JP5352785B2 - 鋳鉄用鋳造方法、押湯部、鋳型及び鋳型の造型方法 - Google Patents
鋳鉄用鋳造方法、押湯部、鋳型及び鋳型の造型方法 Download PDFInfo
- Publication number
- JP5352785B2 JP5352785B2 JP2009101428A JP2009101428A JP5352785B2 JP 5352785 B2 JP5352785 B2 JP 5352785B2 JP 2009101428 A JP2009101428 A JP 2009101428A JP 2009101428 A JP2009101428 A JP 2009101428A JP 5352785 B2 JP5352785 B2 JP 5352785B2
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- molten metal
- cast iron
- mold
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005266 casting Methods 0.000 title claims abstract description 74
- 229910001018 Cast iron Inorganic materials 0.000 title claims abstract description 70
- 238000000034 method Methods 0.000 title claims abstract description 46
- 230000000694 effects Effects 0.000 claims abstract description 20
- 238000010521 absorption reaction Methods 0.000 claims abstract description 19
- 239000002184 metal Substances 0.000 claims description 141
- 229910052751 metal Inorganic materials 0.000 claims description 141
- 238000005192 partition Methods 0.000 claims description 62
- 238000000465 moulding Methods 0.000 claims description 31
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 23
- 238000007711 solidification Methods 0.000 claims description 18
- 230000008023 solidification Effects 0.000 claims description 18
- 239000004576 sand Substances 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 12
- 230000008034 disappearance Effects 0.000 claims description 3
- 238000005336 cracking Methods 0.000 claims 1
- 230000001747 exhibiting effect Effects 0.000 abstract description 7
- 230000002950 deficient Effects 0.000 abstract description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 abstract 10
- 229910052742 iron Inorganic materials 0.000 abstract 5
- 230000004888 barrier function Effects 0.000 abstract 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 15
- 238000007796 conventional method Methods 0.000 description 6
- 230000007547 defect Effects 0.000 description 6
- 229920006248 expandable polystyrene Polymers 0.000 description 4
- 239000011810 insulating material Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- YLQBMQCUIZJEEH-UHFFFAOYSA-N Furan Chemical compound C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 2
- 206010037660 Pyrexia Diseases 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920006328 Styrofoam Polymers 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000007849 furan resin Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005495 investment casting Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000000289 melt material Substances 0.000 description 1
- 239000010893 paper waste Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000008261 styrofoam Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
Images







Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
埋込み型押湯部2をもつ鋳型1を用いるものであり、
上型1a内で製品キャビティ部6と連通する押湯部2を、
本来の押湯効果を発揮するための溶湯充満部3と、その外部にあって、鋳鉄溶湯の凝固時に発生する増加圧力吸収用の圧力吸収部4とで構成すると共に、
溶湯充満部3と圧力吸収部4との間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ膨出可能又は割れて開口可能な隔壁5を設けておき、
溶湯充満部3内へ鋳鉄溶湯を注湯して、その凝固時に溶湯充満部3内に発生した溶湯の増加圧力を圧力吸収部4へ逃がすことにより、製品キャビティ部6に過度の圧力が加わらぬようにして鋳造するものである。
埋込み型の押湯部2であって、
鋳鉄溶湯を充満させる製品キャビティ部6に連通する如く設ける該押湯部2として、
本来の押湯効果を発揮するための溶湯充満部3と、その外部に、鋳鉄溶湯の凝固時の溶湯の増加圧力吸収用の圧力吸収部4を設けると共に、
溶湯充満部3と圧力吸収部4との間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ膨出可能又は割れて開口可能な隔壁5を設けたものである。
埋込み型の押湯部2であって、
鋳鉄溶湯を充満する製品キャビティ部6に連通する如く設ける該押湯部2を、
本来の押湯効果を発揮するための溶湯充満部3と、その外部に、鋳鉄溶湯の凝固時の溶湯の増加圧力吸収用の圧力吸収部4を設けると共に、
溶湯充満部3と圧力吸収部4との間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ膨出可能又は割れて開口可能な隔壁5を設け、
かつ該隔壁5の上部に、熱で消失可能な材質製の部材17を設置して、その消失で形成される空所が上記圧力吸収部4となるようにしたものである。
埋込み型の押湯部2であって、
鋳鉄溶湯を充満する製品キャビティ部6に連通する如く設ける該押湯部2を、
本来の押湯効果を発揮するための溶湯充満部3と、該溶湯充満部3内が一定圧を越えた際にその増加圧力で後記凹部19側へ膨出可能又は開口可能な隔壁5とを設けたものにすると共に、
鋳型1内で上記隔壁5の外方に当たる箇所に圧力吸収部用の凹部19を予め形成したものとし、
鋳鉄溶湯の凝固時の溶湯の増加圧力を、隔壁5を経て上記凹部19による圧力吸収部4へ逃がし得るようにしたものである。
埋込み型の押湯部2をもつ鋳型1であって、
鋳鉄溶湯を充満させる製品キャビティ部6に連通する如く押湯部2を設け、
その押湯部として、上記第1の押湯部2、第2の押湯部2、又は第3の押湯部を用いるようにしたものである。
予め形成しておいた上記第1の押湯部2又は第2の押湯部2を、鋳型1内に載置して鋳物砂を手込めで充填することにより、上型1aを形成するようにしたものである。
生型自動造型機による造型にて予め鋳型1内に、スリーブ挿入用の空所であるスリーブ用巾木18を形成しておき、
そのスリーブ用巾木18内に、予め溶湯充満部3と圧力吸収部4と、両者3,4間に溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ膨出又は開口可能な隔壁5とを設けたスリーブ2aを挿入することにより、
圧力吸収部4付きの押湯部2をもつ上型1aを造型するようにしたものである。
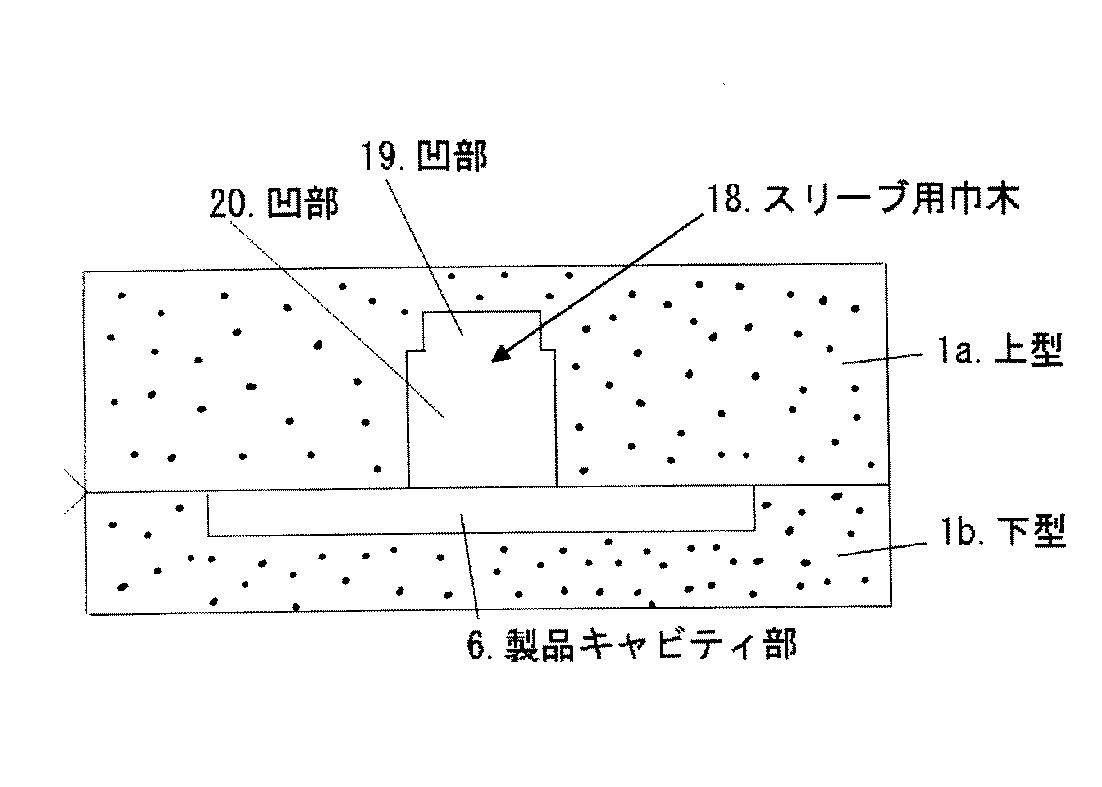
生型自動造型機による造型にて予め鋳型1内に、上部に圧力吸収部用の凹部19を、下部にスリーブ2aを挿入可能な凹部20を有するスリーブ用巾木18を形成しておき、
溶湯充満部3内が一定圧を越えた際にその増加圧力で上記凹部19側へ膨出可能又は開口可能な隔壁5を予め上部に形成したスリーブ2aを、上記スリーブ用巾木18内に挿入して、隔壁5上方の凹部19が圧力吸収部4となるようにすることにより、
圧力吸収部4付きの押湯部2をもつ上型1aを造型するようにしたものである。
これを従来のものと対比しながら説明する。
イ)埋込み型押湯式の長所をもつ鋳型1を、シンプルな構成により、従来法とほぼ同等のコストで容易・迅速に造型することができる。
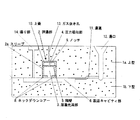
この鋳型1は、公知のものと同様に上型1aと下型1bとからなるが、ここでの下型1bは手込め造型による生型とし、製品キャビティ部6としての凹所が形成されている。下型1bを生型としたのは、「型張り」が発生し易くするためである。
図1及び図2に示したものがそれで、2が押湯部を示す。該押湯部2は、下型1bの製品キャビティ部6の上方で上型1a内に、押湯部用に断熱性材によるスリーブ2aを設置してある。該スリーブ2aは、ここでは硅砂や古紙等に樹脂剤をバインダーとして成形している。該スリーブ2aのサイズは、外径×内径×高さが125mm×90mm×145mmにしてある。8はスリーブ2aの下端部に設けたドーナツ状のネックダウンコアーを示し、ここでは外径125mmで厚さ11mmのシェル板製である。
図3は、他の実施例の押湯部2を示し、上記実施例と同様に、下型1bの製品キャビティ部6の上方で上型1a内に、断熱性材によるスリーブ2aを設けてある。8は押湯部2の下端部に設けたドーナツ状のネックダウンコアーを示し、ここでもシェル板製としてある。
図4は、さらに別の実施例の押湯部2を示し、下型1bの製品キャビティ部6の上方で上型1a内に、断熱性材によるスリーブ2aを設けてある。8は押湯部2の下端部に設けたドーナツ状のネックダウンコアーを示し、ここでもシェル板製としてある。
イ)第4の実施例
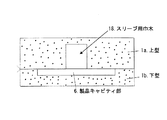
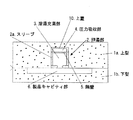
図5及び図6で示すもので、圧力吸収部4をスリーブ2a内に形成する点では上記第1及び第2の実施例と共通し、その変形例とも言えるものである。
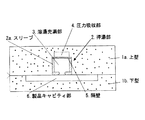
図7及び図8で示すもので、圧力吸収部4をスリーブ2a外に形成する点では上記第3の実施例と共通し、その変形例とも言えるものである。
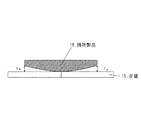
本発明として上記実施例の第1で示したものを用い、それを圧力吸収部をもたない従来のもの(以下の表2,3で比較例として記載したもの)と比較した。ここで用いた鋳鉄溶湯は、下記表1に示す2種類のものを、1370±20℃にて各々5機の鋳型に鋳込み、その後十分に冷却した後に各鋳物製品16の上型面と下型面に均等にショットブラスト処理を行った。これら鋳物製品16を定盤15に載置して検品を行ったところ、鋳物製品16の下型面中央付近で厚いなだらかな凸状の変形があることを確認した(図5参照)。
で示す4か所でシックネスゲージにて測定し、その合計値(Ta 〜 d )を求めた。その価結果を下記表2及び表3で示すが、前者は溶湯の材質がFC−200の場合の結果で、後者はFCD−450の場合の結果である。
1a−上型
1b−下型
2−押湯部
2a−スリーブ
3−溶湯充満部
4−圧力吸収部
5−隔壁
6−製品キャビティ部
7−開口
8−ネックダウンコアー
9−ノッチ
10−上蓋
11−湯道
12−湯口
13−ガス抜き孔
14−揚り部
15−定盤
16−鋳物製品
17−発砲スチロール
18−スリーブ用巾木
19−凹部
20−凹部
Claims (14)
- 埋込み型押湯部2をもつ鋳型1を用いる鋳鉄鋳造方法において、
製品キャビティ部6と連通する押湯部2を、本来の押湯効果を発揮するための溶湯充満部3と、その外部にあって、溶湯凝固時に発生する増加圧力吸収用の圧力吸収部4とで構成すると共に、
溶湯充満部3と圧力吸収部4間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ膨出可能な隔壁5を設けておき、
溶湯充満部3内へ鋳鉄溶湯を注湯して、その凝固時に溶湯充満部3内に発生する溶湯の増加圧力を圧力吸収部4へ逃がし、
これにより、製品キャビティ部6に過度の圧力が加わらぬようにして鋳造することを特徴とする、鋳鉄鋳造方法。 - 埋込み型押湯部2をもつ鋳型1を用いる鋳鉄鋳造方法において、
製品キャビティ部6と連通する押湯部2を、本来の押湯効果を発揮するための溶湯充満部3と、その外部にあって、溶湯凝固時に発生する増加圧力吸収用の圧力吸収部4とで構成すると共に、
溶湯充満部3と圧力吸収部4間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ割れて開口可能な隔壁5を設けておき、
溶湯充満部3内へ鋳鉄溶湯を注湯して、その凝固時に溶湯充満部3内に発生する溶湯の増加圧力を圧力吸収部4へ逃がし、
これにより、製品キャビティ部6に過度の圧力が加わらぬようにして鋳造することを特徴とする、鋳鉄鋳造方法。 - 埋込み型の押湯部2において、
鋳鉄溶湯を充満させる製品キャビティ部6に連通する如く設ける該押湯部2として、
本来の押湯効果を発揮するための溶湯充満部3と、その外部に、鋳鉄溶湯の凝固時の溶湯の増加圧力吸収用の圧力吸収部4を設けると共に、
溶湯充満部3と圧力吸収部4との間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ割れて開口可能な隔壁5を設けたことを特徴とする、鋳鉄鋳造用の押湯部。 - 埋込み型の押湯部2であって、
鋳鉄溶湯を充満させる製品キャビティ部6に連通する如く設ける該押湯部2として、
本来の押湯効果を発揮するための溶湯充満部3と、その外部に、鋳鉄溶湯の凝固時の溶湯の増加圧力吸収用の圧力吸収部4を設けると共に、
溶湯充満部3と圧力吸収部4との間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ膨出可能な隔壁5を設けたことを特徴とする、鋳鉄鋳造用の押湯部。 - 埋込み型の押湯部2であって、
鋳鉄溶湯を充満する製品キャビティ部6に連通する如く設ける該押湯部2を、
本来の押湯効果を発揮するための溶湯充満部3と、その外部に、鋳鉄溶湯の凝固時の溶湯の増加圧力吸収用の圧力吸収部4を設けるものとすると共に、
溶湯充満部3と圧力吸収部4との間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ割れて開口可能な隔壁5を設け、
かつ、該隔壁5の上部に、熱で消失可能な材質製の部材17を設置して、その消失で形成される空所が上記圧力吸収部4となるようにしたことを特徴とする、鋳鉄鋳造用の押湯部。 - 埋込み型の押湯部2であって、
鋳鉄溶湯を充満する製品キャビティ部6に連通する如く設ける該押湯部2を、
本来の押湯効果を発揮するための溶湯充満部3と、その外部に、鋳鉄溶湯の凝固時の溶湯の増加圧力吸収用の圧力吸収部4を設けるものとすると共に、
溶湯充満部3と圧力吸収部4との間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ膨出可能な隔壁5を設け、
かつ、該隔壁5の上部に、熱で消失可能な材質製の部材17を設置して、その消失で形成される空所が上記圧力吸収部4となるようにしたことを特徴とする、鋳鉄鋳造用の押湯部。 - 埋込み型の押湯部2であって、
鋳鉄溶湯を充満する製品キャビティ部6に連通する如く設ける該押湯部2を、
本来の押湯効果を発揮するための溶湯充満部3と、該溶湯充満部3内が一定圧を越えた際にその増加圧力で割れて開口可能な隔壁5とを設けると共に、
鋳型1内で上記隔壁5の外方に当たる箇所に圧力吸収部用の凹部19を予め形成したものとし、
鋳鉄溶湯の凝固時の溶湯の増加圧力を、隔壁5を経て上記凹部19による圧力吸収部4へ逃がし得るようにしたことを特徴とする、鋳鉄鋳造用の押湯部。 - 埋込み型の押湯部2であって、
鋳鉄溶湯を充満する製品キャビティ部6に連通する如く設ける該押湯部2を、
本来の押湯効果を発揮するための溶湯充満部3と、該溶湯充満部3内が一定圧を越えた際にその増加圧力で後記凹部19側へ膨出可能な隔壁5とを設けると共に、
鋳型1内で上記隔壁5の外方に当たる箇所に圧力吸収部用の凹部19を予め形成したものとし、
鋳鉄溶湯の凝固時の溶湯の増加圧力を、隔壁5を経て上記凹部19による圧力吸収部4へ逃がし得るようにしたことを特徴とする、鋳鉄鋳造用の押湯部。 - 埋込み型の押湯部2を用いる鋳型であって、
鋳鉄溶湯を充満させる製品キャビティ部6に連通する如く押湯部2を設け、
該押湯部2を、上記請求項3,4,5,6,7又は8に記載のものにしたことを特徴とする、鋳鉄鋳造用の鋳型。 - 鋳鉄鋳造用の鋳型の造型方法であって、
予め形成しておいた上記請求項3,4,5又は6に記載した押湯部2を、鋳型内に載置して鋳物砂を手込めで充填することにより、上型1aを造型するようにしたことを特徴とする、鋳鉄鋳造用の鋳型の造型方法。 - 鋳鉄鋳造用の鋳型の造型方法であって、
生型自動造型機による造型にて予め鋳型1内に、スリーブ挿入用の空所であるスリーブ用巾木18を形成しておき、
そのスリーブ用巾木18内に、予め溶湯充満部3と、圧力吸収部4と、その間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で圧力吸収部4側へ膨出可能な隔壁5とを設けたスリーブ2aを挿入することにより、
圧力吸収部4付き押湯部2をもつ上型1aを造型することを特徴とする、鋳鉄鋳造用の鋳型の造型方法。 - 鋳鉄鋳造用の鋳型の造型方法であって、
生型自動造型機による造型にて予め鋳型1内に、スリーブ挿入用の空所であるスリーブ用巾木18を形成しておき、
そのスリーブ用巾木18内に、予め溶湯充満部3と、圧力吸収部4と、その間に、溶湯充満部3内が一定圧を越えた際にその増加圧力で割れて開口可能な隔壁5とを設けたスリーブ2aを挿入することにより、
圧力吸収部4付き押湯部2をもつ上型1aを造型することを特徴とする、鋳鉄鋳造用の鋳型の造型方法。 - 鋳鉄鋳造用の鋳型の造型方法であって、
生型自動造型機による造型にて予め鋳型1内に、上部に圧力吸収部用の凹部19と、下部にスリーブ2aを挿入可能な凹部20を有するスリーブ用巾木18を形成しておき、
溶湯充満部3内が一定圧を越えた際にその増加圧力で割れて開口可能な隔壁5を上部に形成したスリーブ2aを、そのスリーブ用巾木18内に挿入して、隔壁5上方の凹部19が圧力吸収部4になるようにすることにより、
圧力吸収部4付き押湯部2をもつ上型1aを造型することを特徴とする、鋳鉄鋳造用の鋳型の造型方法。 - 鋳鉄鋳造用の鋳型の造型方法であって、
生型自動造型機による造型にて予め鋳型1内に、上部に圧力吸収部用の凹部19と、下部にスリーブ2aを挿入可能な凹部20を有するスリーブ用巾木18を形成しておき、
溶湯充満部3内が一定圧を越えた際にその増加圧力で上記凹部19側へ膨出可能な隔壁5を上部に形成したスリーブ2aを、そのスリーブ用巾木18内に挿入して、隔壁5上方の凹部19が圧力吸収部4になるようにすることにより、
圧力吸収部4付き押湯部2をもつ上型1aを造型することを特徴とする、鋳鉄鋳造用の鋳型の造型方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009101428A JP5352785B2 (ja) | 2009-04-17 | 2009-04-17 | 鋳鉄用鋳造方法、押湯部、鋳型及び鋳型の造型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009101428A JP5352785B2 (ja) | 2009-04-17 | 2009-04-17 | 鋳鉄用鋳造方法、押湯部、鋳型及び鋳型の造型方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010247211A JP2010247211A (ja) | 2010-11-04 |
| JP5352785B2 true JP5352785B2 (ja) | 2013-11-27 |
Family
ID=43310160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009101428A Expired - Fee Related JP5352785B2 (ja) | 2009-04-17 | 2009-04-17 | 鋳鉄用鋳造方法、押湯部、鋳型及び鋳型の造型方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5352785B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018058103A (ja) * | 2016-10-07 | 2018-04-12 | 日立金属株式会社 | 押湯形成体及びその押湯形成体を用いた鋳物の製造方法 |
| CN107695297A (zh) * | 2017-09-27 | 2018-02-16 | 安徽应流集团霍山铸造有限公司 | 暗冒口发热保压结构 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10156571C1 (de) * | 2001-11-20 | 2003-01-16 | Gtp Schaefer Giestechnische Pr | Speisereinsatz mit Schutzkappe |
| JP2010042438A (ja) * | 2008-08-09 | 2010-02-25 | Ie Solution Kk | 押湯および押湯スリーブ構造 |
-
2009
- 2009-04-17 JP JP2009101428A patent/JP5352785B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010247211A (ja) | 2010-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2635596C2 (ru) | Способ изготовления полой металлической детали посредством литья | |
| US9308578B2 (en) | Subsurface chills to improve railcar knuckle formation | |
| CN106475523B (zh) | 进料系统 | |
| CN105414487B (zh) | 一种大型泥芯的固定方法 | |
| JP2009274098A (ja) | 低圧鋳造用砂型及びそれを利用した低圧鋳造装置 | |
| JP5352785B2 (ja) | 鋳鉄用鋳造方法、押湯部、鋳型及び鋳型の造型方法 | |
| CN104827000A (zh) | 一种齿圈的铸造方法 | |
| CN102847880A (zh) | 特材共铸铸件模及特材共铸铸件生产工艺流程 | |
| CN103878324B (zh) | 一种缸盖浇铸模具及浇铸方法 | |
| JP5352786B2 (ja) | 鋳鉄用鋳造方法、押湯部、鋳型及び鋳型の造型方法 | |
| RU2013158941A (ru) | Способ литья толкателей автосцепки железнодорожных вагонов | |
| JP2018058103A (ja) | 押湯形成体及びその押湯形成体を用いた鋳物の製造方法 | |
| CN106424577A (zh) | 一种铸钢件铁型覆砂铸造生产中防止热裂的砂芯装置和方法 | |
| JP6826751B2 (ja) | 押湯形成体及びその押湯形成体を用いた鋳物の製造方法 | |
| CN204817930U (zh) | 一种汽车缸体芯体 | |
| CN113042681B (zh) | 一种预防铸铁件重要面残渣的混合泡沫模型制作工艺 | |
| CN111408689B (zh) | 斗齿壳型铸造方法 | |
| CN101733387B (zh) | 铝合金消失模的低压铸造方法 | |
| US8276644B2 (en) | Mold and casting method using the mold and design method of the mold | |
| CN109351919B (zh) | 自带浇口杯的铁型及其铸造方法 | |
| CN101970153A (zh) | 一种铸型及其制造方法 | |
| CN205732835U (zh) | 排气塞 | |
| JP4029626B2 (ja) | 鋳型構造 | |
| CN104148585A (zh) | 内燃机车用球墨铸铁曲轴的铸造方法 | |
| CN110216240A (zh) | 一种石油防喷器双闸板壳体制造工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120406 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130709 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130725 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5352785 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |