JP5143694B2 - 金型装置及びこれを用いた成形体の製造方法 - Google Patents
金型装置及びこれを用いた成形体の製造方法 Download PDFInfo
- Publication number
- JP5143694B2 JP5143694B2 JP2008260243A JP2008260243A JP5143694B2 JP 5143694 B2 JP5143694 B2 JP 5143694B2 JP 2008260243 A JP2008260243 A JP 2008260243A JP 2008260243 A JP2008260243 A JP 2008260243A JP 5143694 B2 JP5143694 B2 JP 5143694B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- cavity
- target surface
- molded body
- molds
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 7
- 238000001816 cooling Methods 0.000 claims description 37
- 238000010438 heat treatment Methods 0.000 claims description 29
- 238000003825 pressing Methods 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 239000000470 constituent Substances 0.000 claims description 5
- DMFGNRRURHSENX-UHFFFAOYSA-N beryllium copper Chemical compound [Be].[Cu] DMFGNRRURHSENX-UHFFFAOYSA-N 0.000 claims description 4
- 239000004020 conductor Substances 0.000 claims description 3
- 238000009413 insulation Methods 0.000 claims description 2
- 230000000452 restraining effect Effects 0.000 claims description 2
- 239000000463 material Substances 0.000 description 12
- 229910052751 metal Inorganic materials 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- 229920005989 resin Polymers 0.000 description 9
- 239000011347 resin Substances 0.000 description 9
- 238000009826 distribution Methods 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 230000035882 stress Effects 0.000 description 7
- 238000000465 moulding Methods 0.000 description 6
- 230000003287 optical effect Effects 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 230000008602 contraction Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000009477 glass transition Effects 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000037237 body shape Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 229920006038 crystalline resin Polymers 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
Images












Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
特許文献1に開示された樹脂成形技術は、樹脂を残留応力の緩和時間の短い溶融状態で微細凹凸に直接塗布することにより最終形状に近い形に附形を行い、その後の加圧附形時(この時点での樹脂温度は金型温度にまで下がっている)は、微細な凹凸部の隅部を樹脂が充填できる最小限の加圧に留めて過度の充填を防ぐことで、光情報通信用部品等に求められる、低残留応力、低複屈折、高光透過性、優れた機械的強度を有する樹脂製超微細構造体成形を得られる工法である。
また、上金型11の対象表面には鏡面仕上げが施工され、下金型21の対象表面には微細凹凸を有するスタンパ30が配置されている。スタンパ30は、キャビティ型25に形成された吸着用溝31を介して吸着固定され、スタンパ30の周囲には機械的固定のためのスタンパ押さえ32が配置されている。
下金型21のキャビティ型25には、吸着用溝31に連通する真空吸着回路33が配設されている。
さらに、成形体と金型表面との付着力は、双方の温度に支配されており、これらの面内に温度のばらつきがあると、付着力の不均一性により成形体の離型が円滑にできなくなる。
また、この発明は、このような金型装置を用いて成形体を製造する方法を提供することも目的としている。
さらに、支持棒の熱変形を拘束することなく支持棒の主型からの脱落を防止するための固定具を備えることが好ましい。
このとき、支持棒は対象表面と垂直な方向に延びて一端部がキャビティ型にネジ止めされると共に他端部に形成されたテーパ部を有し、固定具は対象表面と平行な方向に延びると共に先端部に形成されたテーパ部を有し、支持棒のテーパ部と固定具のテーパ部が互いに勘合するように構成することができる。
キャビティ型の構成材料は、従来使用されているステンレス系の鋼材(熱伝導度:約20W/m・K)よりも熱伝導性の良いものを使用する。望まれる素材の熱伝導率の範囲は少なくとも70W/m・K以上、望ましくは100W/m・K以上ある材料から剛性や比熱等の他の特性を加味して選択する、例えばベリリウム銅合金がこの候補となる。
さらに、キャビティ型と主型の間に挟持された断熱板を備えることが好ましい。
なお、対象表面構成部材としては、微細凹凸が形成された対象表面を有するスタンパ、または、平坦な対象表面を有する平面板を用いることができる。
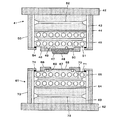
図1に実施の形態に係る金型装置の構成を示す。金型装置は、上金型41と下金型61とを備えている。上金型41は、型取付板42に固定された主型43と、主型43に断熱板44を介して取り付けられたキャビティ型45と、キャビティ型45に押さえ部材46により着脱自在に保持された平面板47とを有している。平面板47は、断面台形状を有しており、短辺側に成形体を得るための平坦な対象表面48が形成されている。この平面板47は、キャビティ型45に形成された吸着用溝49を介して吸着固定され、対象表面48には鏡面仕上げが施工されている。
さらに、型取付板42及び62には、それぞれキャビティ型45及び65の側方にまで延びる押さえ治具53及び73が取り付けられており、これら押さえ治具53及び73の先端部により耐熱ゴム等からなる弾性体54及び74を介してキャビティ型45及び65の周縁部が主型43及び63に対して押さえつけられている。
また、型取付板42及び62に形成された溝には側方から固定具57及び77が挿入され、固定具57及び77の先端部に形成された凸状のテーパ部58及び78が支持棒55及び75のテーパ部56及び76に勘合し、これにより、支持棒55及び75の熱変形を拘束することなく支持棒55及び75の主型43及び63からの脱落が防止されている。
このような構成により、キャビティ型45及び65は、ほぼ中央の1点で保持固定されると共に、押さえ治具53及び73と弾性体54及び74によって熱変形の拘束から解放されている。
なお、キャビティ型45及び65は、熱伝導性に優れた良熱伝導材、例えばベリリウム銅から形成されている。
型取付板42及び62は、図示しないプレス装置の型取付盤に上金型41及び下金型61を取り付けるためのものであり、主型43及び63に配設された冷却用配管52及び72は、プレス装置の型取付盤への熱の伝導を軽減するためのものである。
まず、金型加熱用ヒータ51及び71に通電してキャビティ型45及び65の温度を上昇させ、スタンパ67上に例えば溶融樹脂を塗布し、上金型41と下金型61を互いに加圧することにより成形体を得る。その後、冷却用配管50及び70に通水してキャビティ型45及び65の温度を下降させ、得られた成形体を金型装置から取り出す。
ここで、表1と図11に素材の異なる従来構造の金型(比較例1及び2)と本発明の金型(実施例)との加熱時に発生する反りをシミュレーションした解析条件と結果を示す。

さらに、平面板47は断面台形状を有し、成形体を得る対象表面48が短辺側に形成されてテーパ形状を有しているので、離型の際に熱収縮によって成形体が平面板47に抱きつくために離型困難になることが回避され、良好な離型状況を確保することが可能となる。
Claims (9)
- それぞれ成形体を得るための対象表面を有する一対の金型を対向して配置すると共に互いに加圧することにより成形体を製造し、
少なくとも一方の金型は、前記対象表面側から、前記対象表面を形成する対象表面構成部材と、前記対象表面構成部材を保持すると共に加熱手段と冷却手段の双方を具備するキャビティ型と、前記キャビティ型を保持する主型とを備えた金型装置において、
前記加熱手段及び前記冷却手段がそれぞれ前記キャビティ型内の前記対象表面と平行な面であって、前記キャビティ型の中心に位置する面を基準面として、該基準面について面対称に配置され、
前記キャビティ型を該キャビティ型内の前記対象表面と平行な面のほぼ中央部の1箇所で前記主型に締結保持する支持棒と、
前記キャビティ型の周縁部を前記主型に対して押さえつける押さえ治具と
を備えたことを特徴とする金型装置。 - 前記支持棒の熱変形を拘束することなく前記支持棒の前記主型からの脱落を防止するための固定具を備えた請求項1に記載の金型装置。
- 前記支持棒は前記対象表面と垂直な方向に延びて一端部が前記キャビティ型にネジ止めされると共に他端部に形成されたテーパ部を有し、
前記固定具は前記対象表面と平行な方向に延びると共に先端部に形成されたテーパ部を有し、
前記支持棒のテーパ部と前記固定具のテーパ部が互いに勘合する請求項2に記載の金型装置。 - 前記押さえ治具は、前記キャビティ型の熱変形を拘束することなく前記キャビティ型を押さえるために前記キャビティ型の周縁部に当接する弾性体を有する請求項1〜3のいずれか一項に記載の金型装置。
- 前記キャビティ型は、良熱伝導材からなる請求項1〜4のいずれか一項に記載の金型装置。
- 前記キャビティ型は、ベリリウム銅からなる請求項5に記載の金型装置。
- 前記キャビティ型と前記主型の間に挟持された断熱板を備えた請求項1〜6のいずれか一項に記載の金型装置。
- 前記対象表面構成部材は、微細凹凸が形成された対象表面を有するスタンパ、または、平坦な対象表面を有する平面板からなる請求項1〜7のいずれか一項に記載の金型装置。
- 請求項1〜8のいずれか一項に記載の金型装置を用いる成形体の製造方法であって、
前記加熱手段により前記キャビティ型の温度を上昇させる工程と、
一対の前記金型を互いに加圧することにより成形体を得る工程と、
前記冷却手段により前記キャビティ型の温度を下降させる工程と、
得られた成形体を前記金型装置から取り出す工程と
を備えたことを特徴とする成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008260243A JP5143694B2 (ja) | 2008-10-07 | 2008-10-07 | 金型装置及びこれを用いた成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008260243A JP5143694B2 (ja) | 2008-10-07 | 2008-10-07 | 金型装置及びこれを用いた成形体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089327A JP2010089327A (ja) | 2010-04-22 |
| JP5143694B2 true JP5143694B2 (ja) | 2013-02-13 |
Family
ID=42252520
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008260243A Active JP5143694B2 (ja) | 2008-10-07 | 2008-10-07 | 金型装置及びこれを用いた成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5143694B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011141996A1 (ja) * | 2010-05-11 | 2011-11-17 | パイオニア株式会社 | 転写装置及び方法、並びにコンピュータプログラム |
| JP5902555B2 (ja) * | 2012-05-24 | 2016-04-13 | 三菱エンジニアリングプラスチックス株式会社 | 断熱金型 |
| JP2014162012A (ja) * | 2013-02-21 | 2014-09-08 | Japan Steel Works Ltd:The | 微細構造体成形方法及び微細構造体成形金型 |
| JP5896482B2 (ja) * | 2013-11-11 | 2016-03-30 | 株式会社日本製鋼所 | 微細構造体成形金型及び微細構造体成形方法 |
| KR102361433B1 (ko) * | 2021-01-27 | 2022-02-16 | 김미연 | 휴대 단말기 커버 제조용 필름 포밍 장치 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004338269A (ja) * | 2003-05-16 | 2004-12-02 | Nippon Steel Chem Co Ltd | 燃料電池セパレータとその製造方法及びその製造装置 |
-
2008
- 2008-10-07 JP JP2008260243A patent/JP5143694B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010089327A (ja) | 2010-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102262440B1 (ko) | 비등온 온도 프로파일을 사용한 유리 물품을 제조하는 방법 | |
| JP5143694B2 (ja) | 金型装置及びこれを用いた成形体の製造方法 | |
| TWI624436B (zh) | Manufacturing method of glass plate with curved shape, glass plate with curved shape and manufacturing device of glass plate with curved shape | |
| TWI543858B (zh) | 退火方法、退火冶具及退火裝置 | |
| TWI557082B (zh) | Plate glass forming method and forming mold | |
| WO2014073335A1 (ja) | ディスプレイ用カバーガラスの製造方法及びディスプレイ用カバーガラスの製造装置 | |
| WO2014073336A1 (ja) | ディスプレイ用カバーガラスの製造方法及びディスプレイ用カバーガラスの製造装置 | |
| JP6625391B2 (ja) | 加熱炉へのワーク搬出入装置 | |
| TW201708133A (zh) | 用於熱控制翹曲的系統及方法 | |
| CN104960114A (zh) | 一种复合材料产品大批量制造方法及可实现变形补偿的成型模具 | |
| JP4409985B2 (ja) | プレス成形装置、プレス成形方法及び成形品 | |
| CN101160203A (zh) | 精细结构的加工方法和精细结构的加工装置 | |
| JP6975618B2 (ja) | 成形装置 | |
| US10315945B2 (en) | Optical element manufacturing apparatus | |
| JP7031666B2 (ja) | 成形装置及び成形品の製造方法 | |
| JP2009202348A (ja) | 金型装置 | |
| JP6702904B2 (ja) | 光学素子製造装置 | |
| CN110588021A (zh) | 一种复合材料模压成型方法及自加压装置、模压成型设备 | |
| CN204687167U (zh) | 可实现变形补偿的制造复合材料产品成型模具用连接件 | |
| CN221210266U (zh) | 一种汽车复材内板多功能加工设备 | |
| CN210648125U (zh) | 模具组件及成型设备 | |
| JP5376626B2 (ja) | 熱板装置及び熱転写プレス装置 | |
| JP5896482B2 (ja) | 微細構造体成形金型及び微細構造体成形方法 | |
| TW202231179A (zh) | 柔性電路板的成形裝置和柔性電路板的成形方法 | |
| JP2008137835A (ja) | 成形装置及び成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120607 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121121 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151130 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5143694 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |