JP4906211B2 - 改良された非対称な流体放出分布を有するスプレーノズル - Google Patents
改良された非対称な流体放出分布を有するスプレーノズル Download PDFInfo
- Publication number
- JP4906211B2 JP4906211B2 JP2001554796A JP2001554796A JP4906211B2 JP 4906211 B2 JP4906211 B2 JP 4906211B2 JP 2001554796 A JP2001554796 A JP 2001554796A JP 2001554796 A JP2001554796 A JP 2001554796A JP 4906211 B2 JP4906211 B2 JP 4906211B2
- Authority
- JP
- Japan
- Prior art keywords
- discharge
- groove
- longitudinal axis
- spray nozzle
- pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000007921 spray Substances 0.000 title claims abstract description 104
- 239000012530 fluid Substances 0.000 title claims abstract description 47
- 238000009826 distribution Methods 0.000 title description 29
- 230000007423 decrease Effects 0.000 claims description 9
- 210000001124 body fluid Anatomy 0.000 claims 1
- 239000010839 body fluid Substances 0.000 claims 1
- 239000011248 coating agent Substances 0.000 abstract description 52
- 238000000576 coating method Methods 0.000 abstract description 51
- 238000005520 cutting process Methods 0.000 description 79
- 239000000463 material Substances 0.000 description 23
- 235000013361 beverage Nutrition 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 241000208967 Polygala cruciata Species 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/06—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00 specially designed for treating the inside of hollow bodies
- B05B13/069—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00 specially designed for treating the inside of hollow bodies the hollow bodies having a closed end
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/02—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape
- B05B1/04—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape in flat form, e.g. fan-like, sheet-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/06—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00 specially designed for treating the inside of hollow bodies
- B05B13/0627—Arrangements of nozzles or spray heads specially adapted for treating the inside of hollow bodies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/9682—Miscellaneous
Landscapes
- Nozzles (AREA)
- Glanulating (AREA)
Description
【発明の属する技術分野】
本発明はスプレーノズルに関し、より詳細には、容器にコーティングを施す用途において用いられるスプレーノズルなど、放出された流体の分布状態の非対称性を向上させるスプレーノズルに関する。
【0002】
【発明の背景】
食品および飲料などの物質の保存場所である容器(コンテナ)の内面には、このような物質を異物混入から保護するためのコーティングが施される場合が多い。このようなコーティングを施すと、容器の内容物が容器内面の金属面またはプラスチック面と直接接触するのを防ぐことができる。標準的な円筒形の容器または缶の場合、このようなコーティングを容器内面に塗布した後、容器の開口端部を通じて放出を行うように構成されたスプレーノズルを用いることにより、当該容器の頂部を封印する場合が多い。コーティング剤はノズルから放出されるため、容器の長手軸を中心にして容器を回転させて、容器内面全体にコーティングが確実に行き渡るようにする。
【0003】
容器内面用に用いられるコーティング材料は、容器製造作業に関連するコストのかなりの割合を占める。そのため、コーティング材料の消費量を最小限にするためには、スプレーノズルを用いて厳密に制御されたスプレーパターンを生成し、薄く均一なコーティングを容器内面に塗布し、かつ、容器面と接触しないスプレーの量を最小限にすることが望ましい。さらに、容器には様々なサイズのものがあり得るため、スプレーノズルを容易にカスタマイズして、特定の容器構成に合わせて厳密に制御されたパターンが得られるようにすることも望ましい。
【0004】
均一なコーティングを実現しやすくするため、コーティング材料を塗布する際、流体放出を非対称な分布で行うように構成されたスプレーノズルが用いられることが多い。これらのノズルと、容器の長手軸との間の角度は、放出物のうち最も重量のある部分が遠位の容器閉鎖端部へと方向付けられるような角度にされる。従って、この非対称な分布により、コーティング材料が容器の閉鎖端部まで到達するまでに遠くまで移動させなければならなかった距離を補償するのに役立ち、その結果、放出パターンのこの部分が被覆しなければならない容器内面がより広範囲になる。
【0005】
特定のノズルの流体放出の分布を測定する一般的な一方法として、ノズルからの放出をいわゆる分布テーブル上に向かって行う方法がある。この分布テーブルの上面上には、均等間隔で配置された複数のトラフがあり、これらのトラフは比較的尖鋭なエッジ形状をしており、これらのエッジによりスプレーをセグメントに分割し、次いで、これらのトラフ中に噴霧された液体を測定対象として試験管またはメスシリンダ中に流し込む。スプレーノズルの分布テーブルに対する向きについては、スプレーノズルをテーブルに向かって下方に向けて、オリフィスの中央線がテーブル表面に対して垂直になるようにされる場合が多い。このノズルを1つのトラフ上でセンタリングし、テーブルの上方の所定の距離に配置する。平坦な扇形のスプレーパターンを生成するノズルの場合(例えば、容器をコーティングする際に用いられることの多いノズルの場合)、ノズル構成は、扇パターンの最も広範囲の部分がトラフに対して垂直に伸びるような構成になっている。
【0006】
容器コーティング用途において現在用いられている非対称なパターンスプレーノズルの場合、薄くて均一なコーティングを容器内面に塗布して、コーティング材料が無駄になるのを防ぐことは困難である。例えば、非対称なスプレーパターンを生成することが可能なある種類のノズルは、通称ドラムヘッドノズルと呼ばれている。ドラムヘッド型のノズルには、扇状の放出パターンを生成するように構成された放出オリフィスがあり、この扇の一端から最大量の流体が放出され、この扇の他方の一端にいくにつれ、流体量は線形に低減し、この他方の一端において最小量となる。しかし、ドラムヘッド型ノズルを用いてこの種類の分布パターンを生成する場合、容器底部に沿った部分およびこの底部と容器の円筒側壁との間の交差部分とにおいて、薄くて均一なコーティングを生成することは不可能である。そのため、これらの表面全てを確実かつ適切にコーティングするために余分なコーティング材料を塗布しなければならなくなり、その結果、過剰な量のコーティング材料が特定の領域内に堆積することとなる。
【0007】
容器コーティング用途において用いることが可能な別のスプレーノズル構成について、米国特許第3,697,313号および同第3,737,108号に記載がある。扇型のスプレーの一端またはその近接部分において放出量が最大となるドラムヘッド型ノズルとは異なり、この種のノズルによって生成される放出パターンでは、放出または流体フローの中で最も重量のある部分は、扇形状をしたパターン全体の中央部分と一端との間のほぼ真ん中の点において発生する。この種のノズルの場合、放出のレベルまたは量は、最大放出位置からスプレーパターンのいずれかの一端にかけて線形に漸減していく。ノズル内の放出オリフィスを作製するステップは、尖鋭な先端をした回転切削ホイールを用いて、円筒形の空洞ノズル本体のドーム型の端部内に2つの別個の切り込みを入れることによって行われる。その結果得られたオリフィスは、尖鋭な先端をした端部を有し、当該オリフィスの尖鋭な先端をした端部間において、非対称に構成された最大開口状態まで拡張する。
【0008】
しかし、この種のノズルの場合も、ドラムヘッド型ノズルと同様に、容器の内面全体に薄くて均一なコーティングを塗布することは不可能であり、そのため、コーティング材料の消費が非効率となり、その結果、容器の製造コストが上昇する。
【0009】
【課題を解決するための手段】
従って、上記に鑑み、本発明の主な目的は、容器コーティング用途などに用いられ、かつ、流体放出の非対称な分布が改良されたスプレーノズルを提供することである。
【0010】
本発明のより具体的な目的は、容器コーティング用途に用いられるスプレーノズルであって、厳密に制御された流体放出パターンを生成して、薄くて均一なコーティングを容器内面に塗布することを可能にし、これによりコーティング材料の消費を最適化するスプレーノズルを提供することである。
【0011】
本発明の関連する目的は、上記のような特徴を有するスプレーノズルを、異なる構成の容器に使用するのに合わせて容易にカスタマイズできるようにすることである。
【0012】
本発明の上記および他の特徴と効果は、以下に述べる本発明の好適な例示的実施形態の説明に基づき、添付の図面の参照によってより容易に明らかとなる。
【0013】
【発明の実施の形態】
これから本発明について特定の好適な実施形態および手順と関連付けながら説明および開示していくが、本発明をこれらの特定の実施形態に限定することは意図しておらず、むしろ、このような別の実施形態および変形例すべてが本発明の趣旨および範囲内に含まれることが意図される。
【0014】
ここでより詳細に図1を参照すると、例示的な容器コーティングステーションの一部が模式的に図示されている。この容器コーティングステーションは、本発明を具体化するスプレーノズル10を含む。図1の場合、このスプレーノズル10は、コーティング材料流体を非対称に分布したパターンとして放出する。より詳細には、スプレーノズル10の構成は、平坦な扇形状のパターンを生成するような構成になっており、このパターンにおいて、最も重量の重い放出部分は、扇パターンの中央から一端に向かって移動する。ここに図示する容器コーティングステーションの場合、端部が開口している容器12をコーティングステーションに向かって1個ずつ割り出していき、ここで、固定状態のスプレーノズル10は、開口端部14を通じてコーティング材料を容器12の内面上に塗布する。コーティング材料は、ビニル、エポキシ、アクリルまたは他の適切な材料を含み得る。コーティング材料が塗布されると、容器12の長手軸16を中心にしてスプレーノズル10に対して比較的高速(例えば、500〜3000rpm)で容器12を回転させて、コーティング材料が容器内面全体に塗布されるようにする。当業者であれば理解されるように、本発明のスプレーノズルについて容器コーティング用途と関連付けて説明しているが、本発明のスプレーノズルは、非対称な流体放出パターンが要求される他の用途およびシステムにおいても使用可能である。
【0015】
コーティング材料の塗布を容易にするために、図1に示すように、スプレーノズル10を、容器の開口端部14から少し距離が離れた容器12の長手軸16上の位置に配置する。さらに、スプレーノズル10に傾斜をつけて、ノズルの中央線18が容器の長手軸16に対して角度θで配置されるようにする。この場合、この容器は実質的に水平に配置されている。以下により詳細に説明するように、コーティング材料を容器12の閉鎖端部まで到達させなければならない距離が長くなった場合の距離を補償するために、スプレーノズル10の構成を、スプレーパターンのうち最も重量の重い放出部分が、大体容器の底部壁20および円筒形の側壁22の交差部分の方向に向かうような構成にする。当業者であれば理解するように、スプレーノズル10の容器の長手軸16に対する角度θは、コーティングされる容器12の構成によって異なり得る。しかし、ほとんどの場合、スプレーノズル10の構成は、容器長手軸16に対する角度θがおよそ5°〜20°になるようにすると好ましい。
【0016】
本発明の重要な一態様によれば、スプレーノズル10の構成を、容器コーティング用途に用いられる従来技術のノズルと比較して改良された流体放出の非対称な分布が得られるような構成にする。詳細には、容器コーティングの用途に用いられる従来技術のノズルの構成によって生成される放出パターンでは、放出量は、最大放出位置からスプレーパターンのいずれか一方の端部にかけて線形に漸減する。しかし、分布量が線形に漸減すると、容器内部側に塗布されるコーティング材料の量が過剰になることが分かっている。それとは対照的に、本発明のスプレーノズル10には、厳密に制御された非対称な流体放出分布を生成するように構成された放出オリフィスが設けられており、この非対称な流体放出分布においては、流れが最大になる領域のどちら側かに分布している流体量は、従来技術のノズルを用いた場合よりも少ない。従って、本発明のスプレーノズル10を用いれば、流れの量は、最大流れ領域からスプレーパターンの両端にある最小流れ点まで、非線形的に連続して漸減していく。そのため、このスプレーノズル10は、コーティング材料からなる薄くて均一なコーティングを容器12の内面に塗布することができる。よって、このスプレーノズル10は、コーティング材料の消費を最適化し、その結果、容器製造に関連するコストを大幅に削減できる。
【0017】
上記の目的のため、スプレーノズル10の好適かつ最適な分布パターン24を図5に模式的に示す。図5において、スプレーパターンまたは扇24中の異なるポイントにおける流れの量を、トラフa〜j中の陰影付き領域によって示す。この分布パターン24の場合、最大量の流体は、扇の中央および一端からほぼ真ん中あるポイント(図示の実施形態ではトラフh)において放出されており、このポイントにより、放出パターンは、より大きな部分28およびより小さな部分30に分割されている。この最大放出ポイントから、流体放出量は、スプレー扇24の両端にある最小放出ポイント(図5中のトラフaおよびトラフj)に向かって非線形的に漸減している。各トラフ中の流体放出量は、容器12のうちスプレー扇24の当該部分によって被覆されるべき表面領域部分に直接比例する。図5において、容器12の内面のセグメントのうち各トラフに対応するセグメントを、トラフ壁からスプレーノズル10の放出オリフィスに延長した破線によって示す。そのため、図5に示す分布パターン24を生成するように構成されたスプレーノズルを容器10に対して適切な方向に向けると、スプレー材料からなる均一なコーティングが、容器内面全体にわたって生成される。図5から理解されるように、従来技術の容器コーティングノズルに見受けられるように、さらにコーティング材料をトラフa〜gに放出させて最大放出ポイントへの線形上昇が得られるようにすると、かなりの量の余分なコーティング材料が容器側壁に塗布されることとなる。
【0018】
均一なコーティングを確実に得ることができ、スプレーの無駄を無くすようにするために、スプレーノズル10の容器に対する向きは、図1および図5に示すようにスプレー扇24のより小さな部分30のエッジ32が容器の底部壁20の中央をわずかに越えるくらいの点に向くようにし、かつ、スプレー扇のより大きな部分28のエッジ34が容器12の開口端部14のエッジに向くようにするのが好ましい。詳細には、スプレー扇24のうち、容器10の開口端部14のエッジを越える部分は全て容器と接触しないため、スプレーが無駄になる。同様に、スプレー扇24のうち容器12の底部壁20の中央を越えて伸びる全ての部分も、過剰なスプレー部分となる。スプレーノズル10の方向は、スプレー扇24のうち最も重量の重い放出部分(これをライン26によって示す)が、図示の実施形態でもやはりスプレーノズル10の中央線18と一致しているが、図5に示すように、この最も重量の重い放出部分が、容器の底部壁20および側壁22の交差部分に近接する容器12の側壁22の下側部分に向かって延びるようにすると好ましい。図1および図5では、参照を容易にするために、スプレー扇24のより大きな部分28の外側エッジ34の最大重量放出ポイント(ライン26)に対する位置を角度αとして表し、スプレー扇のより小さな部分30の外側エッジ32の最大重量放出ポイントに対する位置を角度βによって表す。
【0019】
本発明を実施する際、所望の流体放出の非対称分布および所望の構成(例えば、所望の角度αおよびβ)を有するスプレーパターンを生成するために、スプレーノズルには放出オリフィス36が設けられている。この場合は、この放出オリフィス36は、円筒形の側壁40およびドーム形状の端壁42(これを図6に示す)を有するノズル空洞38に2回の切り込み作業を別個に行うことにより作製される。図4に示すように、これらの切り込み作業により、放出オリフィス36はほぼ円形または開口形状となり、比較的幅狭で細長の開口部が互いに重ね合わされるかまたは載置された形状になる。図4に示すように、その結果得られた放出オリフィス36には比較的幅広の中間部分44が設けられ、この中間部分44には対向する2つの丸型エッジがあり、これらの丸型エッジからは、一対の比較的幅狭の対向するノッチ部分46が延びる。ノッチ部分46の各エッジは、延びて丸型のオリフィス端部を形成し、これらのオリフィス端部において、一方のノッチ部分は、図4に示すようにもう一方のノッチ部分よりも相対的に大きくなっている。当業者であれば理解するように、本発明は、図5に示す放出パターンそのものを生成するスプレーノズルに限定されるのではなく、むしろ、従来技術のノズルの性能を向上させるために必要な全ての要素がスプレーノズル10を構成すべき要素であり、よって、最大放出領域のいずれかの側の放出レベルを、放出レベルがスプレー扇24のいずれかの端の最小流れポイントに向かって非線形的に漸減するポイントまで減少させる。
【0020】
上記2回の切り込み作業はそれぞれ、ノズル空洞38の長手軸48と同じ平面を中心とし、同平面内で行う。しかし、上記2回の切り込み作業は、異なる断面プロファイルを有する切り込み用具を用いて行われ、空洞38を貫通する際のノズル空洞38の長手軸48に対する角度は、各々の切り込み作業において異なる。参照を容易にするため、上記2回の切り込み作業を第1の切り込み作業および第2の切り込み作業と呼ぶ。しかし、これらの切り込み作業は任意の順序で行ってもよいことが理解される。図示の実施形態において、これらの切り込み作業は、周縁部切り込みエッジが入った回転切削ホイールを用いて行われる。この回転切削ホイール周縁の切削エッジは、ダイヤモンド製の刃を用いたものであってもよいし、または、放電機器において用いられる炭素製のものであってもよい。切り込み作業は、ホイールをノズル空洞38に押し込むか、またはノズル空洞を横切るように切断することにより、実行可能である。
【0021】
第1の切り込み作業の際、実質的に円形の開口部を生成するように構成された切り込みエッジ54を有する第1の回転切削ホイール50を用いる。この実質的に円形の開口部は、図9に示すように、ノズル空洞のドーム中に直径Dを有する。図7に示すように、第1の切り込み作業は、ノズル空洞38の長手軸48と垂直な平面52においてか、または、垂直面とある角度δにおいて行うことができる。第1の切削ホイール50の切り込みエッジ54のプロファイルは、真っ直ぐな平面と同じくらいに単純にすることが可能であり、このプロファイルを用いて、ノズル空洞38の上部42のうち、ドーム型の空洞上部が円筒形の側壁40と出会うポイントよりも幾分高い部分を除去する。しかし、真っ直ぐな平面状の切り込みエッジを第1の切り込み作業において用いて得られた円形開口は、尖鋭かつ薄いエッジ状となり、そのため急速に磨耗する。切込みサイズおよび、よって切り込みによって得られる放出オリフィス36のサイズは、所望のスプレーパターンが得られるように入念に較正されるため、オリフィスのエッジに沿った部分に磨耗が少しでも発生すると、オリフィスを通る流れが急激に上昇し、その結果、所望のスプレーパターンが崩壊する。
【0022】
本発明のさらなる態様によれば、磨耗特性の向上および、よって寿命の長期化を可能にするために、ノズル空洞38に第1の切り込みを行う際、オリフィス周縁部の周囲に薄いエッジが形成されるのを防ぐような方法で切り込みを行う。詳細には、真っ直ぐな平面状の切り込みエッジプロファイルを用いるのとは対照的に、第1の切削ホイール50を、角の複数ある部分を含むプロファイルを有する切り込みエッジ54で構成することが可能である。例えば、第1の切削ホイール50の角度付けされたプロファイルの切り込みエッジ54の1つの好適な実施形態を図8に示す。図8において、切り込みエッジ54は、一対の角度付き側部56(これらは刃先角σを規定する)を有し、これらの側部56は平坦な先端部58まで延びる。切り込みエッジ54の先端部の幅サイズWを第1の切り込み作業によって生成される開口部の所望の直径Dにマッチングさせることにより、エッジ部分が薄くて急速に磨耗する可能性を最低限にすることができる。
【0023】
あるいは、図10に示すように、第1の切削ホイール50に、一対の角度付き側部56’を有する切り込みエッジ54’を設けることも可能である。これらの側部56’は、角度付き側部56’によって規定される刃先角σよりも大きな刃先角φを規定する角度付けされた先端部58’に向かって傾斜している。図10の切り込みエッジプロファイルを用いると、角度付けされた先端部58’の幅W’を第1の切り込み作業によって生成される開口部の所望の直径Dにマッチングさせることにより、エッジが薄くなるのを防ぐことができる。角度付けされた先端部を切り込みエッジに用いると、図9の平坦な先端部とは対照的に、分布パターンのうち最も重量の重い放出部分が広範囲になる。例えば、図5を参照して、角度付けされた先端部を切り込みエッジに用いると、トラフg、hおよびi中の流体レベル間の差が減少する。
【0024】
さらに別の代替的実施形態において、図11に示すように、第1の切削ホイール50に、丸型先端部58’’に向かって傾斜する一対の角度付き側部56’’によって規定される切り込みエッジ54’’を設けてもよい。図8および図10の実施形態と同様に、丸型先端部58’’の幅W’’を、第1の切り込み作業によって生成される開口部の所望の直径Dにマッチングさせる。また、図10の実施形態と同様に、丸型先端部58’’の半径を小さくすると、分布パターン中の最も重量の重い放出領域が広範囲になる。
【0025】
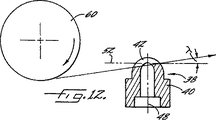
第2の切り込み作業の際、図12に示すように、尖鋭な先端に向かって傾斜する切り込みエッジ62を有する第2の回転切削ホイール60を用いる。図示の実施形態において、第2の切り込みにおいて用いられる切り込みエッジ62のプロファイルは、刃先角γを規定する。この刃先角γは、第1の切り込みを生成する際に用いられる切り込みエッジの角度付き側部56、56’、56’’によって規定される刃先角のおよそ半分である。第1の切り込み作業の場合と同様に、第2の切り込みも、ノズル空洞38の長手軸48を中心として行う。しかし、第2の切り込みは、第1の切り込みが行われた平面に対して特定の角度で行われる。詳細には、図12に示すように、第2の切り込みは、ノズル空洞の長手軸48と垂直な平面52に対して角度λで行われる。第1の切り込みが、垂直面と成す角度δで行われた場合、第2の切り込みが第1の切り込みの場合の垂直面と同じ方向に角度付けされるように、第2の切り込みを行う必要がある。しかし、このような場合、第2の切り込みの角度は、第1の切り込み角度よりも大きくするべきである。
【0026】
本発明の別の態様によれば、様々な構成の容器に合わせて放出パターンをカスタマイズできるよう、放出オリフィス36の構成を容易に適合させることができる。例えば、直径が異なる容器を取り扱うことができるよう、スプレーノズル10によって生成されるスプレーパターンの全角度(図5中の角度α+角度β)を調節して、スプレーノズルを適合させるために、第1の切り込み作業および第2の切り込み作業によって作製される開口部のサイズまたは流量を変えることが可能である。当然のことながら、上記2回の切り込み作業によって生成されるサイズまたは流量を変えることを可能にする方法の1つは、切り込み深さを調節する方法である。典型的な飲料容器の場合に、第1の切り込みによって生成される流量と、第2の切り込み後に生成される流量との比の形でこのような飲料容器を表すと、およそ0.60の比を用いると好ましい。この比がさらに大きくなるようにノズル放出オリフィス36を構成すれば、スプレーノズル10が生成する全スプレー角度(α+β)は小さくなる。逆に言うと、この比を小さくすると、プレイノズル10が生成する全スプレー角度(α+β)は大きくなる。
【0027】
スプレーパターン内の最大重量放出ポイント(これをライン26によって表す)の位置を調節するために、第1の切り込みを行う際のノズル空洞38の長手軸48に対して垂直な平面52と成す角度δを変えることができる。このようにして、スプレーノズル10および、よって分布パターン24を、高さが異なる容器に合わせて構成することが可能となる。具体的には、図7に示すように、第1の切り込みを垂直面に対する角度δで行って、分布のうち最も重量の重い部分(ライン26)を、図5に関するスプレーパターンのより大きな部分28のエッジ32に向かって移動させる。第1の切り込み作業を行う角度δを変えることにより、分布のうち最も重量の重い部分が移動する距離を変えることが可能となる。従って、比較的短尺の容器をコーティングするスプレーノズル10を構成するためには、第1の切り込みの角度δを大きくする必要がある。
【0028】
さらに、第2の切り込みを行う角度λおよび第2の切り込み作業において用いられる切り込みエッジ62の刃先角γを調節することにより、分布パターンをさらに較正することも可能である。詳細には、第2の切り込み作業を行う際に用いられる角度λを変えることにより、スプレーパターンのより大きな部分28およびより小さな部分30の相対サイズ(すなわち、図5中の角度αおよび角度β)を調節することが可能である。例えば、第2の切り込みを比較的小さな角度λで行うと、分布パターンのより小さな部分30のサイズは大きくなり、その結果、パターン全体の非対称性が弱まる。さらに、残りの変数を全て一定にした場合、第2の切削ホイール60の切り込みエッジ62の刃先角γを大きくすると、スプレーパターン全体の角度(すなわち、図5中の角度α+角度β)が大きくなる。
【0029】
上記から、本発明のスプレーノズルを用いれば、流体放出の非対称な分布が改良されることが分かる。このように分布が改良されると、本発明のノズルを用いて、薄くて均一なコーティングを容器内面に塗布することが可能となり、これにより、比較的高コストなコーティング材料の消費を最適化することが可能となる。さらに、本スプレーノズルは、構成が異なる容器コーティング用途に合わせて容易にカスタマイズが可能である。
【0030】
本明細書中にて引用した参考文献(例えば、特許、特許出願および公開文献)の全体を、参照して本明細書に組み入れる。
【0031】
本発明について好適な実施形態に焦点を当てながら説明してきたが、上記の好適な実施形態の変形を用いることが可能であり、また、本発明は、本明細書中において具体的に説明した以外の様式でも実施可能であることは、当業者にとって明らかである。従って、本発明は、本明細書中の特許請求の範囲によって定義される本発明の趣旨および範囲内に含まれる全ての変更を含むものである。
【図面の簡単な説明】
【図1】 容器コーティングステーションの模式的縦断面図であり、この容器コーティングステーションには、本発明の特徴を取り入れた非対称に分布した流体放出パターンを生成する例示的なスプレーノズルが取り入れられている。
【図2】 例示的なスプレーノズルアセンブリの平面図である。
【図3】 例示的なスプレーノズルアセンブリの側面図である。
【図4】 例示的なスプレーノズルアセンブリの放出オリフィスの拡大平面図である。
【図5】 例示的なスプレーノズルアセンブリを容器コーティング用途において用いる際のスプレーノズルアセンブリにとって望ましい流体分布パターンを示す模式的図面である。
【図6】 例示的なスプレーノズルアセンブリの作製に用いられる例示的ノズル空洞の破断側面図である。
【図7】 切り込み経路を示す模式的側面図であり、この切り込み経路は、図1のスプレーノズルの放出オリフィスを作製する際に用いられる第1の切り込みのための経路である。
【図8】 切削ホイールの切り込みエッジを示す拡大部分の側面図であり、この切り込みエッジは、第1の切り込みを作製し、この第1の切り込みが完成した後にノズル空洞を作製する際に用いられる。
【図9】 第1の切り込みが完成した後のノズル空洞を示す平面図である。
【図10】 第1の切り込みを作製するための切削ホイールの別の実施形態の切り込みエッジの拡大部分の側面図である。
【図11】 第1の切り込みを作製するめの切削ホイールの別の実施形態の切り込みエッジの拡大部分の側面図である。
【図12】 例示的なスプレーノズルのオリフィスを作製する際に用いられる第2の切り込みの切り込み経路を示す模式的側面図である。
【図13】 第2の切り込みを作製するための切削ホイールの切り込みエッジの拡大部分の側面図である。
Claims (6)
- 非対称に分布した流体放出パターンを生成するスプレーノズルであって、前記流体放出パターンの最大放出位置は、前記流体放出パターンの中央からオフセットし、前記スプレーノズルは、
内部流体通路を有する本体部分であって、前記内部流体通路がドーム形状の端壁において終端すると共に長手軸を有する、本体部分を備え、
前記端壁には、長手軸を有する放出オリフィスが形成され、
前記放出オリフィスは、互いに重ね合わされた丸型の開口部と細長の開口部とにより形成された構成を有し、
前記細長の開口部は、対向する端部を有すると共に前記丸型の開口部の直径よりも大きい長さを有し、
前記放出オリフィスの一部は、ドーム形状の前記端壁を通って延びる第1の溝により形成され、
前記第1の溝は、ある角度を規定する角度付き側部を持った横断面を有し、
前記第1の溝は、前記内部流体通路の長手軸に対して第1の角度をなして延びる長手軸を有し、
前記放出オリフィスの一部は、第2の溝により更に形成され、
前記第2の溝は、前記第1の溝の横断面の角度付き側部によって規定された角度よりも小さい角度を規定する角度付き側部を持った横断面を有し、
前記第2の溝は、前記内部流体通路の長手軸に垂直な平面に対して、前記第1の溝の長手軸よりも大きい角度で延びる長手軸を有し、
前記放出オリフィスは、前記最大放出位置と前記放出パターンの一端にある最小流れポイントとを結んだ線からなる放出曲線よりも小さい流体放出量を大部分において示す放出を形成するために、前記最大放出位置から前記放出パターンの一端にある最小流れポイントにかけて連続して非線形的に流体放出量が漸減していく流体放出パターンを生成するよう構成された、スプレーノズル。 - 前記第1の溝の横断面は、傾斜した側部と平坦な底部とを有する、請求項1に記載のスプレーノズル。
- 前記第2の溝の横断面は、先鋭な先端に向かって傾斜する側部を有する、請求項1に記載のスプレーノズル。
- 前記第2の溝の横断面は、傾斜した側部と丸型の底部とを有する、請求項1に記載のスプレーノズル。
- 非対称に分布した流体放出パターンを生成するスプレーノズルであって、前記流体放出パターンの最大放出位置は、前記流体放出パターンの中央からオフセットし、前記スプレーノズルは、
内部流体通路を有する本体部分であって、前記内部流体通路がドーム形状の端壁において終端すると共に長手軸を有する、本体部分を備え、
前記端壁には、長手軸を有する放出オリフィスが形成され、
前記放出オリフィスは、互いに重ね合わされた丸型の開口部と細長の開口部とにより形成された構成を有し、
前記細長の開口部は、対向する端部を有すると共に前記丸型の開口部の直径よりも大きい長さを有し、
前記放出オリフィスの一部は、ドーム形状の前記端壁を通って延びる第1の溝により形成され、
前記第1の溝は、前記内部流体通路の長手軸に対して第1の角度をなして延びる長手軸を有し、
前記放出オリフィスの一部は、第2の溝により更に形成され、
前記第2の溝は、前記第1の溝よりも小さい幅を有すると共に、前記内部流体通路の長手軸に垂直な平面に対して、前記第1の溝の長手軸よりも大きい角度で延びる長手軸を有し、
前記放出オリフィスは、前記最大放出位置と前記放出パターンの一端にある最小流れポイントとを結んだ線からなる放出曲線よりも小さい流体放出量を大部分において示す放出を形成するために、前記最大放出位置から前記放出パターンの一端にある最小流れポイントにかけて連続して非線形的に流体放出量が漸減していく流体放出パターンを生成するよう構成された、スプレーノズル。 - 前記第1の溝の横断面は、傾斜した側部と平坦な底部とを有する、請求項5に記載のスプレーノズル。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/491,344 | 2000-01-26 | ||
| US09/491,344 US6592058B2 (en) | 2000-01-26 | 2000-01-26 | Spray nozzle with improved asymmetrical fluid discharge distribution |
| PCT/US2001/002516 WO2001054821A2 (en) | 2000-01-26 | 2001-01-25 | Spray nozzle with improved asymmetrical fluid discharge distribution |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003520677A JP2003520677A (ja) | 2003-07-08 |
| JP4906211B2 true JP4906211B2 (ja) | 2012-03-28 |
Family
ID=23951794
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001554796A Expired - Lifetime JP4906211B2 (ja) | 2000-01-26 | 2001-01-25 | 改良された非対称な流体放出分布を有するスプレーノズル |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US6592058B2 (ja) |
| EP (1) | EP1251968B1 (ja) |
| JP (1) | JP4906211B2 (ja) |
| CN (1) | CN1240483C (ja) |
| AT (1) | ATE375210T1 (ja) |
| DE (1) | DE60130867T2 (ja) |
| WO (1) | WO2001054821A2 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2817175B1 (fr) * | 2000-11-28 | 2003-07-11 | Pechiney Emballage Alimentaire | Procede de laquage d'elements d'emballage de petite dimension tels que des capsules |
| JP3957640B2 (ja) * | 2002-02-21 | 2007-08-15 | アイシン化工株式会社 | 幅広スリットノズル及び幅広スリットノズルによる塗装方法 |
| US7032832B2 (en) * | 2003-12-16 | 2006-04-25 | Spraying Systems Co. | Asymmetrical spray nozzle with alignment notch |
| US6968867B2 (en) * | 2003-12-30 | 2005-11-29 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for controlling concentration gradients |
| US6962070B1 (en) * | 2004-04-28 | 2005-11-08 | Spraying Systems Co. | Apparatus and method for measuring characteristics of fluid spray patterns |
| WO2005115633A2 (en) * | 2004-05-25 | 2005-12-08 | Nordson Corporation | Spray nozzle with alignment key for asymmetrical spray pattern |
| US20080011491A1 (en) * | 2005-08-22 | 2008-01-17 | Victaulic Company Of America | Sprinkler having non-round exit orifice |
| DE102005047195B3 (de) * | 2005-09-23 | 2007-06-06 | Lechler Gmbh | Vollkegelsprühdüse |
| US20080014163A1 (en) * | 2006-07-14 | 2008-01-17 | Stacey Leigh Grabiner | Protective Applicator, Composition, and Method |
| US8545937B2 (en) * | 2009-08-31 | 2013-10-01 | Nordson Corporation | Spray coating with uniform flow distribution |
| US9914144B2 (en) | 2012-04-16 | 2018-03-13 | Nordson Corporation | Color coded nozzle adapter and locator tool |
| CN108472664A (zh) * | 2015-11-23 | 2018-08-31 | Dlh鲍尔斯公司 | 扫描喷嘴阵列、淋浴头组件及方法 |
| CN105537014B (zh) * | 2016-01-30 | 2018-06-12 | 东莞市长原喷雾技术有限公司 | 一种呈圆弧扇形面喷射的高压喷嘴 |
| CN108942086A (zh) * | 2017-05-17 | 2018-12-07 | 上海梅山钢铁股份有限公司 | 连铸用冷却喷嘴加工方法 |
| CN109968505A (zh) * | 2019-04-24 | 2019-07-05 | 江西斯米克陶瓷有限公司 | 一种用于陶瓷制造工艺的施釉装置 |
| CN112118910B (zh) * | 2019-10-31 | 2022-11-08 | 深圳市大疆创新科技有限公司 | 喷嘴及可移动平台 |
| US11781519B2 (en) * | 2021-08-09 | 2023-10-10 | Andritz Hydro Canada Inc. | Air injection device for hydraulic turbine |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2683626A (en) * | 1949-07-14 | 1954-07-13 | Spraying Systems Co | Spray nozzle and duplex assembly thereof and method of making a nozzle orifice |
| US3737108A (en) * | 1970-02-24 | 1973-06-05 | Nordson Corp | Spray nozzle |
| JPS60140676A (ja) * | 1983-12-28 | 1985-07-25 | Shin Kobe Electric Mach Co Ltd | 密閉形鉛蓄電池 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2619388A (en) * | 1949-07-19 | 1952-11-25 | Spraying Systems Co | Off-center flat spray nozzle |
| US2774631A (en) * | 1952-06-11 | 1956-12-18 | Spraying Systems Co | Two-part orifice spray nozzle and method of making same |
| US2971250A (en) * | 1952-12-19 | 1961-02-14 | Spraying Systems Co | Spray nozzle with contoured orifice and method of contouring the orifice |
| US2778688A (en) * | 1953-04-08 | 1957-01-22 | Hanson Equipment Company | Spraying apparatus |
| US2778687A (en) * | 1954-10-11 | 1957-01-22 | Hanson Equipment Company | Spray nozzle |
| US2964248A (en) * | 1955-11-18 | 1960-12-13 | Spraying Systems Co | Plural orifice fan shaped spray nozzle |
| US3697313A (en) | 1970-02-24 | 1972-10-10 | Nordson Corp | Method of spraying closed end cans |
| US3843055A (en) * | 1973-07-18 | 1974-10-22 | Nordson Corp | Spray nozzle |
| US4346849A (en) * | 1976-07-19 | 1982-08-31 | Nordson Corporation | Airless spray nozzle and method of making it |
-
2000
- 2000-01-26 US US09/491,344 patent/US6592058B2/en not_active Expired - Lifetime
-
2001
- 2001-01-25 DE DE60130867T patent/DE60130867T2/de not_active Expired - Lifetime
- 2001-01-25 EP EP01906691A patent/EP1251968B1/en not_active Revoked
- 2001-01-25 AT AT01906691T patent/ATE375210T1/de not_active IP Right Cessation
- 2001-01-25 WO PCT/US2001/002516 patent/WO2001054821A2/en active IP Right Grant
- 2001-01-25 CN CN01807243.7A patent/CN1240483C/zh not_active Expired - Lifetime
- 2001-01-25 JP JP2001554796A patent/JP4906211B2/ja not_active Expired - Lifetime
- 2001-09-28 US US09/967,417 patent/US6742730B2/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2683626A (en) * | 1949-07-14 | 1954-07-13 | Spraying Systems Co | Spray nozzle and duplex assembly thereof and method of making a nozzle orifice |
| US3737108A (en) * | 1970-02-24 | 1973-06-05 | Nordson Corp | Spray nozzle |
| JPS60140676A (ja) * | 1983-12-28 | 1985-07-25 | Shin Kobe Electric Mach Co Ltd | 密閉形鉛蓄電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003520677A (ja) | 2003-07-08 |
| WO2001054821A3 (en) | 2001-12-20 |
| CN1427748A (zh) | 2003-07-02 |
| US20020030126A1 (en) | 2002-03-14 |
| CN1240483C (zh) | 2006-02-08 |
| US6592058B2 (en) | 2003-07-15 |
| US20020053613A1 (en) | 2002-05-09 |
| EP1251968A2 (en) | 2002-10-30 |
| US6742730B2 (en) | 2004-06-01 |
| EP1251968B1 (en) | 2007-10-10 |
| ATE375210T1 (de) | 2007-10-15 |
| DE60130867D1 (de) | 2007-11-22 |
| WO2001054821A2 (en) | 2001-08-02 |
| DE60130867T2 (de) | 2008-08-14 |
| WO2001054821A9 (en) | 2002-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4906211B2 (ja) | 改良された非対称な流体放出分布を有するスプレーノズル | |
| US9238238B2 (en) | Rotating sprinkler head valve | |
| US4097000A (en) | Spray nozzle | |
| US8893643B2 (en) | Coating apparatus and liquid substance coating method | |
| JP6408589B2 (ja) | 易流動性製品ジェット形状変更用デバイス | |
| US3737108A (en) | Spray nozzle | |
| EP3231516B1 (fr) | Buse de pulverisation, notamment pour un systeme de distribution d'un produit sous pression muni d'un bouton poussoir, et systeme de distribution comprenant une telle buse | |
| JP2001507616A (ja) | 幅広帯状流を形成する回転式流体用アプリケータ | |
| EP0482381A1 (en) | Dual orifice nozzle and method for internally coating containers | |
| JP5947212B2 (ja) | 均一な流量分布を有するスプレー・コーティング | |
| JPH03251249A (ja) | 液体特に点眼液を投薬するための点眼びん先端 | |
| US4948051A (en) | Rotary element for liquid distribution | |
| US5232739A (en) | Dual orifice nozzle and method for internally coating containers | |
| JPH01278951A (ja) | 溶融金属の注湯ビームの噴霧装置 | |
| JP2007292430A (ja) | エアガン用銃身 | |
| JP3351297B2 (ja) | 塗布装置および塗布材の塗布方法 | |
| JP2745426B2 (ja) | 散布装置 | |
| JPH0235954A (ja) | 分布制御型扇形噴霧ノズル | |
| US4313572A (en) | Adjustable flow rate fan atomization nozzle | |
| JPH0235953A (ja) | 分布制御型扇形噴霧ノズル | |
| JPS6129500Y2 (ja) | ||
| JPS614555A (ja) | 高粘稠性塗料の噴霧ノズル | |
| JPH0230037Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110629 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111213 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120110 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150120 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4906211 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |