JP5367518B2 - 医療用内視鏡、医療用内視鏡の製造方法、医療用内視鏡と医療用内視鏡の処置具との組立体、及び医療用内視鏡と医療用内視鏡画像処理システム - Google Patents
医療用内視鏡、医療用内視鏡の製造方法、医療用内視鏡と医療用内視鏡の処置具との組立体、及び医療用内視鏡と医療用内視鏡画像処理システム Download PDFInfo
- Publication number
- JP5367518B2 JP5367518B2 JP2009215617A JP2009215617A JP5367518B2 JP 5367518 B2 JP5367518 B2 JP 5367518B2 JP 2009215617 A JP2009215617 A JP 2009215617A JP 2009215617 A JP2009215617 A JP 2009215617A JP 5367518 B2 JP5367518 B2 JP 5367518B2
- Authority
- JP
- Japan
- Prior art keywords
- bending
- rope
- bending operation
- medical endoscope
- operation rope
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Instruments For Viewing The Inside Of Hollow Bodies (AREA)
- Endoscopes (AREA)
Description
しかし、短時間であってもレーザー光による細線の操作ワイヤと節輪との「溶接」であって細線のワイヤは溶け、溶接前の操作ワイヤの機械的強度を維持することはできない。
しかし、一般的に、例えばステンレス鋼のろう付けには融点が895℃から1030℃の金ろう(JISZ3266)等が用いられ、かかる場合に湾曲操作ワイヤを撚合構成する金属素線は溶けて溶接され、又かかる特許文献にはろう材の開示はなく、そして、ろう材の溶融温度と湾曲操作ワイヤとの機械的強度特性については何ら開示はなく、さらに上記いずれの特許文献も「ろう付けを単なる固着手段」として用いる考え方である。
この発明の目的は、湾曲操作ロープの金属素線にオーステナイト系ステンレス鋼線を用いて強加工の伸線加工を行い、この強加工した金属素線への熱影響による引張破断強度特性向上効果を利用して、前記接合部材を単に固着手段として用いるのみではなく、湾曲操作ロープの引張破断力を向上させながら、かつ接合強度を向上させる新たな接合の技術思想を開示することにより、術者が安全に操作できる医療用内視鏡を提供することにある。
この構成により、接合部材の溶融熱を利用して接合部での湾曲操作ロープの引張破断力を向上させて高度の機械的強度特性を得て、かつ湾曲操作ロープと湾曲駒との接合強度を向上させ、術者が安全に操作できる医療用内視鏡の提供ができる。
この構成により、接合部での接合部材との濡れ性を向上させて、湾曲操作ロープの引張破断力を向上させながら、かつ接合部の接合強度をより向上させることができる。
この構成により、引張破断力を向上させた湾曲操作ロープを用いて接合部の接合強度をさらに向上させることができる。
この構成により、接合部材の溶融熱を利用して湾曲操作ロープの引張破断力を向上させ、かつ接合部の接合強度を向上させることができる。
この構成により、接合部での接合部材との濡れ性を向上させ、強加工伸線の金属素線を撚合構成して引張破断力を向上させた湾曲操作ロープを用いて接合部材による溶融熱を利用して、より高い引張破断強度特性をもつ湾曲操作ロープから成る医療用内視鏡の製造ができる。
この構成により、接合部での接合部材との濡れ性を接合面で均一にさせ、湾曲操作ロープの引張破断力をより向上させながら、接合部材による接合強度をより一層向上させることができる。
この構成により、湾曲操作ロープの引張破断強度不足に起因する医療用内視鏡の操作不能状態での術者の手技の中断を防ぎ、高度の操作性を維持しながら円滑、かつ迅速な手技対応ができる治療用具の組立体の提供ができる。
この構成により、高度の操作性を維持する医療用内視鏡を用いて術者が患部の状態を正確かつ迅速に把握認識し、的確な治療行為ができる医療用内視鏡を用いた医療用内視鏡画像処理システムを提供することができる。
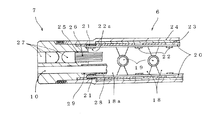
そして挿入部4は、手元部から可とう管部5と、湾曲部6と、先端構成部7を直列に連結した構造となっている。
そして、湾曲操作ロープ20の手元部は、図1に示した操作部2の湾曲操作ノブ3まで挿入部4、及び操作部2内を貫挿して湾曲操作ノブ3と連動させ、この湾曲操作ノブ3を回動操作することにより湾曲操作ロープ20を押し引き等、牽引操作させて湾曲部6を、図2において上下方向へ湾曲操作が可能な構造となっている。尚、前記図2の上下一対のロープ受け22と図2の手前・奥方向で直交する方向にもう一対のロープ受けを配設(図示せず)すると、図2の上下方向と手前奥の四方向に湾曲操作が可能な構造となる。かかる構造を用いてもよい。
そして又、湾曲駒18の外周には線材を編組したブレード23と、その外周には合成樹脂から成る外層チューブ24を被覆した構成から成っている。
このときの減面率は92.0%となる。又、側材200Bについても概ね前記芯材200Aと同様である。

そして本発明の湾曲操作ロープに用いる金属素線の芯材、及び側材は、固溶化処理したオーステナイト系ステンレス鋼線を用いて総減面率が80%から99.5%の伸線加工を行ったことを特徴とする。尚、総減面率が95%以上の強加工伸線においては後述する再溶解材を用いることが望ましい。又、総減面率が80%以上としたのは、80%を境にして引張破断強度が増大する変曲ポイントとなるからである。(図6、ばね第3版丸善株式会社63頁、図2.82参照)
そして、総減面率90%を境にして、さらに急激に引張破断強度が増大する変曲ポイントを見出した。
この理由は、総減面率80%以上という強加工による伸線加工により加工度の増大に伴い繊維状組織が現れ、そしてさらに総減面率90%以上においては、この繊維状組織が著しく発達したことによると考えられる。
そして総減面率が99.5%以下としたのは、これを超える伸線加工の強い加工度では、後述する再溶解材を用いても組織内に空隙が生じはじめて脆化し、又伸びの不足により、特に撚合構成時に側材の金属素線の断線が発生し易くなり、これが伸線加工、撚線加工の限界と考えるからである。
従って、後述する接合部材21の共晶合金を用いて溶融熱により湾曲操作ロープに用いて金属素線の引張破断強度を向上させながら接合させる為には、総減面率が80%から99.5%以下が好ましく、より好ましくは、総減面率が90%から99.5%であり、より高い引張破断強度を得て安定して撚合構成する為には、総減面率が90%から99%である。
そして接合部材21は、溶融温度が180℃から495℃の共晶合金、又は湾曲操作ロープ20の金属素線が後述するMoを含むオーステナイト系ステンレス鋼線のときには180℃から525℃の共晶合金を用いる。ここでいう共晶合金とは、合金の成分比を変更することにより得られる最低融点(溶融温度)を有する特殊な合金のことをいい、具体的には、金又は銀を含む合金材で金錫系合金材として金80重量%、残部が錫で溶融温度が280℃、又銀錫系合金として銀3.5重量%、残部が錫で溶融温度が221℃、そして、金88重量%、残部がゲルマニウムで溶融温度が356℃、又銀と錫とインジウムから成り、溶融温度が450℃から472℃の共晶合金であり、その代表例を表4に示す。
湾曲操作ロープ20と先端湾曲駒18aの先端ロープ受け22aとを前記接合部材21である共晶合金を用いて接合すると、接合時の溶融熱によって湾曲操作ロープ20の芯材、及び側材のような細線を撚合構成したロープであっても引張強度特性等を低下させることなく、むしろこの引張破断強度特性等を向上させて強固接合させることができる。
これによるとSUS304材は180℃の熱影響により引張破断強度が上昇し始め、概ね450℃近傍で最高の引張破断強度特性を示し、495℃まで引張破断強度特性向上効果が顕著にみられ、そして520℃を超えると常温(20℃)よりも急激に引張破断強度が低下する。又、Moを含むSUS316材は、低温側でSUS304材と同様な傾向を示すが高温側では概ね480℃近傍で最高の引張破断強度特性を示し、525℃まで引張破断強度特性向上効果が顕著にみられ、そして540℃を超えると常温(20℃)よりも急激に引張破断強度が低下する。
この引張破断強度特性が急激に低下する理由は、前述のように、この固溶化処理したオーステナイト系ステンレス鋼線は、前記520℃、540℃を超える温度から800℃に加熱されると、カーボンの析出、クロムの移動の為のエネルギーを必要とし、鋭敏化現象を生じて、特にカーボンが0.08%以下の通常のSUS304のオーステナイト系ステンレス鋼線では、700℃4分から5分程度で、この鋭敏化現象が現れ、引張破断強度が極端に低下するからである。
従って、接合部材21の溶融温度は、前記望ましい低温熱処理温度範囲と一致させる。 このように本発明は、強加工伸線して総減面率の高いオーステナイト系ステンレス鋼線の温度による引張破断強度特性に着目して、並びに、湾曲操作ロープ20に用いる金属素線は細線・極細線で熱容量小で熱影響を受け易いことに着目して、湾曲操作ロープの金属素線の撚合状態での引張破断強度を、接合部材21の溶融熱を利用して大幅に向上させながら、かつ接合することのできる、新たな技術思想を提供するものである。
この理由は、ステンレス鋼線の伸線時の断線原因は、表面疵もさることながら酸化物系介在物であることが最も多く、細線・極細線化するほどこの傾向が著しい。
そしてその化学成分は、介在物生成元素であるAl、Ti、Ca、Oの成分は低く、又硫化物の作用で伸線低下を引き起こすSも低く抑える。具体的なオーステナイト系ステンレス鋼線の化学成分は、重量%で、C:0.08%以下、Si:0.10%以下、Mn:2%以下、P:0.045%以下、S:0.010%以下、Ni:8%〜12%、Cr:16%〜20%、Mo:3%以下、Al:0.0020%以下、Ti:0.10%以下、Ca:0.005%以下、O:0.0020%以下、で残部がFeと不可避的不純物から成る。
そして再溶解材の製造方法としては、ステンレス鋼の溶製後のインゴットにフラックスを用いたエレクトロスラグ再溶解の製造方法等である。
そして前述のように、接合部材21の共晶合金を用いて溶融熱により湾曲操作ロープの引張破断力を向上させながら接合させる為には、湾曲操作ロープに用いる金属素線の総減面率は80%から99.5%が望ましく、好ましくは90%から99.5%以下で、高い引張破断力を有する湾曲操作ロープを安定して得る為には、90%以上99%以下が望ましい。この理由は、99.5%以上の総減面率を有する金属素線は伸びが不足して撚合時に、側線に用いる金属素線の断線が発生し易いからである。
そして、芯材と側材の金属素線の素線直径は、いずれも0.008mmから0.200mmとし、芯材と側材とは同一素線直径の金属素線を撚合構成して用いてもよい。尚、実施例4〜6、及び撚り構成1×7の他の実施例の芯材と側材の素線直径(線径)、及び線径比(芯材/側材)を整理すると、表6となる。
そして、前記各実施例で示すように、芯材の線径は側材の線径よりも1.07倍から2.12倍の太径線を用いている。芯材も側材も同一線径を用いてもよいが、芯材に太径線を用いる理由は、湾曲操作ロープ20に引張力を加えたとき、芯材1本に加わる引張力の負荷は、数本から成る側材よりもその構造差(側材はスパイラル状で伸び易い構造に対して、芯材はストレート状で直接引張力の負荷が加わり易い構造)から増大する。この為、芯材に太径線を用いて横断面積を増大させて芯材へ加わる引張応力を軽減させて、その結果芯材の側材よりも早い破断を防いで、ロープとしての引張破断力を向上させる為である。
そして芯材と側材とが同一線径の線径比1.0を下回れば、芯材へ加わる引張力の負荷は増大して芯材の早期破断によるロープの引張破断力を低下させる。又、前記上限値(線径比2.12)を上回れば、芯材の剛性が増大して、耐繰り返し曲げ疲労特性が劣ってくる。尚補足すれば、前記実施例1 〜3 の線径比は、1.18である。
従って、線径比(芯材/側材)は、1.0倍から2.12倍が好ましく、より好ましくは1.07倍から2.12倍で、さらに好ましくは、1.18倍から2.12倍である。
そして前記工法を用いることにより、湾曲操作ロープの直線性を向上させることができ、術者の医療用内視鏡の操作性をより向上させることがでる。この理由は、撚合加工後、又は矯正加工後の前記短時間熱処理により、湾曲操作ロープに局部的に発生した集中応力を平均化させることによる、と考えることができる。
これにより共晶合金の溶融熱を利用して引張破断強度を向上させながら接合することが可能となる。尚、接合部材21の溶融温度が180℃から495℃、又は180℃から525℃としたのは、この範囲であれば溶融熱を利用して湾曲操作ロープの引張破断強度を向上させて、湾曲駒18と湾曲操作ロープ20との強固接合が可能となるからである。
尚、補足すれば、溶融温度が605℃から800℃の銀ろう、溶融温度が895℃から1030℃金ろうを用いた場合には、前述したように芯材、又は側材の鋭敏化現象による脆化、又は、なまし状態となって大幅に引張破断強度が低下し、引張破断強度及び曲げ応力の低下に伴い、湾曲操作ロープ20の先端部20aが先端ロープ受け22aからの脱落の危険が増大し、湾曲操作ノブ3の操作不能を生じ、医療用内視鏡が操作不能に陥る恐れがある。
そして、溶融温度が約880℃の金74.5重量%から75.5重量%、銀12重量%から13重量%、その他亜鉛、鉄、鉛等0.15重量%以下の金ろうを用いた場合、又溶融温度が780℃の銀72重量%、銅28重量%の銀ろうを用いた場合にも、前記同様の問題が発生し易い。
そして、湾曲操作ロープ20の先端部20aを、接合部材21の共晶合金を溶融する前に研磨する理由は、特に強加工における伸線加工(総減面率90%以上)した金属素線を用いて撚合構成した湾曲操作ロープは、その接合部材21との濡れ性が極端に悪くなり、これを防ぐ為に電解研磨等を用いて酸化皮膜を除去して濡れ性を向上させ、接合部材21による接合性を向上させる為である。又、予め全長にわたって電解研磨等を施した湾曲操作ロープ20を用いてもよい。尚、補足すれば、前記湾曲操作ロープの接合部材21との濡れ性が極端に悪くなる理由は、強加工伸線加工の加工度の増大に伴って現われる金属素線表層部の繊維状組織に発達、及び酸化被膜の形成によるものと考えることができる。
そして湾曲操作ロープ20の先端部20aの部分に予め含浸・固着させる接合部材211は、接合部材21と同一又は同種の共晶合金が望ましい。尚、ここでいう同種の共晶合金である接合部材とは、金、銀、又は錫のうちいずれか一つ、又は二つの成分の合計した重量%が全体の50重量%以上のものをいい、例えば表1で符号A1からA5の間、又はB1からB5との間では同種であり、符号A1からA5とB1からB5との間のいずれかの組み合わせは異種である。
そして、湾曲操作ロープ20の先端部20aをめっき処理、又は接合部材211を予め含浸・固着する理由は、前記強加工による伸線加工により濡れ性が極端に悪化した湾曲操作ロープ20の接合部材21との濡れ性を向上させて強固結合を可能とする為である。尚、予め接合部材211を溶融固着した場合には、ロープ受け22aに貫挿後、溶融固着した接合部材211にレーザー光を照射させて接合部材211を再溶融させてロープ受け22aと接合させてもよい。かかる場合、接合部材211は、湾曲操作ロープ20の先端部20aの表面に撚合構成の撚り線の谷間が目視できない程度に厚く形成する必要があり、又本発明の湾曲操作ロープ20の各実施例で用いる接合部材21と同一、又は同種の共晶合金を用いることが望ましい。これにより、接合工程での先端ロープ受け22aと湾曲操作ロープ20の先端部20aとの接合の組付作業を簡略化することができる。
先端部に湾曲駒が複数個連結して成る湾曲部を設けて、前記湾曲駒と湾曲操作ロープの先端部とを接合部材を用いて接合し、前記湾曲部を牽引操作する前記湾曲操作ロープから成る医療用内視鏡の製造方法において、前記湾曲操作ロープは、固溶化処理したオーステナイト系ステンレス鋼線を用いて、総減面率が90%から99.5%の伸線加工した金属素線を用いて複数本撚合構成したロープから成る工程と、前記撚合構成したロープを電解研磨した後に所定長切断する工程と、又は前記撚合構成したロープを所定長切断した後に電解研磨する工程と、その後切断した湾曲操作ロープの先端部を前記湾曲駒と接触させて、180℃から495℃の溶融温度をもつ共晶合金から成る前記接合部材を溶融させ、又は前記操作用ロープの金属素線がMoを含むオーステナイト系ステンレス鋼線のときには、180℃から525℃の溶融温度をもつ共晶合金からなる前記接合部材を溶融させ、前記湾曲駒と前記操作用ロープとを前記接合部材により接合する工程からなることを特徴とする医療用内視鏡の製造方法である。
この構成により、強加工伸線した金属素線を複数本用いて撚合構成して湾曲操作ロープを形成し、又強加工の伸線加工による接合部材との濡れ性を向上させ、かつ湾曲駒との接合において、オーステナイト系ステンレス鋼線の強加工と低温熱処理の引張破断強度との相関性に着目して、強加工による高度の引張破断強度を有する湾曲操作ロープの引張破断強度を接合時の接合部材の溶融熱を利用して、より引張破断強度を向上させて接合できる、新たな技術思想から成る医療用内視鏡の製造ができる。
この構成により、湾曲操作ロープと湾曲駒との接合において、オーステナイト系ステンレス鋼線の強加工と低温熱処理の引張破断強度との相関性に着目して、強加工による高度の引張破断強度を有する湾曲操作ロープの引張破断強度を、接合時の接合部材の溶融熱を利用して、より引張破断強度を向上させ、さらに湾曲操作ロープと湾曲駒とが同一、又は同種材料を用いることにより湾曲操作ロープと接合部材との濡れ性、及び湾曲駒と接合部材との濡れ性を接合面で概ね均一にさせることにより、接合部の部材間の接合力を均一にさせることにより、より高い接合部の接合強度を得ることができる。
この理由は、医療用内視鏡のオートクレープ滅菌後であっても、フラックス残留に起因する高強度を有する湾曲操作ロープの引張破断強度の低下を防いで接合させることができるからである。
この処置具孔10より処置具11を出入りさせて病変部の治療行為をすることができる。ここでいう医療用内視鏡1の処置具11とは、生検鉗子等の鉗子類の他に、例えば高周波スネア、回転クリップ装置、注射針等の処置具11のことをいう。
ここで例えば高周波スネアを用いて患部治療する際、患部に生理食塩水を注射針にて注入した後病変部を切除する。その際に生理食塩水の漏れ等により、例えば銀成分を含む接合部材21を用いた場合には、生理食塩水との接触により硫化銀等が形成され黒色化が始まり、時間の経過とともに黒色化がさらに進んで腐食が増大して接合強度が低下する。
この為、腐食進行による接合強度の低下防止、及び黒色化の防止の観点から処置具11に生理食塩水を用いる場合には、金系共晶合金の接合部材21を用いることが、より望ましい接合形態である。
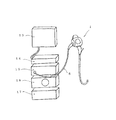
医療用内視鏡1は、ユニバーサルコード8の端部に備えた着脱自在のコネクタ9を光源装置15へ接続し、さらにビデオプロセッサー14に電気的、機械的に連結されている。 そして、ビデップロセッサー14はモニター13と連結されて医療用内視鏡1からの画像をモニター13にて表示する構成となっている。又、写真撮影装置16、及びプリンター17と電気的、機械的に連結されている。
そして高強度の引張破断強度特性を有する湾曲操作ロープ20を備えた医療用内視鏡1の湾曲操作ノブ3を操作することにより、術者の所望の位置へ湾曲部6を湾曲させて、迅速、的確、かつ安定して操作することができ、その結果前記医療用内視鏡画像処理システムによりモニターに映し出された病変部の状態を術者が正確に把握認識することができ、術者の迅速治療に大きく寄与することができる。
以上説明のとおり、本発明の医療用内視鏡は、強加工伸線して引張破断強度の高い金属素線を複数本用いて撚合構成し、引張破断力の高い湾曲操作ロープを備え、そして接合部材である共晶合金の溶融熱を利用して、前記湾曲操作ロープの引張破断力をより向上させながら、湾曲駒のロープ受けとの強固な接合を可能とするものである。
2 操作部
3 湾曲操作ノブ
4 挿入部
5 可とう管部
6 湾曲部
7 先端構成部
10 処置具孔
18 湾曲駒
20 湾曲操作ロープ
20a 湾曲操作ロープの先端部
21 接合部材
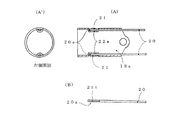
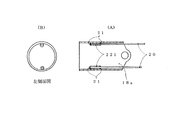
22 ロープ受け
22a 先端ロープ受け
221 管体ロープ受け
Claims (8)
- 先端部に湾曲駒が複数個連結して成る湾曲部を設け、前記湾曲駒と湾曲操作ロープとを接合部材を用いて接合し、前記湾曲部を牽引操作する前記湾曲操作ロープから成る医療用内視鏡において、
前記湾曲操作ロープは、固溶化処理したオーステナイト系ステンレス鋼線を用いて、総減面率が80%から99.5%の伸線加工した金属素線を複数本撚合構成して成り、
前記接合部材は、180℃から495℃の溶融温度をもつ共晶合金からなり、又は前記操作用ロープの金属素線がMoを含むオーステナイト系ステンレス鋼線のときには、180℃から525℃の溶融温度をもつ共晶合金からなり、
前記湾曲駒と前記湾曲操作ロープとを前記接合部材を用いて接合して成ることを特徴とする医療用内視鏡。 - 前記湾曲操作ロープは、固溶化処理したオーステナイト系ステンレス鋼線を用いて、
総減面率が90%から99.5%の伸線加工した金属素線を複数本撚合構成して成り、 前記湾曲駒と接合する前記湾曲操作ロープの少なくとも先端部の接合部に、電解研磨処理、又は前記接合部材と同一、又は同種の組成成分を含むめっき処理を施したことを特徴とする請求項1に記載の医療用内視鏡。 - 前記湾曲操作ロープは、素線直径が0.008mmから0.200mmの金属素線を芯材と側材に用いて、前記芯材の外周に側材を6本から9本撚合構成し、前記芯材の素線直径が前記側材の素線直径の1.07倍から2.12倍とし、前記湾曲操作ロープから成ることを特徴とする請求項1〜2のいずれか一つに記載の医療用内視鏡。
- 前記接合部材である共晶合金が、金、又は銀のいずれかを含む組成から成り、溶融温度が217℃から525℃であることを特徴とする請求項1〜3のいずれか一つに記載の医療用内視鏡。
- 先端部に湾曲駒が複数個連結して成る湾曲部を設けて、前記湾曲駒と湾曲操作ロープの先端部とを接合部材を用いて接合し、前記湾曲部を牽引操作する前記湾曲操作ロープから成る医療用内視鏡の製造方法において、
前記湾曲操作ロープは、固溶化処理したオーステナイト系ステンレス鋼線を用いて、総減面率が90%から99.5%の伸線加工した金属素線を複数本用いて撚合構成したロープから成る工程と、
前記撚合構成したロープを電解研磨した後に所定長切断する工程と、
又は前記撚合構成したロープを所定長切断した後に電解研磨する工程と、
その後切断した前記湾曲操作ロープの先端部を前記湾曲駒と接触させて、180℃から495℃の溶融温度をもつ共晶合金から成る前記接合部材を溶融させ、
又は前記湾曲操作ロープの金属素線がMoを含むオーステナイト系ステンレス鋼線のときには、180℃から525℃の溶融温度をもつ共晶合金からなる前記接合部材を溶融させ、前記湾曲駒と前記湾曲操作ロープとを前記接合部材により接合する工程からなることを特徴とする医療用内視鏡の製造方法。 - 先端部に湾曲駒が複数個連結して成る湾曲部を設けて、前記湾曲駒と湾曲操作ロープとを接合部材を用いて接合し、前記湾曲駒を牽引操作する前記湾曲操作ロープから成る医療用内視鏡の製造方法において、
前記湾曲駒はステンレス鋼材を用いて円筒状に成形して連結ピンにて連結する工程と、 前記湾曲操作ロープは、固溶化処理したオーステナイト系ステンレス鋼線を用いて、
総減面率が90%から99.5%の伸線加工した金属素線を複数本用いて撚合構成したロープから成る工程と、
前記撚合構成したロープを電解研磨した後に所定長切断する工程と、
又は前記撚合構成したロープを所定長切断した後に電解研磨する工程と、
その後切断した湾曲操作ロープの先端部を前記湾曲駒と接触させて、180℃から495℃の溶融温度をもつ共晶合金から成る前記接合部材を溶融させ、
又は前記湾曲操作ロープの金属素線がMoを含むオーステナイト系ステンレス鋼線のときには、180℃から525℃の溶融温度をもつ共晶合金からなる前記接合部材を溶融させ、
同一、又は同種の材料から成る前記湾曲駒と前記湾曲操作ロープとを前記接合部材により接合する工程からなることを特徴とする医療用内視鏡の製造方法。 - 請求項1〜4のいずれか一つに記載の医療用内視鏡と、前記医療用内視鏡の処置具孔より病変部治療を行う医療用内視鏡の処置具を出入りさせたことを特徴とする医療用内視鏡と医療用内視鏡の処置具との組立体。
- 請求項1〜4のいずれか一つに記載の医療用内視鏡と、画像処理する為のモニターと、ビデオプロセッサーと、光源装置と、写真撮影装置と、プリンターから成ることを特徴とする医療用内視鏡と医療用内視鏡画像処理システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009215617A JP5367518B2 (ja) | 2009-09-17 | 2009-09-17 | 医療用内視鏡、医療用内視鏡の製造方法、医療用内視鏡と医療用内視鏡の処置具との組立体、及び医療用内視鏡と医療用内視鏡画像処理システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009215617A JP5367518B2 (ja) | 2009-09-17 | 2009-09-17 | 医療用内視鏡、医療用内視鏡の製造方法、医療用内視鏡と医療用内視鏡の処置具との組立体、及び医療用内視鏡と医療用内視鏡画像処理システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011062347A JP2011062347A (ja) | 2011-03-31 |
| JP5367518B2 true JP5367518B2 (ja) | 2013-12-11 |
Family
ID=43949251
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009215617A Active JP5367518B2 (ja) | 2009-09-17 | 2009-09-17 | 医療用内視鏡、医療用内視鏡の製造方法、医療用内視鏡と医療用内視鏡の処置具との組立体、及び医療用内視鏡と医療用内視鏡画像処理システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5367518B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120715602B (zh) * | 2025-08-22 | 2025-11-07 | 中国工程物理研究院激光聚变研究中心 | 一种用于超小尺寸管件内部超细线缆弯曲引导的自动化装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0641674B2 (ja) * | 1987-07-14 | 1994-06-01 | 英夫 樽本 | ワイヤロ−プ |
| JPH07171092A (ja) * | 1993-12-20 | 1995-07-11 | Toshiba Corp | 内視鏡装置のワイヤ固定部 |
| JP3717560B2 (ja) * | 1995-09-29 | 2005-11-16 | オリンパス株式会社 | 内視鏡 |
| JP4148486B2 (ja) * | 1998-11-19 | 2008-09-10 | Hoya株式会社 | 内視鏡用操作ワイヤ |
| JP2007325748A (ja) * | 2006-06-08 | 2007-12-20 | Pentax Corp | 内視鏡 |
-
2009
- 2009-09-17 JP JP2009215617A patent/JP5367518B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011062347A (ja) | 2011-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4913198B2 (ja) | 医療用ガイドワイヤ、医療用ガイドワイヤの製造方法、医療用ガイドワイヤとマイクロカテーテルとガイディングカテーテルとの組立体、および医療用ガイドワイヤとバルーンカテーテルとガイディングカテーテルとの組立体 | |
| US8845551B2 (en) | Medical guide wire, an assembly of microcatheter and guiding catheter combined with the medical guide wire, and an assembly of ballooncatheter and guiding catheter combined with the medical guide wire | |
| JP5436266B2 (ja) | 医療用コイル構造体と、その製造方法、並びに医療用コイル構造体を形成して成る医療用内視鏡と、医療用処置具と、超音波診断医療用カテーテルと、光干渉診断医療用カテーテル | |
| JP4913180B2 (ja) | 医療用ガイドワイヤ、その製造方法、及び医療用ガイドワイヤとバルーンカテーテルとガイディングカテーテルとの組立体 | |
| US8052620B2 (en) | Guide wire and stent | |
| CN1628874A (zh) | 导向线 | |
| JP2011110384A (ja) | 医療用ガイドワイヤ、その製造方法、及び医療用ガイドワイヤとマイクロカテーテル、又はバルーンカテーテルとガイディングカテーテルとの組立体 | |
| JP5437772B2 (ja) | 医療用処置具 | |
| JP2011062344A (ja) | 医療用ガイドワイヤと、その製造方法、及び医療用ガイドワイヤとマイクロカテーテル、又はバルーンカテーテルとガイディングカテーテルとの組立体 | |
| JP5367518B2 (ja) | 医療用内視鏡、医療用内視鏡の製造方法、医療用内視鏡と医療用内視鏡の処置具との組立体、及び医療用内視鏡と医療用内視鏡画像処理システム | |
| JP5437778B2 (ja) | 医療用処置具 | |
| JP5367503B2 (ja) | 医療用ガイドワイヤ、その製造方法、及び医療用ガイドワイヤとマイクロカテーテル、又はバルーンカテーテルとガイディングカテーテルとの組立体 | |
| JP5481359B2 (ja) | 医療用ガイドワイヤ | |
| JP5497604B2 (ja) | 医療用ガイドワイヤの製造方法 | |
| US20160279391A1 (en) | Solid state methods for joining dissimilar metal guidewire segments without the use of tertiary material | |
| JP4785170B2 (ja) | 医療用ガイドワイヤと、その成形方法 | |
| JP4913252B1 (ja) | 医療用ガイドワイヤとその製造方法 | |
| WO2015136811A1 (ja) | ガイドワイヤ | |
| JP4913249B2 (ja) | 医療用ガイドワイヤと、その製造方法 | |
| Vondrous et al. | Plasma arc welding of NiTi and 304 steel | |
| Gupta et al. | New process joins nitinol to stainless steel | |
| CN105457142A (zh) | 导丝 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120907 |
|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20120914 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20121024 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130812 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130911 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5367518 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |