JP5315737B2 - ウエハレンズの製造方法 - Google Patents
ウエハレンズの製造方法 Download PDFInfo
- Publication number
- JP5315737B2 JP5315737B2 JP2008072016A JP2008072016A JP5315737B2 JP 5315737 B2 JP5315737 B2 JP 5315737B2 JP 2008072016 A JP2008072016 A JP 2008072016A JP 2008072016 A JP2008072016 A JP 2008072016A JP 5315737 B2 JP5315737 B2 JP 5315737B2
- Authority
- JP
- Japan
- Prior art keywords
- master
- resin
- sub
- molding
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Description
この点、レンズ部に対応するネガ形状の成形型を単純に作成して成形に用いることも考えられるが、このような成形型には高い精度が要求される一方、繰返しの使用による劣化の度に作成し直す必要が生じるため、製造装置のランニングコスト、ひいては光学レンズの製造コストが高くなってしまう。
一方、成形型は通常、モールド成形によって成形されるが、製造面の観点から低温で容易に扱うことのできる材料を使用することが要求されている。
本発明は、上記事情に鑑みてなされたもので、製造コストを低減することができ、かつ、低温で容易に製造することができるウエハレンズの製造方法を提供することを目的としている。
前記光学部材の光学面形状に対応したポジ形状の成形面を複数有するマスター成形型から、前記光学面形状に対応したネガ形状の成形面を複数有するサブマスター成形部を第2の硬化性樹脂によって成形するとともに、当該サブマスター成形部を光透過性のサブマスター基板で裏打ちすることによってサブマスター成形型を形成し、
前記サブマスター成形型と前記基板との間に前記第1の光硬化性樹脂を充填し、前記サブマスター成形型側と前記基板側とのうち、前記サブマスター成形型側から光を照射して前記第1の光硬化性樹脂を硬化させ前記光学部材を成形する場合に、
前記マスター成形型のモールド成形用材料として低融点ガラス又は金属ガラスを使用することを特徴とする。
また、光学部材の光学面形状に対応したポジ形状のマスター成形型を用いてネガ形状のサブマスター成形型を形成し、このサブマスター成形型によって光学部材を成形するので、マスター成形型から直接、光学部材を成形する場合と比較して、光学部材を繰り返し成形する場合のマスター成形型の劣化を低減することができる。従って、マスター成形型を作り直すコストを減らすことができる分、製造装置のランニングコストを低減し、光学レンズの製造コストを低減することができる。
また、第1の硬化性樹脂が活性光線硬化性樹脂である場合には、マスター成形型が金属製の場合など、光学部材の樹脂材料の活性光線に対して被透過性の場合であっても、サブマスター基板を透過性とすることによって、光学部材の成形時に基板とは反対の側からも樹脂材料に対して当該活性光線を照射することができる。従って、光学部材を確実に硬化させることができる。
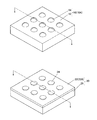
図1に示す通り、ウエハレンズ1は円形状のガラス基板(基板)3と複数のレンズ部(光学部材)5とを有しており、ガラス基板3上に複数のレンズ部5がアレイ状に配置された構成を有している。レンズ部5はガラス基板3の表面に形成されていてもよいし、表裏両面に形成されていてもよい。
レンズ部5は樹脂5Aで形成されている。この樹脂5Aとしては、硬化性樹脂を用いることができる。硬化性樹脂としては大きく分けて光硬化性樹脂と熱硬化性樹脂に分類することができる。光硬化性樹脂としては、アクリル樹脂及びアリル樹脂であればラジカル重合により反応硬化させることができる。エポキシ系の樹脂であればカチオン重合により反応硬化させることができる。一方、熱硬化性樹脂は上記ラジカル重合やカチオン重合の他にシリコーン等のように付加重合により硬化させることもできる。
(アクリル樹脂)
重合反応に用いられる(メタ)アクリレートは特に制限はなく、一般的な製造方法により製造された下記(メタ)アクリレートを使用することができる。エステル(メタ)アクリレート、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、エーテル(メタ)アクリレート、アルキル(メタ)アクリレート、アルキレン(メタ)アクリレート、芳香環を有する(メタ)アクリレート、脂環式構造を有する(メタ)アクリレートが挙げられる。これらを1種類又は2種類以上を用いることができる。
特に脂環式構造を持つ(メタ)アクリレートが好ましく、酸素原子や窒素原子を含む脂環構造であってもよい。例えば、シクロヘキシル(メタ)アクリレート、シクロペンチル(メタ)アクリレート、シクロヘプチル(メタ)アクリレート、ビシクロヘプチル(メタ)アクリレート、トリシクロデシル(メタ)アクリレート、トリシクロデカンジメタノール(メタ)アクリレートや、イソボロニル(メタ)アクリレート、水添ビスフェノール類のジ(メタ)アクリレート等が挙げられる。また特にアダマンタン骨格を持つと好ましい。例えば、2−アルキル−2−アダマンチル(メタ)アクリレート(特開2002−193883号公報参照)、アダマンチルジ(メタ)アクリレート(特開昭57−500785)、アダマンチルジカルボン酸ジアリル(特開昭60―100537)、パーフルオロアダマンチルアクリル酸エステル(特開2004−123687)、新中村化学製 2-メチル-2-アダマンチルメタクリレート、1,3-アダマンタンジオールジアクリレート、1,3,5-アダマンタントリオールトリアクリレート、不飽和カルボン酸アダマンチルエステル(特開2000−119220)、3,3’−ジアルコキシカルボニル-1,1’ビアダマンタン(特開2001−253835号公報参照)、1,1’−ビアダマンタン化合物(米国特許第3342880号明細書参照)、テトラアダマンタン(特開2006−169177号公報参照)、2−アルキル−2−ヒドロキシアダマンタン、2−アルキレンアダマンタン、1,3−アダマンタンジカルボン酸ジ−tert−ブチル等の芳香環を有しないアダマンタン骨格を有する硬化性樹脂(特開2001−322950号公報参照)、ビス(ヒドロキシフェニル)アダマンタン類やビス(グリシジルオキシフェニル)アダマンタン(特開平11−35522号公報、特開平10−130371号公報参照)等が挙げられる。
また、その他反応性単量体を含有することも可能である。(メタ)アクリレートであれば、例えば、メチルアクリレート、メチルメタアクリレート、n−ブチルアクリレート、n−ブチルメタアクリレート、2−エチルヘキシルアクリレート、2−エチルヘキシルメタアクリレート、イソブチルアクリレート、イソブチルメタアクリレート、tert−ブチルアクリレート、tert−ブチルメタアクリレート、フェニルアクリレート、フェニルメタアクリレート、ベンジルアクリレート、ベンジルメタアクリレート、シクロヘキシルアクリレート、シクロヘキシルメタアクリレート、などが挙げられる。
多官能(メタ)アクリレートとして、例えば、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、トリペンタエリスリトールオクタ(メタ)アクリレート、トリペンタエリスリトールセプタ(メタ)アクリレート、トリペンタエリスリトールヘキサ(メタ)アクリレート、トリペンタエリスリトールペンタ(メタ)アクリレート、トリペンタエリスリトールテトラ(メタ)アクリレート、トリペンタエリスリトールトリ(メタ)アクリレートなどが挙げられる。
アリル基を持ちラジカル重合による硬化する樹脂で、例えば次のものが挙げられるが、特に以下のものに限定されるわけではない。
芳香環を含まない臭素含有(メタ)アリルエステル(特開2003−66201号公報参照)、アリル(メタ)アクリレート(特開平5−286896号公報参照)、アリルエステル樹脂(特開平5−286896号公報、特開2003−66201号公報参照)、アクリル酸エステルとエポキシ基含有不飽和化合物の共重合化合物(特開2003−128725号公報参照)、アクリレート化合物(特開2003−147072号公報参照)、アクリルエステル化合物(特開2005−2064号公報参照)等が挙げられる。
エポキシ樹脂としては、エポキシ基を持ち光又は熱により重合硬化するものであれば特に限定されず、硬化開始剤としても酸無水物やカチオン発生剤等を用いることができる。
エポキシ樹脂は硬化収縮率が低いため、成形精度の優れたレンズとすることができる点で好ましい。
エポキシの種類としては、ノボラックフェノール型エポキシ樹脂、ビフェニル型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂が挙げられる。その一例として、ビスフェノールFジグリシジルエーテル、ビスフェノールAジグリシジルエーテル、2,2’−ビス(4−グリシジルオキシシクロヘキシル)プロパン、3,4−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキサンカーボキシレート、ビニルシクロヘキセンジオキシド、2−(3,4−エポキシシクロヘキシル)−5,5−スピロ−(3,4−エポキシシクロヘキサン)−1,3−ジオキサン、ビス(3,4−エポキシシクロヘキシル)アジペート、1,2−シクロプロパンジカルボン酸ビスグリシジルエステル等を挙げることができる。
硬化剤は硬化性樹脂材料を構成する上で使用されるものであり特に限定はない。また、本発明において、硬化性樹脂材料と、添加剤を添加した後の光学材料の透過率を比較する場合、硬化剤は添加剤には含まれないものとする。硬化剤としては、酸無水物硬化剤やフェノール硬化剤等を好ましく使用することができる。酸無水物硬化剤の具体例としては、無水フタル酸、無水マレイン酸、無水トリメリット酸、無水ピロメリット酸、ヘキサヒドロ無水フタル酸、3−メチル−ヘキサヒドロ無水フタル酸、4−メチル−ヘキサヒドロ無水フタル酸、あるいは3−メチル−ヘキサヒドロ無水フタル酸と4−メチル−ヘキサヒドロ無水フタル酸との混合物、テトラヒドロ無水フタル酸、無水ナジック酸、無水メチルナジック酸等を挙げることができる。また、必要に応じて硬化促進剤が含有される。硬化促進剤としては、硬化性が良好で、着色がなく、熱硬化性樹脂の透明性を損なわないものであれば、特に限定されるものではないが、例えば、2−エチル−4−メチルイミダゾール(2E4MZ)等のイミダゾール類、3級アミン、4級アンモニウム塩、ジアザビシクロウンデセン等の双環式アミジン類とその誘導体、ホスフィン、ホスホニウム塩等を用いることができ、これらを1種、あるいは2種以上を混合して用いてもよい。
Si−O−Siを主鎖としたシロキサン結合を有するシリコーン樹脂を使用することができる。当該シリコーン樹脂として、所定量のポリオルガノシロキサン樹脂よりなるシリコーン系樹脂が使用可能である(例えば特開平6−9937号公報参照)。
熱硬化性のポリオルガノシロキサン樹脂は、加熱による連続的加水分解−脱水縮合反応によって、シロキサン結合骨格による三次元網状構造となるものであれば、特に制限はなく、一般に高温、長時間の加熱で硬化性を示し、一度硬化すると過熱により再軟化し難い性質を有する。
このようなポリオルガノシロキサン樹脂は、下記一般式(A)が構成単位として含まれ、その形状は鎖状、環状、網状形状のいずれであってもよい。
((R1)(R2)SiO)n … (A)
上記一般式(A)中、「R1」及び「R2」は同種又は異種の置換もしくは非置換の一価炭化水素基を示す。具体的には、「R1」及び「R2」として、メチル基、エチル基、プロピル基、ブチル基等のアルキル基、ビニル基、アリル基等のアルケニル基、フェニル基、トリル基等のアリル基、シクロヘキシル基、シクロオクチル基等のシクロアルキル基、またはこれらの基の炭素原子に結合した水素原子をハロゲン原子、シアノ基、アミノ基などで置換した基、例えばクロロメチル基、3,3,3−トリフルオロプロピル基、シアノメチル基、γ−アミノプロピル基、N−(β−アミノエチル)−γ−アミノプロピル基などが例示される。「R1」及び「R2」は水酸基およびアルコキシ基から選択される基であってもよい。また、上記一般式(A)中、「n」は50以上の整数を示す。
ポリオルガノシロキサン樹脂は、通常、トルエン、キシレン、石油系溶剤のような炭化水素系溶剤、またはこれらと極性溶剤との混合物に溶解して用いられる。また、相互に溶解しあう範囲で、組成の異なるものを配合して用いてもよい。
ポリオルガノシロキサン樹脂の製造方法は、特に限定されるものではなく、公知のいずれの方法も用いることができる。例えば、オルガノハロゲノシランの一種または二種以上の混合物を加水分解ないしアルコリシスすることによって得ることができ、ポリオルガノシロキサン樹脂は、一般にシラノール基またはアルコキシ基等の加水分解性基を含有し、これらの基をシラノール基に換算して1〜10重量%含有する。
これらの反応は、オルガノハロゲノシランを溶融しうる溶媒の存在下に行うのが一般的である。また、分子鎖末端に水酸基、アルコキシ基またはハロゲン原子を有する直鎖状のポリオルガノシロキサンを、オルガノトリクロロシランと共加水分解して、ブロック共重合体を合成する方法によっても得ることができる。このようにして得られるポリオルガノシロキサン樹脂は一般に残存するHClを含むが、本実施形態の組成物においては、保存安定性が良好なことから、10ppm以下、好ましくは1ppm以下のものを使用するのがよい。
図2(a)に示す通り、マスター10は直方体状のベース部12に対し複数の凸部14がアレイ状に形成されている。凸部14はウエハレンズ1のレンズ部5に対応する部位であり、略半球形状に突出している。
マスター10の光学面形状(表面形状)は図2(a)に示す通りに凸部14が形成された凸形状を有していてもよいし、図4(a)に示す通りに複数の凹部16が形成された凹形状を有していてもよい。但し、これらの凸部14,凹部16の表面(成形面)形状は、ガラス基板3上に成形転写するレンズ部5の光学面形状(ガラス基板3とは反対の面の形状)に対応するポジ形状となっている。以下の説明では図2のマスター10を「マスター10A」と、図4のマスター10を「マスター10B」として、区別している。
また、金属ガラスも同様にモールドにより、容易に成形することができる。金属ガラスとしては特開平8−109419、特開平8−333660、特開平10−81944、特開平10−92619、特開2001−140047、特開2001−303218、特表2003−534925のような構造が挙げられているが、特にこれらに限定される必要はない。
マスター10Aの光学面が、単一の凸部14が形成された面であれば、ニッケルリンやアルミ合金、快削真鋳などの材料を型材に用いてダイヤモンドの工具で旋削加工することで実現できる。
マスター10Aの光学面が、アレイ状に複数の凸部14が形成された面であれば、ダイヤモンドで切れ刃が形成されたボールエンドミルを用いて、光学面形状を切削加工する。このとき、工具の切れ刃は完全な円弧ではなく、切れ刃の使う場所によって加工形状に誤差が発生するため、光学面形状のどの部分を切削するときも、使う切れ刃の位置を同一になるように工具の傾きを調整しながら加工することが望ましい。
このような加工を行うには、加工機に少なくとも並進自由度3、回転自由度2が必要となり、合計5以上の自由度を有する加工機でなければ実現できないため、マスター10Aの光学面を形成する場合には、5以上の自由度を有する加工機を用いる。
図2(b)に示す通り、サブマスター20はサブマスター成形部22とサブマスター基板26とで構成されている。サブマスター成形部22には複数の凹部24がアレイ状に形成されている。凹部24の表面(成形面)形状はウエハレンズ1におけるレンズ部5に対応するネガ形状となっており、この図では略半球形状に凹んでいる。
サブマスター成形部22は、樹脂22Aによって形成されている。樹脂22Aとしては、離型性の良好な樹脂、特に透明樹脂が好ましい。離型剤を塗布しなくても離型できる点で優れる。樹脂としては、光硬化性樹脂、熱硬化性樹脂、熱可塑性樹脂のいずれでも構わない。
光硬化性樹脂としては、フッ素系樹脂が挙げられ、熱硬化性樹脂としては、フッ素系樹脂やシリコーン系樹脂が挙げられる。中でも、離型性の良好なもの、つまり硬化させた時の表面エネルギーの低い樹脂が好ましい。熱可塑性樹脂としては、ポリカーボネート、シクロオレフィンポリマーなどの透明で比較的離型性の良いオレフィン系樹脂が挙げられる。なお、フッ素系樹脂、シリコーン系樹脂、オレフィン系樹脂の順に離型性が良好となる。この場合、サブマスター基板26は無くても構わない。このような樹脂を使用することにより、撓ませることができるので離型の際にさらに優位となる。
(フッ素系樹脂)
フッ素系樹脂としては、PTFE(ポリテトラフルオロエチレン)、PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)、FEP(テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体(4,6フッ素化))、ETFE(テトラフルオロエチレン・エチレン共重合体)、PVDF(ポリビニリデンフルオライド(2フッ化))、PCTFE(ポリクロロトリフルオロエチレン(3フッ化))、ECTFE(クロロトリフルオロエチレン・エチレン共重合体)、PVF(ポリビニルフルオライド)等が挙げられる。
フッ素系樹脂の優位点としては、離型性、耐熱性、耐薬品性、絶縁性、低摩擦性などだが、欠点としては、結晶性なので透明性に劣る。融点が高いので、成形時に高温(300℃程度)が必要である。
また、成形方法は、射出成形、押出成形、ブロー成形、トランスファー成形などであり、その中でも特に、光透過性に優れ、射出成形や押出成形も可能なFEP、PFA、PVDF等が好ましい。
溶融成形可能なグレートとしては、例えば、旭硝子製 Fluon PFA、住友3M社製 Dyneon PFA、Dyneon THV 等が挙げられる。特に、Dyneon THVシリーズは、低融点(120℃程度)なので、比較的低温で成形でき、高透明なので好ましい。
また、熱硬化性のアモルファスフッ素樹脂として、旭硝子製 サイトップ グレードSも高透過率、良離型性で好ましい。
シリコーン系樹脂には、1液湿気硬化型のものと、2液付加反応型、2液縮合型のものがある。
優位点としては、離型性、柔軟性、耐熱性、難燃性、透湿性、低吸水性、透明グレードが多いなどだが、欠点としては、線膨張率が大きいなどがある。
特に、PDMS(ポリジメチルシロキサン)構造を含むような、型取り用途のシリコーン樹脂が離型性良好で好ましく、RTVエラストマーの、高透明グレードが望ましい。例えば、モメンティブ・パフォーマンス・マテリアルズ製 TSE3450(2液混合、付加型)、旭化成ワッカーシリコーン製 ELASTOSIL M 4647(2液型RTVシリコーンゴム)、また、信越シリコーン製のKE-1603(2液混合、付加型RTVゴム)、東レダウコーニング製のSH−9555(2液混合、付加型RTVゴム)、SYLGARD 184、シルポット184、WL−5000シリーズ(感光性シリコーンバッファー材料、UVによりパターニング可能)等が好ましい。
成形方法は、2液型RTVゴムの場合、室温硬化または加熱硬化である。
熱可塑性樹脂としては、脂環式炭化水素系樹脂、アクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂、ポリエーテル樹脂、ポリアミド樹脂及びポリイミド樹脂等の透明樹脂が挙げられるが、これらの中では、特に脂環式炭化水素系樹脂が好ましく用いられる。サブマスター20を熱可塑性樹脂で構成すれば、従来から実施している射出成形技術をそのまま転用することができ、サブマスター20を容易に作製することができる。また熱可塑性樹脂が脂環式炭化水素系樹脂であれば、吸湿性が非常に低いため、サブマスター20の寿命が長くなる。また、シクロオレフィン樹脂等の脂環式炭化水素系樹脂は、耐光性・光透過性に優れるため、活性光線硬化性樹脂を硬化させるために、UV光源等の短波長の光を用いた場合も劣化が少なく、金型として長期間用いることができる。
脂環式炭化水素系樹脂としては、下記式(1)で表されるものが例示される。

また、上記式(6)は、主鎖中に炭素−炭素不飽和結合を有しており、上記式(7)は主鎖中に炭素−炭素飽和結合を有しているが、透明性、耐熱性を強く要求される場合、不飽和結合の含有率は、主鎖を構成する全炭素−炭素間結合の、通常10%以下、好ましくは5%以下、より好ましくは3%以下である。
サブマスター基板26は、サブマスター20のサブマスター成形部22のみでは強度に劣る場合でも、基板に樹脂を貼り付けることでサブマスター20の強度が上がり、何回も成形することができるという、裏打ち材のことである。
サブマスター基板26としては、石英、シリコーンウェハ、金属、ガラス、樹脂等、平滑性の出ているものなら何れでもよい。
透明性の観点で、サブマスター20の上からでも下からでもUV照射できるという点を考慮すると、透明な型、例えば石英やガラスや透明樹脂等が好ましい。透明樹脂は、熱可塑性樹脂でも熱硬化性樹脂でもUV硬化性樹脂でも何れでも良く、樹脂中に、微粒子が添加されていて線膨張係数を下げる等の効果があってもよい。このように樹脂を使用することによって、ガラスより撓むので離型する際により離型し易いが、樹脂は線膨張係数が大きいので、UV照射の際に熱が発生すると、形状が変形してきれいに転写することができないという欠点がある。
樹脂22Aは、熱硬化性であっても光硬化性であっても、揮発硬化性(溶媒が揮発して硬化する,HSQ(ハイドロゲンシルセスキオキサン等))であってもよい。高精度な成形転写性を重視する場合は、硬化に熱をかけないため樹脂22Aの熱膨張の影響が少ないUV硬化性や揮発硬化性樹脂による成形が好ましいが、これに限られるものではない。硬化後のマスター10Aとの剥離性が良い樹脂22Aが、剥離時に大きな力を必要としないため、成形光学面形状などを不用意に変形されることなくより好ましい。
離型剤を塗布する場合、マスター10Aの表面改質を行う。具体的には、マスター10Aの表面にOH基を立たせる。表面改質の方法は、UVオゾン洗浄、酸素プラズマアッシング等、マスター10Aの表面にOH基を立たせる方法なら何でもよい。
離型剤としては、シランカップリング剤構造のように、末端に加水分解可能な官能基が結合した材料、すなわち、金属の表面に存在するOH基との間で脱水縮合又は水素結合等を起こして結合するような構造を有するものが挙げられる。末端がシランカップリング構造を持ち、他端が離型性機能を持つ離型剤の場合、マスター10Aの表面にOH基が形成されていればいるほど、マスター10A表面の共有結合する箇所が増え、より強固な結合ができる。その結果、何ショット成形をしても、離型効果は薄れることなく、耐久性が増す。また、プライマー(下地層、SiO2コートなど)が不要となるので、薄膜を保ったまま耐久性向上の効果を得ることができる。
−Si(OR1)nR2(3−n) (8)
−SiXmR3(3−m) (9)
ここで、R1およびR2はアルキル基(例えば、メチル基、エチル基、プロピル基、ブチル基など)、nおよびmは1,2または3、R3はアルキル基(例えば、メチル基、エチル基、プロピル基、ブチル基など)またはアルコキシ基(例えば、メトキシ基、エトキシ基、ブトキシ基など)である。Xはハロゲン原子(例えば、Cl、Br、I)である。
また、R1、R2、R3またはXがSiに2以上結合している場合には、上記の基または原子の範囲内で、例えば2つのRmがアルキル基とアルコキシ基であるように異なっていてもよい。
アルコキシシラン基−SiOR1およびハロゲン化シラン基−SiXは、水分と反応して−SiOHとなり、さらにこれがガラス、金属等の型材料の表面に存在するOH基との間で脱水縮合または水素結合等を起こして結合する。
図12(a)中、−ORはメトキシ(−OCH3)やエトキシ(−OC2H5)を表し、加水分解によりメタノール(CH3OH)やエタノール(C2H5OH)を発生して、図12(b)のシラノール(−SiOH)となる。その後、部分的に脱水縮合して、図12(c)のようにシラノールの縮合体となる。さらに、図12(d)のようにマスター10(無機材料)表面のOH基と水素結合により吸着し、最後に図12(e)のように脱水して、−O− 化学結合(共有結合)する。なお、図12ではアルコキシシラン基の場合を示したが、ハロゲン化シラン基の場合も基本的に同様の反応が起こる。
すなわち本発明に使用する離型剤は、その一端でマスター10A表面に化学結合し、他端に機能性基を配向して、マスター10Aを被うこととなり、薄くて耐久性に優れた均一な離型層を形成することができる。
(機能性側がフッ素系の離型剤)
フッ素置換炭化水素基としては、特に分子構造の一端にCF3(CF2)a−基や、CF3・CF3・CF(CF2)b−基などのパーフルオロ基(aおよびbは整数)を持つフッ素置換炭化水素基が好ましく、また、パーフルオロ基の長さが炭素数にして2個以上が好ましく、CF3(CF2)a−のCF3につづくCF2基の数は5以上が適切である。
また、パーフルオロ基は直鎖である必要はなく、分岐構造を有していてもよい。さらに、近年の環境問題対応として、CF3(CF2)c−(CH2)d−(CF2)e−のような構造でもよい。この場合、cは3以下、dは整数(好ましくは1)、eは4以下、である。
上記のフッ素離型剤は通常は固体であるが、これをマスター10Aの表面に塗布するには、有機溶剤に溶解した溶液とする必要がある。離型剤の分子構造によって異なってくるが、多くはその溶媒としてフッ化炭化水素系の溶剤またはそれに若干の有機溶媒を混合したものが適している。溶媒の濃度は特に限定ないが、必要とする離型膜は特に薄いことが特徴であるので、濃度は低いもので充分であり、1〜3重量%でよい。
この溶液をマスター10A表面に塗布するには、浸漬塗布、スプレー塗布、ハケ塗り、スピンコート等の通常の塗布方法を用いることができる。塗布後は通常は自然乾燥で溶媒を蒸発させて乾燥塗膜とするが、このとき塗布された膜厚はとくに規定するべきものではないが、20μm以下が適当である。
具体例としては、ダイキン工業製 オプツールDSX、デュラサーフHD−1100、HD−2100、住友3M製 ノベックEGC1720、竹内真空被膜製 トリアジンチオールの蒸着、AGC製 アモルファスフッ素 サイトップ グレードM、エヌアイマテリアル製 防汚コートOPC-800等が挙げられる。
炭化水素基としては、CnH2n+1 のように直鎖でもよいし、分岐していてもよい。シリコーン系離型剤がこの分類に含まれる。
従来、オルガノポリシロキサン樹脂を主成分とする組成物であり、撥水性を示す硬化皮膜を形成する組成物としては数多くの組成物が知られている。例えば、特開昭55−48245号公報には水酸基含有メチルポリシロキサン樹脂とα,ω−ジヒドロキシジオルガノポリシロキサンとオルガノシランからなり、硬化して離型性、防汚性に優れ、撥水性を示す皮膜を形成する組成物が提案されている。また、特開昭59−140280号公報にはパーフルオロアルキル基含有オルガノシランとアミノ基含有オルガノシランを主成分とするオルガノシランの部分共加水分解縮合物を主剤とする組成物であり、撥水性、撥油性に優れた硬化皮膜を形成する組成物が提案されている。
具体例としては、AGCセイミケミカル製 モールドスパット、マツモトファインケミカル製 オルガチックスSIC-330,434、東レダウケミカル製 SR−2410などが挙げられる。また、自己組織化単分子膜として、日本曹達製 SAMLAY が挙げられる。
光源50としては、高圧水銀ランプ、メタルハライドランプ、キセノンランプ、ハロゲンランプ、蛍光灯、ブラックライト、Gランプ、Fランプ等が挙げられ、線状光源であってもよいし点状光源であってもよい。高圧水銀ランプは、365nm、436nmに狭いスペクトルを持つランプである。メタルハライドランプは、水銀灯の一種で、紫外域における出力は高圧水銀ランプよりも数倍高い。キセノンランプは、最も太陽光に近いスペクトルを持つランプである。ハロゲンランプは長波長の光を多く含んでおり、近赤外光がほとんどであるランプである。蛍光灯は光の三原色に均等な照射強度を持っている。ブラックライトはピークトップを351nmに持ち、300nm〜400nmの近紫外光を放射するライトである。
樹脂22Aを光硬化させた後(サブマスター20の作製後)においては、サブマスター20に対しポストキュア(加熱処理)をおこなってもよい。ポストキュアをおこなえば、サブマスター20の樹脂22Aを完全に硬化させることができ、サブマスター20の型寿命を延ばすことができる。
サブマスター基板26は石英であってもよいし、ガラス板であってもよく、十分な曲げ強度とUV透過率を有することが重要である。サブマスター成形部22とサブマスター基板26との密着性を高めるために、サブマスター基板26に対しシランカップリング剤を塗布するなどの処理を行ってもよい。
逆に、マスター10Aの凸部14を樹脂22Aに転写し樹脂22Aが硬化する前に、サブマスター基板26を装着する(室温で裏打ちする)ようにしてもよい。この場合には、接着剤を使用せずに、樹脂22Aの付着力によりサブマスター基板26を張り付かせるか、又はサブマスター基板26にカップリング剤を塗布し付着力を強くして樹脂22Aに対しサブマスター基板26を付着させる。
また、サブマスター20は、サブマスター基板26で裏打ちしつつ硬化させて形成するのが好ましいが、裏打ち前に硬化させて形成しても良い。サブマスター基板26で裏打ちしつつ硬化させる方法としては、例えば樹脂22Aとして熱硬化性樹脂を用い、マスター10Aとサブマスター基板26との間に当該樹脂22Aを充填した状態でこれらをベーク炉に投入する方法や、樹脂22AとしてUV硬化性樹脂を用いるとともに、サブマスター基板26としてUV透過性の基板を用い、マスター10Aとサブマスター基板26との間に当該樹脂22Aを充填した状態でサブマスター基板26の側から樹脂22Aに対してUV光を照射する方法などがある。
まず、マスター10Aの表裏面を高精度に平行化しておく。これにより、マスター10Aにおいて、凸部14の成形面と裏面とが平行となる。
また、このマスター10Aを裏面(凸部14とは反対側の面)側から支持する支持面260Bと、吸引面260Aとに対して、それぞれ基準部材260C,260Dを突設しておく。ここで、これらの基準部材260C,260Dの形状は、支持面260B及び吸引面260Aが互いに平行な状態でマスター10Aとサブマスター20とが当接したときにガタツキ無く互いに当接する形状とする。
これにより、基準部材260C,260D同士を当接させることによって、吸引面260Aに対してマスター10Aの支持面260B、ひいてはマスター10における凸部14の成形面が平行となる。
樹脂22AとしてPDMS(ポリジメチルシロキサン)などの樹脂を使うと、マスター10との離型性が非常によいので、マスター10からの剥離に大きな力を必要とせず、成形光学面を歪ませたりする事が無いのでよい。
サブマスター20の凹部24に樹脂5Aを充填するのに代えて、ガラス基板3に樹脂5Aを塗布し、樹脂5Aが塗布されたガラス基板3をサブマスター20に押圧するような構成としてもよい。
サブマスター20のサブマスター基板26が弾性素材(樹脂)である場合には、これをやや折り曲げてウエハレンズ1をサブマスター20から離型するようにしてもよいし、ガラス基板3がガラスに代わり弾性素材(樹脂)である場合にも、これをやや折り曲げてウエハレンズ1をサブマスター20から離型するようにしてもよい。
ウエハレンズ1をサブマスター20からやや剥離して両部材間に隙間が形成されたら、エア又は純水をその隙間に圧送に、ウエハレンズ1をサブマスター20から離型するようにしてもよい。
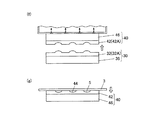
1つ目の手法では、図3(e),(f)に示すように、サブマスター20Cの上面に樹脂5Aを滴下または吐出した後、当該サブマスター20Cと、その上方に配設されたガラス基板3とを当接させて、これらガラス基板3及びサブマスター20Cの間に樹脂5Aを充填した状態にした後、ガラス基板3及びサブマスター20Cを互いに当接した状態で一体的に上下反転させ、サブマスター20Dの上面に樹脂5Aを滴下または吐出した後、当該サブマスター20Dと、その上方に配設されたガラス基板3とを当接させて、これらガラス基板3及びサブマスター20Dの間に樹脂5Aを充填した状態にする。
2つ目の手法では、ガラス基板3の上面に樹脂5Aを滴下または吐出した後、当該ガラス基板3と、その上方に配設されたサブマスター20Cとを当接させて、これらガラス基板3及びサブマスター20Cの間に樹脂5Aを充填した状態にするとともに、サブマスター20Dの上面に樹脂5Aを滴下または吐出した後、当該サブマスター20Dと、その上方に配設されたガラス基板3とを当接させて、これらガラス基板3及びサブマスター20Dの間に樹脂5Aを充填した状態にする。
なお、ガラス基板3とサブマスター20C,20Dとを当接させる際には、間に気泡が残らないようにすることが好ましい。また、ここで用いる樹脂5Aとしては、熱硬化性樹脂であっても、UV硬化性樹脂であっても、揮発硬化性樹脂(HSQなど)であっても良い。UV硬化性樹脂を用いる場合には、サブマスター20C,20Dの少なくとも一方を紫外線透過性としておくことにより、当該一方のサブマスターの側からガラス基板3の両面の樹脂5Aに対していっぺんに紫外線を照射することができる。
この場合、マスター10Bの凹部16に対し樹脂5Aを充填し、その上方からガラス基板3を押圧しながら樹脂5Aを硬化させ、その後ガラス基板3とレンズ部5とをマスター10Bから離型すればよい。
マスター10Bから樹脂5Aを剥離するための離型が重要であり、その離型方法として2種類の方法が考えられる。
第2の方法として、マスター10Bの表面に離型剤をコートする。当該離型剤としては、トリアジンジチオールやフッ素系、シリコン系の単分子層を形成する離型剤を用いることができる。当該離型剤を用いることで、成膜厚さが10nm程度と、光学面形状に影響を与えない厚みにコートできる。当該離型剤が成形時にはがれないように密着性を高めるため、カップリング剤をマスター10Bに塗布したり、当該離型剤とマスター10Bとの間で架橋を創製するSiO2などをマスター10Bにコートすると、密着性が強くなりよい。
第2の実施形態は主には第1の実施形態と下記の点で異なっており、それ以外は略同じとなっている。
サブマスター基板36は、サブマスター基板26と同様の材料を使用することができる。
サブサブマスター基板46も、サブマスター基板26と同様の材料を使用することができる。
その後、図5(c)に示す通り、マスター10Bからサブマスター成形部32とサブマスター基板36とを離型し、サブマスター30が作製される。
その後、図5(d)に示す通り、サブマスター30上に樹脂42Aを塗布し、樹脂42Aを硬化させ、サブマスター30の凸部34を樹脂42Aに転写し、樹脂42Aに対し複数の凹部44を形成する。これにより、サブサブマスター成形部42が形成される。
その後、図5(e)に示す通り、サブサブマスター成形部42に対しサブサブマスター基板46を装着する。
3 ガラス基板
5 レンズ部
5A 樹脂
10(10A,10B) マスター
12 ベース部
14 凸部
16 凹部
20 サブマスター
22 サブマスター成形部
22A 樹脂
24 凹部
25 凸部
26 サブマスター基板
30 サブマスター
32 サブマスター成形部
32A 樹脂
34 凸部
36 サブマスター基板
40 サブサブマスター
42 サブサブマスター成形部
42A 樹脂
44 凹部
46 サブサブマスター基板
50,52,54 光源
60 引張りシロ
200 大径サブマスター
210 応力緩和部
Claims (9)
- 基板に対し第1の光硬化性樹脂製の光学部材が設けられたウエハレンズの製造方法であって、
前記光学部材の光学面形状に対応したポジ形状の成形面を複数有するマスター成形型から、前記光学面形状に対応したネガ形状の成形面を複数有するサブマスター成形部を第2の硬化性樹脂によって成形するとともに、当該サブマスター成形部を光透過性のサブマスター基板で裏打ちすることによってサブマスター成形型を形成し、
前記サブマスター成形型と前記基板との間に前記第1の光硬化性樹脂を充填し、前記サブマスター成形型側と前記基板側とのうち、前記サブマスター成形型側から光を照射して前記第1の光硬化性樹脂を硬化させ前記光学部材を成形する場合に、
前記マスター成形型のモールド成形用材料として低融点ガラス又は金属ガラスを使用することを特徴とするウエハレンズの製造方法。 - 前記マスター成形型の、前記光学面形状に対応したネガ形状の複数の成形面は、複数の凸部が形成された凸形状を有していることを特徴とする請求項1に記載のウエハレンズの製造方法。
- 前記マスター成形型の、前記光学面形状に対応したネガ形状の複数の成形面は、少なくとも並進自由度が3で回転自由度が2である合計5以上の自由度を有する加工機により加工されている請求項2に記載のウエハレンズの製造方法。
- 前記マスター成形型の、前記光学面形状に対応したネガ形状の複数の成形面は、複数の凹部が形成された凹形状を有していることを特徴とする請求項1に記載のウエハレンズの製造方法。
- 前記マスター成形型の、前記光学面形状に対応したネガ形状の複数の成形面には、表面改質によりOH基が導入され、かつ、加水分解可能な官能基を有する離型剤が塗布されている請求項1〜4のいずれか一項に記載のウエハレンズの製造方法。
- 前記表面改質としてUVオゾン洗浄または酸素プラズマアッシングの処理が実行されていることを特徴とする請求項5に記載のウエハレンズの製造方法。
- 前記加水分解可能な官能基はシランカップリング構造を有することを特徴とする請求項5に記載のウエハレンズの製造方法。
- 前記離型剤は離型性機能基としてフッ素置換炭化水素基または炭化水素基を有することを特徴とする請求項5〜7のいずれか一項に記載のウエハレンズの製造方法。
- 前記第2の硬化性樹脂が光硬化性樹脂である請求項1〜8のいずれか一項に記載のウエハレンズの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008072016A JP5315737B2 (ja) | 2008-03-19 | 2008-03-19 | ウエハレンズの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008072016A JP5315737B2 (ja) | 2008-03-19 | 2008-03-19 | ウエハレンズの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009226631A JP2009226631A (ja) | 2009-10-08 |
| JP2009226631A5 JP2009226631A5 (ja) | 2011-04-28 |
| JP5315737B2 true JP5315737B2 (ja) | 2013-10-16 |
Family
ID=41242640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008072016A Expired - Fee Related JP5315737B2 (ja) | 2008-03-19 | 2008-03-19 | ウエハレンズの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5315737B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8928982B2 (en) | 2010-04-21 | 2015-01-06 | Konica Minolta Advanced Layers, Inc. | Wafer lens, laminated wafer lens, wafer lens cutting method and laminated wafer lens cutting method |
| WO2012161316A1 (ja) * | 2011-05-26 | 2012-11-29 | コニカミノルタアドバンストレイヤー株式会社 | ウェハーレンズの製造方法、成形金型、転写型、及び転写型の製造方法 |
| JP6753197B2 (ja) * | 2016-08-02 | 2020-09-09 | 大日本印刷株式会社 | インプリントモールド |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02283422A (ja) * | 1989-04-26 | 1990-11-20 | Canon Inc | 注型成形用型の製造方法 |
| JPH03202330A (ja) * | 1989-10-30 | 1991-09-04 | Sharp Corp | マイクロレンズの製造方法 |
| JP2002326231A (ja) * | 2001-02-28 | 2002-11-12 | Konica Corp | 光学素子用金型、光学素子及びマスター型 |
| JP2002321227A (ja) * | 2001-04-25 | 2002-11-05 | Canon Inc | 光学素子成形用母型の製造方法、及び該母型を用いた光学素子の製造方法、該製造方法による光学素子 |
| JP2005193473A (ja) * | 2004-01-06 | 2005-07-21 | Three M Innovative Properties Co | 転写用成形型及びその製造方法ならびに微細構造体の製造方法 |
| JP4525900B2 (ja) * | 2004-03-31 | 2010-08-18 | コニカミノルタオプト株式会社 | 光学素子用成形金型の製造方法及び光学素子用成形金型 |
| JP2009226638A (ja) * | 2008-03-19 | 2009-10-08 | Konica Minolta Opto Inc | ウエハレンズの製造方法 |
-
2008
- 2008-03-19 JP JP2008072016A patent/JP5315737B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009226631A (ja) | 2009-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5429159B2 (ja) | ウエハレンズの製造方法 | |
| JP5617636B2 (ja) | ウエハレンズの製造方法 | |
| JP5440492B2 (ja) | ウエハレンズの製造方法 | |
| JP5212463B2 (ja) | ウエハレンズの製造方法 | |
| JP5327221B2 (ja) | ウエハレンズ又はウエハレンズ集合体の製造方法 | |
| Pina-Hernandez et al. | High-resolution functional epoxysilsesquioxane-based patterning layers for large-area nanoimprinting | |
| WO2011111741A1 (ja) | 樹脂モールド | |
| JP2009226638A (ja) | ウエハレンズの製造方法 | |
| JP2010107891A (ja) | ウエハレンズ集合体及びその製造方法、レンズユニット、撮像装置 | |
| JP5315737B2 (ja) | ウエハレンズの製造方法 | |
| JP5488464B2 (ja) | 光学素子、光学素子の製造方法、及び電子機器の製造方法 | |
| WO2011024700A1 (ja) | 成形型、光学素子及び成形型の製造方法 | |
| TWI576658B (zh) | Copying die and its manufacturing method | |
| JP5130977B2 (ja) | サブマスター成形型の製造方法 | |
| JP2009226637A (ja) | マスター成形型の製造方法 | |
| WO2009125677A1 (ja) | ウエハレンズの製造方法及びウエハレンズ | |
| JP2010015095A (ja) | 光学素子、光学素子の製造方法及び電子機器の製造方法 | |
| JP2013122480A (ja) | ウエハレンズおよびその製造方法 | |
| KR100503498B1 (ko) | 구조화된 표면을 포함하는 구조물과 그 제조방법 | |
| JP2009042448A (ja) | 光学素子の製造方法及び光学素子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110311 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110311 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110311 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121204 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130131 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130611 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130624 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |