JP5220038B2 - 多重壁型容器内への改竄防止装置の組み込み法及び当該改竄防止装置を組み込んだ多重壁型容器 - Google Patents
多重壁型容器内への改竄防止装置の組み込み法及び当該改竄防止装置を組み込んだ多重壁型容器 Download PDFInfo
- Publication number
- JP5220038B2 JP5220038B2 JP2009554717A JP2009554717A JP5220038B2 JP 5220038 B2 JP5220038 B2 JP 5220038B2 JP 2009554717 A JP2009554717 A JP 2009554717A JP 2009554717 A JP2009554717 A JP 2009554717A JP 5220038 B2 JP5220038 B2 JP 5220038B2
- Authority
- JP
- Japan
- Prior art keywords
- wall
- container
- tamper
- walled container
- walled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title description 19
- 239000000203 mixture Substances 0.000 claims description 24
- 238000000465 moulding Methods 0.000 claims description 15
- 239000011888 foil Substances 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 7
- 238000003860 storage Methods 0.000 claims description 4
- 239000000758 substrate Substances 0.000 claims description 2
- 239000002274 desiccant Substances 0.000 description 13
- 239000004033 plastic Substances 0.000 description 9
- 229920003023 plastic Polymers 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 238000005516 engineering process Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- -1 polyethylene Polymers 0.000 description 7
- 238000002347 injection Methods 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 239000000976 ink Substances 0.000 description 5
- 238000001746 injection moulding Methods 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 229920005601 base polymer Polymers 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000005465 channeling Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000012502 diagnostic product Substances 0.000 description 1
- GUJOJGAPFQRJSV-UHFFFAOYSA-N dialuminum;dioxosilane;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[O-2].[Al+3].[Al+3].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O GUJOJGAPFQRJSV-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000002808 molecular sieve Substances 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001444 polymaleic acid Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1671—Making multilayered or multicoloured articles with an insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
- B29C45/14491—Injecting material between coaxial articles, e.g. between a core and an outside sleeve for making a roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14598—Coating tubular articles
- B29C45/14614—Joining tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/22—Boxes or like containers with side walls of substantial depth for enclosing contents
- B65D1/26—Thin-walled containers, e.g. formed by deep-drawing operations
- B65D1/28—Thin-walled containers, e.g. formed by deep-drawing operations formed of laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/24—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants
- B65D81/26—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants with provision for draining away, or absorbing, or removing by ventilation, fluids, e.g. exuded by contents; Applications of corrosion inhibitors or desiccators
- B65D81/266—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants with provision for draining away, or absorbing, or removing by ventilation, fluids, e.g. exuded by contents; Applications of corrosion inhibitors or desiccators for absorbing gases, e.g. oxygen absorbers or desiccants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
- B29C2045/14237—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure the inserts being deformed or preformed outside the mould or mould cavity
- B29C2045/14245—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure the inserts being deformed or preformed outside the mould or mould cavity using deforming or preforming means outside the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C2045/14852—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles incorporating articles with a data carrier, e.g. chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1671—Making multilayered or multicoloured articles with an insert
- B29C2045/1673—Making multilayered or multicoloured articles with an insert injecting the first layer, then feeding the insert, then injecting the second layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3456—Antennas, e.g. radomes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2203/00—Decoration means, markings, information elements, contents indicators
- B65D2203/10—Transponders
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Food Science & Technology (AREA)
- Ceramic Engineering (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Cartons (AREA)
Description
本発明の技術は、多重壁型容器内への改竄防止装置の組み込み法に関し、詳しくは、多重壁型容器の製造プロセス中における当該容器への改竄防止装置の組み込み法及び、当該改竄防止装置を組み込んだ多重壁型容器に関する。
製薬業界が行っている認証の一例にはe−pedigreeがある。e−pedigreeは製造時から販売時までの間、薬品に付帯する電子記録である。各ユニットパッケージには認証を容易化する単数あるいは複数の無線周波数識別装置(RFID)を貼付し得る。RFIDはユニットパッケージの各々における情報の読み書き手段を提供する。サプライチェーンがRFIDテクノロジーを使えるようにするために必要なハードウェアやソフトウェアのインフラストラクチャーは高コストで且つ敷居が高く、RFID認証テクノロジー普及の大きな障壁となっている。
読み取り性のみを提供するバーコードや2Dバーコード等のもっと安価なその他の識別テクノロジーも存在する。そうした装置は一般にもっと低コストでインフラストラクチャの敷居も低いが、代表的にはバーコードはパッケージの外側に配置したものを読み取るため、ずっと模倣・偽造されやすい。
容器の直近に配置したリーダーが改竄防止装置に“質問”する。装置のタイプに応じた情報が読み取られ、装置に書き込まれる。
多重壁型容器は、保存スペースを画定する外壁を含み、この保存スペースには単数又は複数の物品が保存され得る。外壁は熱可塑性樹脂から構成されるが、この外壁を形成するための好適な熱可塑性樹脂には、ポリエチレン、ポリプロピレン、ポリビニリデンクロリド、ポリエチレンビニルアセテート、ポリスチレン、ポリカーボネート、ポリエステルテレフタレート、ポリブチレン、メタロセン触媒ポリオレフィン、ポリマレイン酸、が含まれる。好ましい樹脂はポリプロピレンとポリエチレンである。外壁は好ましくは0.5〜2.0mm、より好ましくは0.6〜1.0mmの厚さを有する。
上述したような乾燥材組成物はアラバマ州AuburnのCSP Technologies社より入手できる。
成型したスリーブを容器型のコア上に配置し、次いでスリーブを覆って容器の外壁を形成するプラスチック材料を射出成型する。成型された容器は射出成型した内壁と、射出成型された外壁とを有する。容器は1つ以上の成型機を使用して成型できる。
図5に例示する他の実施例は、アンテナとシリコンチップとを含むRFIDインレーである。このインレーは代表的には連続ロールとして供給される。インレーはダイカット品、例えばダイカットラベルであり得、容器の内壁の外側表面に被着される。
以下に、改竄防止装置を組み込む多重壁型容器の製造方法を説明する。
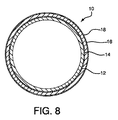
フィルムをチューブ又はスリーブ状に形成した後、このチューブ又はスリーブを射出成型機のコア上に配置し、型キャビティを閉じる。容器の外壁を形成するポリマー組成物を型キャビティ内に射出し、かくして、改竄防止装置を含む内壁チューブ又は内壁スリーブの周囲に外壁をオーバーモールドする。完成した多重壁型容器は容器の内外の各壁間に挟持された改竄防止装置を有する。
以上、本発明を実施例を参照して説明したが、本発明の内で種々の変更をなし得ることを理解されたい。
12 内壁
14 アンテナ
16 外壁
18 ラベル
Claims (12)
- 改竄防止装置を含む多重壁型容器であって、
容器の外壁にして、成型したポリメリック材料から形成され且つ物品をその内部に保存可能な保存スペースを画定する外壁と、
容器の内側スリーブにして、容器の外壁が画定する保存スペース内に設けられ、ポリメリック組成物を成型又は押し出し形成して形成され、容器の外壁に隣り合う外側表面を有する内側スリーブと、
内側スリーブの外側表面に被着した改竄防止装置にして、内側スリーブと外壁との間に挟持された改竄防止装置と、
を含み、
改竄防止装置が、ラベルと基材とを含み、基材が、容器の内側スリーブのポリメリック組成物との互換性を有するポリメリック材料からなる多重壁型容器。 - 改竄防止装置がアンテナである請求項1の多重壁型容器。
- アンテナが、導電性インクを使用して印刷される請求項2の多重壁型容器。
- アンテナが箔材料から形成される請求項2の多重壁型容器。
- 箔材料が孔開け又は賦形される請求項4の多重壁型容器。
- アンテナがラベル上に配置される請求項2の多重壁型容器。
- 改竄防止装置がRFIDを含む請求項1の多重壁型容器。
- 改竄防止装置が、導電性インクを使用して印刷したラベルを含む請求項1の多重壁型容器。
- 改竄防止装置が、キャリヤ基材内に組み込んだ導電性の金属球を含む請求項1の多重壁型容器。
- 改竄防止装置が、X線で読み取り可能な箔を含む請求項1の多重壁型容器。
- チューナーを含むラベルが容器の外壁に被着される請求項1の多重壁型容器。
- ラベルが、改竄防止装置からの信号を増幅又はキャンセルさせる請求項11の多重壁型容器。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US89563907P | 2007-03-19 | 2007-03-19 | |
| US60/895,639 | 2007-03-19 | ||
| PCT/US2008/057527 WO2008116005A2 (en) | 2007-03-19 | 2008-03-19 | Method for incorporating an anti-counterfeiting device into a multi-walled container and the multi-walled container containing such device |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010522126A JP2010522126A (ja) | 2010-07-01 |
| JP2010522126A5 JP2010522126A5 (ja) | 2011-04-28 |
| JP5220038B2 true JP5220038B2 (ja) | 2013-06-26 |
Family
ID=39494980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009554717A Active JP5220038B2 (ja) | 2007-03-19 | 2008-03-19 | 多重壁型容器内への改竄防止装置の組み込み法及び当該改竄防止装置を組み込んだ多重壁型容器 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8815137B2 (ja) |
| EP (1) | EP2136984B1 (ja) |
| JP (1) | JP5220038B2 (ja) |
| CN (1) | CN101678581A (ja) |
| CA (1) | CA2680655C (ja) |
| WO (1) | WO2008116005A2 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090004231A1 (en) * | 2007-06-30 | 2009-01-01 | Popp Shane M | Pharmaceutical dosage forms fabricated with nanomaterials for quality monitoring |
| KR20120050987A (ko) * | 2009-07-03 | 2012-05-21 | 네스텍 소시에테아노님 | 자기 응답형 식별자를 내장한 음료 제조 장치내의 캡슐을 식별하는 방법 |
| CN102190108A (zh) * | 2011-01-27 | 2011-09-21 | 上海高诚艺术包装有限公司 | 一种带有rfid的酒瓶的制作方法 |
| US10441903B2 (en) | 2011-07-16 | 2019-10-15 | Cummins Filtration Ip, Inc. | Filter with electrical signature anti-counterfeiting feature |
| DE102011120862A1 (de) * | 2011-12-13 | 2013-06-13 | Felix Schoeller Supply Chain Technologies Gmbh & Co. Kg | Getränkekasten mit integrierter Transponderanordnung |
| CN103383739A (zh) * | 2011-12-31 | 2013-11-06 | 深圳市通产丽星股份有限公司 | 射频识别芯片和射频识别芯片的制作方法 |
| CN103381637B (zh) * | 2011-12-31 | 2015-11-25 | 深圳市通产丽星股份有限公司 | 塑料包装容器及塑料包装容器制作方法 |
| CN103522489B (zh) * | 2012-07-06 | 2016-01-20 | 镇江新梦溪能源科技有限公司 | 一种无缝金属塑料复合轴套压缩模具 |
| CN103593773A (zh) * | 2013-11-20 | 2014-02-19 | 深圳市太和物联信息技术有限公司 | 一种产品防伪方法、系统及客户端 |
| US10486350B2 (en) * | 2014-09-22 | 2019-11-26 | Ecomarks Plastics, LLC | Container and label |
| US9928348B2 (en) | 2015-12-21 | 2018-03-27 | At&T Intellectual Property I, L.P. | Medicine dispensing system |
| DE102016103488A1 (de) * | 2016-02-26 | 2017-08-31 | Inotech Kunststofftechnik Gmbh | Verfahren zum Herstellen eines Mehrkomponenten-Spritzguss-Formteiles |
| DE202016004642U1 (de) * | 2016-07-28 | 2016-11-15 | Sata Gmbh & Co. Kg | Materialbehälter für ein zu verspritzendes Material |
| CN111232427A (zh) * | 2020-01-21 | 2020-06-05 | 联想(北京)有限公司 | 一种水瓶 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3341644A (en) | 1959-07-29 | 1967-09-12 | Flair Plastics Corp | Process for producing plastic containers |
| US3302813A (en) | 1964-02-03 | 1967-02-07 | Owens Illinois Inc | Multi-piece containers |
| US5275277A (en) | 1992-10-28 | 1994-01-04 | Benjamin Gallegos | Novelty drinking glass |
| FR2737884B1 (fr) * | 1995-08-17 | 1997-09-12 | Europlastiques Sa | Emballage en matiere plastique pourvu d'une etiquette et d'au moins un composant prevu pour signaler son vol |
| NL1012428C2 (nl) * | 1999-06-24 | 2000-12-28 | Schoeller Wavin Systems N V | Kunststof houder voor het transport en/of opslag van goederen. |
| JP4580530B2 (ja) * | 2000-10-04 | 2010-11-17 | 大日本印刷株式会社 | 非接触データキャリア付き薬品パッケージ |
| AU2002365561A1 (en) | 2001-11-21 | 2003-06-10 | Capitol Cups, Inc. | Method of incorporating a promotional item into a dual wall cup |
| JP2003263620A (ja) * | 2002-03-11 | 2003-09-19 | Kobayashi Kirokushi Co Ltd | Rfidタグ |
| JP4005424B2 (ja) | 2002-06-27 | 2007-11-07 | 株式会社 和光製作所 | スライド型門扉 |
| US20070166517A1 (en) | 2002-08-27 | 2007-07-19 | Shinya Fukui | Product information display body and product authentication method |
| DE10253567A1 (de) | 2002-11-15 | 2004-05-27 | Linpac Plastics Gmbh | Lagerungsmittel, insbesondere Schale |
| JP2005263288A (ja) * | 2004-03-19 | 2005-09-29 | Sekisui Plastics Co Ltd | Icタグ付き熱可塑性樹脂容器とその製造方法 |
| US7038587B2 (en) * | 2004-04-05 | 2006-05-02 | Sonoco Development, Inc. | Identification device for multilayer tubular structures |
| KR20070041558A (ko) * | 2004-07-09 | 2007-04-18 | 어드밴스드 플라스틱스 테크놀로지즈 룩셈부르크 에스.에이. | 코팅된 물품 형성을 위한 코팅 방법 및 장치 |
| DE102004061633A1 (de) * | 2004-12-17 | 2006-06-29 | Lossau, Harald, Dr. | Behälter mit Transponder |
| EP2066487A1 (de) * | 2006-09-22 | 2009-06-10 | RPC Bramlage GmbH | Im zweikomponenten-spritzverfahren hergestellter gegenstand |
-
2008
- 2008-03-19 JP JP2009554717A patent/JP5220038B2/ja active Active
- 2008-03-19 WO PCT/US2008/057527 patent/WO2008116005A2/en active Application Filing
- 2008-03-19 CA CA2680655A patent/CA2680655C/en active Active
- 2008-03-19 EP EP08744079.8A patent/EP2136984B1/en active Active
- 2008-03-19 CN CN200880013688A patent/CN101678581A/zh active Pending
-
2009
- 2009-09-17 US US12/561,941 patent/US8815137B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008116005A3 (en) | 2008-11-06 |
| CN101678581A (zh) | 2010-03-24 |
| CA2680655A1 (en) | 2008-09-25 |
| US8815137B2 (en) | 2014-08-26 |
| EP2136984A2 (en) | 2009-12-30 |
| WO2008116005A2 (en) | 2008-09-25 |
| CA2680655C (en) | 2015-06-30 |
| JP2010522126A (ja) | 2010-07-01 |
| EP2136984B1 (en) | 2016-08-31 |
| US20100066502A1 (en) | 2010-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5220038B2 (ja) | 多重壁型容器内への改竄防止装置の組み込み法及び当該改竄防止装置を組み込んだ多重壁型容器 | |
| US7528727B2 (en) | Tracking device for polymeric packaging | |
| US20140262919A1 (en) | Passively enable a blister pack with wireless identification device | |
| CA2653585A1 (en) | Radio frequency identification device for plastic container and method of manufacture of same | |
| CN107408218A (zh) | Rfid天线结构 | |
| WO2002094560A3 (en) | Multi-layer stain and heat resistant plastic container for storing and heating food; method of making the same | |
| KR20130069628A (ko) | 무선 주파수 식별 태그를 구비한 용기 시일 및 그 제조 방법 | |
| MXPA06009541A (es) | Envase de plastico que tiene marcadores de microparticulas acoplados. | |
| WO2006009140A1 (ja) | 無線icタグ付き包装体 | |
| JP2011518681A (ja) | 無線周波数識別タグを含む物体の成形方法 | |
| US9862130B2 (en) | Flexible tube comprising an electronic component | |
| CN105102345A (zh) | 用于重要和贵重物品的防窃启方法和包装 | |
| WO2008134537A1 (en) | Method and apparatus for blow-molding containers with in-mold film having rfid tag fused thereto | |
| CN115190998A (zh) | 无线射频识别与包装基材系统及方法 | |
| US20190236428A1 (en) | A tubular shaped tag structure | |
| JP2006327636A (ja) | Icタグ付き容器、及びicタグ付き包装体 | |
| JP2006256694A (ja) | 無線icタグ付き包装体 | |
| US8554642B2 (en) | RFID methods in the manufacture of reclosable packages | |
| JP2005309935A (ja) | 貼り換え防止用icラベル | |
| US20120267434A1 (en) | Body in the form of a packaging or of a molded part | |
| CN210235864U (zh) | 一种带芯片的智能快递气泡袋 | |
| JP4913894B2 (ja) | Icタグ付き容器、及びicタグ付き包装体 | |
| CN106586249B (zh) | 复合包装材料、片材组和密封包装 | |
| JP7557950B2 (ja) | 複合フィルム | |
| JP2022131829A (ja) | 合成樹脂製容器の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100618 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110308 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110308 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120814 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121105 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130305 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160315 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5220038 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |