JP4983373B2 - 衝撃吸収部材及びその製造方法 - Google Patents
衝撃吸収部材及びその製造方法 Download PDFInfo
- Publication number
- JP4983373B2 JP4983373B2 JP2007113145A JP2007113145A JP4983373B2 JP 4983373 B2 JP4983373 B2 JP 4983373B2 JP 2007113145 A JP2007113145 A JP 2007113145A JP 2007113145 A JP2007113145 A JP 2007113145A JP 4983373 B2 JP4983373 B2 JP 4983373B2
- Authority
- JP
- Japan
- Prior art keywords
- folded
- metal plate
- side wall
- absorbing member
- impact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Description
そこで、特許文献1には、プレス成形品の高強度が要求される部位に高周波焼入れを行うことにより、例えば、一端部と他端部との間の中央領域が高強度であるとともに中央領域から一端部及び他端部へ向かうにつれて硬度が次第に低下する強度分布を有するセンターピラーを製造する発明が開示されている。
これらの本発明では、折り重なり部が金属板が3重に折り重ねられてなることが望ましい。
これらの本発明は、衝撃吸収部材が、サイドシルやセンターピラー、さらにはルーフレールサイドといった、自動車の衝突変形時に曲げ圧壊変形を受ける部材であれば、等しく適用することができる。
本実施の形態の衝撃吸収部材は、第1の部材と第2の部材とを有するので、これらについて説明する。
[第1の部材]
本実施の形態の衝撃吸収部材は、第1の部材の軸方向と交叉する方向へ向けて負荷される衝撃エネルギーを吸収するためのものである。この第1の部材は、金属板(例えば高張力鋼板)をプレス成形することにより、得られる。第1の部材は、このプレス成形によって、二つの側壁部と、底部と、側壁部及び底部をつなぐコーナー部とを有する溝状体として、成形される。
折り重なり部の長さは少なくとも板厚の5倍以上とするのが望ましい。長さが過小では、曲げ圧壊特性、すなわち、単位質量当たりの吸収エネルギーの増大効果が不十分となる場合がある。
折り重なり部は、金属板が3重に折り重ねられてなることが望ましい。
図1(a)に示すように、折り重なり部の余線長を確保するため、平板のブランク(金属板)1を用い、ブランクホルダ2,2、パンチ3及びダイ4により構成される第1の金型5により第1の部材の底部に相当する部位に絞り加工を行って凹形状部1aを形成する。このとき、パネルの反転を不要とするために、図1(a)に示すように上型にブランクホルダ2,2及びパンチ3を配置することが望ましい。
本実施の形態では、第1の部材を、図1(a)〜図1(d)を参照しながら説明したプレス成形により成形する場合を例にとったが、第1の部材の成形方法は、プレス成形に限定されるものではなく、例えばロールフォーミングにより成形するようにしてもよい。
先ず、図2(a)及び図2(b)に示すように、平板のブランク1を用い、プレス成形またはロールフォーミング成形により側壁部に相当する部位に折り重なり部1e、1eを成形する。次いで、図2(c)に示すように、プレスによる曲げ加工や絞り加工により、側壁部の一部を折り重なり部1e、1eとした第1に部材1を成形する。
第1の部材は、この折り重なり部の一部あるいは全部の領域を、例えばレーザ溶接、抵抗スポット溶接またはプラズマ溶接等の溶接、ろう付け、あるいはリベットやクリンチング等の機械接合や構造接着等によって、重ね合わせ接合されることにより、形成されるのが望ましい。
折り重なり部を構成する金属板同士が互いに離反する方向へ変形して、折り重なり部が口開き変形することが抑制されるため、側壁部の曲げ変形強度が一層高まり、衝撃吸収部材の衝撃吸収能をさらに向上することができる。
[第2の部材]
本実施の形態の衝撃吸収部材は、第2の部材を有する。本実施の形態では、第2の部材は、第1の部材の二つの側壁部の端部に設けられる外向きフランジを介して第1の部材に接合され、第1の部材とともに閉断面を形成する。
本実施の形態の衝撃吸収部材は、以上のように構成される。
本実施の形態の衝撃吸収部材は、金属板をプレス成形することにより得られるとともに二つの側壁部と、底部と、これら側壁部及び底部をつなぐコーナー部とを有する第1の部材を備え、少なくとも側壁部の一部の領域を、金属板が折り重なる形状に形成される折り重なり部とするので、素材である金属板の板厚を増大したり、素材である金属板に高強度材を用いたりしなくとも、少なくとも側壁部の一部の板厚を実質的に増加することができ、これにより、衝撃荷重を負荷された際に高い応力を受ける側壁部を強化することができる。したがって、高周波焼き入れを行う必要がないことから製造コストの上昇をできるだけ抑制でき、しかも優れた曲げ圧壊特性を有し、かつ軽量化を図ることが可能な衝撃吸収部材を提供することが可能となる。
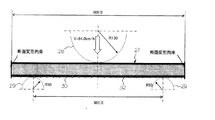
数値解析には、汎用の動的陽解法有限要素解析コードを使用した。第1の部材21a〜21d及び第2の部材23の素材は、板厚が1.0mmである590MPa級高張力鋼板とした。第1の部材21a〜21dの変形特性には、Cowper−Symonds型のひずみ速度依存性を考慮した。

1a 凹形状部
1c 折り重なり部
2 ブランクホルダ
3 パンチ
4 ダイ
5 第1の金型
6 ダイ
7 パッド
8 ホルダ
9 パンチ
10 第2の金型
11 ダイ
11a 返し
12 ホルダ
13 パンチ
14 第3の金型
15 ダイ
16 ホルダ
17 パンチ
18 第4の金型
21a〜21d 第1の部材
22a〜22d フランジ
23 第2の部材(平板)
24b、24c 側壁部
24c コーナ−部
25b〜25d 折り重なり部
26 第1の部材
26a〜26d フランジ幅方向の端部
27 衝撃吸収部材
28 剛体インパクタ
29 支持台
30 スポット接合部
Claims (3)
- 金属板を成形することにより得られるとともに二つの側壁部と、底部と、該側壁部及び前記底部をつなぐコーナー部とを有する第1の部材を少なくとも備え、該第1の部材の軸方向と交叉する方向へ向けて負荷される衝撃エネルギーを吸収するための衝撃吸収部材であって、少なくとも前記側壁部の一部の領域は、前記金属板が折り重ねられた形状に形成される折り重なり部であること、該折り重なり部をなす重ね合わされた金属板同士の隙間は、該金属板の板厚以下であること、および、前記折り重なり部をなす前記金属板の少なくとも一部は重ね合わせ接合されていることを特徴とする衝撃吸収部材。
- 前記折り重なり部は前記金属板が3重に折り重ねられてなる請求項1に記載された衝撃吸収部材。
- さらに、前記第1の部材の前記二つの側壁部に設けられるフランジに接合され、該第1の部材とともに閉断面を形成する第2の部材を備えることを特徴とする請求項1または請求項2に記載された衝撃吸収部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007113145A JP4983373B2 (ja) | 2007-04-23 | 2007-04-23 | 衝撃吸収部材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007113145A JP4983373B2 (ja) | 2007-04-23 | 2007-04-23 | 衝撃吸収部材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008265609A JP2008265609A (ja) | 2008-11-06 |
| JP4983373B2 true JP4983373B2 (ja) | 2012-07-25 |
Family
ID=40045717
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007113145A Active JP4983373B2 (ja) | 2007-04-23 | 2007-04-23 | 衝撃吸収部材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4983373B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7072890B2 (ja) | 2019-09-04 | 2022-05-23 | 後藤木材株式会社 | 立体圧密木材 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2681452C1 (ru) | 2015-10-09 | 2019-03-06 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Конструктивный элемент и транспортное средство |
| EP3485996B1 (en) * | 2016-07-13 | 2022-06-01 | Nippon Steel Corporation | Hot-stamping formed article, structural member using the same, and manufacturing method of hot-stamping formed article |
| US11623261B2 (en) | 2016-07-13 | 2023-04-11 | Nippon Steel Corporation | Hot-stamping formed article, vehicle member, and manufacturing method of hot-stamping formed article |
| CA3059158A1 (en) | 2017-04-10 | 2018-10-18 | Nippon Steel Corporation | A structural member for automobiles and method for producing the same |
| CA3059161A1 (en) | 2017-04-10 | 2018-10-18 | Nippon Steel Corporation | Press formed product, automobile structural member with the press formed product, and method for producing press formed product |
| KR20220050195A (ko) | 2019-10-09 | 2022-04-22 | 닛폰세이테츠 가부시키가이샤 | 성형품 및 그것을 사용한 구조 부재, 그리고 성형품의 제조 방법 |
| CN116323029A (zh) * | 2020-10-12 | 2023-06-23 | 日本制铁株式会社 | 长条构造构件及坯件 |
| CN112338034A (zh) * | 2020-10-19 | 2021-02-09 | 中国第一汽车股份有限公司 | 一种半包围下门槛式侧围外板拉延模具及拉延方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02109656U (ja) * | 1989-02-16 | 1990-09-03 | ||
| JP3452441B2 (ja) * | 1996-03-14 | 2003-09-29 | 住友金属工業株式会社 | 接合構造部材 |
| US7407219B2 (en) * | 2004-03-24 | 2008-08-05 | Shape Corporation | Energy management beam |
| JP4005341B2 (ja) * | 2001-11-27 | 2007-11-07 | 芦森工業株式会社 | 車両用荷崩れ防止装置 |
-
2007
- 2007-04-23 JP JP2007113145A patent/JP4983373B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7072890B2 (ja) | 2019-09-04 | 2022-05-23 | 後藤木材株式会社 | 立体圧密木材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008265609A (ja) | 2008-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4983373B2 (ja) | 衝撃吸収部材及びその製造方法 | |
| JP5569661B2 (ja) | プレス成形体の製造方法および製造装置 | |
| JP4973180B2 (ja) | 衝撃吸収部材の製造方法 | |
| JP5168023B2 (ja) | バンパーリインフォースメントおよびその製造方法 | |
| TWI599413B (zh) | A method of manufacturing a press-formed body, and a press-forming apparatus | |
| TWI580601B (zh) | 構造構件 | |
| KR20110034685A (ko) | 폐구조 부재의 제조 방법, 프레스 성형 장치 및 폐구조 부재 | |
| JP6269820B2 (ja) | プレス成形品及びこれを備えた自動車用構造部材、並びにそのプレス成形品の製造方法及び製造装置 | |
| JP6032373B2 (ja) | 自動車車体用構造部材の製造方法及びプレス成形装置 | |
| CN112703130B (zh) | 具有钢加强件的保险杠梁 | |
| RU2639362C2 (ru) | Конструктивный элемент для автомобильного кузова | |
| JPWO2013183587A1 (ja) | 耐衝突性能に優れた車両用骨格部材構造 | |
| JPWO2018190320A1 (ja) | プレス成形品およびそれを用いた自動車用の構造部材、ならびにプレス成形品の製造方法 | |
| WO2018034104A1 (ja) | 自動車車体用プレス成形部品およびその製造方法 | |
| JPWO2017217538A1 (ja) | 自動車構造部材用絞り成形体、自動車構造部材用絞り成形体の製造方法、および自動車構造部材用絞り成形体の製造装置 | |
| JP6760539B1 (ja) | 成形品およびそれを用いた構造部材、ならびに成形品の製造方法 | |
| JPWO2018034104A1 (ja) | 自動車車体用プレス成形部品およびその製造方法 | |
| JP7350489B2 (ja) | 車両構造部材 | |
| JP5158246B2 (ja) | 衝撃吸収部材 | |
| JP6176046B2 (ja) | 高張力鋼板製の溶接構造体 | |
| JP7425306B2 (ja) | 成形品、自動車用構造部材および成形品の製造方法 | |
| JP7376836B2 (ja) | 自動車車体の構造部材 | |
| JP2020121336A (ja) | 車両構造部材を製造する方法 | |
| JP2016107804A (ja) | 車体フレームの補強構造 | |
| JP2005104335A (ja) | サイドメンバ用チューブハイドロフォーミング部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110801 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111206 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120210 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120327 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120409 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4983373 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |