JP5193839B2 - 吸収性物品の製造装置、及び、吸収性物品の製造方法 - Google Patents
吸収性物品の製造装置、及び、吸収性物品の製造方法 Download PDFInfo
- Publication number
- JP5193839B2 JP5193839B2 JP2008322778A JP2008322778A JP5193839B2 JP 5193839 B2 JP5193839 B2 JP 5193839B2 JP 2008322778 A JP2008322778 A JP 2008322778A JP 2008322778 A JP2008322778 A JP 2008322778A JP 5193839 B2 JP5193839 B2 JP 5193839B2
- Authority
- JP
- Japan
- Prior art keywords
- roller
- continuous sheet
- workpiece
- base material
- arc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15756—Applying tabs, strips, tapes, loops; Knotting the ends of pads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/02—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1089—Methods of surface bonding and/or assembly therefor of discrete laminae to single face of additional lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1089—Methods of surface bonding and/or assembly therefor of discrete laminae to single face of additional lamina
- Y10T156/1092—All laminae planar and face to face
- Y10T156/1093—All laminae planar and face to face with covering of discrete laminae with additional lamina
- Y10T156/1095—Opposed laminae are running length webs
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
本発明は、かかる課題に鑑みてなされたものであり、その目的とするところは、連続シートとワークとを適切に貼り合わせることにある。
ワークを保持するための円弧状保持面を有し、移動する連続シートの一方面と対向した状態で回転する回転部材であって、ワークを該円弧状保持面に保持した状態で回転することにより、前記ワークを前記一方面と前記円弧状保持面とにより挟まれる位置まで移動させる回転部材と、
前記ワークが前記位置に至った際に前記連続シートの他方面に当接して、該連続シートを前記円弧状保持面へ向けて押圧することにより、前記連続シートと前記ワークとを貼り合わせる押圧部材と、
を有する吸収性物品の製造装置であって、
前記押圧部材は、中心軸を中心に自由回転可能なローラであり、
該ローラが前記他方面に当接する際に該ローラの中心軸方向が前記円弧状保持面の円中心の中心軸方向と交差しており、
前記ローラの外表面が該ローラの中心軸を含む仮想面と交わる交線が、円弧状の曲線であり、前記ローラの中心軸方向中央部における該ローラの径が、該ローラの中心軸端部における該ローラの径よりも小さいことを特徴とする吸収性物品の製造装置である。
前記ワークが前記位置に至った際に前記連続シートの他方面に当接して、該連続シートを前記円弧状保持面へ向けて押圧することにより、前記連続シートと前記ワークとを貼り合わせる押圧部材と、
を有する吸収性物品の製造装置であって、
前記押圧部材は、中心軸を中心に自由回転可能なローラであり、
該ローラが前記他方面に当接する際に該ローラの中心軸方向が前記円弧状保持面の円中心の中心軸方向と交差しており、
前記ローラの外表面が該ローラの中心軸を含む仮想面と交わる交線が、円弧状の曲線であり、前記ローラの中心軸方向中央部における該ローラの径が、該ローラの中心軸端部における該ローラの径よりも小さいことを特徴とする吸収性物品の製造装置。
前記ワークは、前記連続シートと貼り合わされる際に該連続シートと接着する接着部を備え、
前記押圧部材は、
前記連続シートの他方面上の、前記一方面側に前記接着部が存在しない部位に、
当接して、該連続シートを前記円弧状保持面へ向けて押圧することが望ましい。
前記押圧部材は、
前記連続シートの他方面上の、前記一方面側に前記ワークが存在しない部位に、
当接して、該連続シートを前記円弧状保持面へ向けて押圧することが望ましい。
前記押圧部材は、中心軸方向に自由スライド可能となるように構成されたローラであることが望ましい。
押圧部材が、前記ワークが前記位置に至った際に前記連続シートの他方面に当接して、該連続シートを前記円弧状保持面へ向けて押圧することにより、前記連続シートと前記ワークとを貼り合わせる工程と、
を有する吸収性物品の製造方法であって、
前記押圧部材は、中心軸を中心に自由回転可能なローラであり、
該ローラが前記他方面に当接する際に該ローラの中心軸方向が前記円弧状保持面の円中心の中心軸方向と交差しており、
前記ローラの外表面が該ローラの中心軸を含む仮想面と交わる交線が、円弧状の曲線であり、前記ローラの中心軸方向中央部における該ローラの径が、該ローラの中心軸端部における該ローラの径よりも小さいことを特徴とする吸収性物品の製造方法。
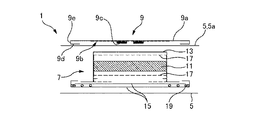
本実施形態に係る吸収性物品の製造装置31は、例えば、使い捨ておむつの製造ラインに使用されている。上記製造装置31を説明する前に、先ず、使い捨ておむつ(以下、単に、おむつ1という)の構成について図1乃至図3Bを参照しながら説明する。図1は、おむつ1の展開された形態を示した図である。図2は、図1のA−A矢視図である。図3A及び図3Bは、おむつ1の着用形態を示した図である。なお、以降の説明では、おむつ1の厚み方向において着用者の身体に接触する側を肌面側と、その反対側を裏面側と呼ぶ。
上述したとおり、本実施の形態に係る吸収性物品の製造装置31は、ファスニングテープ部材9を保持するための周面35bを有し、移動する背側帯基材23のおもて面23aと対向した状態で回転する下ロール35であって、ファスニングテープ部材9を該周面35bに保持した状態で回転することにより、前記ファスニングテープ部材9を前記おもて面23aと前記周面35bとにより挟まれる位置まで移動させる下ロール35と、前記ファスニングテープ部材9が前記位置に至った際に前記背側帯基材23の裏面23bに当接して、該背側帯基材23を前記周面35bへ向けて押圧することにより、前記背側帯基材23と前記ファスニングテープ部材9とを貼り合わせるハンマーロール41と、を有している。そして、ハンマーロール41は、中心軸を中心に自由回転可能なローラであり、該ローラが前記裏面23bに当接する際に該ローラの中心軸方向が周面35bの円中心の中心軸方向(下ロール35の回転軸方向)と交差しており、前記ローラの外表面41aが該ローラの中心軸41bを含む仮想面と交わる交線Lが、円弧状の曲線であり、前記ローラの中心軸方向中央部における該ローラの径が、該ローラの中心軸端部における該ローラの径よりも小さくなっている。このことにより、背側帯基材23とファスニングテープ部材9とを適切に貼り合わせることが可能となる。
以上、上記実施の形態に基づき本発明に係る吸収性物品の製造装置等を説明したが、上記した発明の実施の形態は、本発明の理解を容易にするためのものであり、本発明を限定するものではない。本発明は、その趣旨を逸脱することなく、変更、改良され得ると共に、本発明にはその等価物が含まれることはもちろんである。
5 背側帯部材、5a 肌面側の不織布、7 吸収性本体、
9 ファスニングテープ部材(ワーク)、9a シート、9b 補強材、
9c 止着部、9d 接着部、9e 端、
11 吸収体、13 表面シート部材、
15 裏面シート部材、17 液透過性シート、19 糸ゴム、
21 ファスニングテープ基材、23 背側帯基材(連続シート)、
23a おもて面(一方面)、23b 裏面(他方面)、23c 非存在部位、
31 製造装置、33 無端ベルト、35 下ロール(回転部材)、35a 回転軸、35b 周面(円弧状保持面)、
37 上ロール、37a ブレード、39 ハンマーロールユニット、
41 ハンマーロール(押圧部材)、41a 外表面、41b 中心軸、41c 端部、
43 支持ローラ、43a 中心軸、43b 内壁、
44 軸受部材、45 カラー、47 サクション部、
51 保持パレット、51a 回転軸、51b 円弧状保持面、
L 交線、G 空隙、C 中央部、E 端部
Claims (5)
- ワークを保持するための円弧状保持面を有し、移動する連続シートの一方面と対向した状態で回転する回転部材であって、ワークを該円弧状保持面に保持した状態で回転することにより、前記ワークを前記一方面と前記円弧状保持面とにより挟まれる位置まで移動させる回転部材と、
前記ワークが前記位置に至った際に前記連続シートの他方面に当接して、該連続シートを前記円弧状保持面へ向けて押圧することにより、前記連続シートと前記ワークとを貼り合わせる押圧部材と、
を有する吸収性物品の製造装置であって、
前記押圧部材は、中心軸を中心に自由回転可能なローラであり、
該ローラが前記他方面に当接する際に該ローラの中心軸方向が前記円弧状保持面の円中心の中心軸方向と交差しており、
前記ローラの外表面が該ローラの中心軸を含む仮想面と交わる交線が、円弧状の曲線であり、前記ローラの中心軸方向中央部における該ローラの径が、該ローラの中心軸端部における該ローラの径よりも小さいことを特徴とする吸収性物品の製造装置。 - 請求項1に記載の吸収性物品の製造装置であって、
前記ワークは、前記連続シートと貼り合わされる際に該連続シートと接着する接着部を備え、
前記押圧部材は、
前記連続シートの他方面上の、前記一方面側に前記接着部が存在しない部位に、
当接して、該連続シートを前記円弧状保持面へ向けて押圧することを特徴とする吸収性物品の製造装置。 - 請求項2に記載の吸収性物品の製造装置であって、
前記押圧部材は、
前記連続シートの他方面上の、前記一方面側に前記ワークが存在しない部位に、
当接して、該連続シートを前記円弧状保持面へ向けて押圧することを特徴とする吸収性物品の製造装置。 - 請求項1乃至請求項3のいずれかに記載の吸収性物品の製造装置であって、
前記押圧部材は、中心軸方向に自由スライド可能となるように構成されたローラであることを特徴とする吸収性物品の製造装置。 - ワークを保持するための円弧状保持面を有し、移動する連続シートの一方面と対向した状態で回転する回転部材が、ワークを該円弧状保持面に保持した状態で回転することにより、前記ワークを前記一方面と前記円弧状保持面とにより挟まれる位置まで移動させる工程と、
押圧部材が、前記ワークが前記位置に至った際に前記連続シートの他方面に当接して、該連続シートを前記円弧状保持面へ向けて押圧することにより、前記連続シートと前記ワークとを貼り合わせる工程と、
を有する吸収性物品の製造方法であって、
前記押圧部材は、中心軸を中心に自由回転可能なローラであり、
該ローラが前記他方面に当接する際に該ローラの中心軸方向が前記円弧状保持面の円中心の中心軸方向と交差しており、
前記ローラの外表面が該ローラの中心軸を含む仮想面と交わる交線が、円弧状の曲線であり、前記ローラの中心軸方向中央部における該ローラの径が、該ローラの中心軸端部における該ローラの径よりも小さいことを特徴とする吸収性物品の製造方法。
Priority Applications (16)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008322778A JP5193839B2 (ja) | 2008-12-18 | 2008-12-18 | 吸収性物品の製造装置、及び、吸収性物品の製造方法 |
| UAA201108851A UA102006C2 (ru) | 2008-12-18 | 2009-02-12 | Устройство для изготовления поглощающего изделия и способ изготовления такого изделия |
| MX2011006552A MX2011006552A (es) | 2008-12-18 | 2009-12-02 | Aparato y metodo para fabricar un articulo absorbente. |
| EA201100952A EA201100952A1 (ru) | 2008-12-18 | 2009-12-02 | Аппарат и способ получения поглощающего изделия |
| MA34021A MA32971B1 (fr) | 2008-12-18 | 2009-12-02 | Dispositif pour fabriquer un article absorbant et procede de fabrication d'article absorbant |
| SG2011040425A SG171936A1 (en) | 2008-12-18 | 2009-12-02 | Apparatus and method of manufacturing absorbent article |
| EP09833326.3A EP2371332A4 (en) | 2008-12-18 | 2009-12-02 | DEVICE FOR MANUFACTURING ABSORBENT ARTICLE AND METHOD FOR MANUFACTURING ABSORBENT ARTICLE |
| US13/133,761 US8663421B2 (en) | 2008-12-18 | 2009-12-02 | Apparatus and method of manufacturing absorbent article |
| AU2009328033A AU2009328033A1 (en) | 2008-12-18 | 2009-12-02 | Device for manufacturing absorptive article and method of manufacturing absorptive article |
| BRPI0917044A BRPI0917044A2 (pt) | 2008-12-18 | 2009-12-02 | aparelho para a fabricação de artigo absorvente e método de fabricação de artigo absorvente |
| CN200980151489XA CN102256578B (zh) | 2008-12-18 | 2009-12-02 | 吸收性物品的制造设备和制造方法 |
| CA2745617A CA2745617A1 (en) | 2008-12-18 | 2009-12-02 | Apparatus and method of manufacturing absorbent article |
| KR1020117015528A KR101522067B1 (ko) | 2008-12-18 | 2009-12-02 | 흡수성 물품의 제조 장치 및 흡수성 물품의 제조 방법 |
| PCT/JP2009/070253 WO2010071022A1 (ja) | 2008-12-18 | 2009-12-02 | 吸収性物品の製造装置、及び、吸収性物品の製造方法 |
| ZA2011/04412A ZA201104412B (en) | 2008-12-18 | 2011-06-14 | Device for manufacturing absorptive article and method of manufacturing absorptive article |
| CO11089033A CO6382102A2 (es) | 2008-12-18 | 2011-07-15 | Aparato y método de fabricación de un artículo absorbente |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008322778A JP5193839B2 (ja) | 2008-12-18 | 2008-12-18 | 吸収性物品の製造装置、及び、吸収性物品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010142416A JP2010142416A (ja) | 2010-07-01 |
| JP5193839B2 true JP5193839B2 (ja) | 2013-05-08 |
Family
ID=42268695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008322778A Expired - Fee Related JP5193839B2 (ja) | 2008-12-18 | 2008-12-18 | 吸収性物品の製造装置、及び、吸収性物品の製造方法 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US8663421B2 (ja) |
| EP (1) | EP2371332A4 (ja) |
| JP (1) | JP5193839B2 (ja) |
| KR (1) | KR101522067B1 (ja) |
| CN (1) | CN102256578B (ja) |
| AU (1) | AU2009328033A1 (ja) |
| BR (1) | BRPI0917044A2 (ja) |
| CA (1) | CA2745617A1 (ja) |
| CO (1) | CO6382102A2 (ja) |
| EA (1) | EA201100952A1 (ja) |
| MA (1) | MA32971B1 (ja) |
| MX (1) | MX2011006552A (ja) |
| SG (1) | SG171936A1 (ja) |
| UA (1) | UA102006C2 (ja) |
| WO (1) | WO2010071022A1 (ja) |
| ZA (1) | ZA201104412B (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10111784B2 (en) | 2013-09-30 | 2018-10-30 | Zuiko Corporation | Device for producing disposable wearable article and method for producing disposable wearable article |
| CN114346593B (zh) * | 2021-11-26 | 2023-04-25 | 武汉船用机械有限责任公司 | 异形零件的加工制造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NO20022176L (no) * | 2001-05-16 | 2002-11-18 | Sca Hygiene Prod Ab | Absorberende gjenstand og fremgangsmÕte for fremstilling av denne |
| EP1367450A3 (en) * | 2002-05-30 | 2004-11-03 | Xerox Corporation | Improved flexible imaging member seam treatment |
| US6905572B2 (en) | 2002-05-30 | 2005-06-14 | Xerox Corporation | Flexible imaging member seam treatment apparatus |
| TW584553B (en) | 2002-08-06 | 2004-04-21 | Uni Charm Corp | Method for continuously producing disposable wearing article |
| JP2005075639A (ja) * | 2003-09-04 | 2005-03-24 | Fuji Photo Film Co Ltd | シート体貼着ヘッド及び装置 |
| JP4141398B2 (ja) | 2004-03-04 | 2008-08-27 | 花王株式会社 | 吸収性物品の製造方法 |
| JP3898195B2 (ja) | 2004-04-15 | 2007-03-28 | 東亜機工株式会社 | ワーク搬送装置 |
| US7811403B2 (en) * | 2005-03-09 | 2010-10-12 | Curt G. Joa, Inc. | Transverse tab application method and apparatus |
| JP4682085B2 (ja) * | 2006-05-12 | 2011-05-11 | 株式会社リブドゥコーポレーション | 使い捨て吸収性物品の製造方法 |
-
2008
- 2008-12-18 JP JP2008322778A patent/JP5193839B2/ja not_active Expired - Fee Related
-
2009
- 2009-02-12 UA UAA201108851A patent/UA102006C2/ru unknown
- 2009-12-02 AU AU2009328033A patent/AU2009328033A1/en not_active Abandoned
- 2009-12-02 CA CA2745617A patent/CA2745617A1/en not_active Abandoned
- 2009-12-02 EA EA201100952A patent/EA201100952A1/ru unknown
- 2009-12-02 BR BRPI0917044A patent/BRPI0917044A2/pt not_active IP Right Cessation
- 2009-12-02 EP EP09833326.3A patent/EP2371332A4/en not_active Withdrawn
- 2009-12-02 CN CN200980151489XA patent/CN102256578B/zh not_active Expired - Fee Related
- 2009-12-02 US US13/133,761 patent/US8663421B2/en not_active Expired - Fee Related
- 2009-12-02 WO PCT/JP2009/070253 patent/WO2010071022A1/ja not_active Ceased
- 2009-12-02 MA MA34021A patent/MA32971B1/fr unknown
- 2009-12-02 MX MX2011006552A patent/MX2011006552A/es active IP Right Grant
- 2009-12-02 SG SG2011040425A patent/SG171936A1/en unknown
- 2009-12-02 KR KR1020117015528A patent/KR101522067B1/ko not_active Expired - Fee Related
-
2011
- 2011-06-14 ZA ZA2011/04412A patent/ZA201104412B/en unknown
- 2011-07-15 CO CO11089033A patent/CO6382102A2/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| US8663421B2 (en) | 2014-03-04 |
| EA201100952A1 (ru) | 2012-01-30 |
| WO2010071022A1 (ja) | 2010-06-24 |
| AU2009328033A1 (en) | 2011-07-28 |
| US20120090774A1 (en) | 2012-04-19 |
| BRPI0917044A2 (pt) | 2018-02-06 |
| CO6382102A2 (es) | 2012-02-15 |
| JP2010142416A (ja) | 2010-07-01 |
| UA102006C2 (ru) | 2013-05-27 |
| MX2011006552A (es) | 2011-07-20 |
| MA32971B1 (fr) | 2012-01-02 |
| CN102256578A (zh) | 2011-11-23 |
| KR20110088599A (ko) | 2011-08-03 |
| ZA201104412B (en) | 2012-02-29 |
| SG171936A1 (en) | 2011-07-28 |
| CA2745617A1 (en) | 2010-06-24 |
| KR101522067B1 (ko) | 2015-05-20 |
| EP2371332A4 (en) | 2013-06-19 |
| EP2371332A1 (en) | 2011-10-05 |
| CN102256578B (zh) | 2013-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5504433B2 (ja) | 使い捨て着用物品の製造方法およびその製造装置 | |
| JP5508061B2 (ja) | 接合装置及び吸収性物品の製造方法 | |
| JP4647662B2 (ja) | 特に失禁処理用の使い捨てオムツ | |
| EP2460499B1 (en) | Web conveying device and web conveying method | |
| JP5337562B2 (ja) | 加工装置、及び、シート部材を加工する方法 | |
| JP5495823B2 (ja) | 吸収性物品の製造方法 | |
| WO2010113610A1 (ja) | 吸収性物品に係る複合シートの製造方法、及び製造装置 | |
| JP2012090836A (ja) | 伸縮性シートの製造方法 | |
| JP5243305B2 (ja) | ウェブ搬送装置及び吸収性物品の製造方法 | |
| JP5193839B2 (ja) | 吸収性物品の製造装置、及び、吸収性物品の製造方法 | |
| TWI556800B (zh) | Apparatus for manufacturing absorbent articles | |
| JP5432546B2 (ja) | 吸収性物品の製造方法及び吸収性物品の製造装置 | |
| JP5308325B2 (ja) | 吸収性物品およびこれに用いる伸縮性シートの製造方法ならびにその装置 | |
| JP6420904B2 (ja) | 搬送装置及びこれを用いた使い捨て着用物品の製造方法 | |
| JP6378835B2 (ja) | 搬送装置及びこれを用いた使い捨て着用物品の製造方法 | |
| JP2010279443A (ja) | 着用物品の製造方法 | |
| JP6823406B2 (ja) | 伸縮シート及び吸収性物品の製造方法並びに製造装置 | |
| JP5868459B2 (ja) | 切断装置 | |
| JP2016067602A (ja) | 吸収性物品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130204 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5193839 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160208 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |