JP5042246B2 - 電動機の回転子及び電動機及び電動機の回転子の製造方法及び空気調和機 - Google Patents
電動機の回転子及び電動機及び電動機の回転子の製造方法及び空気調和機 Download PDFInfo
- Publication number
- JP5042246B2 JP5042246B2 JP2009000343A JP2009000343A JP5042246B2 JP 5042246 B2 JP5042246 B2 JP 5042246B2 JP 2009000343 A JP2009000343 A JP 2009000343A JP 2009000343 A JP2009000343 A JP 2009000343A JP 5042246 B2 JP5042246 B2 JP 5042246B2
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- shaft
- electric motor
- resin
- rolling bearing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2380/00—Electrical apparatus
- F16C2380/26—Dynamo-electric machines or combinations therewith, e.g. electro-motors and generators
Landscapes
- Motor Or Generator Frames (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Mounting Of Bearings Or Others (AREA)
- Rolling Contact Bearings (AREA)
- Brushless Motors (AREA)
Description
体化され、シャフトに転がり軸受けを配置する電動機の回転子において、
シャフトと転がり軸受けとの間には、絶縁スリーブが設けられ、絶縁スリーブは、一端部に前記絶縁スリーブの外周部より径が大きい鍔部を有し、樹脂部に絶縁スリーブが一体化されるとき、樹脂部が鍔部を覆い一体化するものである。
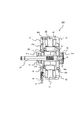
図1乃至図14は実施の形態1を示す図で、図1は電動機100の断面図、図2は固定子40の斜視図、図3は回転子20の断面図、図4はシャフト23の反負荷側端部の拡大断面図、図5は絶縁スリーブ26を示す図((a)は正面図、(b)は側面図)、図6は回転子の樹脂マグネット22を示す図((a)は左側面図、(b)は(a)のA−A断面図、(c)は右側面図)、図7は位置検出用樹脂マグネット25を示す図((a)は左側面図、(b)は正面図、(c)は(b)のA部拡大図)、図8は変形例1の回転子20の断面図、図9は変形例2の回転子20の断面図、図10は変形例2の回転子20に使用する絶縁スリーブ26の正面図、図11は変形例3の回転子20の断面図、図12は変形例4の回転子20の断面図、図13は電動機100を駆動する駆動回路200の構成図、図14は回転子20の製造工程を示す図である。
(1)厚さが0.1〜0.7mm程度の電磁鋼板が帯状に打ち抜かれ、かしめ、溶接、接着等で積層された帯状の固定子鉄心41を製作する。帯状の固定子鉄心41は、複数個のティース(図示せず)を備える。後述する集中巻のコイル42が施されている内側がティースである。
(2)ティースには、絶縁部43が施される。絶縁部43は、例えば、PBT(ポリブチレンテレフタレート)等の熱可塑性樹脂を用いて、固定子鉄心41と一体に又は別体で成形される。
(3)絶縁部43が施されたティースに集中巻のコイル42が巻回される。複数個の集中巻のコイル42を接続して、三相のシングルY結線の巻線を形成する。但し、分布巻でもよい。
(4)三相のシングルY結線であるので、絶縁部43の結線側には、各相(U相、V相、W相)のコイル42が接続される端子44(電源が供給される電源端子44a及び中性点端子44b)が組付けられる。電源端子44aは3個、中性点端子44bは3個である。
(5)基板45が結線側の絶縁部43(端子44を組付けられる側)に取り付けられる。リード線47を口出しするリード線口出し部品46が組付けられた基板45を絶縁部43に組付け、固定子40となる。固定子鉄心41に形成された絶縁部43の面取りされた角柱48が、基板45が備える角柱挿入穴(図示せず)に挿入されることにより、回転方向の位置決めがされ、かつ、絶縁部43の基板設置面(図示せず)に基板45が設置されることにより軸方向の位置が決められる。また、基板45より突出する角柱48を熱溶着することで基板45と絶縁部43が固定され、かつ、固定子40が備える端子44の基板45より突出した部分を半田付けすることにより電気的にも接合される。基板45には、電動機100(例えば、ブラシレスDCモータ)を駆動するIC49a(駆動素子)、回転子20の位置を検出するホールIC49b(位置検出素子)等が実装されている。IC49aやホールIC49b等を電子部品と定義する。
(1)位置検出用樹脂マグネット25及び回転子の樹脂マグネット22の成形、脱磁。シャフト23の加工、絶縁スリーブ26の成形を行う(ステップ1)。
(2)位置検出用樹脂マグネット25を段差25bを有する端部を下にして下型にセットし、下型に設けられた内径押え部に位置検出用樹脂マグネット25の内径を保持させる(ステップ2)。
(3)回転子の樹脂マグネット22の位置決め用突起22cを下型に設けられた位置決め用突起挿入部に嵌め合わせて下型にセットする(ステップ3)。
(4)絶縁スリーブ26を挿入したシャフト23を下型にセットし、回転子の樹脂マグネット22の切欠き22aを、上型の切欠き押さえ部で押し当てるように型締めする(ステップ4)。
(5)樹脂(樹脂部24)成形する(ステップ5)。回転子の樹脂マグネット22、位置検出用樹脂マグネット25及びシャフト23を樹脂部24により一体に成形する際に、シャフト23と負荷側転がり軸受け21a又は反負荷側転がり軸受け21bの少なくとも一つとの間に、樹脂部24が介在するように一体成形を行う。
(6)位置検出用樹脂マグネット25及び回転子の樹脂マグネット22の着磁を行う(ステップ6)。
(7)シャフト23に、負荷側転がり軸受け21a及び反負荷側転がり軸受け21bを組付ける(ステップ7)。
図15は実施の形態2を示す図で、空気調和機300の構成図である。
Claims (13)
- 回転子のマグネット及びシャフトが樹脂部により一体化され、前記シャフトに転がり軸受けを配置する電動機の回転子において、
前記シャフトと前記転がり軸受けとの間には、絶縁スリーブが設けられ、
前記絶縁スリーブは、一端部に前記絶縁スリーブの外周部より径が大きい鍔部を有し、
前記樹脂部に前記絶縁スリーブが一体化されるとき、前記樹脂部が前記鍔部を覆い一体化することを特徴とする電動機の回転子。 - 前記転がり軸受けは、負荷側転がり軸受け及び反負荷側転がり軸受けで構成され、
前記絶縁スリーブは、前記負荷側転がり軸受け又は前記反負荷側軸受けの少なくとも一つと前記シャフトとの間に介在することを特徴とする請求項1記載の電動機の回転子。 - 前記絶縁スリーブは、前記負荷側転がり軸受け又は前記反負荷側転がり軸受けのうちの、金属製のブラケットで支持される転がり軸受けと前記シャフトとの間に介在することを特徴とする請求項2記載の電動機の回転子。
- 前記絶縁スリーブの前記鍔部は、切欠き部を備えることを特徴とする請求項1記載の電動機の回転子。
- 前記シャフトのローレット部を中心にした外周に形成された前記樹脂部の中央筒部の端部には、前記転がり軸受けの前記シャフトへの挿入時の軸方向の位置決めとなる軸受け当接面が形成されることを特徴とする請求項1乃至4のいずれかに記載の電動機の回転子。
- 前記シャフトのローレット部を中心にした外周に形成された前記樹脂部の中央筒部の外周部と前記軸受け当接面との間には、直径が前記転がり軸受けの外輪の内径よりも小さい段差部が設けられることを特徴とする請求項1乃至5のいずれかに記載の電動機の回転子。
- 前記絶縁スリーブは、前記シャフトの軸方向端面の少なくとも一部を覆うことを特徴とする請求項1乃至6のいずれかに記載の電動機の回転子。
- 前記シャフトは、軸方向両端部の少なくとも一方にセンタ穴を備えることを特徴とする請求項1乃至7のいずれかに記載の電動機の回転子。
- 前記絶縁スリーブは、熱可塑性樹脂にガラス充填剤を配合したものであることを特徴とする請求項1乃至8のいずれかに記載の電動機の回転子。
- 請求項1乃至9のいずれかに記載の電動機の回転子を用いることを特徴とする電動機。
- 前記回転子の磁極を位置検出素子を用いて検出する位置検出回路と、
前記回転子の回転速度を指令する速度指令信号、前記位置検出回路からの位置検出信号に基づいて、インバータ駆動するためのPWM(Pulse Width Modulation)信号を生成する波形生成回路と、
前記波形生成回路の出力により駆動信号を生成するプリドライバ回路と、
トランジスタとダイオードとを並列接続し、これらを直列接続したアームを有するパワー回路とから構成されるインバータ方式の駆動回路を備えることを特徴とする請求項10記載の電動機。 - 請求項10又は請求項11記載の電動機を、送風機用電動機に用いることを特徴とする空気調和機。
- 回転子のマグネット及びシャフトを樹脂部により一体に成形し、前記シャフトに転がり軸受けを配置する電動機の回転子の製造方法において、
前記シャフトと前記転がり軸受けとの間には、絶縁スリーブが設けられ、
前記絶縁スリーブは、一端部に前記絶縁スリーブの外周部より径が大きい鍔部を有し、
前記樹脂部に前記絶縁スリーブが一体化されるとき、前記樹脂部が前記鍔部を覆い一体化することを特徴とする電動機の回転子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009000343A JP5042246B2 (ja) | 2009-01-05 | 2009-01-05 | 電動機の回転子及び電動機及び電動機の回転子の製造方法及び空気調和機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009000343A JP5042246B2 (ja) | 2009-01-05 | 2009-01-05 | 電動機の回転子及び電動機及び電動機の回転子の製造方法及び空気調和機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010158141A JP2010158141A (ja) | 2010-07-15 |
| JP5042246B2 true JP5042246B2 (ja) | 2012-10-03 |
Family
ID=42575601
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009000343A Active JP5042246B2 (ja) | 2009-01-05 | 2009-01-05 | 電動機の回転子及び電動機及び電動機の回転子の製造方法及び空気調和機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5042246B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103312074B (zh) * | 2012-03-06 | 2016-08-24 | 珠海格力电器股份有限公司 | 电机转子、具有其的电机以及电机转子的制造方法 |
| JP5634438B2 (ja) * | 2012-05-24 | 2014-12-03 | 三菱電機株式会社 | 電動機の回転子、電動機、空気調和機、および電動機の回転子の製造方法 |
| TWI538328B (zh) * | 2013-12-25 | 2016-06-11 | 曾億豪 | 轉軸供電裝置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5843168U (ja) * | 1981-09-15 | 1983-03-23 | 株式会社デンソー | 車両用交流発電機の回転子 |
| JPH01171552U (ja) * | 1988-05-19 | 1989-12-05 | ||
| JP3612879B2 (ja) * | 1996-08-29 | 2005-01-19 | 日本精工株式会社 | ファン駆動用電動モータ |
| JPH11332201A (ja) * | 1998-05-14 | 1999-11-30 | Nippon Densan Corp | スピンドルモータ |
| JP3747684B2 (ja) * | 1999-04-09 | 2006-02-22 | 日本精工株式会社 | 電動モータおよびこれに使用される転がり軸受 |
| JP4208683B2 (ja) * | 2003-09-24 | 2009-01-14 | 三菱電機株式会社 | 電動機の回転子及び電動機及び空気調和機 |
| JP3985815B2 (ja) * | 2004-10-25 | 2007-10-03 | 三菱電機株式会社 | 電動アクチュエータ |
| JP4533393B2 (ja) * | 2007-03-06 | 2010-09-01 | 三菱電機株式会社 | 給湯装置 |
| JP4782083B2 (ja) * | 2007-08-28 | 2011-09-28 | 三菱電機株式会社 | 電動機の回転子及び電動機及び空気調和機 |
-
2009
- 2009-01-05 JP JP2009000343A patent/JP5042246B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010158141A (ja) | 2010-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4879249B2 (ja) | 電動機及び空気調和機 | |
| EP2667482B1 (en) | Motor rotor, molded motor, air conditioner, and method for producing molded motor | |
| US10855134B2 (en) | Motor and air conditioning apparatus | |
| US20150008783A1 (en) | Motor | |
| WO2011111187A1 (ja) | 電動機の回転子及び電動機及び空気調和機及び電動機の回転子の製造方法 | |
| EP2667491B1 (en) | Molded motor and air conditioner using it | |
| CN110178289B (zh) | 转子、电动机、空调装置及转子的制造方法 | |
| WO2018179025A1 (ja) | 電動機および空気調和装置 | |
| CN117526607A (zh) | 转子、电动机、送风机以及空气调节装置 | |
| JP5274539B2 (ja) | 電動機及び送風機 | |
| JP5230694B2 (ja) | 電動機の回転子及び電動機及び空気調和機 | |
| JP5225329B2 (ja) | 電動機の回転子及び電動機及び空気調和機 | |
| JP5005063B2 (ja) | 電動機の回転子及び電動機及び電動機の回転子の製造方法及び空気調和機 | |
| JP5042246B2 (ja) | 電動機の回転子及び電動機及び電動機の回転子の製造方法及び空気調和機 | |
| JP2015177649A (ja) | 電動機の回転子、電動機、空気調和機、および電動機の回転子の製造方法 | |
| JP5005064B2 (ja) | 電動機の回転子及び電動機及び電動機の回転子の製造方法及び空気調和機 | |
| WO2011111188A1 (ja) | 電動機の回転子及び電動機及び空気調和機及び電動機の回転子の製造方法 | |
| JP5634438B2 (ja) | 電動機の回転子、電動機、空気調和機、および電動機の回転子の製造方法 | |
| JP5042299B2 (ja) | 電動機及び電動機の製造方法及び電気機器 | |
| JP5677382B2 (ja) | 電動機及び電動機の製造方法及び空気調和機 | |
| JP2012060772A (ja) | 電動機の回転子及び電動機及び空気調和機及び電動機の回転子の製造方法 | |
| JP2013233035A (ja) | 電動機の回転子、電動機、空気調和機、および電動機の回転子の製造方法 | |
| JP6087315B2 (ja) | 電動機の回転子、電動機、空気調和機、および電動機の回転子の製造方法 | |
| JP2014187754A (ja) | 電動機の回転子、電動機、空気調和機、および電動機の回転子の製造方法 | |
| JP2014230361A (ja) | 電動機の回転子、電動機、空気調和機、および電動機の回転子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20110622 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20111005 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120612 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120710 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5042246 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150720 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |