JP5094086B2 - 積層鉄心の製造方法 - Google Patents
積層鉄心の製造方法 Download PDFInfo
- Publication number
- JP5094086B2 JP5094086B2 JP2006274099A JP2006274099A JP5094086B2 JP 5094086 B2 JP5094086 B2 JP 5094086B2 JP 2006274099 A JP2006274099 A JP 2006274099A JP 2006274099 A JP2006274099 A JP 2006274099A JP 5094086 B2 JP5094086 B2 JP 5094086B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- divided
- caulking
- laminated
- piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
Description
ここで、分割鉄心片からなる固定子積層鉄心の製造方法には、プレス金型装置で分割鉄心片を帯状につないで打ち抜き形成した帯状鉄心片を積層し、この積層した帯状積層鉄心を更に別途の成形装置で環状に成形し接続して固定子積層鉄心を製造する方法がある。この他に、図6に示すように、プレス金型装置101の外形抜きパンチ102で金属板103から環状に配置された複数の分割鉄心片を打ち抜き、ダイプレート104内に形成した打ち抜き孔105内に抜き込みながら順次かしめ積層することで分割積層鉄心106が環状に配置された固定子積層鉄心100を製造する方法(例えば、特許文献1参照)がある。
被加工板から前記下側環状鉄心片を打ち抜き形成する第1工程と、
前記下側環状鉄心片の上に、前記被加工板から打ち抜いて環状に配置された複数の前記分割鉄心片をかしめ部を介して所望枚数かしめ積層する第2工程と、
前記第2工程で環状配置された前記分割積層鉄心の上に、前記被加工板から打ち抜き形成した前記上側環状鉄心片をかしめ部を介してかしめ積層する第3工程とを有し、
前記プレス金型装置から、円周方向両端にそれぞれ設けられた凹凸部を介して連結され、環状配置された前記分割積層鉄心がその上下を前記上、下側環状鉄心片で接続補強された状態で排出され、
使用にあっては、前記下側環状鉄心片および前記上側環状鉄心片を除去する。
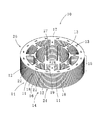
ここで、図1は本発明の第1の実施の形態に係る積層鉄心の製造方法を適用した積層鉄心の説明図、図2は同積層鉄心の積層状態を示す説明図、図3は同積層鉄心の製造方法における工程説明図、図4は本発明の第2の実施の形態に係る積層鉄心の製造方法を適用した積層鉄心の積層状態を示す説明図、図5は同積層鉄心の製造方法における工程説明図である。
なお、分割ヨーク片部22は、分割ヨーク片部18と比較して、両端側の形状が異なっている。これによって、環状に配置された複数の分割鉄心片11、12をかしめ部13を介して順次所望枚数かしめ積層することにより両端に凹凸部を備えた分割積層鉄心14が形成されるとともにこの凹凸部を介して隣り合う分割積層鉄心14同士が連結されて、環状配置した分割積層鉄心14からなる固定子積層鉄心本体15が形成される。ここで、分割積層鉄心14には、分割ヨーク片部18、22の積層により分割ヨーク24が、分割磁極片部19の積層により分割磁極がそれぞれ形成されているので、分割ヨーク24の連結により固定子積層鉄心本体15のヨーク26が、複数の分割磁極から固定子積層鉄心本体15の磁極27がそれぞれを形成される。
また、上側環状鉄心片17には、固定子積層鉄心本体15の最上段にある分割鉄心片12に形成されたかしめ穴21に嵌入可能なかしめ突起20からなるかしめ部13が形成されている。これによって、固定子積層鉄心本体15の上に上側環状鉄心片17をかしめ部13を介してかしめ積層することができる。その結果、固定子積層鉄心本体15の下端側および上端側に、それぞれ下側環状鉄心片16および上側環状鉄心片17がかしめ積層された固定子積層鉄心10が形成される。そして、固定子積層鉄心10では、固定子積層鉄心本体15の上、下端にそれぞれ上、下側環状鉄心片16、17が存在しているため、固定子積層鉄心10を取り扱う際に偏った外力が掛かっても、固定子積層鉄心本体15の形崩れや変形、更には分解が生じるのを防止できる。
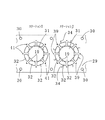
本発明の第1の実施の形態に係る固定子積層鉄心10の製造方法に適用されるプレス金型装置(図示せず)は、図3に示すように、被加工板の一例である帯状薄鋼板29に搬送用ガイド孔(パイロット孔)30を形成するとともに回転子用孔31を形成するステーションA、スロット32抜きを行なうステーションB、スロット32と回転子用孔31を繋ぐ連絡部32aを打ち抜くステーションC、分割鉄心片11の分割ヨーク片部18の形成領域に所定数の切り込み33を形成するステーションD、分割鉄心片12の分割ヨーク片部22の形成領域に所定数の切り込み34(切り込み33とは逆向き)を形成するステーションE、下側環状鉄心片16に貫通孔からなるかしめ部28を形成するステーションF、分割鉄心片11、12および上側環状鉄心片17にかしめ部13を形成するステーションG、外形抜きおよびかしめ積層を行なうステーションHを備えている。ここで、帯状薄鋼板29に搬送用ガイド孔30を形成することで、帯状薄鋼板29を搬送用ガイド孔30の1ピッチの距離を単位として間欠的に移動させることができ、ステーションB〜Hを1ピッチの送り距離に相当する隙間を設けて配置することで、下側環状鉄心片16、分割鉄心片11、12、および上側環状鉄心片17を精度よく形成し正確にかしめ積層することができる。
ステーションAで帯状薄鋼板29に搬送用ガイド孔30および回転子用孔31を形成し、ステーションBにおいて回転子用孔31の周囲に予め決められた数のスロット32を打ち抜き、ステーションCでスロット32と回転子用孔31を繋ぐ連絡部32aを打ち抜き、回転子用孔31を中心に所定数の分割磁極片部19を形成する。そして、ステーションDでは、分割鉄心片11の形成に際して分割ヨーク片部18の形成領域に切り込み33を形成し、ステーションE、Fを遊びのステーションとして帯状薄鋼板29を通過させステーションGでかしめ部13を形成する。更に、ステーションHで外形抜きして、環状に配置された複数の分割鉄心片11を打ち抜き孔内に収容されている下側環状鉄心片16の上に載置するとともに、下側環状鉄心片16に形成されたかしめ部28の貫通孔に分割鉄心片11に形成されたかしめ部13のかしめ突起20を嵌入させることでかしめ積層を行なう。
なお、以上の説明は、ステーションHで打ち抜かれる鉄心片をどのような流れで作製するかを主体に述べたが、実際には、ステーションHで下側環状鉄心片16が打ち抜かれると、引き続いて環状に配置された複数の分割鉄心片11、12が所望枚数毎交互にそれぞれ所望積み厚まで打ち抜きされ、最後に上側環状鉄心片17が打ち抜き形成されることになる。
図4に示すように、第2の実施の形態に係る固定子積層鉄心35は、第1の実施の形態に係る固定子積層鉄心10と比較して、下側環状鉄心片36の上に分割鉄心片の一例である連結用の分割鉄心片37をかしめ積層し、分割鉄心片37の上に分割鉄心片11、12が、かしめ部13を介して所望枚数毎交互にかしめ積層されていることが特徴となっている。このため、特徴点に関してのみ説明し、同一の構成部材には同一の符号を付して詳細な説明は省略する。
本発明の第2の実施の形態に係る固定子積層鉄心35の製造方法に適用されるプレス金型装置(図示せず)は、第1の実施の形態に係る固定子積層鉄心10の製造方法に適用されるプレス金型装置のステーションEとステーションFの間に、図5に示すように、帯状薄鋼板29に貫通孔からなるかしめ部41を形成するステーションI、ステーションIの下流側に連結用の分割鉄心片37にかしめ部39をかしめ突起として形成するステーションJを設けて、ステーションHで外形抜きした下側環状鉄心片36の上に環状に配置された分割鉄心片37を、かしめ部39としてのかしめ突起を下側環状鉄心片36のかしめ部41としての貫通孔に嵌入してかしめ積層して(第1工程)、更にその上に環状に配置された複数の分割鉄心片11、12をかしめ部13を介して所望枚数ずつ交互に所望積み厚さまでかしめ積層して固定子積層鉄心本体43を形成する(第2工程)ことが特徴となっている。従って、第1、第2工程についてのみ説明する。
ステーションAで帯状薄鋼板29に搬送用ガイド孔30および回転子用孔31を形成し、ステーションBでスロット32を打ち抜き、ステーションCでスロット32と回転子用孔31を繋ぐ連絡部32aを打ち抜き分割磁極片部19を形成する。次いで、ステーションDを遊びのステーションとして帯状薄鋼板29を通過させステーションEで切り込み34を形成し、ステーションIは遊びのステーションとして帯状薄鋼板29を通過させ、ステーションJでかしめ部39をかしめ突起として形成し、ステーションFでかしめ部28として貫通孔を形成する。そして、ステーションGを遊びのステーションとして帯状薄鋼板29を通過させ、ステーションHで外形抜きして環状に配置された複数の分割鉄心片37を打ち抜き、打ち抜き孔内に収容されている下側環状鉄心片36の上に載置するとともに、下側環状鉄心片36に形成されたかしめ部41の貫通孔に分割鉄心片37に形成したかしめ部39のかしめ突起を嵌入させることでかしめ積層を行なう。
ステーションAで帯状薄鋼板29に搬送用ガイド孔30および回転子用孔31を形成し、ステーションBでスロット32を打ち抜き、ステーションCでスロット32と回転子用孔31を繋ぐ連絡部32aを打ち抜き分割磁極片部19を形成する。次いで、ステーションDで切り込み33を形成し、ステーションE、I、J、Fを遊びのステーションとして帯状薄鋼板29を通過させ、ステーションGでかしめ部13を形成する。続いて、ステーションHで外形抜きして環状に配置された複数の分割鉄心片11を、打ち抜き孔内に収容されている連結用の分割鉄心片37の上に載置するとともに、分割鉄心片11のかしめ突起20を分割鉄心片37のかしめ部28に嵌入させてかしめ積層を行なう。そして、所望枚数積層した分割鉄心片11の上に分割鉄心片12を順次所望枚数かしめ積層し、分割鉄心片11、12の交互積層を所望積み厚さまで行ない、下側環状鉄心片36の上に環状配置された複数の分割鉄心片37および分割鉄心片11、12からなる固定子積層鉄心本体43が形成される(以上、第2工程)。
例えば、本実施の形態では、固定子積層鉄心の場合について説明したが、回転子積層鉄心の場合にも適用できる。
また、第2の実施の形態に係る積層鉄心の製造方法では、プレス金型装置のステーションEとステーションFの間にステーションIとステーションJを設けたが、ステーションAとステーションHの間であれば任意の位置にステーションIとステーションJを配置することができる。
Claims (2)
- 複数の分割鉄心片をかしめ積層して環状配置した分割積層鉄心の下端側および上端側に、それぞれ下側環状鉄心片および上側環状鉄心片をかしめ積層した積層鉄心をプレス金型装置で製造する方法であって、
被加工板から前記下側環状鉄心片を打ち抜き形成する第1工程と、
前記下側環状鉄心片の上に、前記被加工板から打ち抜いて環状に配置された複数の前記分割鉄心片をかしめ部を介して所望枚数かしめ積層する第2工程と、
前記第2工程で環状配置された前記分割積層鉄心の上に、前記被加工板から打ち抜き形成した前記上側環状鉄心片をかしめ部を介してかしめ積層する第3工程とを有し、
前記プレス金型装置から、円周方向両端にそれぞれ設けられた凹凸部を介して連結され、環状配置された前記分割積層鉄心がその上下を前記上、下側環状鉄心片で接続補強された状態で排出され、
使用にあっては、前記下側環状鉄心片および前記上側環状鉄心片を除去することを特徴とする積層鉄心の製造方法。 - 請求項1記載の積層鉄心の製造方法において、前記下側環状鉄心片は、前記分割鉄心片をかしめる前記かしめ部とは異なる位置に形成されたかしめ部を用いてその上部に環状に配置された前記分割鉄心片とかしめ結合され、しかも、前記下側環状鉄心片に形成されたかしめ部は貫通孔から形成されていることを特徴とする積層鉄心の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006274099A JP5094086B2 (ja) | 2006-10-05 | 2006-10-05 | 積層鉄心の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006274099A JP5094086B2 (ja) | 2006-10-05 | 2006-10-05 | 積層鉄心の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008092770A JP2008092770A (ja) | 2008-04-17 |
| JP2008092770A5 JP2008092770A5 (ja) | 2008-08-14 |
| JP5094086B2 true JP5094086B2 (ja) | 2012-12-12 |
Family
ID=39376314
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006274099A Active JP5094086B2 (ja) | 2006-10-05 | 2006-10-05 | 積層鉄心の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5094086B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10056810B2 (en) | 2015-06-05 | 2018-08-21 | Mitsui High-Tec, Inc. | Apparatus for inspecting laminated iron core and method for inspecting laminated iron core |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5424821B2 (ja) * | 2009-11-09 | 2014-02-26 | 三菱電機株式会社 | 積層鉄心およびこれを用いた電機子 |
| JP6839928B2 (ja) * | 2016-04-26 | 2021-03-10 | 株式会社三井ハイテック | 異形積層鉄心の測定方法 |
| JP6909003B2 (ja) | 2017-01-26 | 2021-07-28 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61120244U (ja) * | 1985-01-14 | 1986-07-29 | ||
| JP3313965B2 (ja) * | 1996-02-07 | 2002-08-12 | 株式会社三井ハイテック | アモルファス合金の箔板条材を用いた積層鉄心の製造方法 |
| JP3265556B2 (ja) * | 1996-09-06 | 2002-03-11 | 株式会社三井ハイテック | 固定子積層鉄心の製造方法 |
| JPH11289696A (ja) * | 1998-03-31 | 1999-10-19 | Nissan Motor Co Ltd | ステータおよびその製造方法 |
| JP3626031B2 (ja) * | 1999-02-24 | 2005-03-02 | 株式会社日立産機システム | ステータコア、分割コアブロック及びその製造方法 |
| JP4705723B2 (ja) * | 2001-02-02 | 2011-06-22 | オリエンタルモーター株式会社 | モータ用ステータの組立方法 |
| JP2006050743A (ja) * | 2004-08-03 | 2006-02-16 | Nippon Densan Corp | モータ用のコア部材、モータおよび電機子の製造方法 |
-
2006
- 2006-10-05 JP JP2006274099A patent/JP5094086B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10056810B2 (en) | 2015-06-05 | 2018-08-21 | Mitsui High-Tec, Inc. | Apparatus for inspecting laminated iron core and method for inspecting laminated iron core |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008092770A (ja) | 2008-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6457969B2 (ja) | 積層鉄心の製造方法 | |
| JP5139903B2 (ja) | 積層鉄心及びその製造方法 | |
| JP4886375B2 (ja) | 積層鉄心製造方法 | |
| JP6400833B2 (ja) | 積層鉄心の製造方法および積層鉄心の製造装置 | |
| JP6501655B2 (ja) | 積層鉄心の製造方法 | |
| JP4472417B2 (ja) | 積層鉄心の製造方法および金型装置 | |
| KR20110048069A (ko) | 적층 코어의 제조 방법 및 그 제조 지그 | |
| JP2008206262A (ja) | 積層鉄心およびその製造方法 | |
| JP2008113529A (ja) | 積層鉄心およびその製造方法 | |
| JP6646074B2 (ja) | 積層材の加工方法 | |
| JP5094086B2 (ja) | 積層鉄心の製造方法 | |
| JP2017147814A (ja) | 積層鉄心の製造方法及び積層鉄心の製造装置 | |
| US20160211732A1 (en) | Method of manufacturing stator core | |
| JP5717973B2 (ja) | 積層鉄心及びその製造方法 | |
| JP5338190B2 (ja) | 積層鉄心の製造装置および製造方法 | |
| JP6764463B2 (ja) | 積層鉄心の製造方法 | |
| JP2010178487A (ja) | 積層鉄心の製造方法および順送り金型装置 | |
| JPH09215279A (ja) | アモルファス合金の箔板条材を用いた積層鉄心の製造 方法 | |
| CN106849535B (zh) | 层叠铁芯及其制造方法 | |
| CN109672305B (zh) | 层叠铁芯的制造方法 | |
| JP4512655B2 (ja) | 積層鉄心の製造方法 | |
| JP2010093997A (ja) | 積層鉄心の製造方法及び金型装置 | |
| JP6965323B2 (ja) | モータコアの製造方法 | |
| US6722015B2 (en) | Assembly method for stamped and cupped laminations | |
| JP5016650B2 (ja) | 環状積層鉄心用ユニット積層体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080630 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120821 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5094086 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150928 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |