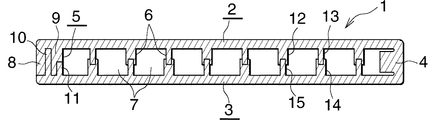
たとえば車両のカーエアコンのコンデンサに適用される熱交換器(70)としては、図14に示すように、上下方向にのびかつ左右方向に間隔をおいて配置された1対のアルミニウム製ヘッダ(71)(72)と、両ヘッダ(71)(72)間において幅方向を通風方向に向けるとともに上下方向に間隔をおいて配置され、かつ両端部が両ヘッダ(71)(72)に接続された複数のアルミニウム製熱交換管(73)と、隣り合う熱交換管(73)どうしの間、および上下両端の熱交換管(73)の外側に配置されて熱交換管(73)にろう付されたアルミニウム製コルゲートフィン(74)と、上下両端のコルゲートフィン(74)の外側に配置されてコルゲートフィン(74)にろう付されたサイドプレート(75)とよりなり、左側ヘッダ(71)が、高さ方向の中央部よりも上方において仕切部材(76)により上下2つのヘッダ部(71a)(71b)に仕切られ、右側ヘッダ(72)が、高さ方向の中央部よりも下方において仕切部材(76)により上下2つのヘッダ部(72a)(72b)に仕切られ、左側ヘッダ(71)の上ヘッダ部(71a)に流体入口(図示略)が形成され、流体入口に通じる流体流入路(77a)を有する入口部材(77)が上ヘッダ部(71a)にろう付され、右側ヘッダ(72)の下ヘッダ部(72b)に流体出口(図示略)が形成され、流体出口に通じる流体流出路(78a)を有する出口部材(78)が下ヘッダ部(72b)にろう付されているものが広く用いられている(特許文献1参照)。
上述した熱交換器(70)の左右のヘッダ(71)(72)は、少なくとも外面にろう材層を有するアルミニウム製パイプ、たとえば両面にろう材層を有するアルミニウムブレージングシートからなる素板が筒状に成形されるとともに両側縁部が部分的に重ね合わされて相互にろう付されたろう付パイプからなるヘッダ本体(80)と、ヘッダ本体(80)の両端にろう付されてその両端開口を閉鎖するアルミニウム製閉鎖部材(81)とからなる。
上記熱交換器(70)の熱交換管(73)は、熱交換効率が優れていることはもちろんのこと、その内部に高圧ガス冷媒が導入されるため耐圧性が要求される。しかも、コンデンサのコンパクト化を図るため扁平管の管壁が薄肉でかつ管高さが低いことが要求される。
上述したコンデンサに用いられる熱交換効率に優れた扁平管として、特許文献1に記載されたものが用いられていた。特許文献1に記載された扁平管は、互いに対向する1対の平坦壁と、両平坦壁の両側縁どうしにまたがって設けられた2つの側壁と、両側壁間において両平坦壁にまたがるとともに長さ方向に伸びかつ相互に所定間隔をおいて設けられた複数の補強壁とを備えているとともに、内部に複数の並列状流体通路を有しており、第1の側壁が両平坦壁と一体に形成され、第2の側壁が、各平坦壁の側縁に一体成形されて他の平坦壁側に突出し、かつ先端どうしが当接させられてろう付された側壁形成部により形成されている。
このような扁平管は、全体が1枚の金属板よりなり、両平坦壁を形成する同幅の2つの平坦壁形成部、平坦壁形成部どうしを連結しかつ第1側壁を形成する連結部、両平坦壁形成部における連結部とは反対側の側縁にそれぞれ隆起状に一体成形されかつ第2側壁を形成する側壁形成部、および両平坦壁形成部にそれぞれ隆起状に一体成形された補強壁形成部を有する扁平管製造用板状体を、連結部においてヘアピン状に曲げ、両側壁形成部の先端どうしを突き合わせて相互にろう付するとともに、一方の平坦壁形成部に形成された補強壁形成部の先端と他方の平坦壁形成部に形成された補強壁形成部の先端とを突き合わせて相互にろう付することにより製造されている。そして、2つの側壁形成部どうしを突き合わせて相互にろう付することにより形成された第2側壁の肉厚は、連結部からなる第1側壁の肉厚よりも薄くなっている。
しかしながら、特許文献1記載の扁平管を上述したようなコンデンサに使用した場合、飛来した石等が2つの側壁形成部からなる第2側壁に当たると、その衝撃により第2側壁が破損するおそれがある。
そこで、このような問題を解決するために、本出願人は、先に、互いに対向する1対の平坦壁と、両平坦壁の両側縁どうしにまたがって設けられた2つの側壁とを備えており、第1の側壁が両平坦壁と一体に形成され、第2の側壁が両平坦壁の側縁に一体成形された複数の側壁形成部を組み合わせることにより形成されており、第2側壁が、第1平坦壁の外側縁に形成されて第2平坦壁側に突出し、かつ先端が第2平坦壁に当接した第1側壁形成部と、第1平坦壁における第1側壁形成部の内側部分に形成されて第2平坦壁側に突出し、かつ先端が第2側壁の高さの中間部に位置する第2側壁形成部と、第2平坦壁の外側縁に形成されて第1平坦壁側に突出し、かつ先端が第2側壁形成部の先端面に当接した第2側壁形成部とよりなり、第1側壁形成部の先端と第2平坦壁、第1側壁と第2および第3側壁形成部、および第2側壁形成部と第3側壁形成部とがろう付されている扁平管を提案した(特許文献2参照)。
特許文献2記載の扁平管は、全体が1枚の金属板よりなり、2つの平坦壁形成部と、両平坦壁形成部を一体に連結しかつ第1側壁を形成する連結部と、両平坦壁形成部における連結部とは反対側の側縁に、それぞれ平坦壁形成部から隆起するように設けられた第2および第3側壁形成部と、第1平坦壁形成部における連結部とは反対側の側縁を延長することにより設けられた第1側壁形成部用延長部とを備えている扁平管製造用板状体を、連結部の両側においてヘアピン状に折り曲げて第2および第3側壁形成部の先端部どうしを突き合わせること、第1側壁形成部用延長部を折り曲げて第1側壁形成部をつくるとともに、第1側壁形成部によって第2および第3側壁形成部の外面を覆ってかしめることにより折り曲げ体を作ること、ならびに折り曲げ体の第1側壁形成部の内側面の先端部と第2平坦壁形成部の第2側壁側(連結部とは反対側)の端面、第1側壁形成部と第2および第3側壁形成部、および第2側壁形成部と第3側壁形成部とを同時にろう付することにより製造される。したがって、第1側壁形成部と第2平坦壁形成部の第2側壁側の端面とのろう付部は、扁平管の一方の面に存在することになる。
ところで、特許文献2の扁平管は、図14に示す熱交換器の製造と同時に製造される。すなわち、少なくとも外面にろう材層を有し、かつ複数の管挿通穴を有するパイプ状のアルミニウム製ヘッダ本体素材を互いに間隔をおいて配置すること、各ヘッダ本体素材の両端に閉鎖部材を配置すること、各ヘッダ本体素材に仕切部材を配置すること、特許文献2記載の扁平管を製造する際の上述した折り曲げ体の両端部を両ヘッダ本体素材の管挿通穴内に嵌め入れること、隣り合う折り曲げ体間および両端の折り曲げ体の外側にコルゲートフィンを配置すること、両端のコルゲートフィンの外側にサイドプレートを配置すること、一方のヘッダ本体素材に入口部材を、他方のヘッダ本体素材に出口部材を配置すること、ならびに所定温度に加熱して折り曲げ体から上述のようにして扁平管を製造すると同時に、他の部品を一括してろう付することにより、熱交換器が製造される。
しかしながら、特許文献2を製造する際の上述した折り曲げ体においては、第1側壁形成部と第2平坦壁の第2側壁側の端面との継ぎ目部分が、コルゲートフィンがろう付される面に存在することになる。したがって、熱交換器を製造する際に、ヘッダ本体素材から溶け出した溶融ろう材が、毛細管現象により、上記継ぎ目部分に沿って流れるとともに、折り曲げ体とコルゲートフィンとの接触部に沿って流れる。その結果、ヘッダ本体素材の外面を覆うろう材量を多くしておかなければならず、材料コストが高くなり、ひいては熱交換器の製造コストが高くなるという問題がある。
特開平6−281373号公報
特開2006−78163号公報
以下、この発明の実施形態を、図面を参照して説明する。なお、以下の説明において、図1〜図3、図6、図8、図10、図12の上下、左右をそれぞれ上下、左右というものとする。
なお、全図面を通じて同一部分および同一物には同一符号を付して重複する説明を省略する。
実施形態1
この実施形態は図1〜図6に示すものである。
図1および図2は実施形態1の扁平管を示し、図3は扁平管を製造するのに用いられる扁平管製造用板状体を示し、図4〜図6は扁平管を製造する工程の一部を示す。
図1および図2において、扁平管(1)はアルミニウム製であり、互いに対向しかつ同一肉厚である平らな上下壁(2)(3)(1対の平坦壁)と、上下壁(2)(3)の右側縁どうしにまたがりかつ上下壁(2)(3)と一体に形成された右側壁(4)(第1側壁)と、上下壁(2)(3)の左側縁どうしにまたがりかつ上下壁(2)(3)の左側縁部に一体成形された複数の側壁形成部を組み合わせることにより形成された左側壁(5)(第2側壁)と、両側壁間(4)(5)において上下壁(2)(3)にまたがるとともに相互に所定間隔をおいて設けられ、かつ長さ方向に伸びる複数の補強壁(6)とよりなり、内部に並列状の複数の流体通路(7)を有するものである。なお、図示は省略したが、全ての補強壁(6)には、隣接する流体通路(7)どうしを通じさせる複数の連通穴が、全体として平面から見て千鳥配置状となるようにあけられている。
左側壁(5)は、上壁(2)(第1平坦壁)に一体に形成された第1側壁形成部(8)および第2側壁形成部(9)と、下壁(3)(第2平坦壁)に一体に形成された第3側壁形成部(10)および第4側壁形成部(11)とを組み合わせてろう付することにより形成されている。
第1側壁形成部(8)は、上壁(2)(第1平坦壁)の左側縁(外側縁)に一体に形成されて下壁(3)(第2平坦壁)側に突出し、かつ先端が下壁(3)上面に当接して下壁(3)にろう付されている。第2側壁形成部(9)は、上壁(2)における第1側壁形成部(8)の右側部分(内側部分)に間隔をおいて一体に形成されて下壁(3)側に突出し、かつ先端が左側壁(5)の高さの中間部に位置する厚肉部分(9a)、および厚肉部分(9a)の先端面の左側(肉厚方向外側)に一体に形成されて下壁(3)側に突出し、かつ先端が下壁(3)上面に当接して下壁(3)にろう付された薄肉部分(9b)よりなる。第3側壁形成部(10)は、下壁(3)に一体に形成されて上壁(2)側に突出し、かつ第1側壁形成部(8)と第2側壁形成部(9)との間に嵌め入れられるとともに、先端が上壁(2)に当接した状態で、第1および第2側壁形成部(8)(9)と上壁(2)にろう付されている。第4側壁形成部(11)は、下壁(3)における第3側壁形成部(10)の右側部分に間隔をおいて一体に形成されて上壁(2)側に突出し、かつ先端が第2側壁形成部(9)の厚肉部分(9a)の先端面の右側(肉厚方向内側)に当接した状態で、第2側壁形成部(9)にろう付されている。そして、上下壁(2)(3)の左端面(第2側壁(4)側縁部の端面)と第1側壁形成部(8)の外面とにより左側壁(5)の外面が形成され、下壁(3)と第1側壁形成部(8)の先端とのろう付部が、左側壁(5)の外面に存在している。
補強壁(6)は、上壁(2)より下方隆起状に一体成形された補強壁用凸条(12)(13)と、下壁(3)より上方隆起状に一体成形された補強壁用凸条(14)(15)とが、先端どうしが相互に突き合わされてろう付されることにより形成されている。上壁(2)および下壁(3)には、それぞれ肉厚の異なる2種類の補強壁用凸条(12)(13)および(14)(15)が左右方向に交互に形成されており、上壁(2)における肉厚の厚い補強壁用凸条(12)と下壁(3)における肉厚の薄い補強壁用凸条(15)とがろう付され、上壁(2)における肉厚の薄い補強壁用凸条(13)と下壁(3)における肉厚の厚い補強壁用凸条(14)とがろう付されている。以下、上下両壁(2)(3)の肉厚の厚い補強壁用凸条(12)(14)をそれぞれ第1補強壁用凸条といい、同じく薄い補強壁用凸条(13)(15)をそれぞれ第2補強壁用凸条というものとする。上下壁(2)(3)の第1補強壁用凸条(12)(14)の先端面には、それぞれその長さ方向に伸びかつ他方の壁(3)(2)の第2補強壁用凸条(15)(13)の先端部が嵌る凹溝(16)(17)が全長にわたって形成されている。そして、上壁(2)の第1補強壁用凸条(12)の凹溝(16)内に下壁(3)の第2補強壁用凸条(15)の先端部が、下壁(3)の第1補強壁用凸条(14)の凹溝(17)内に上壁(2)の第2補強壁用凸条(13)の先端部がそれぞれ圧入された状態で、両補強壁用凸条(12)(15)および(13)(14)がろう付されている。
扁平管(1)は、図3に示す扁平管製造用板状体(20)を用いて製造される。
図3において、扁平管製造用板状体(20)は、全体が両面にろう材層を有するアルミニウムブレージングシートからなる圧延素板を圧延することにより形成されたものであり、上下壁(2)(3)を形成する相互に同幅および同肉厚の平らな上壁形成部(21)(平坦壁形成部)および下壁形成部(22)(平坦壁形成部)と、上下壁形成部(21)(22)どうしを一体に連結するとともに右側壁(4)を形成する連結部(23)と、上壁形成部(21)の右側縁に右方に真っ直ぐに突出するように一体に形成された第1側壁形成部用延長部(24)と、上壁形成部(21)の右側縁部上面に上方突出状に一体に形成され、かつ厚肉部分(9a)および薄肉部分(9b)よりなる第2側壁形成部(9)と、下壁形成部(22)の左側縁部上面に左右方向に間隔をおいて上方突出状に一体に形成された第3側壁形成部(10)および第4側壁形成部(11)と、上壁形成部(21)および下壁形成部(22)にそれぞれ左右方向に所定間隔をおいて上方隆起状に一体成形された複数の第1および第2補強壁用凸条(12)(13)(14)(15)とを備えており、上壁形成部(21)の第1補強壁用凸条(12)と下壁形成部(22)の第2補強壁用凸条(15)、および下壁形成部(22)の第1補強壁用凸条(14)と上壁形成部(21)の第2補強壁用凸条(13)とが、それぞれ連結部(23)の左右方向の中心線に対して左右対称となる位置にある。扁平管製造用板状体(20)を形成するためのアルミニウムブレージングシートは、たとえばAl−Mn系合金製の芯材の両面にアルミニウムろう材層が形成されたものであり、上下両アルミニウムろう材層のクラッド率は同一である。
上壁形成部(21)の第1補強壁用凸条(12)の先端面に下壁形成部(22)の第2補強壁用凸条(15)が圧入される凹溝(16)が形成され、下壁形成部(22)の第1補強壁用凸条(14)の先端面に上壁形成部(21)の第2補強壁用凸条(13)が圧入される凹溝(17)が形成されている。上壁形成部(21)の第1補強壁用凸条(12)および下壁形成部(22)の第1補強壁用凸条(14)の寸法、すなわち高さ、肉厚、凹溝(16)(17)の幅および凹溝(16)(17)の深さは同一である。また、上壁形成部(21)の第2補強壁用凸条(13)および下壁形成部(22)の第2補強壁用凸条(15)の寸法、すなわち高さおよび肉厚は同一である。
扁平管製造用板状体(20)は、両面にろう材層が設けられたアルミニウムブレージングシートからなる圧延素板を圧延することにより、上壁形成部(21)、下壁形成部(22)、連結部(23)、第1側壁形成部用延長部(24)、第2〜第4側壁形成部(9)(10)(11)、および補強壁用凸条(12)(13)(14)(15)が一体成形されていることにより、下壁形成部(22)の左端面、および第1側壁形成部用延長部(24)の先端面(右端面)を除いた全体がろう材層により覆われている。
上記においては、扁平管製造用板状体(20)は、両面にろう材層が設けられたアルミニウムブレージングシートからなる圧延素板を用いたつくられているが、これに代えて、Al−Mn系合金製の芯材の片面にろう材層が設けられ、他面にAl−Zn合金からなる犠牲腐食層が設けられたアルミニウムブレージングシートからなる圧延素板を用いたつくられていてもよい。この場合、ろう材層面に、連結部(23)、第2〜第4側壁形成部(9)(10)(11)、および補強壁用凸条(12)(13)(14)(15)が一体成形される。
次に、扁平管製造用板状体(20)を用いての扁平管(1)の製造方法を、図4および図5を参照して説明する。
まず、ロールフォーミング法により、扁平管製造用板状体(20)を連結部(23)の左右両側で順次折り曲げていき(図4(a)参照)、最後にヘアピン状に折り曲げて、第2側壁形成部(9)の薄肉部分(9b)を第3側壁形成部(10)と第4側壁形成部(11)との間に圧入するとともに(図5(a)参照)、その先端を下壁形成部(22)に当接させる。これと同時に、第3側壁形成部(10)を第2側壁形成部(9)の外面に沿わせるとともに、その先端を上壁形成部(21)に当接させる。さらに、第2補強壁用凸条(13)(15)の先端部を第1補強壁用凸条(14)(12)の凹溝(17)(16)内に圧入する。
ついで、第1側壁形成部用延長部(24)を折り曲げていき、第3側壁形成部(10)の外面に沿わせて第1側壁形成部(8)を形成するとともに、その先端を下壁形成部(22)に当接させ、さらに第1側壁形成部(8)により第3側壁形成部(10)を外側から押圧させ、第1〜第4側壁形成部(8)(9)(10)(11)を組み合わせてかしめることにより、折り曲げ体(20A)を得る(図4(b)および図5(b)参照)。
その後、折り曲げ体(20A)を所定温度に加熱し、第1側壁形成部(8)と下壁形成部(22)および第3側壁形成部(10)、第2側壁形成部(9)と下壁形成部(22)、第2側壁形成部(9)と第3および第4側壁形成部(10)(11)、第3側壁形成部(10)と上壁形成部(21)、ならびに両補強壁用凸条(12)(15)および(13)(14)の先端部どうしを上記ろう材層を利用して相互にろう付することにより左側壁(5)と補強壁(6)を形成し、連結部(23)により右側壁(4)を形成し、さらに上壁形成部(21)により上壁(2)を、下壁形成部(22)により下壁(3)をそれぞれ形成する。こうして、扁平管(1)が製造される。
扁平管(1)が、たとえば図14に示すコンデンサに適用される熱交換器(70)に用いられる場合、扁平管(1)の製造は、熱交換器(70)の製造と同時に行われる。すなわち、熱交換器は次のようにして製造される。まず、複数の折り曲げ体(20A)、複数の折り曲げ体挿入穴を有し、かつ少なくとも外面にろう材層を有する1対のアルミニウム製ヘッダ本体素材、閉鎖部材(81)、複数のアルミニウム製コルゲートフィン(74)、サイドプレート(75)、入口部材(77)、および出口部材(78)を用意する。ついで、1対のヘッダ本体素材を間隔をおいて配置するとともに、両ヘッダ本体素材の両端に閉鎖部材(81)を配置する。また、折り曲げ体(20A)とフィン(74)とを交互に配置し、折り曲げ体(20A)の両端部をヘッダ本体素材の折り曲げ体挿入穴に挿入するとともに、両端のコルゲートフィン(74)の外側にサイドプレート(75)を配置し、さらに入口部材(77)および出口部材(78)を配置する。その後、これらを所定温度に加熱し、上述したようにして扁平管(1)を製造するのと同時に、ヘッダ本体素材からヘッダ本体(80)を製造するとともに、ヘッダ本体(80)と閉鎖部材(11)とによりヘッダ(71)(72)を製造し、扁平管(1)とヘッダ(71)(72)、扁平管(1)とコルゲートフィン(74)、コルゲートフィン(74)とサイドプレート(75)、ならびにヘッダ(71)(72)と入口部材(77)(78)および出口部材とを、それぞれ同時にろう付する。こうして、熱交換器(70)が製造される。
上述した扁平管(1)を備えた熱交換器は、フロン系冷媒を使用し、かつ圧縮機、コンデンサおよびエバポレータを有する冷凍サイクルが、カーエアコンとして搭載されている車両、たとえば自動車において、上記冷凍サイクルのコンデンサとして用いられる。また、上記冷凍サイクルのエバポレータとして用いられる。さらに、上述した扁平管(1)を備えたオイルクーラやラジエータとして自動車に搭載されることもある。
なお、上述した扁平管(1)は、CO2冷媒などの超臨界冷媒を使用し、かつ圧縮機、ガスクーラ、エバポレータ、減圧器、およびガスクーラから出てきた冷媒とエバポレータから出てきた冷媒とを熱交換させる中間熱交換器を有する超臨界冷凍サイクルが、カーエアコンとして搭載されている車両、たとえば自動車において、ガスクーラやエバポレータに用いられることがある。
実施形態2
この実施形態は図6および図7に示すものである。
図6は実施形態2の扁平管を示し、図7は扁平管を製造する工程の一部を示す。
図6に示すように、この実施形態の扁平管(30)の左側壁(5)は、上壁(2)に一体に形成された第1側壁形成部(31)および第2側壁形成部(32)と、下壁(3)に一体に形成された第3側壁形成部(33)とを組み合わせてろう付することにより形成されている。
第1側壁形成部(31)は、上壁(2)の左側縁に一体に形成されて下壁(3)側に突出し、かつ先端が下壁(3)上面に当接して下壁(3)にろう付されている。第2側壁形成部(32)は、上壁(2)おける第1側壁形成部(31)の右側部分に一体に形成されて下壁(3)側に突出し、かつ先端が左側壁(5)の高さの中間部に位置しており、第1側壁形成部(31)にろう付されている。第3側壁形成部(33)は、第1側壁形成部(31)の内側部分において下壁(3)に一体に形成されて上壁(2)側に突出し、かつ先端が左側壁(5)の高さの中間部に位置しており、第1側壁形成部(31)にろう付されている。また、第2側壁形成部(32)と第3側壁形成部(33)の先端部どうしは相欠き状に突き合わされて相互にろう付されている。すなわち、第2側壁形成部(32)の先端部は左半部が欠き取られたような形状となっているとともに、第3側壁形成部(33)の先端部は右半部が欠き取られたような形状となっており、第2側壁形成部(32)の残存した突出部(32a)が第3側壁形成部(33)の欠き取り部(33b)内に嵌り、第3側壁形成部(33)の残存した突出部(33a)が第2側壁形成部(32)の欠き取り部(32b)内に嵌った状態で相互にろう付されている。
そして、上下壁(2)(3)の左端面と第1側壁形成部(31)の外面とにより左側壁(5)の外面が形成され、下壁(3)と第1側壁形成部(31)の先端とのろう付部が、左側壁(5)の外面に存在している。
その他の構成は実施形態1の扁平管(1)と同様である。
扁平管(30)は次のようにして製造される。
扁平管(30)を製造するための板状体(34)は、実施形態1の扁平管製造用板状体(20)と同様にして形成されたものであり、図示を省略したが、実施形態1の板状体(20)と同様に、連結部(23)および補強壁用凸条(12)(13)(14)(15)を有しており、これらの他に、上壁形成部(21)の連結部(23)とは反対側の側縁に外方に真っ直ぐに突出するように一体に形成された第1側壁形成部用延長部(35)と、上壁形成部(21)の連結部(23)とは反対側の側縁部上面に上方突出状に一体に形成された第2側壁形成部(32)と、下壁形成部(22)の連結部(23)とは反対側の側縁部に上方突出状に一体に形成された第3側壁形成部(33)とを備えている。
扁平管(30)の製造にあたっては、まず、ロールフォーミング法により、扁平管製造用板状体(34)を連結部(23)の左右両側で順次折り曲げていき(図7(a)参照)、最後にヘアピン状に折り曲げて、第2側壁形成部(32)および第3側壁形成部(33)の突出部(32a)(33a)と欠き取り部(32b)(33b)とを嵌め合わせることにより、両側壁形成部(32)(33)の先端部どうしを相欠き状に組み合わせる。ついで、第1側壁形成部用延長部(35)を折り曲げていき、第2および第3側壁形成部(32)(33)の外面に沿わせて第1側壁形成部(31)を形成するとともに、その先端を下壁形成部(22)に当接させ、さらに第1側壁形成部(31)により第2および第3側壁形成部(32)(33)を外側から押圧させ、第1〜第3側壁形成部(31)(32)(33)を組み合わせてかしめることにより、折り曲げ体(34A)を得る(図7(b)参照)。
その後は、折り曲げ体(34A)を所定温度に加熱し、第1側壁形成部(31)と下壁形成部(22)、第1側壁形成部(31)と第2側壁形成部(32)および第3側壁形成部(33)、ならびに第2側壁形成部(32)と第3側壁形成部(33)の先端部どうしを上記ろう材層を利用して相互にろう付することにより左側壁(5)を形成する。こうして、扁平管(30)が製造される。
実施形態3
この実施形態は図8および図9に示すものである。
図8は実施形態3の扁平管を示し、図9は扁平管を製造する工程の一部を示す。
図8に示すように、この実施形態の扁平管(40)の左側壁(5)は、上壁(2)に一体に形成された第1側壁形成部(41)および第2側壁形成部(42)と、下壁(3)に一体に形成された第3側壁形成部(43)および第4側壁形成部(44)とを組み合わせてろう付することにより形成されている。
第1側壁形成部(41)は、上壁(2)の左側縁に一体に形成されて下壁(3)側に突出し、かつ先端が下壁(3)近傍に位置している。第2側壁形成部(42)は、第1側壁形成部(41)の右側部分に間隔をおいて形成されて下壁(3)側に突出し、かつ先端が左側壁(5)の高さの中間部に位置している。第3側壁形成部(43)は、下壁(3)の左側縁部に形成された右方折り返し部(43a)、および右方折り返し部(43a)(内方折り返し部)の先端に形成されて上壁(2)側に突出し、かつ第1側壁形成部(41)と第2側壁形成部(42)との間に嵌め入れられるとともに、先端が上壁(2)に当接した突出部(43b)よりなり、上壁(2)および第1側壁形成部(41)にろう付されている。第4側壁形成部(44)は、下壁(3)における第3側壁形成部(43)の右側部分に形成されて上壁(2)側に突出し、かつ先端が左側壁(5)の高さの中間部に位置しており、第3側壁形成部(43)にろう付されている。また、第3側壁形成部(43)と第4側壁形成部(44)の先端部どうしは相欠き状に突き合わされて相互にろう付されている。すなわち、第2側壁形成部(42)の先端部は左半部が欠き取られたような形状となっているとともに、第4側壁形成部(44)の先端部は右半部が欠き取られたような形状となっており、第2側壁形成部(42)の残存した突出部(42a)が第4側壁形成部(44)の欠き取り部(44b)内に嵌り、第4側壁形成部(44)の残存した突出部(44a)が第2側壁形成部(42)の欠き取り部(42b)内に嵌った状態で相互にろう付されている。
そして、上下壁(2)(3)の左端面と第1側壁形成部(41)の外面と第3側壁形成部(43)の右方折り返し部(43a)の外面とにより左側壁(5)の外面が形成され、第1側壁形成部(41)の先端と第3側壁形成部(43)の右方折り返し部(43b)とのろう付部が、左側壁(5)の外面に存在している。
扁平管(40)は次のようにして製造される。
扁平管(40)を製造するための板状体(45)は、実施形態1の扁平管製造用板状体(20)と同様にして形成されたものであり、図示を省略したが、実施形態1の板状体(20)と同様に、連結部(23)および補強壁用凸条(12)(13)(14)(15)を有しており、これらの他に、上壁形成部(21)の連結部(23)とは反対側の側縁に外方に真っ直ぐに突出するように一体に形成された第1側壁形成部用延長部(46)と、上壁形成部(21)の連結部(23)とは反対側の側縁部上面に上方突出状に一体に形成された第2側壁形成部(42)と、下壁形成部(22)の連結部(23)とは反対側の側縁に外方に真っ直ぐに突出するように一体に形成され、かつ下壁形成部(22)よりも薄肉であるとともに下面が下壁形成部(22)と面一になった第3側壁形成部用延長部(47)と、下壁形成部(22)の連結部(23)とは反対側の側縁部に上方突出状に一体に形成された第4側壁形成部(44)とを備えている。
扁平管(40)の製造にあたっては、まず、ロールフォーミング法により、扁平管製造用板状体(45)を連結部(23)の左右両側で順次折り曲げていくとともに(図9(a)参照)、第3側壁形成部用延長部(47)を曲げて第3側壁形成部(43)を形成し、最後にヘアピン状に折り曲げて、第2側壁形成部(42)および第4側壁形成部(44)の突出部(42a)(44a)と欠き取り部(42b)(44b)とを嵌め合わせることにより、両側壁形成部(42)(44)の先端部どうしを相欠き状に組み合わせる。ついで、第1側壁形成部用延長部(46)を折り曲げていき、第3側壁形成部(43)の外面に沿わせて第1側壁形成部(41)を形成するとともに、その先端を第3側壁形成部(43)の右方折り返し部(43a)に当接させ、さらに第1側壁形成部(41)により第3側壁形成部(43)を外側から押圧させ、第1〜第4側壁形成部(41)(42)(43)(44)を組み合わせてかしめることにより、折り曲げ体(45A)を得る(図9(b)参照)。
その後は、折り曲げ体(45A)を所定温度に加熱し、第1側壁形成部(41)と第3側壁形成部(43)、第2側壁形成部(42)と第4側壁形成部(44)の先端部どうし、第3側壁形成部(43)と上壁形成部(21)、ならびに第3側壁形成部(43)と第2側壁形成部(42)および第4側壁形成部(44)とを上記ろう材層を利用して相互にろう付することにより左側壁(5)を形成する。こうして、扁平管(40)が製造される。
実施形態4
この実施形態は図10および図11に示すものである。
図10は実施形態4の扁平管を示し、図11は扁平管を製造する工程の一部を示す。
図10に示すように、この実施形態の扁平管(50)の左側壁(5)は、上壁(2)に一体に形成された第1側壁形成部(51)および第2側壁形成部(52)と、下壁(3)に一体に形成された第3側壁形成部(53)および第4側壁形成部(54)とを組み合わせてろう付することにより形成されている。
第1側壁形成部(51)は、上壁(2)の左側縁に一体に形成されて下壁(3)側に突出し、かつ先端が左側壁(5)の高さの中間部に位置する厚肉部分(51a)、および厚肉部分(51a)の先端面の右側(肉厚方向内側)に一体に形成されて下壁(3)側に突出し、かつ先端が厚肉部分(51a)先端よりも下壁(3)側に位置する薄肉部分(51b)よりなる。第2側壁形成部(52)は、上壁(2)における第1側壁形成部(51)の右側部分に形成されて下壁(3)側に突出し、かつ先端が左側壁(5)の高さの中間部に位置するとともに、第1側壁形成部(51)にろう付されている。なお、下壁(3)における第3側壁形成部(53)が形成されている部分の肉厚は、他の部分の肉厚よりも薄くなっている。第3側壁形成部(53)は、下壁(3)の外側縁に形成されて上壁(2)側に突出し、かつ先端が第1側壁形成部(51)の厚肉部分(51a)の先端面における左側(肉厚方向外側)に当接して第1側壁形成部(51)にろう付されている。第4側壁形成部(54)は、下壁(3)における第3側壁形成部(53)の右側部分に形成されて上壁(2)側に突出し、かつ先端が第1側壁形成部(51)の薄肉部分(51b)および第2側壁形成部(52)の先端面に当接して第1および第2側壁形成部(51)(52)にろう付されるとともに、第3側壁形成部(53)にろう付されている。第2側壁形成部(52)の先端面の左側部分には下方に突出した凸条(52a)が形成されており、第4側壁形成部(54)の先端面に形成された凹溝(54a)内に嵌め入れられている。
そして、上下壁(2)(3)の左端面と第1側壁形成部(51)の厚肉部分(51a)の外面と第3側壁形成部(53)の外面とにより左側壁(5)の外面が形成され、第1側壁形成部(51)の厚肉部分(51a)の先端と第3側壁形成部(53)の先端とのろう付部が、左側壁(5)の外面に存在している。
扁平管(50)は次のようにして製造される。
扁平管(50)を製造するための板状体(55)は、実施形態1の扁平管製造用板状体(20)と同様にして形成されたものであり、図示を省略したが、実施形態1の板状体(20)と同様に、連結部(23)および補強壁用凸条(12)(13)(14)(15)を有しており、これらの他に、上壁形成部(21)の連結部(23)とは反対側の側縁に外方に真っ直ぐに突出するように一体に形成され、かつ厚肉部分(56a)および厚肉部分(56a)の先端面の上側に形成された薄肉部分(56b)とよりなる第1側壁形成部用延長部(56)と、上壁形成部(21)の連結部(23)とは反対側の側縁部上面に上方突出状に一体に形成されかつ先端面に凸条(52a)を有する第2側壁形成部(52)と、下壁形成部(22)の連結部(23)とは反対側の側縁に外方に真っ直ぐに突出するように一体に形成され、かつ下壁形成部(22)よりも薄肉であるとともに下面が下壁形成部(22)と面一になった第3側壁形成部用延長部(57)と、下壁形成部(22)の連結部(23)とは反対側の側縁部に上方突出状に一体に形成され、かつ先端面に凹溝(54a)を有する第4側壁形成部(54)とを備えている。
扁平管(50)の製造にあたっては、まず、ロールフォーミング法により、扁平管製造用板状体(55)を連結部(23)の左右両側で順次ヘアピン状に折り曲げ(図11(a)参照)、第2側壁形成部(52)の凸条(52a)を第4側壁形成部(54)の凹溝(54a)内に圧入する。ついで、第1側壁形成用延長部(56)を曲げて第1側壁形成部(51)を形成したのち、第3側壁形成部用延長部(57)を折り曲げていき、第1側壁形成部(51)の薄肉部分(51b)の外面に沿わせて第3側壁形成部(53)を形成するとともに、その先端を第1側壁形成部(51)の厚肉部分(51a)の先端面の左側に当接させ、さらに第3側壁形成部(53)により第1側壁形成部(51)の薄肉部分(51b)および第4側壁形成部(54)を外側から押圧させ、第1〜第4側壁形成部(51)(52)(53)(54)を組み合わせてかしめることにより、折り曲げ体(55A)を得る(図11(b)参照)。
その後は、折り曲げ体(55A)を所定温度に加熱し、第1側壁形成部(51)と第2〜第4側壁形成部(52)(53)(54)、第2側壁形成部(52)と第4側壁形成部(54)、および第3側壁形成部(53)と第1および第4側壁形成部(51)(54)とを上記ろう材層を利用して相互にろう付することにより左側壁(5)を形成する。こうして、扁平管(50)が製造される。
実施形態5
この実施形態は図12および図13に示すものである。
図12は実施形態5の扁平管を示し、図13は扁平管を製造する工程の一部を示す。
図12に示すように、この実施形態の扁平管(60)の左側壁(5)は、上壁(2)に一体に形成された第1側壁形成部(61)および第2側壁形成部(62)と、下壁(3)に一体に形成された第3側壁形成部(63)および第4側壁形成部(64)とを組み合わせてろう付することにより形成されている。
第1側壁形成部(61)は、上壁(2)の左側縁に一体に形成されて下壁(3)側に突出し、かつ先端が左側壁(5)の高さの中間部に位置する厚肉部分(61a)、および厚肉部分(61a)の先端面の右側(肉厚方向内側)に一体に形成されて下壁(3)側に突出し、かつ先端が下壁(3)に当接した薄肉部分(61b)よりなる。なお、下壁(3)における第1側壁形成部(61)の薄肉部分(61b)先端が当接した部分は、他の部分に比べて薄肉となっている。第2側壁形成部(62)は、上壁(2)における第1側壁形成部(61)の右側部分に形成されて下壁(3)側に突出し、かつ先端が左側壁(5)の高さの中間部に位置するとともに、第1側壁形成部(61)にろう付されている。第3側壁形成部(63)は、下壁(3)の外側縁に形成されて上壁(2)側に突出し、かつ先端が第1側壁形成部(61)の厚肉部分(61a)の先端面における左側(肉厚方向外側)に当接して第1側壁形成部(61)にろう付されている。第4側壁形成部(64)は、下壁(3)における第3側壁形成部(63)の右側部分に間隔をおいて形成されて上壁側に突出し、かつ先端が第2側壁形成部(62)の先端面に当接して第1および第2側壁形成部(62)にろう付されている。第2側壁形成部(62)の先端面の左右方向中央部には下方に突出した凸条(62a)が形成されており、第4側壁形成部(64)の先端面の左右方向中央部に形成された凹溝(64a)内に嵌め入れられている。
そして、上下壁(2)(3)の左端面と第1側壁形成部(61)の厚肉部分(61a)の外面と第3側壁形成部(63)の外面とにより左側壁(5)の外面が形成され、第1側壁形成部(61)の厚肉部分(61a)の先端と第3側壁形成部(63)の先端とのろう付部が、左側壁(5)の外面に存在している。
扁平管(60)は次のようにして製造される。
扁平管(60)を製造するための板状体(65)は、実施形態1の扁平管製造用板状体(20)と同様にして形成されたものであり、図示を省略したが、実施形態1の板状体(20)と同様に、連結部(23)および補強壁用凸条(12)(13)(14)(15)を有しており、これらの他に、上壁形成部(21)の連結部(23)とは反対側の側縁に外方に真っ直ぐに突出するように一体に形成され、かつ厚肉部分(66a)および厚肉部分(66a)の先端面の上側に形成された薄肉部分(66b)とよりなる第1側壁形成部用延長部(66)と、上壁形成部(21)の連結部(23)とは反対側の側縁部上面に上方突出状に一体に形成されかつ先端面に凸条(62a)を有する第2側壁形成部(62)と、下壁形成部(22)の連結部(23)とは反対側の側縁に外方に真っ直ぐに突出するように一体に形成され、かつ下壁形成部(22)の左側縁部を除いた部分よりも薄肉であるとともに下面が下壁形成部(22)と面一になった第3側壁形成部用延長部(67)と、下壁形成部(22)の連結部(23)とは反対側の側縁部に上方突出状に一体に形成され、かつ先端面に凹溝(64a)を有する第4側壁形成部(64)とを備えている。
扁平管(60)の製造にあたっては、まず、ロールフォーミング法により、扁平管製造用板状体(65)を連結部(23)の左右両側で順次ヘアピン状に折り曲げ(図13(a)参照)、第2側壁形成部(62)の凸条(62a)を第4側壁形成部(64)の凹溝(64a)内に圧入する。ついで、第1側壁形成用延長部(66)を曲げて第1側壁形成部(61)を形成して薄肉部分(61b)の先端を下壁形成部(22)に当接させるとともに、第2および第4側壁形成部(62)(64)の外側面に沿わせる。ついで、第3側壁形成部用延長部(47)を折り曲げていき、第1側壁形成部(61)の薄肉部分(61b)の外面に沿わせて第3側壁形成部(63)を形成するとともに、その先端を第1側壁形成部(61)の厚肉部分(61a)の先端面の左側に当接させ、さらに第3側壁形成部(63)により第1側壁形成部(61)を外側から押圧させ、第1〜第4側壁形成部(61)(62)(63)(64)を組み合わせてかしめることにより、折り曲げ体(65A)を得る(図13(b)参照)。
その後は、折り曲げ体(65A)を所定温度に加熱し、第1側壁形成部(61)と第2〜第4側壁形成(62)(63)(64)、第2側壁形成部(62)と第4側壁形成部(64)、および第3側壁形成部(63)と第1側壁形成部(61)とを上記ろう材層を利用して相互にろう付することにより左側壁(5)を形成する。こうして、扁平管(60)が製造される。
上記実施形態2〜5における扁平管(30)(40)(50)(60)の製造方法についての説明においては、補強壁(6)の形成方法については触れていないが、実施形態1の場合と同様である。
また、上記実施形態2〜5において、扁平管(30)(40)(50)(60)が、たとえば図14に示すコンデンサに適用される熱交換器(70)に用いられる場合、扁平管(30)(40)(50)(60)の製造は、実施形態1の場合と同様に、熱交換器(70)の製造と同時に行われる。