JP5123760B2 - 間欠切断転写装置 - Google Patents
間欠切断転写装置 Download PDFInfo
- Publication number
- JP5123760B2 JP5123760B2 JP2008171894A JP2008171894A JP5123760B2 JP 5123760 B2 JP5123760 B2 JP 5123760B2 JP 2008171894 A JP2008171894 A JP 2008171894A JP 2008171894 A JP2008171894 A JP 2008171894A JP 5123760 B2 JP5123760 B2 JP 5123760B2
- Authority
- JP
- Japan
- Prior art keywords
- film sheet
- region
- suction
- blade roll
- lower blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/14—Associating sheets with webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F13/15723—Partitioning batts; Cutting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15764—Transferring, feeding or handling devices; Drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/34—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut
- B26D1/40—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a rotary member
- B26D1/405—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a rotary member for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/018—Holding the work by suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/04—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators
- B65H35/08—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators from or with revolving, e.g. cylinder, cutters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/10—Selective handling processes
- B65H2301/12—Selective handling processes of sheets or web
- B65H2301/121—Selective handling processes of sheets or web for sheet handling processes, i.e. wherein the web is cut into sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/33—Rotary suction means, e.g. roller, cylinder or drum
- B65H2406/332—Details on suction openings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/125—Plural severing means each acting on a different work piece
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
- Y10T156/1322—Severing before bonding or assembling of parts
- Y10T156/133—Delivering cut part to indefinite or running length web
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2066—By fluid current
- Y10T83/207—By suction means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4766—Orbital motion of cutting blade
- Y10T83/4795—Rotary tool
- Y10T83/4847—With cooperating stationary tool
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Heart & Thoracic Surgery (AREA)
- General Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Forests & Forestry (AREA)
- Vascular Medicine (AREA)
- Animal Behavior & Ethology (AREA)
- Manufacturing & Machinery (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Advancing Webs (AREA)
- Labeling Devices (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Description
(間欠切断転写装置の構成)
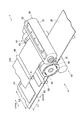
まず、第1実施形態に係る間欠切断転写装置の構成について、図面を参照しながら説明する。図1は、第1実施形態に係る間欠切断転写装置1を示す斜視図である。図2は、第1実施形態に係る間欠切断転写装置1を示す側面図(図1のA矢視図)である。
次に、上述した下刃ロール40の構成について、図面を参照しながら説明する。図3は、第1実施形態に係る下刃ロール40を示すロール幅方向断面図(図2のB−B断面図)である。
次に、上述した下刃ロール40に設けられる複数の吸着穴43の配列について、図面を参照しながら説明する。図4は、第1実施形態に係る下刃ロール40を示す斜視図である。図5は、第1実施形態に係る下刃ロール40を示す展開図である。図6は、第1実施形態に係るフィルムシートを示す上面図である。
次に、第1実施形態に係る間欠切断転写装置1の動作について、簡単に説明する。
第1実施形態に係る間欠切断転写装置1では、エッジ領域41B−1における吸着保持力は、中央領域41B−2における吸着保持力よりも強い。このことを前提に、まず、切断されたフィルムシート10がウェブ20上に導かれるまで(すなわち、フィルム搬送時)の作用・効果について説明する。
以下において、第2実施形態に係る間欠切断転写装置1の構成について、図面を参照しながら説明する。なお、上述した第1実施形態に係る間欠切断転写装置1と同一部分には同一の符号を付して、相違する部分を主として説明する。
まず、第2実施形態に係る下刃ロール40の構成について、図面を参照しながら説明する。図7は、第2実施形態に係る下刃ロール40を示すロール幅方向断面図である。
次に、第2実施形態に係る複数の吸着穴43の配列について、図面を参照しながら説明する。図8は、第2実施形態に係る下刃ロール40を示す展開図である。
第2実施形態に係る間欠切断転写装置1では、上述した第1実施形態の作用・効果に加え、フィルムシート10の大きさ(例えば、フィルムシート10のCD方向に沿った長さ(L2))に合わせてエッジ領域41B−1と中央領域41B−2とを設定することができ、様々な大きさのフィルムシート10の製造に対応することが可能となる。
上述したように、本発明の実施の形態を通じて本発明の内容を開示したが、この開示の一部をなす論述及び図面は、本発明を限定するものであると理解すべきではない。
Claims (4)
- フィルムシートの連続体を切断することによって得られたフィルムシートを、連続搬送されているウェブに間欠的に転写するように構成されている間欠切断転写装置であって、
外周面上に少なくとも1つのブレードが設けられている上刃ロールと、外周面上に少なくとも1つの受け刃が設けられ、かつ、複数の吸着穴が形成されている下刃ロールとを具備しており、
前記上刃ロール及び前記下刃ロールは、互いに逆向きで、ほぼ同一の周速で回転し、該下刃ロールに対してフィルムシートの連続体が供給される速度よりも早い周速で回転し、かつ、前記ウェブの搬送速度とほぼ同一の周速或いは該ウェブの搬送速度よりも遅い周速で回転するように構成されており、
前記フィルムシートの連続体を、前記下刃ロールの外周面上の第1領域内に形成されている前記吸着穴を介した吸着によって該下刃ロールの外周面上に吸着させた状態で、前記ブレードと前記受け刃との間に導くように構成されており、
前記ブレードと前記受け刃との接触によって、前記フィルムシートの連続体を間欠的に切断して、前記フィルムシートを形成するように構成されており、
切断された前記フィルムシートを、前記下刃ロールの外周面上の第2領域内に形成されている前記吸着穴を介した吸着によって該下刃ロールの外周面上に吸着させた状態で、前記ウェブ上に導いて転写するように構成されており、
切断された前記フィルムシートは、両側縁領域及び進行方向の前端領域が前記第2領域内のエッジ領域に対向し、残りの領域が該第2領域内の中央領域に対向した状態で、前記下刃ロールの外周面上に吸着されるように構成されており、
前記エッジ領域における吸着保持力は、前記中央領域における吸着保持力よりも強いことを特徴とする間欠切断転写装置。 - 前記中央領域には、前記吸着穴が形成されていないことを特徴とする請求項1に記載の間欠切断転写装置。
- 前記エッジ領域における吸着保持力及び前記中央領域における吸着保持力の少なくとも一方を可変にするように構成されていることを特徴とする請求項1に記載の間欠切断転写装置。
- 切断された前記フィルムシートの搬送方向の長さは、切断されたフィルムシートの搬送方向の交差方向の長さよりも短いことを特徴とする請求項1乃至3のいずれか一項に記載の間欠切断転写装置。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008171894A JP5123760B2 (ja) | 2008-06-30 | 2008-06-30 | 間欠切断転写装置 |
| RU2008134332A RU2402479C2 (ru) | 2008-06-30 | 2008-08-22 | Отрезное передаточное устройство периодического действия |
| US12/390,099 US8276638B2 (en) | 2008-06-30 | 2009-02-20 | Intermittent cutting transferring device |
| TW98121824A TW201008860A (en) | 2008-06-30 | 2009-06-29 | Intermittent cutting transferring device |
| CN2009801250196A CN102076585B (zh) | 2008-06-30 | 2009-06-30 | 间歇切断转印装置 |
| PCT/JP2009/061920 WO2010001881A1 (ja) | 2008-06-30 | 2009-06-30 | 間欠切断転写装置 |
| EP20090773459 EP2301875B1 (en) | 2008-06-30 | 2009-06-30 | Intermittent cutting and transfer device |
| ARP090102431 AR072417A1 (es) | 2008-06-30 | 2009-06-30 | Dispositivo de corte de transferencia intermitente |
| US13/598,726 US8789572B2 (en) | 2008-06-30 | 2012-08-30 | Intermittent cutting transferring device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008171894A JP5123760B2 (ja) | 2008-06-30 | 2008-06-30 | 間欠切断転写装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010013195A JP2010013195A (ja) | 2010-01-21 |
| JP5123760B2 true JP5123760B2 (ja) | 2013-01-23 |
Family
ID=41445992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008171894A Active JP5123760B2 (ja) | 2008-06-30 | 2008-06-30 | 間欠切断転写装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US8276638B2 (ja) |
| EP (1) | EP2301875B1 (ja) |
| JP (1) | JP5123760B2 (ja) |
| CN (1) | CN102076585B (ja) |
| AR (1) | AR072417A1 (ja) |
| RU (1) | RU2402479C2 (ja) |
| TW (1) | TW201008860A (ja) |
| WO (1) | WO2010001881A1 (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9550306B2 (en) | 2007-02-21 | 2017-01-24 | Curt G. Joa, Inc. | Single transfer insert placement and apparatus with cross-direction insert placement control |
| US9944487B2 (en) | 2007-02-21 | 2018-04-17 | Curt G. Joa, Inc. | Single transfer insert placement method and apparatus |
| JP5123760B2 (ja) | 2008-06-30 | 2013-01-23 | ユニ・チャーム株式会社 | 間欠切断転写装置 |
| JP5572309B2 (ja) * | 2008-12-18 | 2014-08-13 | ユニ・チャーム株式会社 | 吸収性物品に係るシート状部材の複合体の製造方法及び製造装置 |
| WO2011012926A1 (en) * | 2009-07-29 | 2011-02-03 | Sidel S.P.A. | Cutting unit for labelling machines |
| US9902083B2 (en) | 2010-09-30 | 2018-02-27 | The Procter & Gamble Company | Absorbent article substrate trim material removal process and apparatus |
| WO2014091504A1 (en) * | 2012-12-10 | 2014-06-19 | G. Mondini Spa | Sealing machine with no residual film waste |
| US8939445B2 (en) * | 2013-05-30 | 2015-01-27 | Kimberly-Clark Worldwide, Inc. | Vacuum roll with internal rotary valve |
| CN104720982B (zh) * | 2015-02-27 | 2018-10-26 | 安庆市恒昌机械制造有限责任公司 | 卫生用品生产线上片状材料切断、转移、复合方法 |
| US20170341256A1 (en) * | 2016-05-24 | 2017-11-30 | The Procter & Gamble Company | Rotary Anvil |
| JP6829814B2 (ja) * | 2017-03-13 | 2021-02-17 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
| JP6976074B2 (ja) * | 2017-04-26 | 2021-12-01 | 住友化学株式会社 | 搬送装置および積層体の製造方法 |
| US10820499B2 (en) * | 2018-06-08 | 2020-11-03 | Cnh Industrial America Llc | Hybrid disc cutting system having a knife mount for an agricultural vehicle |
| CN109051974B (zh) * | 2018-07-05 | 2023-10-31 | 山东钢铁股份有限公司 | 一种随动式薄膜在线铺设切割装置 |
| CN109550633A (zh) * | 2018-12-17 | 2019-04-02 | 安徽迈德普斯医疗科技有限公司 | 一种给手术单覆胶装置 |
| WO2021110271A1 (en) * | 2019-12-05 | 2021-06-10 | Sidel Participations | Cutting device for cutting labels from a web of labelling material |
| JP2022184119A (ja) * | 2021-05-31 | 2022-12-13 | 株式会社ディスコ | シート貼着装置 |
| CN113633468A (zh) * | 2021-08-11 | 2021-11-12 | 中山佳健生活用品有限公司 | 一种卫生巾芯体在线加工渗透间隙的工艺方法 |
| CN114248530B (zh) * | 2021-12-30 | 2024-01-12 | 保定盛通建材科技开发有限公司 | 镀铝锌板用覆膜机 |
| US11618177B1 (en) | 2022-04-12 | 2023-04-04 | Bradley W Boesel | Orbital knife |
| IT202200013189A1 (it) * | 2022-06-22 | 2023-12-22 | Fameccanica Data Spa | Procedimento per il taglio trasversale di un nastro idrosolubile |
| CN115418848B (zh) * | 2022-09-23 | 2024-02-13 | 绍兴博利豪家纺有限公司 | 一种高效裁布机 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4016032A (en) * | 1972-11-30 | 1977-04-05 | Valmet Oy | Suction roll for transferring a web away from a press section |
| JPS5162847U (ja) * | 1974-11-12 | 1976-05-18 | ||
| JPS59112010A (ja) | 1982-12-15 | 1984-06-28 | ユニ・チャ−ム株式会社 | 使い捨て衛生物品に弾性部材を取り付ける方法 |
| JP2709168B2 (ja) * | 1989-12-25 | 1998-02-04 | 株式会社ナべヤ | コールドストリップ用蛇行防止ロール |
| US5137758A (en) * | 1991-03-27 | 1992-08-11 | Minnesota Mining And Manufacturing Company | Apparatus and method for coating flexible sheets while inhibiting curl |
| US5405487A (en) * | 1992-06-30 | 1995-04-11 | Cms Gilbreth Packaging Systems, Inc. | Apparatus and method for applying labels onto small cylindrical articles and web and adhesive delivery mechanism |
| JP3695875B2 (ja) | 1997-02-04 | 2005-09-14 | 花王株式会社 | 貼付シートの間欠切断転写装置 |
| KR20000035909A (ko) | 1997-03-19 | 2000-06-26 | 데이비드 엠 모이어 | 웨브 또는 필름 물질의 조립 방법 |
| JP2000177897A (ja) * | 1998-12-16 | 2000-06-27 | Toray Ind Inc | サクションロールならびにフイルムの搬送装置 |
| US6634269B2 (en) | 2001-03-15 | 2003-10-21 | The Procter & Gamble Company | Apparatus and method for associating cut sheet sections with a moving carrier web |
| US6811019B2 (en) | 2001-06-29 | 2004-11-02 | The Procter & Gamble Company | Method and apparatus utilizing servo motors for placing parts onto a moving web |
| WO2005111304A1 (de) * | 2004-05-07 | 2005-11-24 | Voith Patent Gmbh | Saugwalze in einer maschine zur herstellung einer faserstoffbahn |
| US7533709B2 (en) | 2005-05-31 | 2009-05-19 | Curt G. Joa, Inc. | High speed vacuum porting |
| US7618513B2 (en) | 2005-05-31 | 2009-11-17 | Curt G. Joa, Inc. | Web stabilization on a slip and cut applicator |
| JP4726674B2 (ja) * | 2006-03-29 | 2011-07-20 | 花王株式会社 | シート切断方法及び装置 |
| JP5022042B2 (ja) | 2007-01-09 | 2012-09-12 | 欣興電子股▲分▼有限公司 | 半導体素子埋め込み支持基板の積層構造とその製造方法 |
| JP5123760B2 (ja) | 2008-06-30 | 2013-01-23 | ユニ・チャーム株式会社 | 間欠切断転写装置 |
-
2008
- 2008-06-30 JP JP2008171894A patent/JP5123760B2/ja active Active
- 2008-08-22 RU RU2008134332A patent/RU2402479C2/ru active
-
2009
- 2009-02-20 US US12/390,099 patent/US8276638B2/en not_active Expired - Fee Related
- 2009-06-29 TW TW98121824A patent/TW201008860A/zh unknown
- 2009-06-30 AR ARP090102431 patent/AR072417A1/es not_active Application Discontinuation
- 2009-06-30 CN CN2009801250196A patent/CN102076585B/zh not_active Expired - Fee Related
- 2009-06-30 WO PCT/JP2009/061920 patent/WO2010001881A1/ja active Application Filing
- 2009-06-30 EP EP20090773459 patent/EP2301875B1/en not_active Not-in-force
-
2012
- 2012-08-30 US US13/598,726 patent/US8789572B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8276638B2 (en) | 2012-10-02 |
| RU2402479C2 (ru) | 2010-10-27 |
| US8789572B2 (en) | 2014-07-29 |
| RU2008134332A (ru) | 2010-02-27 |
| CN102076585B (zh) | 2013-11-06 |
| EP2301875A1 (en) | 2011-03-30 |
| WO2010001881A1 (ja) | 2010-01-07 |
| CN102076585A (zh) | 2011-05-25 |
| AR072417A1 (es) | 2010-08-25 |
| US20090321021A1 (en) | 2009-12-31 |
| US20120318111A1 (en) | 2012-12-20 |
| JP2010013195A (ja) | 2010-01-21 |
| TW201008860A (en) | 2010-03-01 |
| EP2301875B1 (en) | 2013-07-03 |
| EP2301875A4 (en) | 2011-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5123760B2 (ja) | 間欠切断転写装置 | |
| JP5280754B2 (ja) | 間欠切断転写装置 | |
| JP2010035933A (ja) | 切断装置及び吸収性物品の製造方法 | |
| JP6220795B2 (ja) | 吸収性物品に係る連続シートの複合体の製造方法、及び製造装置 | |
| JP2011079083A (ja) | 加工装置および製造装置ならびにシート加工方法 | |
| JP5554255B2 (ja) | シート製造装置および製造方法 | |
| JP5450178B2 (ja) | ラベル共上がり防止装置及び共上がり防止方法 | |
| JP2009220964A (ja) | ウェブ搬送装置およびウェブ接続方法 | |
| JP2008194856A (ja) | 封筒の製造方法、及び当該方法を用いた製造装置 | |
| JP2006247471A (ja) | カーテン塗布方法およびカーテン塗布装置 | |
| WO2017168926A1 (ja) | 折り畳み方法 | |
| JP4468248B2 (ja) | 折機の折込ローラ装置 | |
| JP2001315714A (ja) | 包装機の包装シート供給装置 | |
| JP2006239194A (ja) | 電気掃除機用集塵袋およびその製造方法 | |
| JP2010200848A5 (ja) | ||
| JP2008063014A (ja) | 搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121002 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121026 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5123760 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |