JP4833333B2 - 独自の水分保持特性を有する予め湿潤された拭取り布の積層体 - Google Patents
独自の水分保持特性を有する予め湿潤された拭取り布の積層体 Download PDFInfo
- Publication number
- JP4833333B2 JP4833333B2 JP2009503004A JP2009503004A JP4833333B2 JP 4833333 B2 JP4833333 B2 JP 4833333B2 JP 2009503004 A JP2009503004 A JP 2009503004A JP 2009503004 A JP2009503004 A JP 2009503004A JP 4833333 B2 JP4833333 B2 JP 4833333B2
- Authority
- JP
- Japan
- Prior art keywords
- wipe
- laminate
- fibers
- wipes
- moistened
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000014759 maintenance of location Effects 0.000 title description 15
- 239000000835 fiber Substances 0.000 claims description 164
- 239000010410 layer Substances 0.000 claims description 96
- 239000011148 porous material Substances 0.000 claims description 76
- 239000006210 lotion Substances 0.000 claims description 51
- 239000007788 liquid Substances 0.000 claims description 44
- 239000002131 composite material Substances 0.000 claims description 36
- 239000004744 fabric Substances 0.000 claims description 32
- 238000009826 distribution Methods 0.000 claims description 31
- 238000010521 absorption reaction Methods 0.000 claims description 30
- -1 polypropylene Polymers 0.000 claims description 27
- 239000000203 mixture Substances 0.000 claims description 25
- 239000000758 substrate Substances 0.000 claims description 23
- 239000004743 Polypropylene Substances 0.000 claims description 16
- 229920001155 polypropylene Polymers 0.000 claims description 15
- 229920002994 synthetic fiber Polymers 0.000 claims description 14
- 239000012209 synthetic fiber Substances 0.000 claims description 14
- 239000004698 Polyethylene Substances 0.000 claims description 11
- 229920000573 polyethylene Polymers 0.000 claims description 11
- 239000011229 interlayer Substances 0.000 claims description 6
- 229920000297 Rayon Polymers 0.000 claims description 4
- 238000002203 pretreatment Methods 0.000 claims 1
- 238000000034 method Methods 0.000 description 53
- 239000000463 material Substances 0.000 description 25
- 238000012360 testing method Methods 0.000 description 23
- 229920000642 polymer Polymers 0.000 description 21
- 238000004140 cleaning Methods 0.000 description 13
- 230000008569 process Effects 0.000 description 13
- 230000002745 absorbent Effects 0.000 description 12
- 239000002250 absorbent Substances 0.000 description 12
- 239000003570 air Substances 0.000 description 12
- 238000005259 measurement Methods 0.000 description 12
- 239000012530 fluid Substances 0.000 description 9
- 239000004745 nonwoven fabric Substances 0.000 description 8
- 238000012545 processing Methods 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- 230000002829 reductive effect Effects 0.000 description 6
- 238000003860 storage Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 229920001169 thermoplastic Polymers 0.000 description 6
- 239000004416 thermosoftening plastic Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 239000000123 paper Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 239000004094 surface-active agent Substances 0.000 description 4
- 239000012085 test solution Substances 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 238000003490 calendering Methods 0.000 description 3
- 238000009960 carding Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 229920006395 saturated elastomer Polymers 0.000 description 3
- 229920003043 Cellulose fiber Polymers 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- 229920001410 Microfiber Polymers 0.000 description 2
- 229920005372 Plexiglas® Polymers 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- MJBPUQUGJNAPAZ-AWEZNQCLSA-N butin Chemical compound C1([C@@H]2CC(=O)C3=CC=C(C=C3O2)O)=CC=C(O)C(O)=C1 MJBPUQUGJNAPAZ-AWEZNQCLSA-N 0.000 description 2
- 239000000084 colloidal system Substances 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000002655 kraft paper Substances 0.000 description 2
- JVTAAEKCZFNVCJ-UHFFFAOYSA-N lactic acid Chemical compound CC(O)C(O)=O JVTAAEKCZFNVCJ-UHFFFAOYSA-N 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000003658 microfiber Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 239000002964 rayon Substances 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 239000011122 softwood Substances 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- 240000008564 Boehmeria nivea Species 0.000 description 1
- MJBPUQUGJNAPAZ-UHFFFAOYSA-N Butine Natural products O1C2=CC(O)=CC=C2C(=O)CC1C1=CC=C(O)C(O)=C1 MJBPUQUGJNAPAZ-UHFFFAOYSA-N 0.000 description 1
- 241000282836 Camelus dromedarius Species 0.000 description 1
- 241000218236 Cannabis Species 0.000 description 1
- 240000000797 Hibiscus cannabinus Species 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 229920000433 Lyocell Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 230000003044 adaptive effect Effects 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 229920005603 alternating copolymer Polymers 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 239000002280 amphoteric surfactant Substances 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000009734 composite fabrication Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000007405 data analysis Methods 0.000 description 1
- 238000013481 data capture Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000003795 desorption Methods 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000003203 everyday effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000005227 gel permeation chromatography Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 210000004209 hair Anatomy 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000009533 lab test Methods 0.000 description 1
- 235000014655 lactic acid Nutrition 0.000 description 1
- 239000004310 lactic acid Substances 0.000 description 1
- JJTUDXZGHPGLLC-UHFFFAOYSA-N lactide Chemical compound CC1OC(=O)C(C)OC1=O JJTUDXZGHPGLLC-UHFFFAOYSA-N 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- UYDLBVPAAFVANX-UHFFFAOYSA-N octylphenoxy polyethoxyethanol Chemical compound CC(C)(C)CC(C)(C)C1=CC=C(OCCOCCOCCOCCO)C=C1 UYDLBVPAAFVANX-UHFFFAOYSA-N 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000005014 poly(hydroxyalkanoate) Substances 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 229920000903 polyhydroxyalkanoate Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000004834 spray adhesive Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000004747 spunlaid nonwoven Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT NOT OTHERWISE PROVIDED FOR; TOILET ACCESSORIES
- A47K10/00—Body-drying implements; Toilet paper; Holders therefor
- A47K10/24—Towel dispensers, e.g. for piled-up or folded textile towels; Toilet-paper dispensers; Dispensers for piled-up or folded textile towels provided or not with devices for taking-up soiled towels as far as not mechanically driven
- A47K10/32—Dispensers for paper towels or toilet-paper
- A47K10/42—Dispensers for paper towels or toilet-paper dispensing from a store of single sheets, e.g. stacked
- A47K10/421—Dispensers for paper towels or toilet-paper dispensing from a store of single sheets, e.g. stacked dispensing from the top of the dispenser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/02—Layered products comprising a layer of paper or cardboard next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/04—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a layer being specifically extensible by reason of its structure or arrangement, e.g. by reason of the chemical nature of the fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/02—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by mechanical methods, e.g. needling
- D04H5/03—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by mechanical methods, e.g. needling by fluid jet
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT NOT OTHERWISE PROVIDED FOR; TOILET ACCESSORIES
- A47K10/00—Body-drying implements; Toilet paper; Holders therefor
- A47K10/24—Towel dispensers, e.g. for piled-up or folded textile towels; Toilet-paper dispensers; Dispensers for piled-up or folded textile towels provided or not with devices for taking-up soiled towels as far as not mechanically driven
- A47K10/32—Dispensers for paper towels or toilet-paper
- A47K2010/3266—Wet wipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/12—Conjugate fibres, e.g. core/sheath or side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2432/00—Cleaning articles, e.g. mops or wipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2484—Coating or impregnation is water absorbency-increasing or hydrophilicity-increasing or hydrophilicity-imparting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2762—Coated or impregnated natural fiber fabric [e.g., cotton, wool, silk, linen, etc.]
- Y10T442/277—Coated or impregnated cellulosic fiber fabric
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Nonwoven Fabrics (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Laminated Bodies (AREA)
Description
本明細書で使用する時、「繊維」は、本明細書に開示されるウェブの基本的要素を形成する単位を指す。繊維には、短繊維、不連続である短繊維より長い繊維、および連続繊維を含み、当該技術分野において「実質的に連続フィラメント」又は単に「フィラメント」と称される場合もある。繊維の調製方法は、繊維が短繊維であるか又は連続フィラメントであるかを決定するであろう。
本発明の拭取り布は、少なくとも2つの繊維性不織布ウェブの層の複合体を含む。拭取り布の実施形態は、約30から約120gsm、約40から約70gsm、又は約50から約60gsmまでの坪量を有する。
複合体は、当該技術分野において既知のいかなる方法によって作製してもよい。繊維性不織布ウェブは、複合体作製プロセスを有するインラインとは異なるプロセスにおいて予備形成されてもよい。例えば、外側の繊維性織布層、11Aおよび11B、および内側のパルプ層12は、固着したロール織物として提供されてもよい。しかしながら、図2は、繊維性不織布ウェブが複合体を有するインラインで製造される装置の略図を示す。
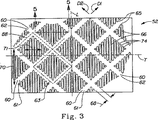
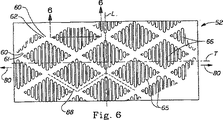
いくつかの実施形態において、本発明の拭取り布52は、かさばった質感を有し、予め湿潤された時の厚さ、および布のような外観と感触を提供する。またかさばった質感は、低密度および大きな平均孔径にもかかわらず、拭取り布52に優れた洗浄および液体保持特性も提供する。
本発明の複合体は、次の特許出願および特許公開:米国特許番号:第5,143,679号、第5,518,801号、第5,650,214号、第5,691,035号、第5,914,084号、第6,114,263号、第6,129,801号、第6,383,431号、第5,628,097号、第5,658,639号、および第5,916,661号、WO公開番号:2003/0028165A1号、WO2004/059061号、WO2004/058117号、およびWO2004/058118号、米国特許公開番号:2004/0131820A1号、および2004/0265534A1号、の方法を介して質感が付与されてもよい。
非平坦な複合体は、本発明の予め湿潤された拭取り布52を形成するために、ローションが飽和され、取り込まれる。飽和の取り込みは個々に、又は拭取り布52が液体不透過性容器100内の積層体101中に設置された後に生じてもよい。いくつかの実施形態において、予め湿潤された拭取り布は、拭取り布のグラム当たり約1.5から約6.0グラムのローションの飽和を含んでいてもよく、その他の実施形態においては、拭取り布のグラム当たり約2.5から約4.0グラムのローションの飽和を含んでいてもよい。
積層体および拭取り布を既知する人々同様に、本発明によって網羅される予め湿潤された拭取り布52(およびそれらを備える拭取り布)の積層体101の水分保持特性に関する物理特性は、次のように測定される。結果として生じるデータは、以下の実施例区分において詳細に論じられる。測定された特性としては、飽和荷重、飽和勾配指数、吸収能力、動的吸収時間、細孔容積分布、および坪量に対する湿潤状態の厚さの比率、が挙げられる。各テスト測定は、特に指定がない限り、室温状態で行われた。
パーセント飽和としてしばしば表現される飽和荷重は、ローションの質量を表す乾燥基質の質量のパーセンテージとして定義される。例えば、1.0の飽和荷重(100%飽和に等しい)は、基質上のローションの質量が乾燥基質質量に等しいことを示す。
拭取り布の積層体の飽和勾配指数は、積層体の底部の1組の拭取り布数の飽和荷重と、積層体の上部の拭取り布の同じ数の飽和荷重との比率として計算される。例えば、拭取り布の積層体の総数約80枚の場合、飽和勾配指数は、底部および上部の10枚の拭取り布を使用する比率であり、拭取り布の積層体総数約30枚の場合、底部から上部の5枚の拭取り布が使用される、および30枚未満の場合、上部および底部の単一の拭取り布だけが飽和勾配指数計算に使用される。次の方程式は、総数80枚の積層体の飽和勾配指数の計算の実施例を例証する。
EDANA10.4〜02後にモデルとなった次の方法は、ウェブ又は拭取り布が乾燥又は湿潤状態のいずれかである時、例えば、予め湿潤されている時、いかなる不織布ウェブ又は完成した拭取り布の吸収能力を測定することに適している。
1.取って付き平面ステンレススチールワイヤゲージ試料押さえ、平面金網は少なくとも120mm×120mmである。
2.約20mmの深さの試験液において、試料を付けた状態の見本押さえを水に沈めるのに適したサイズの皿。
3.試料押さえ上の見本を固定するクリップ
4.リング・スタンド
5.少数第4位まで読み取る天秤
6.ストップウォッチ
7.開示されるデータの試験液は、脱イオン水(抵抗率>18メガオーム・cm)
5つの別々の吸収能力測定のための基質試験片を準備する。試験片は、約100mm×100mmの大きさに切られ、個々の試験片が、1グラム未満の重さになる場合、少なくとも合計で1グラムの重さになるように、試験部分品を共に積層する。皿を十分な量の試験液で満たし、室内試験条件に平衡させる。クリップでワイヤゲージ試料押さえに部分品を固定する前に、第1の測定のための試験片の質量を記録する。気泡の生成を回避しようとする一方、試料押さえを試験液に約20mmの深さまで浸し、60秒間静置させる。試料および押さえを皿の液体から取り除き、1つ以外の全ての固定するクリップを取り除き、そしてサンプルをだらりと垂直に掛け又は合計120秒間排水されるように、サンプル押さえをリング・スタンドに取り付ける。排出期間の結果後、押さえから試料を静かに取り除き、試料の質量を記録する。残りの4つの試験片又は試験片一式に対し繰り返す。
吸収能力は、試験される基質1グラム当たりの液体組成物のグラム数の単位で記録される。吸収能力は、行われたそれぞれの試験に対し次のように計算される。
DATは、試験液を吸収する不織布ウェブ又は拭取り布の能力の測定を提供し、液体不透過性容器の積層体中に保存される時、どれほど優れた予め湿潤された不織布ウェブ又は拭取り布が、飽和荷重に保持されるかの測定として同様に使用される。
細孔容積分布測定は、TRI/オートポロシメータ(TRI/Autoporosimeter)(ニュージャージー州プリンストン(Princeton, NJ)のTRI/プリンストン社(TRI/Princeton Inc.))上で行われる。TRI/オートポロシメータ(TRI/Autoporosimeter)は、多孔質材料の細孔容積分布(例えば、有効孔半径1〜900ミクロン(μm)の範囲内の異なるサイズの孔の容積)を測定するための自動コンピュータ制御機器である。無料配布の自動機器ソフトウェア、2003年1月/2005年1月配布、およびデータ処理ソフトウェア、2002年1月配布が、データの取り込み、分析および出力のために使用される。TRI/オートポロシメータ(TRI/Autoporosimeter)についてのさらなる情報、その操作およびデータ処理については、コロイドおよび界面科学誌(The Journal of Colloid and Interface Science)162巻(1994年)、163〜170ページに見出すことができる。
圧力差=[(2)γcosθ]/有効半径
この場合、γ=液体表面張力、およびθ=接触角である。
本発明の拭取り布の坪量に対する厚さの比率は、次の手順を使用して得られる値から計算される。
1.好ましくは、予め切ってある金属の型およびダイ圧力を使用して、既知の特定の寸法に少なくとも3つの不織布の試験片を切断する。各試験片は典型的に、少なくとも0.01m2の面積を有する。
2.グラム中の各試験片の質量を決定するために残部を使用する、方程式(1)を使用して、1平方メートル当たりのグラム数(gsm)で、坪量(1単位面積当たりの質量)を計算する。

4.限られた不織布の量のみが利用可能である場合、坪量は、可能な最大矩形の1試験片の坪量として測定、記録されてもよい。
1.好ましくは、予め切ってある金属の型およびダイ圧力を使用して、2500mm2よりも大きな面積をそれぞれ有する少なくとも10の試験片を切断する。あるいは、より大きな全体サンプルの多重測定が、合計で10回の測定に達するように使用される場合がある。
2.方程式(2)を使用して計算されたローションの必要量を適用することによって、典型的に20〜35ダイン/cmの表面張力を有する液体を使用し、所望のローションの荷重になるようにサンプルをローションに浸す(湿潤状態)。ローションの荷重は、ローションの質量を示す乾燥基質の質量のパーセンテージとして定義される。例えば、1.0のローション荷重(100%飽和に等しい)は、基質上のローションの質量が乾燥基質質量に等しいことを示す。
4.不織布サンプルの湿潤状態の厚さが全ての試験片の湿潤厚さの数値平均として記録される。
(実施例1)
本発明による予め湿潤された拭取り布52は、次のように用意される。BBAファイバウェブ社(BBA Fiberweb)(米国南カロライナ州シンプソンヴィル(Simpsonville, South Carolina, U.S.A.))製造の、ポリエチレン系ポリプロピレンの2成分繊維基質は、始動スパンボンドである。このスパンボンドは、熱的に固着した約2.0デニール繊維を備える20gsmのスパンレイド不織布である。パルプは、湿潤強度向上樹脂のような追加の湿式化学添加物を含まない20gsmの北部針葉樹クラフト湿式ティッシュである。複合体は、パルプの内層を有するスパンボンド不織布の2つの外層を層化し、層からの繊維が絡み合った範囲に対し水流交絡させることによって形成される。複合体には、図9に示される質感が提供される。複合体は、66gsmの坪量を有する。
本発明による予め湿潤された拭取り布52は、スパンボンドが、2.0デニールのポリエチレン系ポリプロピレンの2成分繊維を含む代わりに、約3.0デニールのポリエチレン系ポリプロピレンの2成分繊維を含むことを除き、実施例1によって用意される。
予め湿潤された拭取り布は、次のように用意された。複合体の不織布は、層の繊維が絡み合った範囲までのパルプの内側の層とスパンボンド不織布の2つの外側の層を水流交絡させることによって形成される。スパンボンドの外側の層は約20gsmの坪量を有し、スパンレイドされおよび熱結合された約3.0デニールのポリプロピレン繊維を含む。スパンボンド物質は、PGI社(米国バージニア州ウェーンズバロ(Waynesboro, Virginia U.S.A.))によって製造される。内側のパルプ層は、湿潤強度向上樹脂のような追加の湿式化学添加物を含まない約20gsmの北部針葉樹クラフト湿式ティッシュである。複合体不織布は、図9に示される質感を提供するように処理される。
予め湿潤された拭取り布は、スパンボンドが、3.0デニールのポリプロピレン繊維を含む代わりに、約4.0デニールのポリプロピレン繊維を含むことを除き、比較例3に従って用意される。
Claims (12)
- 予め湿潤された拭取り布52の積層体101であって、前記積層体101が、50mm〜300mmの高さおよび1.0から1.5の飽和勾配指数を有し、
前記拭取り布52が、繊維性不織布ウェブの少なくとも第1の層11Aおよび第3の層11Bの複合体を含み、前記第1の層11Aおよび前記第3の層11Bが、平均繊維デニールが2.5〜6.0である合成繊維を備え、前記複合体は、パルプを備える第2の層12をさらに備え、前記第1の層11Aが、前記層間の結合により向かい合わせの関係にある前記第2の層12に結合され、前記第3の層11Bが、前記層間の結合により向かい合わせの関係にある前記第2の層12に結合され、前記結合が、前記層間の繊維の絡み合いを含み、
前記拭取り布が、拭取り布のグラム当たりの液体組成物が1.5〜6.0グラムの飽和荷重を有することを特徴とし、前記液体組成物が、センチメートル当たり20〜35ダインの表面張力を有する、予め湿潤された拭取り布の積層体。 - 前記拭取り布が、0.01〜0.2秒の動的吸収時間を有することを特徴とする、請求項1に記載の予め湿潤された拭取り布の積層体。
- 前記拭取り布の前記複合体が、前記複合体の平面に存在する少なくとも1つの第1の区域、および少なくとも1つの第2の非平面区域を備え、前記第2の非平面区域が、前記平面から突出した要素を備える、請求項1に記載の予め湿潤された拭取り布の積層体。
- 前記繊維性不織布ウェブが、スパンボンド不織布ウェブであり、
前記合成繊維が、合成多構成成分繊維であり、
前記層間の繊維の絡み合いが、水流交絡を介して得られたものであり、
前記拭取り布が、0.01〜0.2秒の動的吸収時間を有することを特徴とする、請求項1に記載の予め湿潤された拭取り布の積層体。 - 前記合成繊維が、単一成分繊維、多成分繊維、二構成要素繊維、およびこれらの組み合わせから成る群から選択される、請求項1〜4のいずれか一項に記載の予め湿潤された拭取り布の積層体。
- 前記多構成成分繊維が、ポリプロピレンを含んでなるコアと、ポリエチレンを含んでなるシースとを含む、請求項5に記載の予め湿潤された拭取り布の積層体。
- 前記拭取り布が、70重量%〜30重量%のパルプと、好ましくはポリプロピレン、ポリエチレン、およびそれらの組み合わせ、ビスコース、ならびにそれらの組み合わせから成る群から選択される30重量%〜70重量%の合成繊維とを含む、請求項1〜6のいずれか一項に記載の予め湿潤された拭取り布の積層体。
- 前記拭取り布が、乾燥基質1グラム当たり2.5〜15.0グラムのローション吸収能力を有する、請求項1〜7のいずれか一項に記載の予め湿潤された拭取り布の積層体。
- 前記拭取り布が、メートル坪量当たり0.008〜0.024ミリメートル(mm/gsm)の湿潤状態厚さ対坪量の比を含む、請求項1〜8のいずれか一項に記載の予め湿潤された拭取り布の積層体。
- 前記繊維が成形加工されている、請求項1〜9のいずれか一項に記載の予め湿潤された拭取り布の積層体。
- 前記拭取り布が、0.01〜0.2秒の動的吸収時間を有する、請求項3および5〜9のいずれか一項に記載の予め湿潤された拭取り布の積層体。
- 前記拭取り布が、細孔容積分布が平均孔半径に対してプロットされる場合、多様な分布を含むプロットが得られるような、前記細孔容積分布及び前記平均孔半径を有する孔を備え、少なくとも1つのピークが200ミクロンを下回り、少なくとも1つのピークが300ミクロンを上回る、請求項3〜11のいずれか一項に記載の予め湿潤された拭取り布の積層体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US78746706P | 2006-03-30 | 2006-03-30 | |
| US60/787,467 | 2006-03-30 | ||
| PCT/US2007/007794 WO2007126974A2 (en) | 2006-03-30 | 2007-03-28 | Stacks of pre-moistened wipes with unique fluid retention characteristics |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009532095A JP2009532095A (ja) | 2009-09-10 |
| JP2009532095A5 JP2009532095A5 (ja) | 2011-04-14 |
| JP4833333B2 true JP4833333B2 (ja) | 2011-12-07 |
Family
ID=38581926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009503004A Expired - Fee Related JP4833333B2 (ja) | 2006-03-30 | 2007-03-28 | 独自の水分保持特性を有する予め湿潤された拭取り布の積層体 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8410005B2 (ja) |
| EP (1) | EP1998659B2 (ja) |
| JP (1) | JP4833333B2 (ja) |
| CA (1) | CA2648061C (ja) |
| ES (1) | ES2444372T3 (ja) |
| MX (1) | MX2008011675A (ja) |
| PL (1) | PL1998659T3 (ja) |
| WO (1) | WO2007126974A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7457627B2 (ja) | 2019-11-08 | 2024-03-28 | シチズン時計株式会社 | ムーブメント及びこのムーブメントを備えた時計 |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8540846B2 (en) | 2009-01-28 | 2013-09-24 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight multi-ply sheet with cellulose microfiber prepared with perforated polymeric belt |
| EP2077744A2 (en) * | 2006-11-02 | 2009-07-15 | The Procter and Gamble Company | Apparatus for dispensing wipes |
| US20080248239A1 (en) * | 2007-04-05 | 2008-10-09 | Stacey Lynn Pomeroy | Wet wipes having increased stack thickness |
| US9315929B2 (en) * | 2007-09-28 | 2016-04-19 | The Procter & Gamble Company | Non-wovens with high interfacial pore size and method of making same |
| US20090152290A1 (en) * | 2007-12-13 | 2009-06-18 | Marcus Wang | Wipes Canister |
| WO2009105490A1 (en) * | 2008-02-18 | 2009-08-27 | Sellars Absorbent Materials, Inc. | Laminate non-woven sheet with high-strength, melt-blown fiber exterior layers |
| JP5185058B2 (ja) * | 2008-10-17 | 2013-04-17 | 王子ホールディングス株式会社 | 乾式不織布 |
| JP5430327B2 (ja) * | 2009-09-29 | 2014-02-26 | 大王製紙株式会社 | 産業用ワイプ |
| US9631321B2 (en) * | 2010-03-31 | 2017-04-25 | The Procter & Gamble Company | Absorptive fibrous structures |
| ES2586692T3 (es) | 2010-07-15 | 2016-10-18 | The Procter & Gamble Company | Núcleo absorvente |
| USD843119S1 (en) * | 2016-09-09 | 2019-03-19 | The Glad Products Company | Film with pattern |
| MY163391A (en) * | 2011-05-18 | 2017-09-15 | Procter & Gamble | Kit for assessing the fragrance intensity of a fabric care product |
| US9290877B2 (en) | 2012-06-13 | 2016-03-22 | Ahlstrom Corporation | Method of making glazed nonwoven fabric |
| US20130337714A1 (en) * | 2012-06-13 | 2013-12-19 | Ahlstrom Coporation | Glazed Nonwoven Fabric and Methods of Manufacture |
| JP6162486B2 (ja) * | 2013-05-29 | 2017-07-12 | 花王株式会社 | 清掃具 |
| US9826876B2 (en) * | 2013-09-30 | 2017-11-28 | Kimberly-Clark Worldwide, Inc. | Low-moisture cloud-making cleaning article |
| US9750666B2 (en) | 2014-11-06 | 2017-09-05 | Tzvi Tuvya Shwartz | Wet wipe |
| US9955686B2 (en) * | 2015-02-26 | 2018-05-01 | Avintiv Specialty Materials Inc. | Nonwoven fabric for increasing the availability of quaternary ammonium in solution |
| WO2016196711A1 (en) | 2015-06-03 | 2016-12-08 | The Procter & Gamble Company | Article of manufacture making system |
| WO2016196712A1 (en) | 2015-06-03 | 2016-12-08 | The Procter & Gamble Company | Article of manufacture making system |
| EP3374176A4 (en) * | 2015-11-12 | 2019-06-12 | First Quality Nonwovens, Inc. | FLEXIBLE COMPOSITE WITH A NATURAL FIBER FRAME AND METHOD FOR FORMING THEREOF |
| WO2017106417A1 (en) | 2015-12-15 | 2017-06-22 | The Procter & Gamble Company | Pre-moistened fibrous structures exhibiting increased capacity |
| WO2017106422A1 (en) | 2015-12-15 | 2017-06-22 | The Procter & Gamble Company | Compressible pre-moistened fibrous structures |
| US10478865B2 (en) | 2015-12-15 | 2019-11-19 | The Procter & Gamble Company | Fibrous structures comprising regions having different solid additive levels |
| US10428463B2 (en) | 2015-12-15 | 2019-10-01 | The Procter & Gamble Company | Fibrous structures comprising regions having different micro-CT intensive property values and associated transition slopes |
| EP3686343B1 (en) | 2015-12-15 | 2021-11-10 | The Procter & Gamble Company | Fibrous structures comprising three or more regions |
| WO2017106421A2 (en) * | 2015-12-15 | 2017-06-22 | The Procter & Gamble Company | Pre-moistened fibrous structures |
| US10252200B2 (en) | 2016-02-17 | 2019-04-09 | Hollingsworth & Vose Company | Filter media including a filtration layer comprising synthetic fibers |
| US11014030B2 (en) | 2016-02-17 | 2021-05-25 | Hollingsworth & Vose Company | Filter media including flame retardant fibers |
| JP6952447B2 (ja) * | 2016-06-13 | 2021-10-20 | 花王株式会社 | 清掃用ウエットシート |
| JP6758116B2 (ja) * | 2016-07-28 | 2020-09-23 | 日本製紙クレシア株式会社 | 複合型不織布の製造装置およびその製造方法 |
| USD849420S1 (en) * | 2016-09-09 | 2019-05-28 | The Glad Products Company | Film with pattern |
| USD850800S1 (en) * | 2016-10-13 | 2019-06-11 | The Glad Products Company | Film with pattern |
| EP3551022B1 (en) | 2016-12-08 | 2022-11-23 | The Procter & Gamble Company | Pre-moistened cleaning pads |
| CA3043525C (en) | 2016-12-08 | 2022-03-01 | The Procter & Gamble Company | Fibrous structures having a contact surface |
| US10694915B2 (en) * | 2017-04-06 | 2020-06-30 | The Procter & Gamble Company | Sheet with tow fiber and movable strips |
| US11950737B2 (en) | 2017-09-11 | 2024-04-09 | The Procter & Gamble Company | Cleaning article with irregularly spaced tow tufts |
| US11253128B2 (en) | 2017-09-11 | 2022-02-22 | The Procter & Gamble Company | Cleaning article with differential pitch tow tufts |
| CN111194201A (zh) * | 2017-11-03 | 2020-05-22 | 宝洁公司 | 图案化基底 |
| US11503895B2 (en) * | 2017-12-20 | 2022-11-22 | L'oreal | Makeup removal mask |
| TR201817248A2 (tr) * | 2018-11-15 | 2019-01-21 | Selcuk Iplik Sanayi Ve Tic A S | Yeni̇ bi̇r dokunmamiş kumaş (nonwoven) kompozi̇ti̇ ve üreti̇m yöntemi̇ |
| CN115434077B (zh) | 2018-11-30 | 2023-12-29 | 宝洁公司 | 用于制备通流粘结的非织造纤维网的方法 |
| WO2020107421A1 (en) | 2018-11-30 | 2020-06-04 | The Procter & Gamble Company | Methods for through-fluid bonding nonwoven webs |
| CN113166988B (zh) | 2018-11-30 | 2023-04-07 | 宝洁公司 | 形成柔软且蓬松的非织造纤维网的方法 |
| JP7072708B1 (ja) | 2021-11-12 | 2022-05-20 | ユニ・チャーム株式会社 | 積層不織布 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06257055A (ja) * | 1992-10-05 | 1994-09-13 | Kimberly Clark Corp | 耐磨耗性繊維質不織布複合構造部材 |
| JP2002249965A (ja) * | 2001-02-23 | 2002-09-06 | Kuraray Co Ltd | 不織布 |
| JP2002253459A (ja) * | 1991-11-13 | 2002-09-10 | Kao Corp | 乾式清掃用シート及びその製造方法 |
| JP2003265387A (ja) * | 2002-03-13 | 2003-09-24 | Kao Corp | 清掃用シート |
| JP2004073529A (ja) * | 2002-08-20 | 2004-03-11 | Kao Corp | 温熱拭き取り用具 |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3338992A (en) | 1959-12-15 | 1967-08-29 | Du Pont | Process for forming non-woven filamentary structures from fiber-forming synthetic organic polymers |
| US3502763A (en) | 1962-02-03 | 1970-03-24 | Freudenberg Carl Kg | Process of producing non-woven fabric fleece |
| US3341394A (en) | 1966-12-21 | 1967-09-12 | Du Pont | Sheets of randomly distributed continuous filaments |
| US3542615A (en) | 1967-06-16 | 1970-11-24 | Monsanto Co | Process for producing a nylon non-woven fabric |
| US3849241A (en) | 1968-12-23 | 1974-11-19 | Exxon Research Engineering Co | Non-woven mats by melt blowing |
| DE2048006B2 (de) | 1969-10-01 | 1980-10-30 | Asahi Kasei Kogyo K.K., Osaka (Japan) | Verfahren und Vorrichtung zur Herstellung einer breiten Vliesbahn |
| DE1950669C3 (de) | 1969-10-08 | 1982-05-13 | Metallgesellschaft Ag, 6000 Frankfurt | Verfahren zur Vliesherstellung |
| US4100324A (en) | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| US4340563A (en) | 1980-05-05 | 1982-07-20 | Kimberly-Clark Corporation | Method for forming nonwoven webs |
| US4818464A (en) | 1984-08-30 | 1989-04-04 | Kimberly-Clark Corporation | Extrusion process using a central air jet |
| US4853281A (en) | 1986-08-15 | 1989-08-01 | Kimberly-Clark Corporation | Uniformly moist wipes |
| US5026587A (en) * | 1989-10-13 | 1991-06-25 | The James River Corporation | Wiping fabric |
| US5143679A (en) | 1991-02-28 | 1992-09-01 | The Procter & Gamble Company | Method for sequentially stretching zero strain stretch laminate web to impart elasticity thereto without rupturing the web |
| US5382400A (en) | 1992-08-21 | 1995-01-17 | Kimberly-Clark Corporation | Nonwoven multicomponent polymeric fabric and method for making same |
| US5518801A (en) | 1993-08-03 | 1996-05-21 | The Procter & Gamble Company | Web materials exhibiting elastic-like behavior |
| US5759926A (en) | 1995-06-07 | 1998-06-02 | Kimberly-Clark Worldwide, Inc. | Fine denier fibers and fabrics made therefrom |
| US5853859A (en) | 1995-07-07 | 1998-12-29 | Kimberly-Clark Worldwide, Inc. | Room temperature latex printing |
| US5628097A (en) | 1995-09-29 | 1997-05-13 | The Procter & Gamble Company | Method for selectively aperturing a nonwoven web |
| US5658639A (en) | 1995-09-29 | 1997-08-19 | The Proctor & Gamble Company | Method for selectively aperturing a nonwoven web exhibiting surface energy gradients |
| US5650214A (en) | 1996-05-31 | 1997-07-22 | The Procter & Gamble Company | Web materials exhibiting elastic-like behavior and soft, cloth-like texture |
| US6200669B1 (en) | 1996-11-26 | 2001-03-13 | Kimberly-Clark Worldwide, Inc. | Entangled nonwoven fabrics and methods for forming the same |
| US6383431B1 (en) | 1997-04-04 | 2002-05-07 | The Procter & Gamble Company | Method of modifying a nonwoven fibrous web for use as component of a disposable absorbent article |
| US5914084A (en) | 1997-04-04 | 1999-06-22 | The Procter & Gamble Company | Method of making a stabilized extensible nonwoven web |
| US6129801A (en) | 1997-04-23 | 2000-10-10 | The Procter & Gamble Company | Method for making a stable web having enhanced extensibility in multiple directions |
| US6202845B1 (en) * | 1997-05-23 | 2001-03-20 | The Procter & Gamble Company | Folding and stacking configuration for wet wipes |
| US6110848A (en) * | 1998-10-09 | 2000-08-29 | Fort James Corporation | Hydroentangled three ply webs and products made therefrom |
| US6315114B1 (en) | 1999-03-23 | 2001-11-13 | Kimberly-Clark Worldwide, Inc. | Durable high fluid release wipers |
| EP1165040B1 (en) | 1999-03-31 | 2004-10-20 | The Procter & Gamble Company | Pre-moistened wipe with lotion to improve dispensing |
| EP1661503A3 (en) * | 1999-09-27 | 2008-01-02 | The Procter and Gamble Company | Hard surface cleaning compositions, premoistened wipes, methods of use, and articles comprising said compositions |
| US6946413B2 (en) * | 2000-12-29 | 2005-09-20 | Kimberly-Clark Worldwide, Inc. | Composite material with cloth-like feel |
| JP2003100371A (ja) | 2001-09-19 | 2003-04-04 | Matsushita Electric Ind Co Ltd | 端子付き配線基板 |
| WO2004020725A1 (en) * | 2002-08-29 | 2004-03-11 | The Procter & Gamble Company | Low density, high loft nonwoven substrates |
| US7838099B2 (en) | 2002-12-20 | 2010-11-23 | The Procter & Gamble Company | Looped nonwoven web |
| BR0317598B1 (pt) | 2002-12-20 | 2015-03-10 | Procter & Gamble | Manta texturizada invertida |
| BR0317609B1 (pt) | 2002-12-20 | 2013-10-08 | Textura laminada com tufos | |
| TW200427888A (en) | 2002-12-20 | 2004-12-16 | Procter & Gamble | Tufted fibrous web |
| EP1618240B1 (en) † | 2003-05-01 | 2006-08-30 | Johnson and Johnson GmbH | Patterned sheet products |
| MXPA06008587A (es) | 2004-01-30 | 2006-08-28 | Procter & Gamble | Telas de fibras con forma. |
| AU2004321066B2 (en) † | 2004-06-29 | 2010-11-25 | Essity Hygiene And Health Aktiebolag | A hydroentangled split-fibre nonwoven material |
| US20070049153A1 (en) * | 2005-08-31 | 2007-03-01 | Dunbar Charlene H | Textured wiper material with multi-modal pore size distribution |
-
2007
- 2007-03-27 US US11/728,930 patent/US8410005B2/en active Active
- 2007-03-28 PL PL07754328T patent/PL1998659T3/pl unknown
- 2007-03-28 EP EP07754328.8A patent/EP1998659B2/en active Active
- 2007-03-28 WO PCT/US2007/007794 patent/WO2007126974A2/en active Application Filing
- 2007-03-28 ES ES07754328.8T patent/ES2444372T3/es active Active
- 2007-03-28 CA CA2648061A patent/CA2648061C/en not_active Expired - Fee Related
- 2007-03-28 JP JP2009503004A patent/JP4833333B2/ja not_active Expired - Fee Related
- 2007-03-28 MX MX2008011675A patent/MX2008011675A/es not_active Application Discontinuation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002253459A (ja) * | 1991-11-13 | 2002-09-10 | Kao Corp | 乾式清掃用シート及びその製造方法 |
| JPH06257055A (ja) * | 1992-10-05 | 1994-09-13 | Kimberly Clark Corp | 耐磨耗性繊維質不織布複合構造部材 |
| JP2002249965A (ja) * | 2001-02-23 | 2002-09-06 | Kuraray Co Ltd | 不織布 |
| JP2003265387A (ja) * | 2002-03-13 | 2003-09-24 | Kao Corp | 清掃用シート |
| JP2004073529A (ja) * | 2002-08-20 | 2004-03-11 | Kao Corp | 温熱拭き取り用具 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7457627B2 (ja) | 2019-11-08 | 2024-03-28 | シチズン時計株式会社 | ムーブメント及びこのムーブメントを備えた時計 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009532095A (ja) | 2009-09-10 |
| PL1998659T3 (pl) | 2014-04-30 |
| EP1998659B2 (en) | 2021-07-14 |
| WO2007126974A3 (en) | 2008-01-17 |
| CA2648061C (en) | 2012-12-04 |
| WO2007126974A2 (en) | 2007-11-08 |
| ES2444372T3 (es) | 2014-02-24 |
| EP1998659B1 (en) | 2013-11-20 |
| US8410005B2 (en) | 2013-04-02 |
| CA2648061A1 (en) | 2007-11-08 |
| MX2008011675A (es) | 2008-09-22 |
| EP1998659A2 (en) | 2008-12-10 |
| US20070228064A1 (en) | 2007-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4833333B2 (ja) | 独自の水分保持特性を有する予め湿潤された拭取り布の積層体 | |
| US7696109B2 (en) | Low-density cleaning substrate | |
| US20120227203A1 (en) | Textured wipes | |
| JP4286255B2 (ja) | タフト付きラミネートウェブ | |
| US9694556B2 (en) | Tufted fibrous web | |
| AU2002317619B2 (en) | Internally tufted laminates and methods of producing same | |
| US8250719B2 (en) | Multiple layer absorbent substrate and method of formation | |
| US20100310837A1 (en) | Structured fibrous web | |
| US20100310845A1 (en) | Fluid permeable structured fibrous web | |
| US20050133174A1 (en) | 100% synthetic nonwoven wipes | |
| US20120237718A1 (en) | Structured Fibrous Web | |
| MXPA04010104A (es) | Materiales no tejidos que tienen caracteristicas de superficie. | |
| KR100801775B1 (ko) | 내압축성 부직포 | |
| US20120238170A1 (en) | Fluid Permeable Structured Fibrous Web | |
| AU2006209374B9 (en) | Tufted fibrous web |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100924 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101224 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110106 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110124 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110131 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20110224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110826 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110921 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4833333 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |