu |
| US5758945A (en) | 1996-12-10 | 1998-06-02 | Lima; Alejandro E. | Device for enhancing the brilliancy of jewelry |
| FR2757353B1 (fr) | 1997-03-18 | 1999-02-26 | Chopard Holding | Article comportant au moins un element decoratif mobile |
| CH688982A5 (fr) | 1997-01-03 | 1998-06-30 | Technowatch Sa | Montre à aiguilles lumineuses. |
| US6000240A (en) * | 1997-06-17 | 1999-12-14 | Noda; Satoshi | Jewels for live or artificial tooth or teeth |
| US6112552A (en) * | 1999-01-12 | 2000-09-05 | Michael Anthony Jewelers, Inc. | Gemstone setting and method of using |
| WO2000057743A2 (en) * | 1999-03-26 | 2000-10-05 | Laser Optronic Technologies (Proprietary) Limited | Setting of gemstones |
| US6003335A (en) * | 1999-05-26 | 1999-12-21 | Orion Diamond Inc. | Multi-stone center setting for diamonds and gemstones |
| US6293129B1 (en) * | 2000-02-09 | 2001-09-25 | Orion Diamond Inc. | Multi-stone center setting for diamonds and gemstones |
| JP3079699U (ja) * | 2001-02-19 | 2001-08-31 | 株式会社ジュネ | 指 輪 |
| WO2002067716A1 (en) * | 2001-02-22 | 2002-09-06 | Jewelry Security, Llc | Jewellery setting |
| US6997014B2 (en) * | 2002-11-04 | 2006-02-14 | Azotic Coating Technology, Inc. | Coatings for gemstones and other decorative objects |
| AT6715U1 (de) * | 2003-03-05 | 2004-03-25 | Swarovski & Co | Schmucksteinformation |
| DE20311000U1 (de) | 2003-07-17 | 2004-02-12 | Seidenbusch, Richard | Mehrfarbig-farbphasig starklumineszierende Schmucksteinfassungen |
| US7120093B2 (en) | 2004-02-20 | 2006-10-10 | Daniel Lazaretnik | Oval shaped timepieces and stem arrangement for watches |
| DE202004014894U1 (de) | 2004-09-24 | 2005-01-20 | Seidenbusch, Richard | Rinnenbodenfassung |
| EP1689261B1 (fr) * | 2004-10-06 | 2007-02-14 | Ravène S.A. | Sertissage invisible de pierres précieuses |
| WO2006129303A2 (en) * | 2005-06-01 | 2006-12-07 | Camellia Diamonds Ltd. | Encrusted diamond |
| US20080066310A1 (en) * | 2006-09-05 | 2008-03-20 | Siu Chung Pang | Setting stones in the surface of electroformed piece |
| US8215126B2 (en) * | 2007-03-01 | 2012-07-10 | Rany Mattar | Setting for gemstones, particularly diamonds |
| KR100897509B1 (ko) * | 2007-04-24 | 2009-05-15 | 박태흠 | 음각부, 양각부와 관통부를 갖는 금속박판체를 제조하기위한 미세금속몰드, 그 제조방법 및 위의 미세금속몰드로제조된 금속박판체 |
| CN201188935Y (zh) * | 2008-05-06 | 2009-02-04 | 珍藏世家珠宝有限公司 | 组合镶嵌的珠宝 |
| RU79759U1 (ru) * | 2008-09-04 | 2009-01-20 | Общество с ограниченной ответственностью "Рекламафия" | Ювелирное изделие |
-
2010
- 2010-11-09 CN CN201080052948.1A patent/CN102665478B/zh active Active
- 2010-11-09 ES ES10776674.3T patent/ES2480280T3/es active Active
- 2010-11-09 EP EP10776674.3A patent/EP2503914B1/fr active Active
- 2010-11-09 RU RU2012126149/12A patent/RU2546501C2/ru active
- 2010-11-09 PT PT107766743T patent/PT2503914E/pt unknown
- 2010-11-09 US US13/503,757 patent/US9345294B2/en active Active
- 2010-11-09 WO PCT/EP2010/067135 patent/WO2011064092A1/fr active Application Filing
- 2010-11-09 JP JP2012540352A patent/JP5379311B2/ja active Active
-
2013
- 2013-03-11 HK HK13102988.5A patent/HK1175673A1/xx unknown
-
2015
- 2015-10-01 US US14/872,372 patent/US9596910B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| ES2480280T3 (es) | 2014-07-25 |
| PT2503914E (pt) | 2014-07-24 |
| US20160073746A1 (en) | 2016-03-17 |
| EP2503914A1 (fr) | 2012-10-03 |
| JP2013511365A (ja) | 2013-04-04 |
| HK1175673A1 (en) | 2013-07-12 |
| CN102665478A (zh) | 2012-09-12 |
| EP2503914B1 (fr) | 2014-04-16 |
| RU2546501C2 (ru) | 2015-04-10 |
| CN102665478B (zh) | 2014-10-15 |
| WO2011064092A1 (fr) | 2011-06-03 |
| RU2012126149A (ru) | 2013-12-27 |
| US20120225314A1 (en) | 2012-09-06 |
| US9345294B2 (en) | 2016-05-24 |
| US9596910B2 (en) | 2017-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5379311B2 (ja) | インビジブル・セッティングによる装飾用部品 | |
| JP6257651B2 (ja) | 時計部品、及びこのような時計部品を製造するための方法 | |
| KR101236564B1 (ko) | 지지 요소 내에 보석을 세팅하는 방법 | |
| KR102028241B1 (ko) | 인비져블 세팅에 의한 장식편 | |
| JP2000106922A (ja) | 宝石嵌込み方法及び宝石細工品 | |
| JP2021051095A (ja) | 少なくとも2つの要素の組立て方法 | |
| CN109744667B (zh) | 用于镶嵌石材的方法 | |
| US20100242540A1 (en) | Gemstone having a mirror-coated front | |
| EP2327323A1 (fr) | Pièce de décoration serti invisible | |
| EP1852028B1 (fr) | Procédé et dispositif pour la préparation du sertissage de pierres | |
| JP2001509065A (ja) | 装身石 | |
| CN211632034U (zh) | 一种水钻或水晶珠或水晶吊坠金属反光镂空镶嵌结构饰品 | |
| JP2022032946A (ja) | 石によって装飾された黒色のコンポーネントとその製造方法 | |
| US20200292999A1 (en) | Composite component for horology or jewellery with a ceramic structure and inserts | |
| CH703382B1 (fr) | Pièce de décoration à serti invisible. | |
| US20150122404A1 (en) | Method of Decorating Glassware with Jewelry | |
| CH716645B1 (fr) | Procédé de fabrication d'un composant d'habillement pour pièce d'horlogerie ou de joaillerie et composant d'habillement en matériau d'origine naturelle revêtu. | |
| JP2008061726A (ja) | 装飾品を構成する単位の加工方法 | |
| CH702310B1 (fr) | Pièce de décoration serti invisible. | |
| WO2007029935A1 (en) | Setted different kind jewel and setting method of the different kind jewel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130822 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5379311 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |