JP5257603B2 - 電動機 - Google Patents
電動機 Download PDFInfo
- Publication number
- JP5257603B2 JP5257603B2 JP2008317612A JP2008317612A JP5257603B2 JP 5257603 B2 JP5257603 B2 JP 5257603B2 JP 2008317612 A JP2008317612 A JP 2008317612A JP 2008317612 A JP2008317612 A JP 2008317612A JP 5257603 B2 JP5257603 B2 JP 5257603B2
- Authority
- JP
- Japan
- Prior art keywords
- load side
- side bracket
- electric motor
- resin
- load
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Motor Or Generator Frames (AREA)
Description
(1)金属製のフレームfとステータコアbの間には、電動機のトルク反力に耐える強固な固定が必要であり、上記の主たる固定方法の他に、金属製のピンgを打ち込むなどの回り止め対策が必要である。
(2)ステータコアとフレームを焼き嵌めや圧入によって締結する場合、前記ステータコアにそのストレスが発生し、電動機のコギングトルクが増大するなど、電動機特性に悪影響を及ぼすおそれがある。
(3)金属製のフレームfと、負荷側ブラケットhとの接触面が大きく取れず、電磁部の樹脂モールドiと負荷側ブラケットhとの間にも空気層jができ、熱伝導性が悪い。
請求項1に記載の発明は、筒状のフレーム本体と、ローターと、前記フレーム本体の負荷側に設けられ、前記ローターの負荷側部分を負荷側軸受を介して回転可能に支持する負荷側ブラケットと、前記フレーム本体の反負荷側に設けられ、前記ローターの反負荷側部分を反負荷側軸受を介して回転可能に支持する反負荷側ブラケットと、前記フレーム本体の径方向内側に設けられた電磁部と、前記フレーム本体及び前記負荷側ブラケットの径方向内側において樹脂が充填され硬化することにより形成された硬化樹脂部と、を備え、前記負荷側ブラケットは、軸方向に沿って反負荷側から負荷側に向かって設けられる回り止め係合部を備えており、前記硬化樹脂部は、軸方向に沿って負荷側へと突出して設けられ、前記負荷側ブラケットの前記回り止め係合部と凹凸係合する回り止め被係合部と、前記電磁部と前記フレーム本体との間に充填された前記樹脂が硬化して形成され、当該電磁部と当該フレーム本体とを一体モールドする第1モールド部と、前記電磁部と前記負荷側ブラケットとの間に充填された前記樹脂が硬化して形成され、当該電磁部と当該負荷側ブラケット部とを一体モールドする第2モールド部と、を有することを特徴とするものである。
請求項2に記載の発明は、前記回り止め係合部が穴または溝で構成されていることを特徴とするものである。
請求項3に記載の発明は、前記回り止め係合部が、前記負荷側ブラケットを貫通していることを特徴とするものである。
請求項4に記載の発明は、前記電磁部がギャップワインディング式の構造となっていることを特徴とするものである。
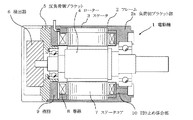
図1に示すように、電動機1は、金属製のフレーム2は、負荷側ブラケット部2aを有し、フレーム本体にあたる筒状の部分の内側にステータ3を有する。また前記ステータ3の軸方向の中央部にはギャップを介してローター4が挿入され、負荷側ブラケット部2aと反負荷側ブラケット5に軸受を介して回転支持される。前記ローター4には検出器6が取り付けられ、回転位置を検出する。
この第2の実施例は、前記回り止め係合部10が負荷側ブラケット部2aを貫通していることを特徴としている。その他の構成は第1の実施例とほぼ同様である。
本第2の実施例においては、前記回り止め係合部10を、前記負荷側ブラケット部2aを貫通させて設けている。これにより、前記回り止め係合部10を、前記樹脂9の充填時のガス抜き穴として利用することができ、樹脂9の高品質なモールドが可能である。
また、図3に示すように、電動機1の分解時に、前記負荷側ブラケット部2aを貫通した回り止め係合部10に通す分解用冶具11を利用して、前記電動機1を容易に分解することができる。
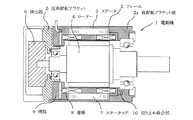
この第3の実施例は、ティース部を有さないステータコア7の内面に前記電磁部が取付けられる所謂ギャップワインディング方式のステータ構成となっている。その他の構成は、第1または第2の実施例とほぼ同様である。
本第3の実施例の構成では、電磁部がキャップワインディング構造であるため、巻線8は筒形状のステータコア7とローター4の間に配置される。電動機1のトルク反力は、巻線8に発生し、硬化した樹脂9によってのみ支えられる。ここでも、負荷側ブラケット部2aの回り止め係合部10に入り込み硬化した樹脂9が回り止めの楔となることで、前記電磁部を強固に固定することができる。このようなギャップワインディング方式の構造的な特徴から、ステータコア7にトルク反力を伝えない造りが可能となり、第1または第2の実施例以上にステータコア7の固定に関しては強度が必要でなくなる。したがって完全に前記樹脂9の接着力のみに頼った構造とすることで、前記第1の実施例または第2の実施例に増して、ステータコア7に与えるストレスを減らすことができる。このため、電動機1のコギングトルクを非常に小さくすることが可能となる。
図5の(a)は、回り止め係合部10が、丸穴10aで構成された例である。丸穴10aは貫通していてもしていなくてもよい。(b)は、回り止め係合部10が、径方向に長い長穴10bで構成された例である。長穴10bは貫通していてもしていなくてもよい。(c)は、回り止め係合部10が、扇状の長溝10cで構成された例である。長溝10cは貫通していてもしていなくてもよいが、大きさが大きいので強度的には貫通しない方が好ましい。(d)は、回り止め係合部10が、周方向に長い長穴10dで構成された例である。長穴10dは貫通していてもしていなくてもよい。(e)は、回り止め係合部10が、前記(b)の径方向に長い長穴10bと、(c)の扇状の長溝10cが組み合わされて構成された例である。径方向に長い長穴10bのみを貫通させるのが好ましい。(f)は、回り止め係合部10が、前記(a)の丸穴10aと、(c)の扇状の長溝10cが組み合わされて構成された例である。丸穴10aのみを貫通させるのが好ましい。
なお、本発明における回り止め係合部10の形状や数は、図5に示されるものに限定されるものではなく、この他にも様々な形態や組合せが考えられる。
2 フレームと一体となった負荷側ブラケット
3 ステータ
4 ローター
5 反負荷側ブラケット
6 検出器
7 ステータコア
8 巻線
9 樹脂
10 穴または溝
11 分解用冶具
a 巻線
b ステータコア
c 巻線のオーバーハング部
d 結線部
e 樹脂
f 金属性フレーム
g 金属製のピン
h 負荷側ブラケット
i 樹脂モールド
j 空気層
Claims (4)
- 筒状のフレーム本体と、
ローターと、
前記フレーム本体の負荷側に設けられ、前記ローターの負荷側部分を負荷側軸受を介して回転可能に支持する負荷側ブラケットと、
前記フレーム本体の反負荷側に設けられ、前記ローターの反負荷側部分を反負荷側軸受を介して回転可能に支持する反負荷側ブラケットと、
前記フレーム本体の径方向内側に設けられた電磁部と、
前記フレーム本体及び前記負荷側ブラケットの径方向内側において樹脂が充填され硬化することにより形成された硬化樹脂部と、
を備え、
前記負荷側ブラケットは、
軸方向に沿って反負荷側から負荷側に向かって設けられる回り止め係合部を備えており、
前記硬化樹脂部は、
軸方向に沿って負荷側へと突出して設けられ、前記負荷側ブラケットの前記回り止め係合部と凹凸係合する回り止め被係合部と、
前記電磁部と前記フレーム本体との間に充填された前記樹脂が硬化して形成され、当該電磁部と当該フレーム本体とを一体モールドする第1モールド部と、
前記電磁部と前記負荷側ブラケットとの間に充填された前記樹脂が硬化して形成され、当該電磁部と当該負荷側ブラケット部とを一体モールドする第2モールド部と、
を有することを特徴とする電動機。 - 前記回り止め係合部が穴または溝で構成されていることを特徴とする請求項1に記載の電動機。
- 前記回り止め係合部が、前記負荷側ブラケットを貫通していることを特徴とする請求項1に記載の電動機。
- 前記電磁部がギャップワインディング式の構造となっていることを特徴とする請求項1〜3のいずれか1項に記載の電動機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008317612A JP5257603B2 (ja) | 2008-12-12 | 2008-12-12 | 電動機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008317612A JP5257603B2 (ja) | 2008-12-12 | 2008-12-12 | 電動機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010142055A JP2010142055A (ja) | 2010-06-24 |
| JP2010142055A5 JP2010142055A5 (ja) | 2012-03-01 |
| JP5257603B2 true JP5257603B2 (ja) | 2013-08-07 |
Family
ID=42351668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008317612A Expired - Fee Related JP5257603B2 (ja) | 2008-12-12 | 2008-12-12 | 電動機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5257603B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013059157A (ja) * | 2011-09-07 | 2013-03-28 | Yaskawa Electric Corp | 回転電機 |
| JP5902726B2 (ja) | 2014-01-15 | 2016-04-13 | トヨタ自動車株式会社 | 回転電機ステータ |
| JP7102661B2 (ja) * | 2017-03-31 | 2022-07-20 | 日本電産テクノモータ株式会社 | モータ |
| KR20190111112A (ko) * | 2017-03-31 | 2019-10-01 | 니혼 덴산 테크노 모터 가부시키가이샤 | 모터 |
| JP6576505B1 (ja) * | 2018-04-26 | 2019-09-18 | 三菱電機株式会社 | 回転電機 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3881353B2 (ja) * | 2004-08-12 | 2007-02-14 | ミネベア・松下モータ株式会社 | ステッピングモータ |
| JP2008099355A (ja) * | 2006-10-06 | 2008-04-24 | Seiko Instruments Inc | モータ用軸受装置及び振動モータ |
-
2008
- 2008-12-12 JP JP2008317612A patent/JP5257603B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010142055A (ja) | 2010-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5751785B2 (ja) | ブラシレスモータ | |
| US9488506B2 (en) | Resolver | |
| JP5488614B2 (ja) | ステータコアの固定構造およびそれを備えた回転電機 | |
| US20100019586A1 (en) | External rotor motor | |
| JP5257603B2 (ja) | 電動機 | |
| US20060279148A1 (en) | Electrical Machine with Support of the Rotor on an End Face of the Stator | |
| JP7070427B2 (ja) | モータ | |
| JP2010178603A (ja) | レゾルバと筒状ケースとの接続固定構造 | |
| JP5803567B2 (ja) | ステータ固定構造 | |
| WO2018179831A1 (ja) | モータ | |
| JP4705065B2 (ja) | 電動機の回転子及び電動機及び空気調和機 | |
| JP2014036525A (ja) | ブラシレスモータ | |
| JPWO2018043364A1 (ja) | 巻線固定構造体、及び電動機 | |
| JP2016129473A (ja) | モータ | |
| JP2011067056A (ja) | ブラシレスモータ | |
| JP2006320050A (ja) | 永久磁石型回転機 | |
| JP2016077069A (ja) | 車載用回転電機 | |
| JP2006311702A (ja) | 回転電機のステータ構造 | |
| JPWO2020129177A1 (ja) | 乗り物用制御装置一体型回転電機 | |
| JP2010124661A (ja) | 回転電機 | |
| JP5665362B2 (ja) | 回転電機 | |
| JP2009183058A (ja) | ステータコアの固定方法、及びブラシレスモータ | |
| JP5696642B2 (ja) | ステータ固定構造 | |
| JP2017099075A (ja) | 回転電機 | |
| JP2007295637A (ja) | 電動モータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110214 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110607 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110607 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110708 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120117 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120302 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121012 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130327 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130409 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |