JP5287643B2 - 光学装置の製造方法及び光学装置 - Google Patents
光学装置の製造方法及び光学装置 Download PDFInfo
- Publication number
- JP5287643B2 JP5287643B2 JP2009225181A JP2009225181A JP5287643B2 JP 5287643 B2 JP5287643 B2 JP 5287643B2 JP 2009225181 A JP2009225181 A JP 2009225181A JP 2009225181 A JP2009225181 A JP 2009225181A JP 5287643 B2 JP5287643 B2 JP 5287643B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- sealing
- substrate
- mounting
- led element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Description
図1に示すように、光学装置としての発光装置1は、フリップチップ型のGaN系半導体材料からなるLED素子2と、LED素子2を搭載し回路パターン4が形成される搭載基板3と、LED素子2を封止するとともに搭載基板3と接着されるガラス封止部6とを有する。ガラス封止部6は上面6aも下面6bも平坦に形成されており、ガラス封止部6の下面に複数の搭載基板3が埋め込まれている。
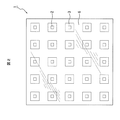
図2に示すように、ガラス封止部6は平面視で正方形状を呈し、LED素子2を1つ搭載した搭載基板3が縦横に同じ間隔で配置されている。すなわち、各搭載基板3は、互いに独立し、無機封止材料としてのガラス封止部6の一面に互いに間隔をおいて設けられている。この発光装置1は、ガラス封止部6の下面6b側に配置された各LED素子2が発光すると、上面6aを主発光面として発光する。
図3に示すように、発光素子としてのLED素子2は、図2に示すように、サファイア(Al2O3)からなる成長基板20の表面に、III族窒化物系半導体をエピタキシャル成長させることにより、バッファ層21と、n型層22と、MQW層23と、p型層24とがこの順で形成されている。GaN系半導体の場合、p型層24は、ガラスを用いた400℃を超える封止加工でのVf上昇を抑えるため、コンタクト層のMg濃度を2×1019〜8×1019/cm3とし、結晶成長温度をMQW層23の成長温度(例えば、780℃)以上で1000℃以下とすることが望ましい。このLED素子2は、700℃以上でエピタキシャル成長され、その耐熱温度は600℃以上であり、後述する低融点のガラスを用いた封止加工における加工温度に対して安定である。また、LED素子2は、p型層24の表面に設けられるp側電極25と、p側電極25上に形成されるp側パッド電極26と、を有するとともに、p型層24からn型層22にわたって一部をエッチングすることにより露出したn型層22に形成されるn側電極27を有する。p側パッド電極26とn側電極27には、それぞれAuバンプ28が形成される。
まず、ガラス成分の酸化物粉末を1200℃に加熱し、溶融状態で撹拌する。そして、ガラスを固化した後、ガラス封止部6の厚さに対応するようスライスして封止前のガラス封止部6を板状に加工する(板状加工工程)。この後、封止前のガラス封止部6に、後述するように、各LED素子2に対応する凹部11を形成する。
図4に示すように、複数のLED素子2を縦及び横について等間隔で連結基板12に搭載する(搭載工程)。具体的には、連結基板12の回路パターン4の表面パターンに複数のLED素子2を各Auバンプ28によって電気的に接合する。本実施形態においては、p側2点、n側1点の合計3点のバンプ接合が施される。この後、連結基板12をダイシング装置にセットして、ダイシングブレードによって、連結基板12を各LED素子2ごとに分割するようダイシングする(分割工程)。
図5に示すように、封止前のガラス封止部6の下面6bには、各搭載基板3ごとに、搭載基板3を受容する嵌合用の凹部11が形成されており、凹部11が上側となるように、封止前のガラス封止部6を下金型91にセットする。すなわち、本工程においては、ガラス封止部6の上面6aを下側とし、下面6bを上側して作業を行う。そして、各凹部11にLED素子2が下側となるよう搭載基板3を配置し、上金型92を封止前のガラス封止部6の下面6bと対向して配置する。
この後、図6に示すように、下金型91及び上金型92を加圧し、窒素雰囲気中でガラス転移温度を超え、屈伏点以上の温度に加熱することによって軟化したガラス材のホットプレス加工を行う。本実施形態においては、封止前のガラス封止部6を全体的に加熱して軟化させる。ここで、下金型91及び上金型92にはそれぞれヒータが配置され、各金型91,92で独立して温度調整される。このとき、封止前のガラス封止部6は、搭載基板3への配置前に加熱されていてもよいし、配置後に加熱されるようにしてもよい。ホットプレス加工は、上金型92から搭載基板3に封止前のガラス封止部6方向へ圧力を加えることにより行われる。これにより、図6に示すように、LED素子2が搭載された搭載基板3が封止前のガラス封止部6に埋没し、LED素子2は搭載基板3上で封止前のガラス封止部6により封止される(加圧工程)。ここで、ホットプレス加工は、各部材に対して不活性な雰囲気中で行えばよく、窒素雰囲気の他に例えば真空中で行うようにしてもよい。また、金型や装置が酸化の影響を受けないものであれば、空気雰囲気で行ってもよい。
以上の工程で、複数の搭載基板3がガラス封止部6に埋め込まれた発光装置1が製造される。
(ガラスの熱膨張率−基板の熱膨張率)×(ガラス転移温度−25℃)×(ガラスと基板の長手方向の接合長)
が−50μm以上3μm以下であれば、クラックの生じない接合が可能となっている。
また、LED素子2の封止部分にのみ各搭載基板3が配置されることになるので、発光装置1あたりの搭載基板3の使用量を低減して製造コストを低減することができ、搭載基板3が高価である場合には特に有効である。
一方、セラミックは焼成時に10%程度の収縮が生じ、回路パターン4の下地や孔の影響により収縮の度合いが増し、収縮方向の規則性も乱れる。そして、セラミックに反りが生じると、ガラス封止の際の温度分布や圧力分布にむらが生じる原因となる。このため、収縮による影響が少ない範囲でのセラミック基板のサイズとしかできず、LED素子2の搭載工程やダイシングによる分割工程の作業効率が低かった。これに対し、本実施形態では、ガラス封止工程の前にLED素子の搭載工程と分割工程が行われるので、基板サイズを大きくすることができ、作業効率を高めることができる。
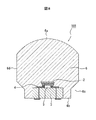
図9に示すように、ガラス封止部206を、凹部211が形成される本体ガラス261と、凹部211の内部にてLED素子2を封止する封止ガラス262と、から構成してもよい。尚、LED素子2及び搭載基板3については、前記実施形態と同様の構成であるので、ここでは説明を省略する。
図10に示すように、下金型91及び上金型92のホットプレス加工により、LED素子2の近傍のみ本体ガラス261と異なる封止ガラス262としたガラス封止部206が成形される。ここで、凹部211の角部212は湾曲形成されているため、当該角部に気泡が残留し難く、凹部212から気泡を的確に排出することができる。また、本体ガラス261の屈折率を封止ガラス262より小さくしたことにより、封止ガラス262内に光が閉じ込められることを軽減することができる。尚、本実施形態のような低融点ガラスでは、ゾルゲル法により作製されるガラスより屈折率の選択の自由度が大きい。そして、封止ガラス262の屈折率をLED素子2に近づけることで、LED素子2からの光取出効率を高めることができる。また、本体ガラス261の屈折率を周囲媒体に近づけることで、本体ガラス261からの外部放射効率を高めることができる。屈折率については、本体ガラス261、封止ガラス262、LED素子2の順に大きくなるよう構成することが望ましい。
また、これらの発光装置401は、ガラス封止部406の下面406bは平坦に形成され、搭載基板403の裏面と面一となっている。
このように、連結基板をガラスと接合し、ダイシングにより分離する工法では作製が困難な形状であっても、容易に製造することができる。ここで、作製が困難な形状とは、円、楕円、五角形以上の多角形、その他曲線で囲まれた形状等、平面視が正方形、長方形等の方向の異なる平行線群によって形成出来る形状以外の形状が挙げられる。
また、第2の実施形態で本体ガラス261を封止ガラス262よりも軟化温度の高いガラスとしたものを示したが、本体ガラス261は必ずしもガラスである必要はなく、封止ガラス262よりも軟化温度が高くて、封止ガラス262の加工温度にて耐熱性を発揮する材料であれば、透光性の単結晶材料や多結晶材料を用いてもよい。
また、搭載基板3として、セラミックに孔形成を行ってLED素子2の搭載面と反対側の面に端子を設けたものを示したが、セラミックに孔を形成せず、搭載基板3の搭載面のうちLED素子2を含む一部分をガラスで封止し、当該搭載面のガラス封止されていないエリアに端子を設けるようにしてもよい。この場合、反対側の面に広く放熱用のパターンを設けて放熱性を高めつつ、電気端子と放熱パターンとの短絡を防ぐことができる。
2 LED素子
3 搭載基板
4 回路パターン
5 中空部
6 ガラス封止部
11 凹部
12 連結基板
91 下金型
92 上金型
101 発光装置
201 発光装置
206 ガラス封止部
211 凹部
212 角部
261 本体ガラス
262 封止ガラス
301 発光装置
303 搭載基板
306 ガラス封止部
308 導光部
361 本体ガラス
362 封止ガラス
401 発光装置
403 搭載基板
406 ガラス封止部
461 本体ガラス
462 封止ガラス
Claims (5)
- 無機封止材料の一面の少なくとも一部を軟化させ、固体素子が搭載された複数の搭載基板を前記無機封止材料の軟化した部分に押し付けて、前記複数の搭載基板の前記固体素子を一括して封止する封止工程を含む光学装置の製造方法。
- 前記無機封止材料の前記一面には、前記複数の搭載基板ごとに、当該搭載基板の少なくとも一部を受容する凹部が形成されている請求項1に記載の光学装置の製造方法。
- 前記封止工程の前に、複数の固体素子を一の基板材料に搭載し、前記基板材料を分割して前記固体素子が搭載された複数の前記搭載基板を作製する作成工程を含む請求項2に記載の光学装置の製造方法。
- 前記無機封止材料は、本体ガラスと、前記本体ガラスよりも屈伏点が低い封止ガラスと、を有し、
前記凹部は、前記本体ガラスに形成され、
前記封止工程にて、前記封止ガラスは前記凹部に充填され、前記封止ガラスを軟化させ、前記本体ガラスを軟化させることなく、前記固体素子を封止する請求項3に記載の光学装置の製造方法。 - 固体素子が搭載され、互いに独立して配置される複数の搭載基板と、
前記各搭載基板が一面に互いに間隔をおいて設けられ、前記各搭載基板の前記固体素子を封止する連続した単一の無機封止材料と、を備える光学装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009225181A JP5287643B2 (ja) | 2009-09-29 | 2009-09-29 | 光学装置の製造方法及び光学装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009225181A JP5287643B2 (ja) | 2009-09-29 | 2009-09-29 | 光学装置の製造方法及び光学装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011077176A JP2011077176A (ja) | 2011-04-14 |
| JP5287643B2 true JP5287643B2 (ja) | 2013-09-11 |
Family
ID=44020876
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009225181A Active JP5287643B2 (ja) | 2009-09-29 | 2009-09-29 | 光学装置の製造方法及び光学装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5287643B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013077798A (ja) | 2011-09-14 | 2013-04-25 | Toyoda Gosei Co Ltd | ガラス封止ledランプ及びその製造方法 |
| JP6733232B2 (ja) * | 2016-03-16 | 2020-07-29 | 豊田合成株式会社 | 発光装置およびその製造方法 |
| JP6432656B2 (ja) * | 2017-08-22 | 2018-12-05 | 日亜化学工業株式会社 | 発光装置 |
| CN108417568B (zh) * | 2018-03-05 | 2020-04-21 | 上海昭关照明实业有限公司 | 一种led照明用面光源 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005072129A (ja) * | 2003-08-21 | 2005-03-17 | Nec Lighting Ltd | 可視光線発光装置とその製造方法及び表示装置 |
| JP4747704B2 (ja) * | 2005-07-20 | 2011-08-17 | 豊田合成株式会社 | 蛍光体層付き発光装置の製造方法 |
| JP2006323323A (ja) * | 2005-05-18 | 2006-11-30 | Figla Co Ltd | 機能性ガラス |
-
2009
- 2009-09-29 JP JP2009225181A patent/JP5287643B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011077176A (ja) | 2011-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5659519B2 (ja) | 発光装置、発光装置の製造方法、発光装置の実装方法及び光源装置 | |
| JP4905009B2 (ja) | 発光装置の製造方法 | |
| JP5061139B2 (ja) | 発光装置の製造方法 | |
| US20080284310A1 (en) | Light emitting device, light source and method of making the device | |
| JP4905069B2 (ja) | 発光装置及びその製造方法 | |
| JP4979299B2 (ja) | 光学装置及びその製造方法 | |
| US7989236B2 (en) | Method of making phosphor containing glass plate, method of making light emitting device | |
| JP5104490B2 (ja) | 発光装置及びその製造方法 | |
| JP5251038B2 (ja) | 発光装置 | |
| JP5307364B2 (ja) | 蛍光体含有ガラスの製造方法及び固体素子デバイスの製造方法 | |
| JP2009177131A (ja) | 蛍光体含有ガラス板及び発光装置の製造方法 | |
| JP2009059883A (ja) | 発光装置 | |
| JP2008153553A (ja) | 発光装置およびその製造方法 | |
| JP4924012B2 (ja) | 発光装置およびその製造方法 | |
| JP5407116B2 (ja) | 発光装置 | |
| JP5287643B2 (ja) | 光学装置の製造方法及び光学装置 | |
| JP5144578B2 (ja) | 発光装置の製造方法 | |
| JPWO2004082036A1 (ja) | 固体素子デバイスおよびその製造方法 | |
| JP5467963B2 (ja) | 発光装置の製造方法 | |
| JP5338688B2 (ja) | 発光装置の製造方法 | |
| JP5362635B2 (ja) | 発光装置の製造方法 | |
| JP5109620B2 (ja) | 発光装置、基板装置及び発光装置の製造方法 | |
| JP2011238819A (ja) | 発光装置及びパッケージ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130312 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130412 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130520 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5287643 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |