JP4938534B2 - 真空溶解装置およびルツボユニット - Google Patents
真空溶解装置およびルツボユニット Download PDFInfo
- Publication number
- JP4938534B2 JP4938534B2 JP2007105088A JP2007105088A JP4938534B2 JP 4938534 B2 JP4938534 B2 JP 4938534B2 JP 2007105088 A JP2007105088 A JP 2007105088A JP 2007105088 A JP2007105088 A JP 2007105088A JP 4938534 B2 JP4938534 B2 JP 4938534B2
- Authority
- JP
- Japan
- Prior art keywords
- crucible
- inner crucible
- container
- ball member
- vacuum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Crucibles And Fluidized-Bed Furnaces (AREA)
Description
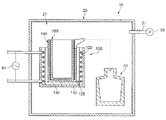
以下、本発明の第1の実施の形態に係る真空溶解装置10について、図1から図7に基づいて説明する。図1は、本発明の真空溶解装置10の概略構成を示す図である。
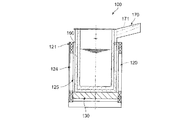
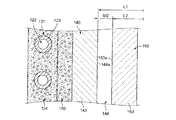
以下、本実施の形態における特徴部分は、外ルツボ140と、内ルツボ150の2つを、コイル120の空芯部125に、二重構造を為す状態で配置すると共に、以下の条件を満たす点に特徴がある。以下、その詳細について説明する。なお、外ルツボ140と内ルツボ150とにより、ルツボユニットが構成される。
以上のような構成を有する真空溶解装置10を用いて、原料を溶解させ、内ルツボ150に割れが生じないか否かに関する実験を行った。その実験結果を、以下に示す。
実験例1では、鉄換算で50kg用のルツボを用いて、実験を行った。このとき、内ルツボ150の材質としてマグネシアを選定し、外ルツボ140の材質としてアルミナを選定した。また、内ルツボ150の外径L2は230mmであり、外ルツボ140の内径L1は234mmであるので、隙間寸法Sは4mmである。以上のような外ルツボ140および内ルツボ150を用いて、鉄換算で50kgの原料を投入して真空溶解を行ったところ、その実験後に、外ルツボ140と内ルツボ150の双方に変形がなく、かつ割れがないことが確認された。
実験例2では、鉄換算で100kg以上(300kg)用の大型のルツボを用いて、実験を行った。このとき、内ルツボ150の材質としてマグネシアを選定し、外ルツボ140の材質としてアルミナを選定した。また、内ルツボ150の外径L2は400mmであり、外ルツボ140の内径L1は406mmであるので、隙間寸法Sは6mmである。以上のような外ルツボ140および内ルツボ150を用いて、鉄換算で300kgの原料を投入して真空溶解を行ったところ、その実験後に、外ルツボ140と内ルツボ150の双方に変形がなく、かつ割れがないことが確認された。
実験例3では、鉄換算で100kg以上(300kg)用のルツボを用いて、実験を行った。このとき、内ルツボ150の材質としてマグネシアを選定し、外ルツボ140の材質としてアルミナを選定した。また、内ルツボ150の外径L2は400mmであり、外ルツボ140の内径L1は410mmであるので、隙間寸法Sは10mmである。以上のような外ルツボ140および内ルツボ150を用いて、鉄換算で300kgの原料を投入して真空溶解を行ったところ、内ルツボ150が変形し、割れ発生と同時に湯流れが発生したことが確認された。
上述の真空溶解装置10は、外ルツボ140と内ルツボ150の2つのルツボからなるルツボユニットを備えている。このため、内筒部144から内ルツボ150のみを取り出し、容易に交換することが可能となる。それにより、内ルツボ150の交換に際して、バックアップセメントの流し込み、自然乾燥および真空脱ガス等を経る築炉作業を行う必要がなく、加えて既に設置してある内ルツボ150を取り除く作業(バックアップセメントの破壊等)も行う必要がない。それにより、内ルツボ150の設置・交換に際して、その手間を大幅に削減することが可能となる。
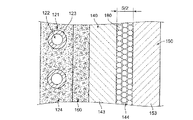
以下、本発明の第2の実施の形態について、図8および図9に基づいて説明する。なお、本実施の形態では、上述の第1の実施の形態と同様の部分については、同じ符号を用いて説明する。また、本実施の形態では、上述の第1の実施の形態と相違する部分について説明する。
上述の第2の実施の形態に係る真空溶解装置10を用いて、原料を溶解させ、内ルツボ150に割れが生じないか否かに関する実験を行った。その実験結果を、以下に示す。
実験例4では、鉄換算で100kg以上(300kg)用のルツボを用いて、実験を行った。このとき、内ルツボ150の材質としてマグネシアを選定し、外ルツボ140の材質としてアルミナを選定した。また、内ルツボ150の外径L2は400mmであり、外ルツボ140の内径L1は410mmであるので、隙間寸法Sは10mmである。また、隙間部分146には、流動性の良いボール部材180を、隙間部分146を埋めるように充填した。以上のような構成を用いて、鉄換算で300kgの原料を投入して真空溶解を行ったところ、その実験後に、外ルツボ140と内ルツボ150の双方に変形がなく、かつ割れがないことが確認された。
本実施の形態におけるルツボユニットを有する真空溶解装置10では、上述の第1の実施の形態におけるものと同様に、内ルツボ150の交換に際して、バックアップセメントの流し込み、自然乾燥および真空脱ガス等を経る築炉作業を行う必要がなく、加えて既に設置してある内ルツボ150を取り除く作業(バックアップセメントの破壊等)も行う必要がない。それに加えて、本実施の形態では、隙間部分146には、ボール部材180が充填される。しかも、このボール部材180は、固着されない状態で隙間部分146に存在する。そのため、内筒部144から内ルツボ150の取り出しが容易となり、交換作業が容易となる。
以上、本発明の各実施の形態に係るルツボユニットを有する真空溶解装置10について説明したが、本発明はこれ以外にも種々変形可能となっている。以下、それについて述べる。
20…真空チャンバ(チャンバに対応)
100…溶解炉
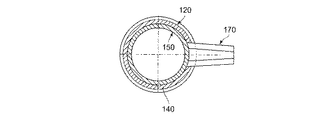
120…コイル
124…セメント硬化部
130…プレート
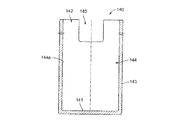
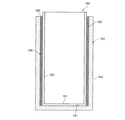
140…外ルツボ(第2の実施の形態では、第1の容器に対応、ルツボユニットの一部に対応)
143,153…周壁部
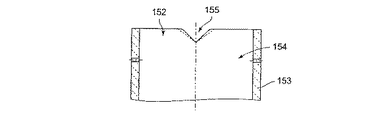
144,154…内筒部
144a…内筒面
150…内ルツボ(ルツボユニットの一部に対応)
153a…外周面
160…セメント凝固部
170…ガイド
180…ボール部材(充填部材に対応、ルツボユニットの一部に対応)
Claims (10)
- 真空吸引されるチャンバ内でコイルに高周波電流を導通させることにより、原料に誘導加熱を生じさせ、当該原料を溶解させるための真空溶解装置であって、
外側に配置されると共に絶縁性の材質から形成される第1の容器と、
上記第1の容器の内筒部に配置されると共に、材質をセラミックスとする内ルツボと、
上記第1の容器の内筒面と上記内ルツボの外周面との間の隙間部分に、固着されない状態で充填される充填部材と、
を具備し、
上記充填部材は、セラミックスを材質とする球状のボール部材であり、上記第1の容器の底部は、上記ボール部材が充填されない状態で上記内ルツボの底部と当接するように設けられていることを特徴とする真空溶解装置。 - 前記隙間部分の上端側には、前記ボール部材が脱落するのを防止する蓋部材が取り付けられることを特徴とする請求項1記載の真空溶解装置。
- 前記ボール部材は、前記内筒面から前記外周面に向かい、少なくとも3層を為す状態で前記隙間部分に配置されていることを特徴とする請求項1または2記載の真空溶解装置。
- 前記第1の容器は、その材質をセラミックスとするルツボであることを特徴とする請求項1から3のいずれか1項に記載の真空溶解装置。
- 前記内ルツボは、前記第1の容器よりも熱膨張係数が大きなセラミックスを材質として形成されていることを特徴とする請求項4記載の真空溶解装置。
- 真空吸引される真空溶解装置のチャンバ内でコイルに高周波電流を導通させることにより、原料に誘導加熱を生じさせ、当該原料を溶解させるために用いられるルツボユニットであって、
外側に配置されると共に絶縁性の材質から形成される第1の容器と、
上記第1の容器の内筒部に配置されると共に、材質をセラミックスとする内ルツボと、
上記第1の容器の内筒面と上記内ルツボの外周面との間の隙間部分に、固着されない状態で充填される充填部材と、
を具備し、
上記充填部材は、セラミックスを材質とする球状のボール部材であり、上記第1の容器の底部は、上記ボール部材が充填されない状態で上記内ルツボの底部と当接するように設けられていることを特徴とするルツボユニット。 - 前記隙間部分の上端側には、前記ボール部材が脱落するのを防止する蓋部材が取り付けられることを特徴とする請求項6記載のルツボユニット。
- 前記ボール部材は、前記内筒面から前記外周面に向かい、少なくとも3層を為す状態で前記隙間部分に配置されていることを特徴とする請求項6または7記載のルツボユニット。
- 前記第1の容器は、その材質をセラミックスとするルツボであることを特徴とする請求項6から8のいずれか1項に記載のルツボユニット。
- 前記内ルツボは、前記第1の容器よりも熱膨張係数が大きなセラミックスを材質として形成されていることを特徴とする請求項9記載のルツボユニット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007105088A JP4938534B2 (ja) | 2007-04-12 | 2007-04-12 | 真空溶解装置およびルツボユニット |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007105088A JP4938534B2 (ja) | 2007-04-12 | 2007-04-12 | 真空溶解装置およびルツボユニット |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011262768A Division JP2012068017A (ja) | 2011-11-30 | 2011-11-30 | 真空溶解装置およびルツボユニット |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008261573A JP2008261573A (ja) | 2008-10-30 |
| JP4938534B2 true JP4938534B2 (ja) | 2012-05-23 |
Family
ID=39984180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007105088A Active JP4938534B2 (ja) | 2007-04-12 | 2007-04-12 | 真空溶解装置およびルツボユニット |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4938534B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5180256B2 (ja) * | 2010-04-27 | 2013-04-10 | 日本炉機工業株式会社 | 石化遺骨灰の製造方法及び真空溶融炉 |
| KR102004760B1 (ko) * | 2012-09-04 | 2019-07-29 | 삼성전기주식회사 | 니켈 분말 제조용 내화물 구조체 및 니켈 분말의 제조방법 |
| JP6012897B1 (ja) * | 2016-03-08 | 2016-10-25 | 日本坩堝株式会社 | 誘導加熱炉用坩堝 |
| CN106423329A (zh) * | 2016-09-17 | 2017-02-22 | 德阳市科瑞仪器设备厂 | 一种熔样杯及其加工工艺 |
| CN116793084B (zh) * | 2023-06-28 | 2026-04-17 | 北京航空材料研究院股份有限公司 | 一种用于真空感应熔炼高温合金的多层复合成型坩埚 |
| CN118274614B (zh) * | 2024-05-29 | 2024-08-02 | 长沙中瓷新材料科技有限公司 | 一种锂电池负极石墨化用内壳可换式坩埚及替换方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5521023B2 (ja) * | 1974-05-30 | 1980-06-06 | ||
| JPH01244276A (ja) * | 1988-03-23 | 1989-09-28 | Tanaka Kikinzoku Kogyo Kk | 金地金高周波溶解用るつぼ |
| DE3851701T2 (de) * | 1988-06-03 | 1995-03-30 | Ibm | Verfahren zur Herstellung künstlicher Hochtemperatur-Supraleiter mit mehrschichtiger Struktur. |
| JPH02104172A (ja) * | 1988-10-13 | 1990-04-17 | Sony Corp | 画像表示のディジタル調整装置 |
| JPH06279983A (ja) * | 1993-03-29 | 1994-10-04 | Honda Motor Co Ltd | 溶融塩浴炉 |
| JPH07113581A (ja) * | 1993-10-18 | 1995-05-02 | Vacuum Metallurgical Co Ltd | 誘導加熱溶解装置 |
| JP4363765B2 (ja) * | 2000-09-13 | 2009-11-11 | 新日本製鐵株式会社 | 坩堝型誘導溶解炉 |
-
2007
- 2007-04-12 JP JP2007105088A patent/JP4938534B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008261573A (ja) | 2008-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4938534B2 (ja) | 真空溶解装置およびルツボユニット | |
| US3492383A (en) | Process of manufacturing a crack resistant multi-layer furnace lining | |
| CN104399930A (zh) | 一种离心铸造陶瓷-金属蜂窝复合材料立磨磨辊的方法 | |
| JP4210518B2 (ja) | 炉冷却装置の製造方法 | |
| JP6576193B2 (ja) | 電鋳耐火物製タックストーンおよび溶融窯 | |
| US4675879A (en) | Induction furnaces | |
| CN101718496A (zh) | 耐火衬里构件 | |
| US20090090481A1 (en) | Continuous casting nozzle and production method therefor | |
| JP2012068017A (ja) | 真空溶解装置およびルツボユニット | |
| JP2012192418A (ja) | 棒状砂中子を用いる鋳造方法及び棒状砂中子の変形防止具 | |
| TW202231381A (zh) | 耐火鑄件的材料、設備和方法 | |
| JP4361824B2 (ja) | 真空脱ガス装置の浸漬管 | |
| JP5491815B2 (ja) | 精錬装置用浸漬管 | |
| JP2008238216A (ja) | 溶湯金属攪拌用回転体およびこれを用いた溶湯金属の脱ガス処理装置 | |
| JP4589425B2 (ja) | 連続鋳造用ノズル及びその製造方法 | |
| US3329201A (en) | Pouring tube for pressure pouring apparatus | |
| JP2000094098A (ja) | タンディシュ注入管 | |
| JP2003042667A (ja) | 溶湯容器の保護構造 | |
| JP4931432B2 (ja) | 多結晶シリコン鋳片製造用の鋳型 | |
| JP5391810B2 (ja) | 溶融金属容器のガス吹き込み部構造 | |
| JP2015116571A (ja) | 受湯容器及びその製造方法 | |
| JP2001262219A (ja) | 真空脱ガス装置下部槽の内張り施工方法 | |
| JP3874388B2 (ja) | 真空脱ガス装置用環流管 | |
| KR100383273B1 (ko) | 빌렛연속주조용내화물몰드 | |
| JPH10298632A (ja) | Rh設備用の浸漬管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101215 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20101215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101215 Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20101215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111130 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20111213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120223 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150302 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4938534 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150302 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |