JP5144599B2 - Mounting method of electronic parts - Google Patents
Mounting method of electronic parts Download PDFInfo
- Publication number
- JP5144599B2 JP5144599B2 JP2009163351A JP2009163351A JP5144599B2 JP 5144599 B2 JP5144599 B2 JP 5144599B2 JP 2009163351 A JP2009163351 A JP 2009163351A JP 2009163351 A JP2009163351 A JP 2009163351A JP 5144599 B2 JP5144599 B2 JP 5144599B2
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- mounting
- imaging
- component mounting
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 94
- 239000000758 substrate Substances 0.000 claims description 173
- 238000003384 imaging method Methods 0.000 claims description 168
- 230000000052 comparative effect Effects 0.000 claims description 46
- 230000002950 deficient Effects 0.000 description 23
- 238000009434 installation Methods 0.000 description 21
- 238000012545 processing Methods 0.000 description 20
- 230000007547 defect Effects 0.000 description 16
- 229910000679 solder Inorganic materials 0.000 description 16
- 238000007689 inspection Methods 0.000 description 12
- 238000005192 partition Methods 0.000 description 12
- 238000012937 correction Methods 0.000 description 8
- 230000005856 abnormality Effects 0.000 description 5
- 238000005286 illumination Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 239000003990 capacitor Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images







Landscapes
- Supply And Installment Of Electrical Components (AREA)
Description
本発明は、基板の電子部品装着面に小型電子部品と大型電子部品とを装着する電子部品の装着方法に関する。 The present invention relates to an electronic component mounting method for mounting a small electronic component and a large electronic component on an electronic component mounting surface of a substrate.
従来から、プリント基板などの基板に、IC、抵抗器、コンデンサ等の小型の電子部品や、BGA(Ball Grid Array)、QFP(Quad Flat Package)等の大型の電子部品を装着することが電子部品装着装置を用いて行われている。このような電子部品装着装置には、撮像装置が設けられており、この撮像装置が撮像する基板の画像から基板の電子部品装着面への異物の付着の有無や電子部品の装着状態の適否等が判断される(例えば、特許文献1参照)。 Conventionally, it is necessary to mount small electronic components such as ICs, resistors and capacitors, and large electronic components such as BGA (Ball Grid Array) and QFP (Quad Flat Package) on a substrate such as a printed circuit board. This is done using a mounting device. Such an electronic component mounting apparatus is provided with an imaging device, and whether or not foreign matter adheres to the electronic component mounting surface of the substrate from the image of the substrate imaged by the imaging device, the suitability of the mounting state of the electronic component, etc. Is determined (see, for example, Patent Document 1).
この電子部品装着装置(実装部品検査装置)は、X軸テーブル部の駆動によりX軸方向に移動する撮像部と投光部、およびY軸テーブル部の駆動によりY軸方向に移動するコンベヤとを備えている。また、投光部は、光源と遮光部とで構成されており、光源は、観測位置に対し、所定の入射角を有する光を全方位から照射できるように設置されている。このため、コンベヤに電子部品が装着された基板を支持させて観測位置に搬送し、その状態で、電子部品を光源で照射しながら撮像することにより、基板に装着された電子部品のリード間にはんだクズが存在するか否かを判定することができる。 This electronic component mounting device (mounting component inspection device) includes an imaging unit that moves in the X-axis direction by driving the X-axis table unit, a light projecting unit, and a conveyor that moves in the Y-axis direction by driving the Y-axis table unit. I have. In addition, the light projecting unit includes a light source and a light shielding unit, and the light source is installed so that light having a predetermined incident angle can be irradiated from all directions to the observation position. For this reason, the substrate on which the electronic component is mounted is supported on the conveyor, transported to the observation position, and in that state, the electronic component is imaged while being irradiated with the light source, so that the electronic component mounted between the leads is mounted between the leads. It can be determined whether or not there is solder scrap.
しかしながら、前述した従来の電子部品装着装置では、電子部品が装着される前の基板の検査を行っていないため、電子部品が装着される前の基板に異物の付着等の異常がある場合には、電子部品の正常な装着が行われない場合が生じる。特に、はんだクズ等の異物が電子部品の下面に隠れてしまった場合には後工程での外観検査ではその異常を確認することができない。すなわち、前述した従来の電子部品装着装置は、電子部品が装着された基板にはんだクズ等の異物が付着しているか否かを判定するためのもので、不良基板の発生を防止することはできない。 However, since the conventional electronic component mounting apparatus described above does not inspect the substrate before the electronic component is mounted, when there is an abnormality such as adhesion of foreign matter to the substrate before the electronic component is mounted. In some cases, normal mounting of electronic components is not performed. In particular, when a foreign matter such as solder scraps is hidden on the lower surface of the electronic component, the abnormality cannot be confirmed by an appearance inspection in a later process. That is, the above-described conventional electronic component mounting apparatus is for determining whether or not foreign matter such as solder scraps is attached to the substrate on which the electronic component is mounted, and cannot prevent the generation of a defective substrate. .
本発明は、このような問題に対処するためになされたもので、その目的は、BGAやQFP等の大型電子部品を装着する前に、基板における大型電子部品を装着する領域が正常であるか否かを検査することにより、不良基板の発生を防止できる電子部品の装着方法を提供することである。 The present invention has been made to cope with such a problem. The purpose of the present invention is to confirm whether the area for mounting the large electronic component on the board is normal before mounting the large electronic component such as BGA or QFP. It is an object of the present invention to provide an electronic component mounting method capable of preventing generation of a defective substrate by inspecting whether or not.
前述した目的を達成するため、本発明に係る電子部品の装着方法の構成上の特徴は、撮像装置を備えた2つの電子部品装着装置を用いて、小型電子部品を装着する領域と大型電子部品を装着する領域とを備え、大型電子部品を装着する領域が複数の区画に分割された基板の電子部品装着面に、小型電子部品を装着したのちに大型電子部品を装着する電子部品の装着方法であって、両電子部品が装着される前の基板の電子部品装着面における大型電子部品を装着する部分を撮像装置で撮像する初期撮像工程と、基板の電子部品装着面における小型電子部品を装着する部分に小型電子部品を装着する小型電子部品装着工程と、小型電子部品が装着された基板の電子部品装着面における大型電子部品を装着する部分を撮像装置で撮像する比較撮像工程と、初期撮像工程において撮像された画像と、比較撮像工程で撮像された画像とを比較して、両画像が同一であるか否かを判定する判定工程と、判定工程において両画像が同一または違いが画像の比較では認識できない程度の僅差であると判定された基板の電子部品装着面における大型電子部品を装着する部分に大型電子部品を装着する大型電子部品装着工程とを備え、一方の電子部品装着装置の撮像装置で初期画像と比較画像とを撮像するとともに、他方の電子部品装着装置の撮像装置で比較画像を撮像し、一方の電子部品装着装置の撮像装置で撮像した比較画像を、他方の電子部品装着装置で撮像した比較画像と比較するための初期画像として用いるようにし、さらに、大型電子部品を装着する部分の撮像が、大型電子部品を装着する領域の隣り合う各区画間の境界部分を重複させた状態で各区画を撮像することにより行われることにある。 In order to achieve the above-described object, the structural feature of the electronic component mounting method according to the present invention is that an area for mounting a small electronic component and a large electronic component using two electronic component mounting apparatuses equipped with an imaging device are provided. and a region for mounting the, the electronic component mounting surface of the large electronic components group region attached is divided into a plurality of sections of plate, mounting of the electronic component mounting large electronic components after mounting the small-sized electronic part An initial imaging step of imaging with a imaging device a portion where a large electronic component is mounted on an electronic component mounting surface of a substrate before both electronic components are mounted, and a small electronic component on the electronic component mounting surface of the substrate A small electronic component mounting process for mounting a small electronic component on the mounting portion, and a comparative imaging device for capturing an image of a portion on the electronic component mounting surface of the substrate on which the small electronic component is mounted with the imaging device Comparing the image captured in the initial imaging process with the image captured in the comparative imaging process to determine whether or not both images are the same; A large electronic component mounting process in which a large electronic component is mounted on a portion where the large electronic component is mounted on the electronic component mounting surface of the board, which has been determined to be a difference that cannot be recognized by image comparison. The initial image and the comparative image are captured by the imaging device of the component mounting device, the comparative image is captured by the imaging device of the other electronic component mounting device, and the comparative image captured by the imaging device of the one electronic component mounting device is It was used as the initial image for comparison with the comparison image taken by the other electronic component mounting apparatus, further imaging of the portion for mounting the large-size electronic components, mounting the large electronic components It is to be performed by imaging each section in a state of being overlapped with the boundary portion between the compartments adjacent band.
本発明に係る電子部品の装着方法では、基板に小型電子部品を装着する前、すなわち、基板の電子部品装着面の所定部分に印刷によりハンダパターンが設けられたのちの電子部品装着面における大型電子部品を装着する部分を、まず撮像装置で撮像する。ついで、基板の電子部品装着面における小型電子部品を装着する部分に小型電子部品を装着したのちに、再度、撮像装置で電子部品装着面における大型電子部品を装着する部分を撮像するようにしている。そして、小型電子部品装着前の撮影画像と、小型電子部品装着後の撮影画像とを比較して、両撮影画像が同一であるか、すなわち、不良の有無を判定するようにしている。この場合の不良とは、基板の電子部品装着面における大型電子部品を装着する部分への異物の付着やハンダパターンのくずれなどである。 In the electronic component mounting method according to the present invention, before the small electronic component is mounted on the substrate, that is, after the solder pattern is provided by printing on a predetermined portion of the electronic component mounting surface of the substrate, First, an image of the part mounting part is imaged by an imaging device. Next, after mounting the small electronic component on the portion on the electronic component mounting surface of the substrate on which the small electronic component is mounted, the imaging device again images the portion on which the large electronic component is mounted on the electronic component mounting surface. . Then, the captured image before mounting the small electronic component is compared with the captured image after mounting the small electronic component, and it is determined whether the both captured images are the same, that is, whether there is a defect. Defects in this case include adhesion of foreign matter to a portion where a large electronic component is mounted on the electronic component mounting surface of the substrate, solder pattern failure, and the like.
このため、小型電子部品装着後の基板に不良が発生している場合には、その不良を取り除く処理を行ったのちに大型電子部品の装着を行うことができる。この結果、不良基板の発生を未然に防ぐことができる。また、基板の電子部品装着面全体や小型電子部品と大型電子部品との全電子部品を各工程において撮像装置で撮像して不良の有無を判定する場合には、長時間が必要になるが、本発明では、特に検査が重要になる大型電子部品を装着する部分に対してだけを撮像して不良の有無を判定するため、処理時間の短縮ができ生産効率を向上させることができる。 For this reason, when a defect has occurred on the substrate after mounting the small electronic component, it is possible to mount the large electronic component after performing a process of removing the defect. As a result, it is possible to prevent the generation of defective substrates. In addition, it takes a long time to image the entire electronic component mounting surface of the substrate and all the electronic components of the small electronic component and the large electronic component with each imaging process and determine the presence or absence of defects. In the present invention, since only the portion on which a large electronic component that is particularly important for inspection is imaged is determined to determine whether there is a defect, the processing time can be shortened and the production efficiency can be improved.
基板に小型電子部品を装着する電子部品装着装置と、基板に大型電子部品を装着する電子部品装着装置とが異なる装置である場合には、小型電子部品装着後の撮像は、小型電子部品を装着する電子部品装着装置に備わった撮像装置で撮像してもよいし、大型電子部品を装着する電子部品装着装置に備わった撮像装置で撮像してもよい。また、小型電子部品装着前の撮影画像と小型電子部品装着後の撮影画像との比較は、画像処理装置によって画像処理された画像データの比較として行うことが好ましい。また、本発明によると、基板の電子部品装着面における小型電子部品を装着する部分と、大型電子部品を装着する部分とが明確に区分けされるため、一連の処理をスムーズに行える。さらに、本発明によると、大型電子部品を装着する領域が、撮像装置の視野よりも広い場合であっても適正な撮像を行うことができる。この場合の隣り合う各区画間の重複部分の大きさは、隣り合う二つの区画の中間位置に不良部分が位置する場合に、双方の区画またはどちらか一方の区画の撮影画像に必ず不良部分が含まれるようになる最小面積を確保できるようにして設定する。 When the electronic component mounting device that mounts small electronic components on the board is different from the electronic component mounting device that mounts large electronic components on the substrate, the small electronic components are mounted for imaging after mounting the small electronic components. You may image with the imaging device with which the electronic component mounting apparatus equipped is equipped, and you may image with the imaging device with which the electronic component mounting device which mounts | wears a large electronic component. Moreover, it is preferable to compare the captured image before mounting the small electronic component and the captured image after mounting the small electronic component as a comparison of the image data image-processed by the image processing apparatus . In addition, according to the present invention, since the portion for mounting the small electronic component and the portion for mounting the large electronic component on the electronic component mounting surface of the substrate are clearly separated, a series of processing can be performed smoothly. Furthermore, according to the present invention, proper imaging can be performed even when the region where the large electronic component is mounted is wider than the field of view of the imaging device. In this case, the size of the overlap between adjacent sections is such that when a defective portion is located at an intermediate position between two adjacent sections, the defective portion is necessarily present in the captured image of both sections or one of the sections. It is set so that the minimum area that can be included can be secured.
また、本発明に係る電子部品の装着方法の他の構成上の特徴は、撮像装置を備えた2つの電子部品装着装置を用いて、基板の電子部品装着面に、小型電子部品を装着したのちに大型電子部品を装着する電子部品の装着方法であって、両電子部品が装着される前の基板の電子部品装着面を一方の電子部品装着装置の撮像装置で撮像する初期撮像工程と、基板の電子部品装着面に小型電子部品のうちの一部の小型電子部品を装着する小型電子部品装着工程と、一部の小型電子部品が装着された基板の電子部品装着面を一方の電子部品装着装置の撮像装置で撮像する比較撮像工程と、初期撮像工程において撮像された画像における小型電子部品が装着される部分を除いた部分と、比較撮像工程で撮像された画像における小型電子部品が装着された部分を除いた部分とを比較して、両画像が同一であるか否かを判定する判定工程と、判定工程において両画像が同一または違いが画像の比較では認識できない程度の僅差であると判定されたのちに、一部の電子部品が装着された基板の電子部品装着面を他方の電子部品装着装置の撮像装置で撮像する初期撮像工程と、基板の電子部品装着面に小型電子部品のうちの残りの小型電子部品を装着する小型電子部品装着工程と、小型電子部品がすべて装着された基板の電子部品装着面を他方の電子部品装着装置の撮像装置で撮像する比較撮像工程と、他方の電子部品装着装置の撮像装置を用いて初期撮像工程で撮像された画像における小型電子部品が装着される部分を除いた部分と、他方の電子部品装着装置の撮像装置を用いて比較撮像工程で撮像された画像における小型電子部品が装着された部分を除いた部分とを比較して、両画像が同一であるか否かを判定する判定工程と、判定工程において他方の電子部品装着装置の撮像装置を用いて撮像された両画像が同一または違いが画像の比較では認識できない程度の僅差であると判定された基板に大型電子部品を装着する大型電子部品装着工程とを備え、基板の電子部品装着面に、小型電子部品を装着する領域と、大型電子部品を装着する領域とが備わって、小型電子部品が小型電子部品を装着する領域に装着され、大型電子部品が大型電子部品を装着する領域に装着され、さらに、大型電子部品を装着する領域が複数の区画に分割され、隣り合う各区画間の境界部分を重複させた状態で、大型電子部品を装着する領域の各区画の撮像が行われることにある。 In addition, another structural feature of the electronic component mounting method according to the present invention is that after mounting a small electronic component on the electronic component mounting surface of the substrate using two electronic component mounting apparatuses provided with an imaging device. An electronic component mounting method for mounting a large electronic component on the substrate, an initial imaging step of imaging the electronic component mounting surface of the substrate before both electronic components are mounted with an imaging device of one electronic component mounting device, and the substrate A small electronic component mounting process for mounting some of the small electronic components on the electronic component mounting surface of the electronic component mounting surface, and mounting one electronic component on the electronic component mounting surface of the substrate on which the small electronic components are mounted The comparative imaging process for imaging with the imaging device of the apparatus, the part excluding the part where the small electronic component is mounted in the image captured in the initial imaging process, and the small electronic component in the image captured in the comparative imaging process is mounted Part And a determination step for determining whether or not the two images are the same, and in the determination step, it is determined that the two images are the same or a difference that cannot be recognized by comparing the images. After that, an initial imaging step of imaging the electronic component mounting surface of the substrate on which some electronic components are mounted with the imaging device of the other electronic component mounting device; A small electronic component mounting process for mounting the remaining small electronic components, a comparative imaging process for imaging the electronic component mounting surface of the board on which all the small electronic components are mounted, with the imaging device of the other electronic component mounting apparatus, and the other electronic An image captured in the initial imaging process using the imaging device of the component mounting device is captured in the comparative imaging process using the imaging device of the other electronic component mounting device, except for a portion where a small electronic component is mounted. A determination step of determining whether or not both images are the same by comparing a portion excluding a portion where a small electronic component is mounted in the obtained image, and an imaging device of the other electronic component mounting device in the determination step e Bei a large electronic component mounting step of mounting large electronic components on a substrate in which both the images is determined to the same or the difference is closely enough to not be recognized by the comparison of the images captured using the electronic component mounting substrate An area for mounting a small electronic component and an area for mounting a large electronic component are provided on the surface. The small electronic component is mounted on an area for mounting a small electronic component, and the large electronic component mounts a large electronic component. In addition, the area in which the large electronic component is to be mounted is divided into a plurality of sections, and the areas in which the large electronic components are to be mounted are imaged in a state where the boundary between adjacent sections is overlapped. I It lies in the fact that.
本発明では、基板の電子部品装着面における大型電子部品を装着する部分だけでなく、小型電子部品が装着される部分を除いた残りのすべての部分を撮像して不良の有無を判定するため、基板の電子部品装着面における両電子部品を装着する部分以外の部分に生じた不良も見つけることができる。また、本発明によると、基板の電子部品装着面における小型電子部品を装着する部分と、大型電子部品を装着する部分とが明確に区分けされるため、一連の処理をスムーズに行える。さらに、本発明によると、大型電子部品を装着する領域が、撮像装置の視野よりも広い場合であっても適正な撮像を行うことができる。この場合の隣り合う各区画間の重複部分の大きさは、隣り合う二つの区画の中間位置に不良部分が位置する場合に、双方の区画またはどちらか一方の区画の撮影画像に必ず不良部分が含まれるようになる最小面積を確保できるようにして設定する。 In the present invention, in order to determine the presence or absence of defects by imaging not only the part where the large electronic component is mounted on the electronic component mounting surface of the substrate, but also all the remaining parts except the part where the small electronic component is mounted, It is also possible to find a defect that has occurred in a portion other than the portion where both electronic components are mounted on the electronic component mounting surface of the substrate . In addition, according to the present invention, since the portion for mounting the small electronic component and the portion for mounting the large electronic component on the electronic component mounting surface of the substrate are clearly separated, a series of processing can be performed smoothly. Furthermore, according to the present invention, proper imaging can be performed even when the region where the large electronic component is mounted is wider than the field of view of the imaging device. In this case, the size of the overlap between adjacent sections is such that when a defective portion is located at an intermediate position between two adjacent sections, the defective portion is necessarily present in the captured image of both sections or one of the sections. It is set so that the minimum area that can be included can be secured.
また、本発明に係る電子部品の装着方法の他の構成上の特徴は、撮像装置を備えた2つの電子部品装着装置を用いて、小型電子部品を装着する領域と大型電子部品を装着する領域とを備え、前記大型電子部品を装着する領域が複数の区画に分割された基板の電子部品装着面に、小型電子部品を装着したのちに大型電子部品を装着する電子部品の装着方法であって、両電子部品が装着される前の基板の電子部品装着面における少なくとも大型電子部品を装着する部分を含む所定の部分を一方の電子部品装着装置の撮像装置で撮像する初期撮像工程と、基板の電子部品装着面における小型電子部品を装着する部分に小型電子部品のうちの一部の小型部品を装着する小型電子部品装着工程と、一部の小型電子部品が装着された基板の電子部品装着面における少なくとも大型電子部品を装着する部分を含む所定の部分を一方の電子部品装着装置の撮像装置で撮像する比較撮像工程と、初期撮像工程において撮像された画像における大型電子部品を装着する部分と、比較撮像工程で撮像された画像における大型電子部品を装着する部分とを比較して、両画像が同一であるか否かを判定する判定工程と、判定工程において両画像が同一または違いが画像の比較では認識できない程度の僅差であると判定されたのちに、基板の電子部品装着面に小型電子部品のうちの残りの小型電子部品を装着する小型電子部品装着工程と、小型電子部品がすべて装着された基板の電子部品装着面を他方の電子部品装着装置の撮像装置で撮像する比較撮像工程と、一方の電子部品装着装置の撮像装置を用いて比較撮像工程で撮像された画像における大型電子部品を装着する部分と、他方の電子部品装着装置の撮像装置を用いて比較撮像工程で撮像された画像における大型電子部品を装着する部分とを比較して、両画像が同一であるか否かを判定する判定工程と、判定工程において、両比較撮像工程において撮像された画像が同一または違いが画像の比較では認識できない程度の僅差であると判定された基板の電子部品装着面における大型電子部品を装着する部分に大型電子部品を装着する大型電子部品装着工程とを備え、さらに、大型電子部品を装着する部分の撮像が、大型電子部品を装着する領域の隣り合う各区画間の境界部分を重複させた状態で各区画を撮像することにより行われることにある。 In addition, other structural features of the electronic component mounting method according to the present invention include a region for mounting a small electronic component and a region for mounting a large electronic component using two electronic component mounting apparatuses including an imaging device. with the door, on the large electronic component mounting surface of the electronic area for mounting the component is divided into a plurality of compartments board, there in mounting method of the electronic component mounting large electronic components after mounting the small-sized electronic part An initial imaging step of imaging a predetermined portion including at least a portion for mounting a large electronic component on an electronic component mounting surface of the substrate before both electronic components are mounted with an imaging device of one of the electronic component mounting devices; The small electronic component mounting process for mounting some of the small electronic components on the portion where the small electronic components are mounted on the electronic component mounting surface, and mounting of the electronic components on the substrate on which the small electronic components are mounted surface A comparison imaging step of imaging a predetermined portion including at least a portion for mounting a large electronic component with an imaging device of one electronic component mounting device, a portion for mounting the large electronic component in the image captured in the initial imaging step, Compared with the part where the large electronic component is mounted in the image captured in the comparative imaging process, the determination process for determining whether or not both images are the same, and in the determination process, both the images are the same or different. A small electronic component mounting process for mounting the remaining small electronic components among the small electronic components on the electronic component mounting surface of the board after it is determined that the difference is not recognized by comparison, and all the small electronic components are mounted A comparative imaging step of imaging the electronic component mounting surface of the printed circuit board with the imaging device of the other electronic component mounting device, and comparative imaging using the imaging device of the one electronic component mounting device Compare the portion where the large electronic component in the image captured in the process is mounted with the portion where the large electronic component is mounted in the image captured in the comparative imaging step using the imaging device of the other electronic component mounting device, A determination step for determining whether or not both images are the same, and a substrate determined in the determination step that the images captured in both comparative imaging steps are the same or a difference that cannot be recognized by image comparison area e Bei a large electronic component mounting step of mounting the large electronic components in a portion of mounting the large electronic components, furthermore, the imaging of the portion for mounting the large electronic components, mounting the large electronic components in the electronic component mounting surface of the This is to be performed by imaging each section in a state where boundary portions between adjacent sections are overlapped .
本発明に係る電子部品の装着方法では、基板に小型電子部品を装着する前、すなわち、基板の電子部品装着面の所定部分に印刷によりハンダパターンが設けられたのちの電子部品装着面における少なくとも大型電子部品を装着する部分を含む所定の部分を、まず撮像装置で撮像し、基板の電子部品装着面における小型電子部品を装着する部分に小型電子部品を装着したのちに、再度撮像装置で電子部品装着面における少なくとも大型電子部品を装着する部分を含む所定の部分を撮像するようにしている。この場合の初期撮像工程と比較撮像工程とで撮像される電子部品装着面の所定部分は、同じであっても異なっていてもよい。 In the electronic component mounting method according to the present invention, before mounting a small electronic component on a substrate, that is, after a solder pattern is provided by printing on a predetermined portion of the electronic component mounting surface of the substrate, at least a large size on the electronic component mounting surface is provided. A predetermined part including a part for mounting an electronic component is first imaged by an imaging device, and after mounting the small electronic component on the part for mounting the small electronic component on the electronic component mounting surface of the substrate, the electronic component is again used by the imaging device. A predetermined portion including at least a portion on which a large electronic component is mounted on the mounting surface is imaged. In this case, the predetermined part of the electronic component mounting surface imaged in the initial imaging process and the comparative imaging process may be the same or different.
例えば、初期撮像工程で電子部品装着面の全体を撮像し、比較撮像工程で大型電子部品を装着する部分だけを撮像してもよいし、初期撮像工程で大型電子部品を装着する部分だけを撮像し、比較撮像工程で電子部品装着面の全体を撮像してもよい。これによると、判定工程において行われる判定が、小型電子部品装着前の撮影画像における大型電子部品が装着される部分と、小型電子部品装着後の撮影画像における大型電子部品が装着される部分とを比較して、両撮影画像が同一であるかを判定するものであっても、小型電子部品装着前または小型電子部品装着後の電子部品装着面の全体の状態を確認することができる。すなわち、この場合の初期撮像工程と比較撮像工程とで撮像される電子部品装着面の所定部分は、それぞれ大型電子部品が装着される部分だけから電子部品装着面の全体の範囲で適宜設定することができる。 For example, the entire electronic component mounting surface may be imaged in the initial imaging process, and only the part where the large electronic component is mounted may be imaged in the comparative imaging process, or only the part where the large electronic component is mounted in the initial imaging process. Then, the entire electronic component mounting surface may be imaged in the comparative imaging process. According to this, the determination performed in the determination step includes a portion where the large electronic component is mounted in the captured image before mounting the small electronic component and a portion where the large electronic component is mounted in the captured image after mounting the small electronic component. In comparison, even if it is determined whether the two captured images are the same, it is possible to check the entire state of the electronic component mounting surface before or after mounting the small electronic component. That is, the predetermined part of the electronic component mounting surface imaged in the initial imaging process and the comparative imaging process in this case is appropriately set within the entire range of the electronic component mounting surface from only the part where the large electronic component is mounted. Can do.
また、本発明に係る電子部品の装着方法では、基板の電子部品装着面に、小型電子部品を装着する領域と、大型電子部品を装着する領域とが備わっており、小型電子部品が小型電子部品を装着する領域に装着され、大型電子部品が大型電子部品を装着する領域に装着される。これによると、基板の電子部品装着面における小型電子部品を装着する部分と、大型電子部品を装着する部分とが明確に区分けされるため、一連の処理をスムーズに行える。また、本発明に係る電子部品の装着方法では、大型電子部品を装着する領域を複数の区画に分割し、隣り合う各区画間の境界部分を重複させた状態で、大型電子部品を装着する領域の各区画の撮像が行われる。これによると、大型電子部品を装着する領域が、撮像装置の視野よりも広い場合であっても適正な撮像を行うことができる。この場合の隣り合う各区画間の重複部分の大きさは、隣り合う二つの区画の中間位置に不良部分が位置する場合に、双方の区画またはどちらか一方の区画の撮影画像に必ず不良部分が含まれるようになる最小面積を確保できるようにして設定する。 Further, in the mounted how the electronic component according to the present invention, the electronic component mounting face of the substrate, a region for mounting small electronic parts, and equipped with an area for mounting the large electronic components, small electronic components is small electronic is mounted in a region for mounting components, Ru is mounted in a region large electronic components are mounted large electronic components. According to this, since the portion for mounting the small electronic component and the portion for mounting the large electronic component on the electronic component mounting surface of the substrate are clearly separated, a series of processing can be performed smoothly . Further, in the electronic component mounting method according to the present invention, the region where the large electronic component is mounted is divided into a plurality of sections and the boundary between the adjacent sections is overlapped. Each section is imaged. According to this, proper imaging can be performed even when the region where the large electronic component is mounted is wider than the field of view of the imaging device. In this case, the size of the overlap between adjacent sections is such that when a defective portion is located at an intermediate position between two adjacent sections, the defective portion is necessarily present in the captured image of both sections or one of the sections. It is set so that the minimum area that can be included can be secured.
また、本発明に係る電子部品の装着方法のさらに他の構成上の特徴は、大型電子部品を装着する領域は、予め設定された大型電子部品の装着位置と、記憶手段によって予め記憶された大型電子部品の形状データとに基づいて算出手段が算出することにより特定されることにある。これによると、大型電子部品を装着する領域を自動的に特定することができるようになり、基板における大型電子部品の装着位置や大型電子部品の大きさが変更された場合でも適宜撮像領域を求めることができる。 In addition, another structural feature of the electronic component mounting method according to the present invention is that the area for mounting the large electronic component includes a predetermined mounting position of the large electronic component and a large size stored in advance by the storage means. It is to be specified by the calculation means calculating based on the shape data of the electronic component. According to this, it becomes possible to automatically specify a region where a large electronic component is to be mounted, and appropriately obtain an imaging region even when the mounting position of the large electronic component on the substrate or the size of the large electronic component is changed. be able to.
また、本発明に係る電子部品の装着方法のさらに他の構成上の特徴は、基板に、基準点となるフィデューシャルマークが設けられており、基板の基準位置が撮像装置によるフィデューシャルマークの撮像に基づいて認識されることにある。一般に、電子部品装着装置には、基板位置を認識するための撮像装置がヘッドユニットに保持されており、本発明によると、この撮像装置で、フィデューシャルマークの撮像と電子部品装着面の撮像とを行うことができる。このため、新たに撮像装置を設ける必要がなくなり、安価でかつコンパクトな電子部品装着装置を用いて本発明に係る電子部品の装着方法を実行することができる。さらに、本発明では、2つの電子部品装着装置がネットワークを介して交信可能になっていることが好ましい。
Further, another structural feature of the electronic component mounting method according to the present invention is that the substrate is provided with a fiducial mark serving as a reference point, and the reference position of the substrate is the fiducial mark by the imaging device. It is to be recognized based on the imaging. In general, in an electronic component mounting apparatus, an imaging device for recognizing a substrate position is held in a head unit. According to the present invention, imaging of a fiducial mark and imaging of an electronic component mounting surface are performed with this imaging device. And can be done. For this reason, it is not necessary to newly provide an imaging device, and the electronic component mounting method according to the present invention can be executed using an inexpensive and compact electronic component mounting apparatus . Furthermore, in the present invention, it is preferable that the two electronic component mounting apparatuses can communicate with each other via a network.
(第1実施形態)
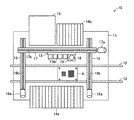
以下、本発明の第1実施形態を図面を用いて説明する。図1および図2は、同実施形態で用いられる電子部品装着装置10を示している。この電子部品装着装置10は、基板A上に、IC、抵抗器、コンデンサ等からなる複数の小型電子部品B(図8および図9参照)と、BGAやQFP等からなる1個の大型電子部品C(図8および図9参照)を装着するための装置である。電子部品装着装置10は、基台11の上方で、基板AをX方向(図1の左右方向)に移動させて予め設定された設置部に設置するための一対のコンベア12と、基台11の上方に設置されX方向およびY方向(前後方向で図1では上下方向)に移動するヘッドユニット13と、小型電子部品Bを供給する複数のテープフィーダからなる小型電子部品供給部14a,14bと、大型電子部品Cを供給する大型電子部品供給部15とを備えている。
(First embodiment)
Hereinafter, a first embodiment of the present invention will be described with reference to the drawings. 1 and 2 show an electronic
一対のコンベア12は、基台11上で、基板Aの前後方向の長さに合わせて前後方向に一定間隔を保って左右方向に延びており、搬送モータ12aの作動により搬送部を移動させて複数の基板Aを順次設置部に搬送する。そして、設置部において基板Aへの小型電子部品Bおよび大型電子部品Cの装着が終了すると、その基板Aを下流側に搬送する。また、基台11の左右両側における一対のコンベア12の上方には、一対のYレールユニット16が一定間隔を保って前後方向に延びており、その一対のYレールユニット16にXレールユニット17が前後方向に移動可能な状態で掛け渡されている。そして、このXレールユニット17に、ヘッドユニット13が左右方向に移動可能な状態で取り付けられている。
The pair of
Yレールユニット16には、Y軸モータ16aとボールねじ16bとを備えた駆動装置が設けられており、Xレールユニット17は、Yレールユニット16の駆動装置の駆動により前後方向に移動する。また、Xレールユニット17には、X軸モータ17aとボールねじ17bとを備えた駆動装置が設けられており、ヘッドユニット13は、Xレールユニット17の駆動装置の駆動により左右方向に移動する。このヘッドユニット13には、Z方向(上下方向)に移動可能で、かつZ軸周り(回転方向)に回転可能に支持される複数の部品吸着ヘッド13aと、この複数の部品吸着ヘッド13aにそれぞれ設けられ小型電子部品Bおよび大型電子部品Cを吸着する部品吸着ノズル13bとが備わっている。
The
さらに、ヘッドユニット13には、基板Aの上面を撮像する基板認識カメラ18と、照明装置19とが備わっている。基板認識カメラ18と照明装置19は、ヘッドユニット13に固定され、ヘッドユニット13とともに移動する。基板認識カメラ18は、基板Aの設置位置の確認や、基板Aに装着された小型電子部品Bおよび大型電子部品Cの装着状態の適否の判定のためなどに用いられるものであり、照明装置19は、基板認識カメラ18が撮像する部分を照射して鮮明な画像を得ることができるようにする。
Further, the
また、ヘッドユニット13には、複数の部品吸着ヘッド13aを個別に昇降するZ軸モータ13cと、複数の吸着ヘッド13aを個別に回転方向に回転させるR軸モータ13dとが備わっている。このため、ヘッドユニット13は、一対のYレールユニット16間におけるXレールユニット17の移動可能範囲で基台11上を移動でき、さらに、各吸着ヘッド13aは、上下方向に移動できるとともにZ軸周り方向に回転できる。また、吸着ノズル13bは、吸引装置(図示せず)の作動によって生じる吸引力で小型電子部品Bや大型電子部品Cを吸着してピックアップし、ヘッドユニット13の移動によって基板Aの上方に移動したのちに吸引装置による吸引が解除されることにより小型電子部品Bや大型電子部品Cを基板Aの所定部分に装着する。
Further, the
そして、基板認識カメラ18が小型電子部品Bが装着される前の基板Aと、小型電子部品Bが装着された後の基板Aとを撮像し、その両画像は、小型電子部品B装着後の基板Aの良否の判定に用いられる。この場合、小型電子部品Bが装着される前の基板Aの表面における小型電子部品Bおよび大型電子部品Cが装着される領域には、印刷によりハンダパターンが塗布されており、このハンダパターンが印刷された基板Aの表面の画像と、小型電子部品Bが装着された基板Aの画像とを比較して、基板Aの表面、特に、大型電子部品Cが装着される領域に異物が付着したり、ハンダパターンにくずれが生じたりしているか否かの判定が行われる。
Then, the
小型電子部品供給部14a,14bは、一対のコンベア12の前後両外側にそれぞれ配置されており、小型電子部品供給部14aは一対のYレールユニット16間の前部側における略全域に亘って配置され、小型電子部品供給部14bは、一対のYレールユニット16間の後部側における右側部分に配置されている。そして、一対のYレールユニット16間の後部側における左側部分に大型電子部品供給部15が配置されている。小型電子部品供給部14a,14bおよび大型電子部品供給部15は、それぞれ小型電子部品Bおよび大型電子部品Cの取り出し側をコンベア12側に向けた状態に配置されており、小型電子部品Bおよび大型電子部品Cをコンベア12と離れた位置からコンベア12側に搬送する。
The small electronic
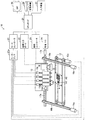
電子部品装着装置10には、前述した装置の他、図2に示した各種の装置が備わっている。すなわち、電子部品装着装置10の制御部としての機能を有するCPUを備えたCPUボード20およびCPUボード20に接続されたモータコントローラ21、画像入力ボード22、照明コントローラ23、各種I/O24、CRT25、記憶装置26および入力装置27等が備わっている。モータコントローラ21には、本発明に係る算出手段としての機能も備わっている。また、モータコントローラ21には、モータアンプ21aが接続されており、このモータアンプ21aには、前述した搬送モータ12a、Y軸モータ16a、X軸モータ17a、Z軸モータ13cおよびR軸モータ13dが接続されている。そして、モータコントローラ21は、CPUボード20の制御により作動してモータアンプ21aを介して搬送モータ12a等の各種のモータの駆動を制御する。
The electronic
画像入力ボード22は、基板認識カメラ18に接続されており、基板認識カメラ18の撮影画像を画像処理して、CPUボード20の制御により、その画像をCRT25に表示する。照明コントローラ23は、照明装置19に接続されており、CPUボード20の制御により、照明装置19の照射量を制御する。各種I/O24には、吸着ノズル13bを作動させる吸引装置や各種のセンサ類等が接続される。吸引装置は、CPUボード20の制御により作動して、吸着ノズル13bに小型電子部品Bや大型電子部品Cを吸着させる。そして、各種のセンサ類のうちの所定のセンサは、吸引装置の作動により、吸着ノズル13bが小型電子部品Bや大型電子部品Cを吸着したときの吸着ノズル13bの圧力を検出する。
The
これによって、吸着ノズル13bによる小型電子部品Bや大型電子部品Cの吸着状態の良否を判定できる。また、記憶装置26には、後述する実行プログラムを含む各種のプログラムや小型電子部品Bや大型電子部品Cの形状データ等の各種のデータが記憶されている。入力装置27は、キーボード等で構成されており、記憶装置26に記憶されたプログラムを選択するための入力や、各種のデータ等が入力される。この入力装置27に入力されたデータの一部は、記憶装置26に記憶される。そして、CPUボード20は、記憶装置26が記憶する実行プログラムや各種のデータおよび入力装置27の入力データに基づいて、モータコントローラ21等を作動させる。また、図示していないが、一対のコンベア12には、基板Aを設置部に固定するためのクランプ装置が備わっており、電子部品装着装置10の所定部分には、異常時に警告音を発するアラームが設置されている。
Thereby, it is possible to determine whether the suction state of the small electronic component B or the large electronic component C by the
このように構成された電子部品装着装置10を用いて、基板Aの表面に小型電子部品Bと大型電子部品Cとを装着する場合の処理は、CPUボード20が、図3に示したプログラムを実行することによって行われる。このプログラムは他のプログラムとともに記憶装置26に記憶されており、オペレータが各プログラムの中から使用する基板Aに応じたこのプログラムを選択する指示等を入力装置27に入力し、スタートスイッチをオンにしたのちに実行される。
The processing when the small electronic component B and the large electronic component C are mounted on the surface of the substrate A using the electronic
すなわち、一対のコンベア12の上流端に基板Aを設置したのちに、電子部品装着装置10に電力が供給され、スタートスイッチがオン状態にされると、基板Aに小型電子部品Bおよび大型電子部品Cを装着するためのプログラムがステップ100において開始される。そして、ステップ102において、一対のコンベア12の駆動により基板Aは設置部に搬送され、基板Aが設置部に到達するとクランプ装置によって設置部に固定される。つぎに、プログラムはステップ104に進み、基板認識カメラ18による基板Aに設けられたフィデューシャルマークの撮像が行われる。
That is, after the board A is installed at the upstream end of the pair of
このフィデューシャルマークは、例えば、基板Aの表面の四隅のいずれかに設けられた印であり、基板Aの基準点を示す。これによって、基板Aの設置位置が確認される。そして、フィデューシャルマークの位置が設置部の基準点とずれていれば、フィデューシャルマークと設置部の基準点とが一致するように補正される。つぎに、プログラムは、ステップ106に進み、本発明の初期撮像工程としての基板Aの初期画像の撮像が行われる。ここでは、基板Aの表面のうちの大型電子部品Cが装着される領域の撮像が行われる。この場合、大型電子部品Cとしては、BGAが用いられる。 This fiducial mark is, for example, a mark provided at one of the four corners of the surface of the substrate A, and indicates the reference point of the substrate A. Thereby, the installation position of the board | substrate A is confirmed. If the position of the fiducial mark deviates from the reference point of the installation part, the fiducial mark and the reference point of the installation part are corrected so as to match. Next, the program proceeds to step 106, and an initial image of the substrate A is captured as an initial imaging process of the present invention. Here, an image of a region where the large electronic component C is mounted on the surface of the substrate A is taken. In this case, BGA is used as the large electronic component C.
図1および図2に示したように、基板Aの表面には、小型電子部品Bを装着するための領域A1と、大型電子部品Cを装着するための領域A2とが設けられている。そして、領域A1における小型電子部品Bが装着される部分および領域A2における大型電子部品Cの電極に対応する部分に、それぞれ点状のハンダパターンが形成されている。領域A2の撮像は、図4に示したように、領域A2を左右、前後にそれぞれ3列に区分して9個の区画を設定し各区画に対して行われる。この場合、図4に示した領域A2における上列の左の区画から右の区画の順に撮像が行われ、つぎに、中央列の左の区画から右の区画の順に撮像が行われ、最後に、下列の左の区画から右の区画の順に撮像が行われるものとする。そして、撮像が行われる区画の順に、各区画を区画1〜区画9とする。
As shown in FIGS. 1 and 2, the surface of the substrate A is provided with a region A1 for mounting the small electronic component B and a region A2 for mounting the large electronic component C. In addition, dot-like solder patterns are respectively formed on the portion where the small electronic component B is mounted in the region A1 and the portion corresponding to the electrode of the large electronic component C in the region A2. As shown in FIG. 4, the imaging of the area A2 is performed for each section by setting the nine sections by dividing the area A2 into three columns on the left and right and front and rear. In this case, imaging is performed in the order from the left partition to the right partition in the upper row in the area A2 shown in FIG. 4, and then the imaging is performed in the order from the left partition to the right partition in the center row. Assume that imaging is performed in order from the left section to the right section in the lower row. Then, each section is referred to as section 1 to
このような、大型電子部品Cが装着される領域A2の位置、区分される区画1〜9の数および処理順序等は、予め記憶装置26に記憶されたプログラムやデータに基づいて自動的に決定されるものであり、そのプログラムは前述したオペレータの選択に基づくものである。また、区画1〜9の撮像において、隣接する区画どうしにそれぞれオーバーラップする部分ができるようにして区画1〜9の撮像が順次行われ、その撮影画像が画像入力ボード22によって画像処理され画像データとして記憶装置26に記憶される。ステップ106では、まず、領域A2における区画1の上方に基板認識カメラ18が位置するように、ヘッドユニット13が移動し、基板認識カメラ18で区画1を撮像する。
The position of the area A2 in which the large electronic component C is mounted, the number of the divided sections 1 to 9, the processing order, and the like are automatically determined based on programs and data stored in the
つぎに、プログラムはステップ108に進み、初期画像取得が規定の回数(検査部品個数×領域A2の区画数)に達したか否かの判定が行われる。この場合、領域A2に1個の大型電子部品Cが装着され、区画数は9であるため、規定の回数は9となる。ここでは、まだ、区画1の初期画像取得しか行われていないため、ステップ108では、「No」と判定してステップ106に進む。ステップ106では、領域A2における区画2の上方に基板認識カメラ18が位置するように、ヘッドユニット13が移動し、基板認識カメラ18で区画2を撮像する。そして、再度、プログラムはステップ108に進み、初期画像取得が規定の回数に達したか否かの判定が行われる。
Next, the program proceeds to step 108, and it is determined whether or not the initial image acquisition has reached a specified number of times (the number of inspection parts × the number of sections of the area A2). In this case, since one large electronic component C is mounted in the area A2 and the number of sections is 9, the specified number of times is 9. Here, since only the initial image acquisition of section 1 has been performed yet, it is determined as “No” in
このようにして、区画1〜9の撮像が終了するまで、ステップ106,108の処理が繰り返され、その間、基板認識カメラ18の移動、撮像、撮影画像の変換処理、画像データの記憶の各処理が繰り返し行われる。区画1〜9のすべての初期画像の撮像が終了すると、ステップ108において、「Yes」と判定して、プログラムはステップ110に進む。なお、撮像された各区画1〜9が重ならないように広げると、図5に示した状態になる。ステップ110においては、基板Aの領域A1に小型電子部品Bを装着する処理が行われる。
In this way, the processes of
この処理は、ヘッドユニット13が小型電子部品供給部14a,14bのいずれかの部分と設置部との間を移動しながら、その間に、吸着ヘッド13aが小型電子部品Bを吸着したり、小型電子部品Bの吸着を解除したりすることを繰り返すことにより行われる。この処理によって、領域A1に形成されたハンダパターンの上面にそれぞれ小型電子部品Bが装着される。領域A1に小型電子部品Bが装着されると、プログラムは、ステップ112に進み、本発明の比較撮像工程としての基板Aの比較画像の撮像が行われる。ここでは、前述したステップ106の処理で行われた撮像と同様の処理が行われる。
In this process, while the
このステップ112での撮像も、以下に示すように、図4に示したように領域A2における上列の左の区画から右の区画の順に撮像が行われ、つぎに、中央列の左の区画から右の区画の順に撮像が行われ、最後に、下列の左の区画から右の区画の順に撮像が行わる。すなわち、比較画像の撮像は、初期画像の撮像が行われたのちに実行された小型電子部品Bの装着の際に、領域A2に異物等が付着したり、ハンダパターンにくずれが生じたりしているか否かの判定をするために行われるものである。ステップ112では、領域A2における区画1の上方に基板認識カメラ18が位置するように、ヘッドユニット13が移動し、基板認識カメラ18で区画1を撮像する。
As shown in FIG. 4, the imaging in
つぎに、ステップ114において、区画1の初期画像と比較画像とを比較する処理が行われる。この場合、記憶装置26に記憶されている区画1の初期画像のデータが読み出され、この初期画像のデータとステップ112で撮像した比較画像との比較が行われる。そして、ステップ116において、比較した検査結果が正常であるか否か、すなわち、同一または許容できる範囲の違いであるか否かの判定が行われる。ここで、許容できる範囲の違いは、画像の比較では認識できない程度の僅差であるものとする。検査結果が正常であれば、ステップ116で「Yes」と判定して、プログラムはステップ118に進む。
Next, in
ステップ118では、比較画像取得が規定の回数(検査部品個数×領域A2の区画数)に達したか否かの判定が行われる。ここでは、まだ、区画1の比較画像取得しか行われていないため、ステップ118では、「No」と判定してステップ112に進む。ステップ112では、領域A2における区画2の上方に基板認識カメラ18が位置するように、ヘッドユニット13が移動し、基板認識カメラ18で区画2を撮像する。そして、再度、プログラムはステップ114に進み、比較画像取得が規定の回数に達したか否かの判定が行われる。
In
このようにして、区画1〜9の比較画像の撮像が終了するまで、ステップ112〜118の処理が繰り返され、その間、基板認識カメラ18の移動、撮像、比較検査、検査結果が正常か否かの判定の各処理が繰り返し行われる。区画1〜9の比較画像がすべて正常で、ステップ118において、「Yes」と判定すると、プログラムはステップ120に進む。ステップ120においては、基板Aの領域A2に大型電子部品Cを装着する処理が行われる。
In this way, the processing of
この処理は、ヘッドユニット13が大型電子部品供給部15側に移動して、吸着ヘッド13aが大型電子部品Cを吸着し、さらにヘッドユニット13が基板Aの上方に移動したのちに、吸着ヘッド13aが大型電子部品Cの吸着を解除して、大型電子部品Cを基板Aの領域A2に装着することにより行われる。領域A2に大型電子部品Cが装着されると、プログラムは、ステップ122に進み、クランプ装置による基板Aの固定が解除(アンクランプ)される処理が行われ、基板Aは一対のコンベア12の下流側に搬送される。そして、ステップ124に進みプログラムは終了する。これによって、基板Aへの小型電子部品Bと大型電子部品Cとの装着が終了する。
In this process, after the
また、比較画像の全体が、例えば図6に示したように区画1と区画8とに異物を含むものであれば、最初のステップ112の処理で異物を含む比較画像が取得され、ステップ116において「No」と判定される。この場合、図7の最上段に示したように、区画1の初期画像と区画1の比較画像との差分が算出され、その差分が異物として求められる。すなわち、区画1の初期画像には異物はなく、区画1の比較画像には、異物があるため、異常(異物発見)と判定されて、プログラムは、ステップ126に進む。
Further, if the entire comparison image includes foreign matters in the sections 1 and 8, for example, as shown in FIG. 6, a comparison image including foreign matters is acquired in the process of the
ステップ126においては、アラームが異常を警告するためのオペレータコール(警告音)を発音し、電子部品装着装置10の各装置は、一旦作動を停止する。そして、電子部品装着装置10の各装置が作動を停止している間に、オペレータにより修正が可能か不可能かの判断が行われる(ステップ128)。この場合、手作業等により異物を除去できる場合には、異物を除去する修正作業を行い(ステップ130)、修正ができない場合には、その基板Aをリジェクト(除外)する(ステップ132)。基板Aの修正作業を行った場合には、修正作業後に、所定の再スタート用のスイッチをオンにして、プログラムの実行を再開させる。
In
これによって、プログラムは、ステップ118に進む。ステップ118では、比較画像取得が規定の回数に達したか否かの判定が行われる。ここでは、まだ、区画1の比較画像取得しか行われていないため、ステップ118では、「No」と判定してステップ112に進む。ついで、ステップ112〜118の処理が、区画2から区画9について行われる。区画2から区画7までの処理では、初期画像と比較画像とが同一であるため、すべて正常と判定される。また、区画8の処理においては、初期画像には異物はなく、比較画像には、異物があるため、ステップ116で異常(異物発見)と判定されステップ126に進む。
This causes the program to proceed to step 118. In
ステップ126〜132においては、前述した処理が行われ、手作業等により異物を除去できる場合には、異物を除去する修正作業を行い(ステップ130)、修正ができない場合には、その基板Aをリジェクト(除外)する(ステップ132)。基板Aの修正作業を行った場合には、再スタート用のスイッチをオンにして、プログラムの実行を再開させる。これによって、プログラムは、ステップ118に進んだのちに、ステップ112に進み、区画9の比較画像を撮像する処理が行われる。区画9においては、初期画像と比較画像とが同一であるため、正常(OK)と判定される。そして、ステップ118で「Yes」と判定したのちに、ステップ120において、基板Aの領域A2に大型電子部品Cを装着する処理が行われる。
In
領域A2に大型電子部品Cが装着されると、プログラムは、ステップ122に進み、クランプ装置による基板Aの固定が解除される処理が行われ、基板Aは一対のコンベア12の下流側に搬送される。そして、ステップ124に進みプログラムは終了する。小型電子部品Bと大型電子部品Cとが装着された基板Aは、つぎの工程を行うためのリフロー炉に搬送され、リフロー炉内で加熱されることにより、小型電子部品Bと大型電子部品Cとは、ハンダパターンを介して基板Aに固定される。また、つぎの基板Aが設置部に設置されると、再度、前述した処理が繰り返され、このようにして複数の基板Aに順次、小型電子部品Bと大型電子部品Cとが装着される。
When the large electronic component C is mounted in the area A2, the program proceeds to step 122, where the process of releasing the fixation of the substrate A by the clamping device is performed, and the substrate A is conveyed downstream of the pair of
前述した説明では、領域A2を区画1から区画9に区切って撮像するようにしているが、この区画数は領域A2(大型電子部品C)の大きさや基板認識カメラ18の視野によって適宜変更される。例えば、基板認識カメラ18の視野FOVが5mmで、領域A2の大きさが縦横ともに54mmで、隣接する各区画間のオーバーラップを1mmとすると、区画数は14×14で196となる。また、基板認識カメラ18の視野FOVが5mmで、領域A2の大きさが縦横ともに40mmで、隣接する各区画間のオーバーラップを1mmとすると、区画数は10×10で100となる。
In the above description, the area A2 is divided into the section 1 to the
このように、本実施形態に係る電子部品装着装置10を用いた電子部品の装着方法では、基板Aに小型電子部品Bを装着する前の領域A2を、まず基板認識カメラ18で撮像し、基板Aの領域A1に小型電子部品Bを装着したのちに、再度基板認識カメラ18で領域A2を撮像するようにしている。そして、小型電子部品Bを装着する前の初期画像と小型電子部品Bを装着した後の比較画像とを比較して、異物の有無を判定するようにしている。このため、小型電子部品Bを装着後の基板Aの領域A2に異物が付着している場合には、その異物を取り除いたのちに大型電子部品Cの装着ができる。
As described above, in the electronic component mounting method using the electronic
この結果、大型電子部品Cを装着したのちに不良基板が発生することを未然に防ぐことができる。この場合、基板認識カメラ18による撮像が、大型電子部品Cを装着する領域A2に対してだけ行われるため、処理時間の短縮ができ生産効率を向上させることができる。また、大型電子部品Cを装着する領域A2を、予めプログラムされた大型電子部品Cの装着位置と、記憶装置26に予め記憶された大型電子部品Cの形状データとから特定するようにしている。このため、オペレータが使用する基板Aに応じたプログラムを選択して入力装置27に入力することにより、大型電子部品Cを装着する領域A2を自動的に特定することができるようになり、基板Aにおける大型電子部品Cの装着位置や大型電子部品Cの大きさが変更された場合でも適宜領域A2を求めることができる。
As a result, it is possible to prevent a defective substrate from occurring after the large electronic component C is mounted. In this case, since the imaging by the
また、領域A2を複数の区画に分割し、隣り合う各区画間の境界近傍部分を重複させた状態で、領域A2の各区画の撮像が行われるため、大型電子部品Cを装着する領域A2が、基板認識カメラ18の視野よりも広い場合であっても適正な撮像を行うことができる。さらに、基板Aに、フィデューシャルマークが設けられ、基板Aの基準位置が基板認識カメラ18によるフィデューシャルマークの撮像に基づいて認識されるようにしている。このため、基板認識カメラ18で、フィデューシャルマークの撮像と領域A2の撮像とを行うようにすることにより、別の撮像装置を設ける必要がなくなる。これによって、電子部品装着装置10を安価でかつコンパクトにすることができる。なお、基板Aは、ハンダパターンの形成後に、印刷装置で検査され、不良品は除かれるため、電子部品装着装置10に送られる処理前の基板Aはすべて良品である。
Further, since the area A2 is divided into a plurality of sections and the vicinity of the boundary between adjacent sections is overlapped, each section of the area A2 is imaged. Even when the field of view of the
(第2実施形態)
図8は、本発明に係る第2実施形態で用いられる電子部品装着装置30を示している。この電子部品装着装置30は、小型電子部品Bを装着する装置1と、小型電子部品Bと大型電子部品Cとを装着する装置2とで構成されている。また、装置1と装置2とは、ともに前述した電子部品装着装置10と略同じ構成をしているが、電子部品供給部として、装置1には小型電子部品供給部だけが備わり、装置2には小型電子部品供給部と大型電子部品供給部との双方が備わっている。また、図8では、装置1の上流側、中央、下流側に、計3個の基板Aが示されているが、これは説明の便宜上、並べて図示したもので、すべての基板Aがクランプ装置によって設置部の同じ位置に固定されている。同様に、装置2に図示された4個の基板Aも設置部の同じ位置に固定されている。
(Second Embodiment)
FIG. 8 shows an electronic
この電子部品装着装置30を用いた電子部品の装着方法では、まず、電子部品装着装置30の上流側に設置された印刷装置(図示せず)において、電子部品装着面における領域A1と領域A2とにハンダパターンが印刷された基板Aが、一対のコンベア32によって装置1の設置部に搬送され、クランプ装置により固定される。つぎに、基板Aの電子部品装着面に対して初期画像の撮像が行われる。この場合の初期画像の撮像は、電子部品装着面の全面を複数の区画に区切り、そのすべての区画に対して撮像することにより行われる。ついで、領域A1の一部(図8では領域A1の右側部分)に小型電子部品Bを装着したのちに、基板Aの電子部品装着面のすべての区画に対して比較画像の撮像が行われる。
In the electronic component mounting method using the electronic
ついで、初期画像から領域A1を除いたものと、比較画像から領域A1を除いたものとが比較され、不良基板は、修正され、修正が不可能な不良基板に対しては廃棄処理等の処分が行われる。そして、正常な基板Aまたは修正されて正常になった基板Aは、クランプ装置による固定から解除されて一対のコンベア32によって装置2の設置部に搬送され、クランプ装置により固定される。装置2では、領域A1の一部に小型電子部品Bが装着された基板Aの電子部品装着面のすべての区画に対して再度初期画像の撮像が行われる。ついで、領域A1の残りの部分(図8では領域A1の左側部分)に小型電子部品Bを装着したのちに、基板Aの電子部品装着面のすべての区画に対して比較画像の撮像が行われる。ここでも、初期画像から領域A1を除いたものと、比較画像から領域A1を除いたものとが比較され、不良基板は、修正され、修正が不可能な不良基板に対しては廃棄処理等の処分が行われる。
Next, the image obtained by removing the area A1 from the initial image and the image obtained by removing the area A1 from the comparison image are compared, and the defective substrate is corrected. Is done. Then, the normal substrate A or the corrected substrate A is released from the fixing by the clamping device, is transported to the installation part of the
そして、正常な基板Aまたは修正されて正常になった基板Aの領域A2に、大型電子部品Cが装着される。これによって、基板Aへの小型電子部品Bと大型電子部品Cとの装着が終了する。小型電子部品Bと大型電子部品Cとが装着された基板Aは、クランプ装置による固定から解除されたのちに一対のコンベア32によって次工程の装置に搬送される。このように、本実施形態に係る電子部品の装着方法によると、まず、領域A1に複数の小型電子部品Bの一部が装着される前後で、基板Aの電子部品装着面のすべての区画を撮像して、それぞれの画像から領域A1を除いたものを比較し、不良の有無を判定して不良基板を排除したり修正したりする。 Then, the large electronic component C is mounted on the normal substrate A or the region A2 of the corrected substrate A. Thus, the mounting of the small electronic component B and the large electronic component C on the substrate A is completed. The substrate A on which the small electronic component B and the large electronic component C are mounted is released from being fixed by the clamp device, and then conveyed to the next process device by the pair of conveyors 32. As described above, according to the electronic component mounting method according to the present embodiment, first, all the sections of the electronic component mounting surface of the substrate A are formed before and after a part of the plurality of small electronic components B is mounted in the region A1. An image is taken and the images obtained by removing the area A1 from each image are compared, and the presence / absence of a defect is determined to eliminate or correct the defective substrate.
そののちに、再度、正常または正常になった基板Aの領域A1に残りの小型電子部品Bが装着される前後で、基板A電子部品装着面のすべての区画を撮像して、不良の有無を判定して不良基板を排除したり修正したりする。そして、すべての小型電子部品Bが装着されたのちに正常な基板Aまたは正常になった基板Aの領域A2に大型電子部品Cを装着するようにしている。このため、複数の装置を用いることによって、工程が増え基板Aに異物が付着する可能性が多くなる場合であっても、不良基板の発生を確実に防止できる。この電子部品装着装置30を用いた電子部品の装着方法のそれ以外の作用効果は、前述した第1実施形態と同様である。
After that, before and after the remaining small electronic component B is mounted on the normal or normal area A1 of the substrate A, all the sections of the mounting surface of the substrate A electronic component are imaged to check for defects. Judgment is made to eliminate or correct defective substrates. After all the small electronic components B are mounted, the large electronic component C is mounted on the normal substrate A or the region A2 of the normal substrate A. For this reason, by using a plurality of apparatuses, even when the number of processes increases and the possibility of foreign matters adhering to the substrate A increases, the generation of a defective substrate can be reliably prevented. Other functions and effects of the electronic component mounting method using the electronic
(第3実施形態)
図9は、本発明に係る第3実施形態で用いられる電子部品装着装置40を示している。この電子部品装着装置40は、小型電子部品Bを装着する装置1Aと、小型電子部品Bと大型電子部品Cとを装着する装置2Aとで構成されている。また、装置1Aは、前述した電子部品装着装置30の装置1と略同じ構成をし、装置2Aは、前述した電子部品装着装置30の装置2と略同じ構成をしているが、装置1Aが備える制御部と、装置2Aが備える制御部とはネットワーク41を介して接続されて互いに交信可能になっている点で、電子部品装着装置40は、電子部品装着装置30と異なっている。
(Third embodiment)
FIG. 9 shows an electronic
また、装置1Aが備える基板認識カメラと、装置2Aが備える基板認識カメラとは、サイズ(縮尺)歪、輝度等に違いがある場合には、これらの違いは予め補正して両基板認識カメラの撮影画像を同じ条件で比較できるようになっている。この電子部品装着装置40のそれ以外の部分の構成については、電子部品装着装置30と同一である。また、図9においても、装置1Aの上流側、中央、下流側に、計3個の基板Aが示されているが、これは説明の便宜上、並べて図示したもので、すべてクランプ装置によって設置部の同じ位置に固定されたものである。同様に、装置2Aに図示された3個の基板Aも設置部の同じ位置に固定されたものである。
Also, if there is a difference in size (scale) distortion, brightness, etc. between the board recognition camera provided in the apparatus 1A and the board recognition camera provided in the apparatus 2A, these differences are corrected in advance and the board recognition cameras of both board recognition cameras are corrected. The captured images can be compared under the same conditions. The rest of the configuration of the electronic
この電子部品装着装置40を用いた電子部品の装着方法では、まず、領域A1と領域A2とにハンダパターンが印刷された基板Aが、一対のコンベア42によって装置1Aの設置部に搬送され、クランプ装置により固定される。つぎに、領域A2の各区画に対して初期画像の撮像が行われる。ついで、領域A1の一部(図9では領域A1の右側部分)に小型電子部品Bを装着したのちに、基板Aの電子部品装着面に対して比較画像の撮像が行われる。この場合の比較画像の撮像は、電子部品装着面の全面を複数の区画に区切り、そのすべての区画に対して撮像することにより行われる。つぎに、初期画像と、比較画像の中の領域A2の部分とが比較され、不良基板は、修正され、修正が不可能な不良基板に対しては廃棄処理等の処分が行われる。
In the electronic component mounting method using the electronic
そして、正常な基板Aまたは修正されて正常になった基板Aは、クランプ装置による固定から解除されて一対のコンベア42によって装置2Aの設置部に搬送され、クランプ装置により固定される。この場合、装置1Aから搬出される直前に比較検査された区画の比較画像に不良が発生してその区画に対して修正が加えられていれば、再度その領域A2の区画を撮像して不良のない画像をデータとして保存しておく。装置2Aでは、領域A1の残りの部分(図9では領域A1の左側部分)に小型電子部品Bを装着したのちに、電子部品装着面のすべての区画に対して比較画像の撮像が行われる。 Then, the normal substrate A or the corrected substrate A is released from the fixing by the clamping device, is transported to the installation part of the device 2A by the pair of conveyors 42, and is fixed by the clamping device. In this case, if a defect has occurred in the comparison image of the section that has been comparatively inspected immediately before being unloaded from the apparatus 1A and the section has been corrected, the section of the area A2 is imaged again and the defect is detected. Save no image as data. In the apparatus 2A, after the small electronic component B is mounted on the remaining portion of the region A1 (the left portion of the region A1 in FIG. 9), a comparative image is taken for all sections of the electronic component mounting surface.
ここで撮像された比較画像は、装置1Aにおいて行われた比較撮像の比較画像を初期画像とし、この初期画像と比較する画像として用いられる。すなわち、装置1Aを搬出される際の基板Aの領域A2と、装置2Aにおいて領域A1に小型電子部品Bが装着されたのちの基板Aの電子部品装着面のすべての区画の中の領域A2とに違いがあるか否かで不良の有無が判定される。ここでも不良基板は、修正され、修正が不可能な不良基板に対しては廃棄処理等の処分が行われる。そして、正常な基板Aまたは修正されて正常になった基板Aの領域A2に、大型電子部品Cが装着される。 The comparative image captured here is used as an image to be compared with the initial image, which is a comparative image of comparative imaging performed in the apparatus 1A. That is, the area A2 of the substrate A when the apparatus 1A is unloaded, and the area A2 in all sections of the electronic component mounting surface of the board A after the small electronic component B is mounted in the area A1 in the apparatus 2A. Whether or not there is a defect is determined based on whether or not there is a difference. Here too, the defective substrate is corrected, and disposal such as a disposal process is performed on the defective substrate that cannot be corrected. Then, the large electronic component C is mounted on the normal substrate A or the region A2 of the corrected substrate A.
これによって、基板Aへの小型電子部品Bと大型電子部品Cとの装着が終了する。小型電子部品Bと大型電子部品Cとが装着された基板Aは、クランプ装置による固定から解除されたのちに一対のコンベア42によって次工程の装置に搬送される。このように、本実施形態に係る電子部品の装着方法によると、まず、装置1Aにおいて、領域A1に複数の小型電子部品Bの一部が装着される前後で、基板Aの領域A2の各区画と基板Aの電子部品装着面のすべての区画とを撮像して初期画像と、比較画像の中の領域A2の部分とを比較する。そして、不良の有無を判定して不良基板を排除したり修正したりしたのちに、装置2Aにおいて、基板Aの領域A1に残りの小型電子部品Bが装着し、小型電子部品B装着後の基板Aの電子部品装着面のすべての区画を再度撮像するようにしている。 Thus, the mounting of the small electronic component B and the large electronic component C on the substrate A is completed. The substrate A on which the small electronic component B and the large electronic component C are mounted is released from being fixed by the clamp device, and then conveyed to the next process device by the pair of conveyors 42. Thus, according to the electronic component mounting method according to the present embodiment, first, in the apparatus 1A, each section of the region A2 of the substrate A before and after a part of the plurality of small electronic components B are mounted on the region A1. And all of the sections of the electronic component mounting surface of the board A are imaged, and the initial image is compared with the area A2 in the comparison image. Then, after determining whether there is a defect and eliminating or correcting the defective substrate, the remaining small electronic component B is mounted in the area A1 of the substrate A in the apparatus 2A, and the substrate after the small electronic component B is mounted. All the sections of the electronic component mounting surface A are imaged again.
この場合のすべての小型電子部品Bの装着後の基板Aの比較画像は、装置1Aにおいて撮像された比較画像を初期画像として比較され、双方の画像の中の領域A2の部分が異なっていれば不良があるものとし、不良があれば不良基板を排除したり修正したりする。このときの比較検査は、ネットワーク41を介してデータを交信しながら行うため、装置1Aが備える基板認識カメラと、装置2Aが備える基板認識カメラとが異なるものであっても正確な比較検査を行える。また、両基板認識カメラにサイズ、歪、輝度などの性能に違いがあっても補正が可能であるため、正しい比較検査が行える。さらに、本実施形態によると、初期画像と比較される比較画像が領域A2の部分だけであっても、小型電子部品Bの装着後の電子部品装着面の全体の状態を確認することができる。この電子部品装着装置40を用いた電子部品の装着方法のそれ以外の作用効果は、前述した第2実施形態と同様である。
In this case, the comparison image of the substrate A after mounting all the small electronic components B is compared using the comparison image captured by the apparatus 1A as an initial image, and if the portion of the area A2 in both images is different. It is assumed that there is a defect, and if there is a defect, the defective substrate is eliminated or corrected. Since the comparison inspection at this time is performed while exchanging data via the
また、本発明に係る電子部品の装着方法は、前述した実施形態に限定するものでなく、適宜変更して実施することができる。例えば、前述した第3実施形態では、初期撮像工程で領域A2だけを撮像し、比較撮像工程で電子部品装着面の全体を撮像しているが、初期撮像工程で電子部品装着面の全体を撮像し、比較撮像工程で領域A2だけを撮像してもよい。この場合も比較するのは、領域A2の部分とする。さらに、前述した実施形態では、小型電子部品Bを領域A1に装着し、大型電子部品Cを領域A2に装着するようにしているが、小型電子部品Bや大型電子部品Cは、それぞれ基板Aの表面に点在して装着されるものであってもよい。また、本発明に係る電子部品の装着方法で用いられる電子部品装着装置の構成についても、適宜変更することができる。 The electronic component mounting method according to the present invention is not limited to the above-described embodiment, and can be implemented with appropriate modifications. For example, in the third embodiment described above, only the area A2 is imaged in the initial imaging process, and the entire electronic component mounting surface is imaged in the comparative imaging process, but the entire electronic component mounting surface is imaged in the initial imaging process. Then, only the area A2 may be imaged in the comparative imaging process. In this case as well, the comparison is made in the area A2. Furthermore, in the above-described embodiment, the small electronic component B is mounted in the region A1, and the large electronic component C is mounted in the region A2. However, the small electronic component B and the large electronic component C are respectively mounted on the substrate A. It may be mounted scattered on the surface. The configuration of the electronic component mounting apparatus used in the electronic component mounting method according to the present invention can also be changed as appropriate.
A…基板、A1…領域、A2…領域、B…小型電子部品、C…大型電子部品、1〜9…区画、18…基板認識カメラ、20…CPUボード、22…画像入力ボード、26…記憶装置。 A ... substrate, A1 ... area, A2 ... area, B ... small electronic component, C ... large electronic component, 1-9 ... partition, 18 ... substrate recognition camera, 20 ... CPU board, 22 ... image input board, 26 ... memory apparatus.
Claims (6)
前記両電子部品が装着される前の基板の電子部品装着面における大型電子部品を装着する部分を撮像装置で撮像する初期撮像工程と、
前記基板の電子部品装着面における小型電子部品を装着する部分に前記小型電子部品を装着する小型電子部品装着工程と、
前記小型電子部品が装着された基板の電子部品装着面における大型電子部品を装着する部分を撮像装置で撮像する比較撮像工程と、
前記初期撮像工程において撮像された画像と、前記比較撮像工程で撮像された画像とを比較して、両画像が同一であるか否かを判定する判定工程と、
前記判定工程において前記両画像が同一または違いが画像の比較では認識できない程度の僅差であると判定された基板の電子部品装着面における大型電子部品を装着する部分に前記大型電子部品を装着する大型電子部品装着工程と
を備え、
一方の電子部品装着装置の撮像装置で初期画像と比較画像とを撮像するとともに、他方の電子部品装着装置の撮像装置で比較画像を撮像し、前記一方の電子部品装着装置の撮像装置で撮像した比較画像を、前記他方の電子部品装着装置で撮像した比較画像と比較するための初期画像として用いるようにし、
さらに、前記大型電子部品を装着する部分の撮像が、前記大型電子部品を装着する領域の隣り合う各区画間の境界部分を重複させた状態で前記各区画を撮像することにより行われる電子部品の装着方法。 Using two electronic component mounting apparatuses provided with an imaging device, a region for mounting a small electronic component and a region for mounting a large electronic component are provided, and the region for mounting the large electronic component is divided into a plurality of sections. the electronic component mounting surface of the base plate, the large electronic components to a mounting method of the electronic component to be mounted on After mounting the small-type electronic component,
An initial imaging step of imaging with an imaging device a portion on which a large-sized electronic component is mounted on the electronic component mounting surface of the substrate before the both electronic components are mounted;
A small electronic component mounting step of mounting the small electronic component on a portion of the electronic component mounting surface of the substrate on which the small electronic component is mounted;
A comparative imaging step of imaging with an imaging device a portion on which the large electronic component is mounted on the electronic component mounting surface of the substrate on which the small electronic component is mounted;
A determination step of comparing the image captured in the initial imaging step with the image captured in the comparative imaging step to determine whether or not both images are the same;
A large-sized electronic component is mounted on a portion where the large-sized electronic component is mounted on the electronic component-mounting surface of the board, in which it is determined in the determining step that the two images are the same or a difference that cannot be recognized by comparing the images. Electronic component mounting process,
The imaging device of one electronic component mounting device captures an initial image and a comparative image, the comparative image is captured by the imaging device of the other electronic component mounting device, and is captured by the imaging device of the one electronic component mounting device. The comparison image is used as an initial image for comparison with a comparison image captured by the other electronic component mounting device ,
Further, the imaging of the part where the large electronic component is mounted is performed by imaging each section in a state where the boundary part between adjacent sections of the area where the large electronic component is mounted is overlapped . Wearing method.
前記両電子部品が装着される前の基板の電子部品装着面を一方の電子部品装着装置の撮像装置で撮像する初期撮像工程と、
前記基板の電子部品装着面に前記小型電子部品のうちの一部の小型電子部品を装着する小型電子部品装着工程と、
前記一部の小型電子部品が装着された基板の電子部品装着面を前記一方の電子部品装着装置の撮像装置で撮像する比較撮像工程と、
前記初期撮像工程において撮像された画像における前記小型電子部品が装着される部分を除いた部分と、前記比較撮像工程で撮像された画像における前記小型電子部品が装着された部分を除いた部分とを比較して、両画像が同一であるか否かを判定する判定工程と、
前記判定工程において前記両画像が同一または違いが画像の比較では認識できない程度の僅差であると判定されたのちに、前記一部の電子部品が装着された基板の電子部品装着面を他方の電子部品装着装置の撮像装置で撮像する初期撮像工程と、
前記基板の電子部品装着面に前記小型電子部品のうちの残りの小型電子部品を装着する小型電子部品装着工程と、
前記小型電子部品がすべて装着された基板の電子部品装着面を前記他方の電子部品装着装置の撮像装置で撮像する比較撮像工程と、
前記他方の電子部品装着装置の撮像装置を用いて前記初期撮像工程で撮像された画像における前記小型電子部品が装着される部分を除いた部分と、前記他方の電子部品装着装置の撮像装置を用いて前記比較撮像工程で撮像された画像における前記小型電子部品が装着された部分を除いた部分とを比較して、両画像が同一であるか否かを判定する判定工程と、
前記判定工程において前記他方の電子部品装着装置の撮像装置を用いて撮像された前記両画像が同一または違いが画像の比較では認識できない程度の僅差であると判定された基板に前記大型電子部品を装着する大型電子部品装着工程と
を備え、
前記基板の電子部品装着面に、前記小型電子部品を装着する領域と、前記大型電子部品を装着する領域とが備わって、前記小型電子部品が前記小型電子部品を装着する領域に装着され、前記大型電子部品が前記大型電子部品を装着する領域に装着され、
さらに、前記大型電子部品を装着する領域が複数の区画に分割され、隣り合う各区画間の境界部分を重複させた状態で、前記大型電子部品を装着する領域の各区画の撮像が行われる電子部品の装着方法。 An electronic component mounting method for mounting a large electronic component after mounting a small electronic component on an electronic component mounting surface of a substrate using two electronic component mounting devices provided with an imaging device,
An initial imaging step of imaging the electronic component mounting surface of the substrate before mounting both electronic components with an imaging device of one electronic component mounting device;
A small electronic component mounting step of mounting some of the small electronic components on the electronic component mounting surface of the substrate;
A comparative imaging step of imaging the electronic component mounting surface of the substrate on which the small electronic components are mounted with the imaging device of the one electronic component mounting device;
A portion excluding a portion where the small electronic component is mounted in an image captured in the initial imaging step, and a portion excluding a portion where the small electronic component is mounted in an image captured in the comparative imaging step In comparison, a determination step of determining whether or not both images are the same,
After it is determined in the determination step that the two images are the same or a difference that cannot be recognized by comparing the images, the electronic component mounting surface of the board on which the part of the electronic components is mounted is used as the other electronic component. An initial imaging step of imaging with the imaging device of the component mounting device;
A small electronic component mounting step of mounting the remaining small electronic components of the small electronic components on the electronic component mounting surface of the substrate;
A comparative imaging step of imaging the electronic component mounting surface of the substrate on which all the small electronic components are mounted with the imaging device of the other electronic component mounting device;
Using the imaging device of the other electronic component mounting device, the portion other than the portion where the small electronic component is mounted in the image captured in the initial imaging process using the imaging device of the other electronic component mounting device, and the imaging device of the other electronic component mounting device A determination step of comparing whether or not both images are the same by comparing a portion excluding a portion where the small electronic component is mounted in the image captured in the comparative imaging step;
In the determination step, the large-sized electronic component is placed on the board that has been determined that the two images captured using the imaging device of the other electronic component mounting device are the same or a difference that cannot be recognized by comparing the images. for example Bei and a large electronic component mounting step of mounting,
The electronic component mounting surface of the substrate includes a region for mounting the small electronic component and a region for mounting the large electronic component, and the small electronic component is mounted on the region for mounting the small electronic component, A large electronic component is mounted in an area where the large electronic component is mounted,
Further, the area in which the large electronic component is mounted is divided into a plurality of sections, and an image of each section in the area in which the large electronic component is mounted is performed in a state where boundary portions between adjacent sections are overlapped. How to install parts.
前記両電子部品が装着される前の基板の電子部品装着面における少なくとも前記大型電子部品を装着する部分を含む所定の部分を一方の電子部品装着装置の撮像装置で撮像する初期撮像工程と、
前記基板の電子部品装着面における小型電子部品を装着する部分に前記小型電子部品のうちの一部の小型部品を装着する小型電子部品装着工程と、
前記一部の小型電子部品が装着された基板の電子部品装着面における少なくとも前記大型電子部品を装着する部分を含む所定の部分を前記一方の電子部品装着装置の撮像装置で撮像する比較撮像工程と、
前記初期撮像工程において撮像された画像における前記大型電子部品を装着する部分と、前記比較撮像工程で撮像された画像における前記大型電子部品を装着する部分とを比較して、両画像が同一であるか否かを判定する判定工程と、
前記判定工程において前記両画像が同一または違いが画像の比較では認識できない程度の僅差であると判定されたのちに、前記基板の電子部品装着面に前記小型電子部品のうちの残りの小型電子部品を装着する小型電子部品装着工程と、
前記小型電子部品がすべて装着された基板の電子部品装着面を前記他方の電子部品装着装置の撮像装置で撮像する比較撮像工程と、
前記一方の電子部品装着装置の撮像装置を用いて前記比較撮像工程で撮像された画像における前記大型電子部品を装着する部分と、前記他方の電子部品装着装置の撮像装置を用いて前記比較撮像工程で撮像された画像における前記大型電子部品を装着する部分とを比較して、両画像が同一であるか否かを判定する判定工程と、
前記判定工程において、前記両比較撮像工程において撮像された画像が同一または違いが画像の比較では認識できない程度の僅差であると判定された基板の電子部品装着面における大型電子部品を装着する部分に前記大型電子部品を装着する大型電子部品装着工程と
を備え、
さらに、前記大型電子部品を装着する部分の撮像が、前記大型電子部品を装着する領域の隣り合う各区画間の境界部分を重複させた状態で前記各区画を撮像することにより行われる電子部品の装着方法。 Using two electronic component mounting apparatuses provided with an imaging device, a region for mounting a small electronic component and a region for mounting a large electronic component are provided, and the region for mounting the large electronic component is divided into a plurality of sections. the electronic component mounting surface of the base plate, the large electronic components to a mounting method of the electronic component to be mounted on After mounting the small-type electronic component,
An initial imaging step of imaging a predetermined portion including at least a portion on which the large electronic component is mounted on the electronic component mounting surface of the substrate before the both electronic components are mounted, with an imaging device of one electronic component mounting device;
A small electronic component mounting step of mounting a part of the small electronic components on a portion of the electronic component mounting surface of the substrate on which the small electronic components are mounted;
A comparative imaging step of imaging a predetermined portion including at least a portion on which the large electronic component is mounted on the electronic component mounting surface of the substrate on which the partial small electronic component is mounted with the imaging device of the one electronic component mounting device; ,
A portion where the large electronic component is mounted in the image captured in the initial imaging step is compared with a portion where the large electronic component is mounted in the image captured in the comparative imaging step, and both images are the same. A determination step of determining whether or not,
After it is determined in the determination step that the two images are the same or a difference that is not recognizable by comparing the images, the remaining small electronic components of the small electronic components on the electronic component mounting surface of the substrate A small electronic component mounting process for mounting,
A comparative imaging step of imaging the electronic component mounting surface of the substrate on which all the small electronic components are mounted with the imaging device of the other electronic component mounting device;
The portion for mounting the large electronic component in the image captured in the comparative imaging step using the imaging device of the one electronic component mounting device and the comparative imaging step using the imaging device of the other electronic component mounting device A step of determining whether or not both images are the same by comparing the portion where the large electronic component is mounted in the image taken in
In the determination step, in the portion where the large electronic component is mounted on the electronic component mounting surface of the substrate, in which it is determined that the images captured in the two comparative imaging steps are the same or a difference that cannot be recognized by comparing the images e Bei a large electronic component mounting step of mounting the large electronic components,
Further, the imaging of the part where the large electronic component is mounted is performed by imaging each section in a state where the boundary part between adjacent sections of the area where the large electronic component is mounted is overlapped . Wearing method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009163351A JP5144599B2 (en) | 2009-07-10 | 2009-07-10 | Mounting method of electronic parts |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009163351A JP5144599B2 (en) | 2009-07-10 | 2009-07-10 | Mounting method of electronic parts |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011018816A JP2011018816A (en) | 2011-01-27 |
| JP2011018816A5 JP2011018816A5 (en) | 2012-08-30 |
| JP5144599B2 true JP5144599B2 (en) | 2013-02-13 |
Family
ID=43596378
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009163351A Active JP5144599B2 (en) | 2009-07-10 | 2009-07-10 | Mounting method of electronic parts |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5144599B2 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5728977B2 (en) * | 2011-02-01 | 2015-06-03 | 富士通株式会社 | Work support device, work support program, and work support method |
| JP6108380B2 (en) * | 2012-06-05 | 2017-04-05 | ハンファテクウィン株式会社Hanwha Techwin Co.,Ltd. | Electronic component mounting equipment |
| JP6259274B2 (en) * | 2012-12-11 | 2018-01-10 | ヤマハ発動機株式会社 | Component mounting device |
| JP6335246B2 (en) * | 2016-11-07 | 2018-05-30 | 株式会社Fuji | Inspection management apparatus and inspection management method |
| WO2021053790A1 (en) * | 2019-09-19 | 2021-03-25 | 株式会社Fuji | Component mounting machine |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4667681B2 (en) * | 2001-09-28 | 2011-04-13 | パナソニック株式会社 | Mounting inspection system and mounting inspection method |
| JP4563205B2 (en) * | 2005-02-08 | 2010-10-13 | 富士機械製造株式会社 | Inspection method and apparatus for mounted electronic component |
| JP2007335524A (en) * | 2006-06-13 | 2007-12-27 | Fuji Mach Mfg Co Ltd | Mounting line |
| JP2008227301A (en) * | 2007-03-14 | 2008-09-25 | Fuji Mach Mfg Co Ltd | Inspecting method and device for electronic circuit component mounting |
-
2009
- 2009-07-10 JP JP2009163351A patent/JP5144599B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011018816A (en) | 2011-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4680778B2 (en) | Printing inspection method and printing apparatus | |
| JP4896655B2 (en) | Mounting fault cause identification method and mounting board manufacturing apparatus | |
| JP5229177B2 (en) | Component mounting system | |
| JP4767995B2 (en) | Component mounting method, component mounting machine, mounting condition determining method, mounting condition determining apparatus, and program | |
| US20060174480A1 (en) | Inspection method and apparatus for mounted electronic components | |
| JP5144599B2 (en) | Mounting method of electronic parts | |
| WO2009113737A1 (en) | Substrate inspection device and substrate inspection method | |
| JP6546999B2 (en) | Substrate working system and component mounting apparatus | |
| JP2010186940A (en) | Device and method for mounting electronic component | |
| JP2006319332A (en) | Apparatus for installing electronic components provided with device for inspecting installed electronic components | |
| JP2007335524A (en) | Mounting line | |
| JP2008060249A (en) | Part packaging method and surface mounting machine | |
| JP2010056143A (en) | Component mounting system, method of mounting component, circuit board pasted state detecting device, operating condition data preparation device, circuit board pasting device, component mounting device, and inspecting device | |
| JP6534448B2 (en) | Component mounting device | |
| JP4896855B2 (en) | Component mounting system | |
| US6775899B1 (en) | Method for inspecting printing state and substrate | |
| KR20110038668A (en) | Parts mounting system | |
| JP7282007B2 (en) | Mounting line, board inspection method for mounting line | |
| JP2007184498A (en) | Component mounting processing method and component mounting system | |
| JP4852456B2 (en) | Mounting line and mounting method | |
| JP4520324B2 (en) | Inspection result notification device and mounting system | |
| JP2011014946A (en) | Method and machine for mounting electronic component | |
| JP3900166B2 (en) | Component mounting board manufacturing apparatus and manufacturing method | |
| JP7282606B2 (en) | Surface mounter, inspection method of surface mounter | |
| JPWO2018134997A1 (en) | Parts mounting machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120718 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20120718 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20120806 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121009 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121122 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151130 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5144599 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |