JP5312852B2 - 乗物用補強及び外装パネルを製造する方法 - Google Patents
乗物用補強及び外装パネルを製造する方法 Download PDFInfo
- Publication number
- JP5312852B2 JP5312852B2 JP2008155251A JP2008155251A JP5312852B2 JP 5312852 B2 JP5312852 B2 JP 5312852B2 JP 2008155251 A JP2008155251 A JP 2008155251A JP 2008155251 A JP2008155251 A JP 2008155251A JP 5312852 B2 JP5312852 B2 JP 5312852B2
- Authority
- JP
- Japan
- Prior art keywords
- metal sheet
- resin
- foam
- panel
- applying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 12
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 230000002787 reinforcement Effects 0.000 title claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 31
- 239000002184 metal Substances 0.000 claims description 31
- 239000006260 foam Substances 0.000 claims description 29
- 239000011347 resin Substances 0.000 claims description 21
- 229920005989 resin Polymers 0.000 claims description 21
- 239000000919 ceramic Substances 0.000 description 8
- 239000006262 metallic foam Substances 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41H—ARMOUR; ARMOURED TURRETS; ARMOURED OR ARMED VEHICLES; MEANS OF ATTACK OR DEFENCE, e.g. CAMOUFLAGE, IN GENERAL
- F41H5/00—Armour; Armour plates
- F41H5/02—Plate construction
- F41H5/04—Plate construction composed of more than one layer
- F41H5/0442—Layered armour containing metal
- F41H5/0457—Metal layers in combination with additional layers made of fibres, fabrics or plastics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41H—ARMOUR; ARMOURED TURRETS; ARMOURED OR ARMED VEHICLES; MEANS OF ATTACK OR DEFENCE, e.g. CAMOUFLAGE, IN GENERAL
- F41H5/00—Armour; Armour plates
- F41H5/02—Plate construction
- F41H5/04—Plate construction composed of more than one layer
- F41H5/0414—Layered armour containing ceramic material
- F41H5/0421—Ceramic layers in combination with metal layers
Landscapes
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Laminated Bodies (AREA)
- Body Structure For Vehicles (AREA)
- Finishing Walls (AREA)
Description
a)予め設定した形状及び大きさのモールドの中に複数の等辺等角の形状のフォーム要素を、実質的に平らなフォーム層を形成するように整列せしめる段階と、
b)第1の金属シートの表面上に樹脂を塗布し、この塗布した表面を前記フォーム要素の全面上に重ね合わせて第1の製造品を得る段階と、
c)前記第1の製造品をひっくり返して、前記モールドを取り除く段階と、
d)第2の金属シートの表面上に樹脂を塗布する段階と、
e)前記第2の金属シートの樹脂塗布側の表面を前記第1の製造品の前記フォーム要素の表面上に重ね合わせ、前記第2の金属シートを前記第1の製造品の前記フォーム要素に張り付ける段階と、
f)前記第2の金属シートの被覆されていない上側の表面に樹脂を塗布する段階と、
g)前記第2の金属シートの被覆されていない上側の樹脂塗布表面に、前記段階a)〜c)にしたがって作った他の追加の製造品を重ね合わせる段階と、
h)このようにして得たパネルを予め設定した時間の間圧力にさらして、前記樹脂を乾燥せしめる段階と、
を包含することを特徴とする方法が提供される。
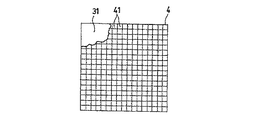
4 金属フォーム又はセラミックフォーム層
31 第1の金属シート
32 第2の金属シート
41 フォーム要素
42 モールド
Claims (2)
- 乗物用補強及び外装パネルを製造する方法において、
a)予め設定した形状及び大きさのモールド(42)の中に複数の等辺等角の形状のフォーム要素(41)を、実質的に平らなフォーム層(4)を形成するように整列せしめる段階と、
b)第1の金属シート(31)の表面上に樹脂を塗布し、この塗布した表面を前記フォーム要素(41)の全面上に重ね合わせて第1の製造品を得る段階と、
c)前記第1の製造品をひっくり返して、前記モールド(42)を取り除く段階と、
d)第2の金属シート(32)の表面上に樹脂を塗布する段階と、
e)前記第2の金属シート(32)の樹脂塗布側の表面を前記第1の製造品の前記フォーム要素(41)の表面上に重ね合わせ、前記第2の金属シートを前記第1の製造品の前記フォーム要素に張り付ける段階と、
f)前記第2の金属シートの被覆されていない上側の表面に樹脂を塗布する段階と、
g)前記第2の金属シートの被覆されていない上側の樹脂塗布表面に、前記段階a)〜c)にしたがって作った他の追加の製造品を重ね合わせる段階と、
h)このようにして得たパネルを予め設定した時間の間圧力にさらして、前記樹脂を乾燥せしめる段階と、
を包含することを特徴とする方法。 - 請求項1記載の方法において、更に、前記段階a)〜c)にしたがって作った更に他の追加の製造品を前記段階a)〜h)にしたがってすでに形成しているパネルに重ね合わせる段階を包含することを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT001200A ITMI20071200A1 (it) | 2007-06-14 | 2007-06-14 | Pannello di rinforzo e blindatura per un veicolo |
| ITMI2007A001200 | 2007-06-14 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009018579A JP2009018579A (ja) | 2009-01-29 |
| JP2009018579A5 JP2009018579A5 (ja) | 2011-07-28 |
| JP5312852B2 true JP5312852B2 (ja) | 2013-10-09 |
Family
ID=39790029
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008155251A Active JP5312852B2 (ja) | 2007-06-14 | 2008-06-13 | 乗物用補強及び外装パネルを製造する方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20080309123A1 (ja) |
| EP (1) | EP2003418A3 (ja) |
| JP (1) | JP5312852B2 (ja) |
| CN (1) | CN101323284B (ja) |
| CA (1) | CA2634449A1 (ja) |
| IL (1) | IL191848A (ja) |
| IT (1) | ITMI20071200A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK178262B1 (da) | 2009-02-06 | 2015-10-19 | Ten Cate Active Prot Aps | Impuls og momentums overføringsanordning |
| CN101955336B (zh) * | 2009-07-13 | 2014-10-08 | SICcast矿物铸件两合公司 | 碳化硅复合材料的应用 |
| DE102009037271A1 (de) * | 2009-08-12 | 2011-02-17 | Volkswagen Ag | Katalysatorvorrichtung |
| JP5669031B2 (ja) | 2011-01-31 | 2015-02-12 | 独立行政法人国立高等専門学校機構 | 超微細気泡発生器 |
| EP2858863B1 (en) | 2012-06-06 | 2016-03-23 | Tencate Advanced Armor USA Inc. | Active countermeasures systems and methods |
| CN103818484A (zh) * | 2013-10-25 | 2014-05-28 | 芜湖长启炉业有限公司 | 吸能防弹车厢板 |
| CN104142096A (zh) * | 2014-07-17 | 2014-11-12 | 辽宁融达新材料科技有限公司 | 一种抗暴防护面板及采用其制造的集装箱 |
| CN106042517A (zh) * | 2016-07-27 | 2016-10-26 | 四川威尔达节能科技有限公司 | 一种发泡陶瓷金属复合板及其制备方法 |
| CN107328302B (zh) * | 2017-09-07 | 2019-02-12 | 北京普凡防护科技有限公司 | 一种吸能缓冲防弹头盔内衬及其制备方法 |
| CN111535536A (zh) * | 2020-05-13 | 2020-08-14 | 福州索科特材料科技有限公司 | 金属发泡陶瓷防火复合板 |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3408180A (en) * | 1966-09-12 | 1968-10-29 | Gen Foam Corp | Method of producing an inorganic foam and product |
| US3711363A (en) * | 1970-04-21 | 1973-01-16 | Ethyl Corp | Foamed core sandwich construction |
| JPS4732521U (ja) * | 1971-04-30 | 1972-12-12 | ||
| US3834881A (en) * | 1971-11-24 | 1974-09-10 | Ethyl Corp | Foamed metal article |
| US5686689A (en) * | 1985-05-17 | 1997-11-11 | Aeronautical Research Associates Of Princeton, Inc. | Lightweight composite armor |
| JPS6259027A (ja) * | 1985-09-09 | 1987-03-14 | 日立化成工業株式会社 | 内装用複合化粧パネル |
| JPS6363421U (ja) * | 1986-10-15 | 1988-04-26 | ||
| JPH02243330A (ja) * | 1989-03-17 | 1990-09-27 | Hitachi Ltd | パネル |
| US5236151A (en) * | 1991-12-23 | 1993-08-17 | General Electric Company | Thermal barrier structure |
| JPH07267098A (ja) * | 1994-03-30 | 1995-10-17 | Yokohama Rubber Co Ltd:The | エネルギー吸収ハンドル |
| JPH07277222A (ja) * | 1994-04-06 | 1995-10-24 | Kobe Steel Ltd | エネルギー吸収部材 |
| US5627701A (en) * | 1994-07-13 | 1997-05-06 | Misso; Nigel F. | Skinned foam core E-block |
| US5516592A (en) * | 1995-01-20 | 1996-05-14 | Industrial Technology Research Institute | Manufacture of foamed aluminum alloy composites |
| JPH08284358A (ja) * | 1995-04-11 | 1996-10-29 | Mitsubishi Chem Corp | 外装パネル |
| DE19621638C2 (de) * | 1996-05-30 | 2002-06-27 | Fraunhofer Ges Forschung | Offenzellige Schaumkeramik mit hoher Festigkeit und Verfahren zu deren Herstellung |
| JPH11286063A (ja) * | 1998-04-02 | 1999-10-19 | Mitsubishi Alum Co Ltd | アルミハニカム抑音パネル |
| EP0967453A1 (en) * | 1998-06-25 | 1999-12-29 | Armortec Incorporated | Flexible, impact-resistant materials |
| US6298765B1 (en) * | 1998-12-02 | 2001-10-09 | Mcdonnell Douglas Corporation | Multi-shock assembly for protecting a spacecraft surface from hypervelocity impactors |
| US6698331B1 (en) * | 1999-03-10 | 2004-03-02 | Fraunhofer Usa, Inc. | Use of metal foams in armor systems |
| CN2373318Y (zh) * | 1999-06-08 | 2000-04-12 | 中国船舶工业总公司第七研究院第七二五研究所 | 高能量吸收型泡沫金属保险杠 |
| US6899009B2 (en) * | 2001-06-26 | 2005-05-31 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Flexible multi-shock shield |
| US7543523B2 (en) * | 2001-10-01 | 2009-06-09 | Lockheed Martin Corporation | Antiballistic armor |
| US6825137B2 (en) * | 2001-12-19 | 2004-11-30 | Telair International Incorporated | Lightweight ballistic resistant rigid structural panel |
| AU2003256714A1 (en) * | 2002-07-25 | 2004-02-16 | University Of Virginia Patent Foundation | Method for manufacture of cellular materials and structures for blast and impact mitigation and resulting structure |
| WO2004022868A2 (en) * | 2002-09-03 | 2004-03-18 | University Of Virginia Patent Foundation | Blast and ballistic protection systems and method of making the same |
| JP4493945B2 (ja) * | 2003-07-02 | 2010-06-30 | トヨタ自動車株式会社 | 車両の衝撃吸収構造体及びその製造方法 |
| US7556854B2 (en) * | 2003-09-24 | 2009-07-07 | The Boeing Company | Advanced multi-purpose ballistic insulation |
| US7540228B1 (en) * | 2003-10-28 | 2009-06-02 | Strike Face Technology Incorporated | Ceramic armour and method of construction |
| IL160939A (en) * | 2004-03-18 | 2010-11-30 | Plasan Kibbutz Sasa | Energy absorbing device for a vechicle seat |
| US7465500B2 (en) * | 2004-10-28 | 2008-12-16 | The Boeing Company | Lightweight protector against micrometeoroids and orbital debris (MMOD) impact using foam substances |
| EP2115381A4 (en) * | 2004-12-08 | 2011-09-07 | Armordynamics Inc | TECHNIQUES AND APPARATUS FOR BALISTIC PROTECTION |
| US20070068377A1 (en) * | 2005-05-20 | 2007-03-29 | Pizhong Qiao | Hybrid composite structures for ballistic protection |
| JP4730018B2 (ja) * | 2005-08-11 | 2011-07-20 | 日産自動車株式会社 | 車両の衝撃吸収構造 |
| US7631589B2 (en) * | 2006-03-09 | 2009-12-15 | Lockheed Martin Corporation | Apparatus for inhibiting effects of an explosive blast |
| US7601654B2 (en) * | 2006-03-30 | 2009-10-13 | Honeywell International Inc. | Molded ballistic panel with enhanced structural performance |
| US20070240621A1 (en) * | 2006-04-17 | 2007-10-18 | Pizhong Qiao | Blast resistant composite panels for tactical shelters |
| US7980165B2 (en) * | 2007-10-03 | 2011-07-19 | Martin Marietta Materials, Inc. | Modular blast-resistant panel system for reinforcing existing structures |
-
2007
- 2007-06-14 IT IT001200A patent/ITMI20071200A1/it unknown
-
2008
- 2008-05-29 IL IL191848A patent/IL191848A/en active IP Right Grant
- 2008-05-29 EP EP08157151A patent/EP2003418A3/en not_active Withdrawn
- 2008-05-29 US US12/156,028 patent/US20080309123A1/en not_active Abandoned
- 2008-06-09 CA CA002634449A patent/CA2634449A1/en not_active Abandoned
- 2008-06-13 CN CN200810125579.9A patent/CN101323284B/zh not_active Expired - Fee Related
- 2008-06-13 JP JP2008155251A patent/JP5312852B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| IL191848A (en) | 2012-10-31 |
| EP2003418A3 (en) | 2013-02-20 |
| IL191848A0 (en) | 2009-02-11 |
| ITMI20071200A1 (it) | 2008-12-15 |
| EP2003418A2 (en) | 2008-12-17 |
| JP2009018579A (ja) | 2009-01-29 |
| CA2634449A1 (en) | 2008-12-14 |
| US20080309123A1 (en) | 2008-12-18 |
| CN101323284A (zh) | 2008-12-17 |
| CN101323284B (zh) | 2014-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5312852B2 (ja) | 乗物用補強及び外装パネルを製造する方法 | |
| JP2009018579A5 (ja) | ||
| JP5526008B2 (ja) | 積層シートおよび積層シートの形成方法 | |
| JP6542879B2 (ja) | 軽量構成要素用のハニカム、特に変形可能なハニカム、対応する生産方法、及びサンドイッチ構成要素 | |
| JP2007512977A5 (ja) | ||
| US8793877B2 (en) | Apparatus for manufacturing truss structure using multi-point pins, method of manufacturing truss structure using the same, truss core sandwich panel having the truss structure, method of manufacturing the truss core sandwich panel | |
| JP2009135184A5 (ja) | ||
| RU2004124076A (ru) | Способ формирования слоистого материала с соединением в шпунт | |
| KR100738502B1 (ko) | 굽혀진 트러스 코어를 구비한 가변형 샌드위치 패널 및 그제조방법 | |
| EP1860062A3 (en) | Micro-fludidic structure and method of making the same | |
| JPH02159711A (ja) | セラミック円筒状積層体の製造方法 | |
| JP3912082B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JP2002224516A5 (ja) | ||
| AU2004274348B2 (en) | A method of producing honeycomb structure | |
| EP1158549A1 (en) | Laminated body manufacturing method and laminated body pressurizing device | |
| JP3912153B2 (ja) | セラミック多層基板の製造方法 | |
| TWI377893B (en) | Method for making rigid-flex circuit board | |
| JP3197044U (ja) | ブロックメモ | |
| JP2012532768A5 (ja) | ||
| JP2019077159A (ja) | 成形品の製造方法、成形品 | |
| JP2020508204A (ja) | 洗浄方法および洗浄システム | |
| EP1491330A3 (en) | Method for manufacturing a translucent laminate and laminate produced thereby | |
| JP2006278901A (ja) | 積層体チップの製造方法 | |
| JPS6391236A (ja) | ステンレススチ−ル箔コアの積層パネルの製造方法 | |
| WO2000033997A1 (en) | Honeycomb structure, method of forming a honeycomb structure and method of joining aluminium or aluminium alloy bodies |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20080613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110610 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110610 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121009 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130703 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5312852 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |