JP4811971B2 - パッケージを収納する搬送トレイおよび該トレイ内へのパッケージ収納方法 - Google Patents
パッケージを収納する搬送トレイおよび該トレイ内へのパッケージ収納方法 Download PDFInfo
- Publication number
- JP4811971B2 JP4811971B2 JP2001011286A JP2001011286A JP4811971B2 JP 4811971 B2 JP4811971 B2 JP 4811971B2 JP 2001011286 A JP2001011286 A JP 2001011286A JP 2001011286 A JP2001011286 A JP 2001011286A JP 4811971 B2 JP4811971 B2 JP 4811971B2
- Authority
- JP
- Japan
- Prior art keywords
- package
- transport tray
- contact lens
- tray
- packages
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/008—Packaging other articles presenting special problems packaging of contact lenses
Description
【発明の属する技術分野】
本発明は、蒸気滅菌によりパッケージを滅菌するに際しパッケージを整然と収納する搬送トレイとその搬送トレイ内へのパッケージの収容方法に関する。
【0002】
【従来の技術】
蒸気滅菌器においては多種多様な対象物がパッケージ状態で滅菌される。例えば、特願2000-68154号記載のコンタクトレンズ容器のパッケージがその一例である。このようなパッケージはブリスターケースと呼ばれ、親水性または軟質のコンタクトレンズを収容する半球形状のレンズ収納部を有したプラスチックの包装手段を用いている。ブリスターケースはレンズを取り出すために包装からひきはがすことができる柔軟なシート材料で収納部を覆っており、収納部の周囲から外側にのびるフランジ表面にシート材が一般的な密閉手段(例えば、熱溶着もしくは超音波溶着等)により貼り付いている。親水性コンタクトレンズは通常含水状態で流通されるので保管中に微生物等の増殖を抑えるために出荷前の滅菌は必須である。
【0003】
しかし、蒸気滅菌処理は高温高圧下で実施されるので滅菌器内の容積に制限があると同時に、収容するパッケージの空間を適当に設けないと滅菌器内での滅菌効果が位置によりばらつき、充分な効果が得られない場合がある。また、パッケージ同士またはパッケージと滅菌器壁との接触の仕方によっては、部分的に変色・変形し不均一な外観を残す。これは、パッケージのどこかの具合が悪いことを顧客に連想させる。したがって、蒸気滅菌器内でのパッケージの収納状態を整然とし、パッケージの全面に蒸気が行き渡るように収納しなければならない。また、パッケージのレンズ収納空間は球体ではないためその静置状態によっては、内部のレンズが屈曲して滅菌処理される場合があり、冷却後のレンズに変形が生じるおそれもある。一方、蒸気滅菌器の効率の良い使い方という観点からも、蒸気滅菌後には収納された滅菌済パッケージを素早く取り出して、後に生産されたパッケージを新たに滅菌する必要がある。
【0004】
【発明が解決しようとする課題】
本発明は、コンタクトレンズを収容するパッケージを蒸気滅菌器内での滅菌効果の確保と不均一な変色・変形を防止し、また滅菌器内への出し入れを容易に行うことの出来る搬送トレイおよびそれにパッケージを収容する方法を提供することを目的とする。
【0005】
【課題を解決するための手段】
上記目的を達成するために本発明は以下の構成からなる搬送トレイを使用する。すなわち、少なくともパッケージ一個分の面積を有する開放口をその一端部に有する柱状の搬送トレイであって、複数の支柱で構成される搬送トレイに、該端部よりパッケージを挿入する開放口に、パッケージの挿入は許すが収納された後は該パッケージの脱落を防止するストッパー手段が付設されてなり、トレイ内には各パッケージの側面が対応する各側面と方向を一致するように積み重ねられ反転しない向きで縦方向に整列させられた状態で保持することが可能である。また、収納されるパッケージの数量が該トレイ内に一杯となる場合を除いて、パッケージを積み重ねた状態で整然と保持するために、収納パッケージを適当な保持手段を設けることにより、状態を制御することが好ましい。この保持手段は例えば収納パッケージの最上部に重石を置いて収納されたパッケージの自由な動きを制限するように置き搬送、滅菌過程で列が乱れることを防止することができる。この他の手段として、例えば最上部のパッケージに対してトレイの側面から固定する手段によりパッケージ列を保持したり、柱状のトレイの上面部からバネ等により最上部パッケージを下方向に押さえつけるなどが考えられる。このように整列された状態で滅菌処理がなされることにより、前記した、パッケージの部分的変色・変形を有利に防止しつつ、各パッケージ間の蒸気の流通を均一ならしめ滅菌効果の差をなくすことが可能となる。滅菌工程は高温高圧下に行われるので、パッケージの変形が最も起こりやすいのは柔軟なシート部分でのパッケージ内の圧力上昇を吸収できなくなったときであり、パッケージ毎に整然と配置されていない場合には、パッケージ構成樹脂の各部に不均一な力が加わり、滅菌処理後そのまま冷却されることで変形が惹起されることとなる。また、パッケージのくぼみはコンタクトレンズの曲率にほぼ等しいか大きめの曲面を有する半球形状であり、レンズがここに位置して滅菌処理されるならば特に問題はないが、パッケージが傾斜しまたは反転した状態であると収容されるレンズ形状がひずんで加熱冷却されるので、滅菌処理後のレンズ形状が変形することがあり、使用者が装用したときにズレや装用感が悪いなどの問題が生ずる。本発明においては、搬送トレイ内にパッケージの積み重ねにより整然と収容されるところから、上記のような問題は解決される。
【0006】
なお、柱状トレイの対向する支柱間の距離を調節して収容パッケージの側面に対する摩擦力により保持手段とすることも可能であるが、こうした保持力は、パッケージの滅菌工程における高温高圧下でうける変形の原因ともなりやすく、トレイ内でのパッケージ側面とトレイ支柱間との摩擦力はできるだけ少ない方が良く、パッケージの動きはできるだけスムーズにするように構成することが望ましい。
【0007】
前記搬送トレイのストッパー手段については、順次挿入されて積み重ねられるパッケージがトレイから脱落しないものであればよく、例えば、トレイの底面開放口の一部に応力により変形する柔軟な材質をもちいて開放口の一部を塞ぐようにし、パッケージの挿入方向に対してはその動きを許容し、パッケージが脱落する方向に対してはその動きを阻止しうる形状(例えば当該部分によりパッケージの側壁部に引っかかり通常ではパッケージが落ちてこない構造とする)、あるいはパッケージの収容後に開放口を遮るように支持部材を嵌合・配置してパッケージの脱落を防止する。また滅菌工程が終了した後は、搬送トレイから各パッケージを取り出して、適当な数量の単位でまとめて包装するので、取り出しが容易に行える構造に変更できる必要がある。
【0008】
本発明の他の態様として、上記搬送トレイ内へのパッケージ収納とその蒸気滅菌方法があげられる。この方法は以下の工程を有する。すなわち、a)パッケージを搬送するベルトコンベアの上方位置に、柱状の搬送トレイの端部開放口を下にしてトレイを縦に固定する工程b)各パッケージが前記ベルトコンベア上に反転しない向きで置かれた状態で前記搬送トレイの下部に達したときベルトコンベアの移動を停止させる工程c)前記停止中のパッケージを持ち上げて搬送トレイの底面開放口よりトレイ内に収納する工程からなり、順次前記工程を繰り返すことにより複数のパッケージを搬送トレイ内に重ね合わされて収納する方法と、d)該コンタクトレンズを収容するパッケージの重なりを整然と保持する為の手段として重石またはバネを収容パッケージの最上部に設ける工程e)コンタクトレンズを収容する各パッケージが前記搬送トレイ内で縦方向に整列させられた状態で高温高圧下で滅菌処理する工程からなり、コンタクトレンズを収容するパッケージの部分的変色・変形を有利に防止しつつ、コンタクトレンズを収容する各パッケージ間の蒸気の流通を均一ならしめ滅菌効果の差をなくすことが可能なことを特徴とする搬送トレイ内へコンタクトレンズを収容するパッケージを収納し、高温高圧下で蒸気滅菌する方法である。このような方法を採用することで、製造ラインの工程中に搬送トレイを置くことによって、量産化、効率化が計られることとなる。
【0009】
搬送トレイは基本的に縦長の直方体形状を有しており、直方体の上面はパッケージが通過しないように塞がれており、下面は前記したように少なくとも1個のパッケージが通過出来る大きさの開放口を有している。そしてこの直方体の上下面に対して側面または側辺に沿って数本の支柱を上下に差し渡すように連結し、収納パッケージが出来るだけ外部環境と接触するように構成し、滅菌効果が均一になされるようにされている。上下に差し渡しされる支柱は、高温高圧の蒸気滅菌に耐えられるだけでなく、収納するパッケージ列を安定して形状保持できるように金属製のパイプなどで形成されるのが好ましい。なお、この支柱自体の形状は多角柱とするよりも、円柱にして収容パッケージの側面との接触面積を少なくしパッケージに対する応力が加わらないようにして、滅菌工程における部分的変色・変形を防止する上で好ましい。
【0010】
一方本発明の搬送トレイに収容される、パッケージの材質・形状等についてコンタクトレンズのブリスターケースを例に以下に述べる。パッケージの基材は、安価で取り扱いやすいように、一般的な射出成形または熱圧縮成形により例えばポリエチレン、ポリプロピレン、エチレンビニルアセテート、プロピレンコポリマー、ポリスチレン、ナイロン等から適宜選択される熱可塑性プラスチック材料から構成される。また、パッケージは、封止シート(例えばポリプロピレンや他の適当なプラスチックフィルムとアルミニウム箔のラミネートや、プラスチック層を有するバリア材料を形成する酸化シリコンで構成された単一の柔軟なシート)で覆われて、レンズを収容するくぼみの周りに延展するフランジにヒートシールされ、収容されたレンズのための密封した環境を提供する。この封止シートを引き剥がすことにより、くぼみが開口してレンズを取り出すことが可能になる。滅菌処理は当然レンズを封止したのち実施され、顧客の使用時までレンズは無菌水溶液中に保存されることとなる。
【0011】
さらにパッケージ自体の形状においても変形を防止する観点で、種々の取りうる形状がある。まず、パッケージのフランジ部の形状であるが、これは搬送トレイの開放口の形状および支柱により形成される空間の形状と一致させることが望ましい。例えば、パッケージのフランジ形状が正方形であれば、開放口を正方形に、多角形である場合は開放口を対応する多角形の形状とする。このような形状により搬送トレイ内へのパッケージの挿入において一定の方向性をもって揃えることができ、トレイ内への積み重ねが容易になる。またくぼみの深さと、フランジから垂下する周壁部の長さはほぼ同一ないし周壁部を若干長めにすることが望ましい。これも、積み重ねた状態でトレイ内に収容する際に、収納するパッケージの自由な動きを抑制する保持手段から受ける圧力を、各パッケージ全体で均等に受けることで変形の防止につながるからである。
【0012】
【実施例】
以上の内容を図面を参考にしつつ本発明により構成された搬送トレイの好適な実施例を添付図面に基づいて以下に具体的に説明する。
【0013】
図1は本発明の搬送トレイ1を立てた状態の斜視図を示す。搬送トレイ1はその上面2と下面3が正方形の形状をしている。そして円柱状の支柱4が8本で連結し、パッケージの収納空間を形成する。この支柱は必ずしも円柱である必要は無く、3角柱、4角柱等の多角柱であってもよい。ただ前述したように収納するパッケージとの接触部が面として接触するよりは線として接触した方が、蒸気滅菌時の変色・変形を抑え易いと思われる。また収容されたパッケージを上から押さえて整列させる手段として硬質樹脂製の重石5が下面3に接して存在する。この重石は先に述べたように金属製であっても良くまた、押さえる手段として図示していないが上面2に固定され下方向に押さえるバネまたはバネと結合した板等であってもよい。また、搬送トレイ1の支柱4は上面2と下面3でのみ固定されているが、この支柱4の長さが長くなれば支柱の中間付近に複数の支柱固定部を形成して、トレイの形状安定化を計ることも可能である。なお中間に付設する支柱の固定部は、その中をパッケージが通過するので、パッケージの外径に相当する以上の大きさの口径を有する環状体であることが望ましい。支柱4について図1では8本構成となっているが、これより多くてもまた少なくても、特に問題がない。但し、本数を増やすことにより、パッケージをより確実に保持することはできるものの、外部環境との接触面積が少なくなるので蒸気滅菌時における滅菌効率が低下する傾向があり、また本数を少なくする場合は、パッケージがその隙間から脱落する危険性が増す傾向にある。上面2には開放口等が形成されていないが、この構造も後の図2に示すような下面3と同じ形状であってもよい。
【0014】
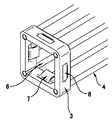
図2は搬送トレイを倒して、下面3を横から見た斜視図である。下面3にはこの図2に示すようにパッケージが通過できる開放口6が形成され、さらに挿入後のパッケージの脱落を防止するストッパー手段7が付設されている。このストッパー手段はパッケージ挿入方向に対しては引っ掛かりがないように、また反対に脱落する方向に対しては、パッケージの側壁部がストッパー手段に引っかかって落ちていかない構造に成っている。このストッパー手段7は、パッケージを取り出す際には邪魔になるため、収容保持する際には当該部分を下面3の側面8より押しだしてパッケージを保持し、取り出す場合には側面8に対してストッパー手段7を引き込むことができる様な構造にすることが好ましい。また、別法として下面3を取り外し可能にすることで、内部のパッケージの取り出しを容易にできる。図2における下面3の開放口6の形状は4角形であるが、収容するパッケージは4角形であると仮定した場合であって、実際のパッケージのフランジ外形に合わせた形状とすることが好ましい。
【0015】
図3には、図1記載の搬送トレイ1に収納するパッケージ10を示す。このパッケージ10はその周辺に一体の、垂下する周壁部11、14、17を有する平面状の本質的に正方形のフランジ12と、このフランジ12の略中央部にレンズを収納するくぼみ13を含む。一般に無菌生理食塩水中に浸漬されたコンタクトレンズの曲率よりも大きい曲率の本質的に半球形であるくぼみ13は、本例ではフランジ12の中心に位置しているが一端側に偏っていてもよい。フランジ形状も長方形のフランジあるいは三角形のフランジ、円形のフランジであってもよく、またその場合でもくぼみが中心あるいは偏心に位置していても良い。基本的には、パッケージを積み重ねて複数パッケージを包装する場合を想定すれば、偏心位置にくぼみを設けることにより入れ子重ね状にして包装容器全体の容積が最小になるようにできるし、積み重ねないパッケージを包装する場合であればどの位置にくぼみを設けてもたいした影響はないと思われる。パッケージを平面に置いたときのバランス面から平面状のフランジ12から垂下する周壁部11等の高さは、コンタクトレンズを収納するくぼみ13の高さにほぼ等しくされている。また、周壁部11は側面形状が長方形とされているが、これは後にパッケージをまとめて包装する場合に、包装紙の形状を固定安定化する為に好ましいのであって、周壁部14に示すように長方形の底面にあたる一辺に円弧状の切除部16を形成してもよい。このような切除部16は、パッケージを搬送トレイに積み重ねて滅菌処理する際の蒸気の通路とすることが出来るので、均一な滅菌処理がより効果的に成されることとなる。パッケージ10は、そのくぼみ13に製造されたコンタクトレンズ等を収納したのちくぼみ13を密封し、フランジ12面を覆うように封止シート15がしかれる。
【0016】
封止シート15は、例えば熱または超音波などの封止手段によりシートに対面するフランジ12の表面の適当な領域に接着され、それにより無菌生理食塩水中に浸漬されたコンタクトレンズを含有するくぼみ13を密封し、保存する。
【0017】
パッケージの周壁部11の対向する周壁部17には、例えばコンタクトレンズの規格、ロットなどが表記または二次元コードにより表され、印刷されていてよい。この印刷手段としてはインクジェットを用いて符号を描画するあるいは、レーザーマークにより表面に凹部を形成して刻印する等の方法による。
【0018】
図4は、コンタクトレンズ製造ライン内で本発明の搬送トレイがどのように使用されているかを表したものである。加工されたレンズは、最終的にパッケージ10内に密封され、ベルトコンベア20に載って輸送されてくる。コンベア上にあるパッケージ10は、終端部21に到達したときにコンベアの輸送が一時停止し、終端部21が図に示す矢印上方向に移動することにより、該上部に固定された搬送トレイ1の下面3の開放口よりパッケージ10が搬送トレイ内に順次収容される。終端部21が図に示す矢印下方向に移動したのち、再びコンベアの輸送が開始され、次のパッケージが同部21上に載置されるまで移動し停止後、上記工程が繰り返される。こうして搬送トレイ内にパッケージが一定量収納されると、空の搬送トレイと交換され、パッケージを収容した搬送トレイは蒸気滅菌器へと運ばれる。滅菌処理が終了後、パッケージを取り出して適当な個数の単位毎にまとめられパッケージ、箱詰め包装されて出荷されることとなる。
【0019】
本発明の好ましい態様を図示し、上記具体的な図面を参照として述べたが、本発明は上記実施例に限定されることなく、例えば、パッケージのフランジ形状が丸型、三角形、5角形等の多角形であるときには、その形状に対応した搬送トレイの収容空間または下面の開放口にすることができ、また、搬送トレイに設けられるストッパー手段についても、側面よりバネで押さえつける方式、鍵爪の形状による保持手段などその形状、機構、設定位置など、本発明の趣旨を逸脱しない限りにおいて、当業者の知識に基づいて種々なる変更、修正、改良などを加えうるものであることが、理解されよう。
【0020】
【発明の効果】
以上説明したように、蒸気滅菌器内でのパッケージを支持する搬送トレイによれば、例えばコンタクトレンズを収容するパッケージを蒸気滅菌器内での滅菌効果の確保と不均一な変色・変形を防止し、滅菌器内への出し入れを容易に行うことの出来る搬送トレイを提供でき、また実際の製造ラインに搬送トレイを適用したとき、作業効率の良いトレイ内への収納が可能となる方法を提供できる。
【図面の簡単な説明】
【図1】本発明に係る搬送トレイを立てた状態の斜視図である。
【図2】本発明に係る搬送トレイを倒した状態で下面側をみた斜視図である。
【図3】本発明に係る搬送トレイに適用するパッケージの斜視図である。
【図4】本発明に係る搬送トレイを製造ラインに設置した状態の模式図である。
【符号の説明】
1 搬送トレイ
2 上面
3 下面
4 支柱
5 重石
6 開放口
7 ストッパー手段
10 パッケージ
11 周壁部
12 フランジ
13 くぼみ
15 封止シート
20 ベルトコンベア
Claims (2)
- 少なくともコンタクトレンズを収容するパッケージ一個分の面積を有する開放口をその一端部に有する柱状の搬送トレイであって、
複数の支柱で構成される搬送トレイに、該端部よりコンタクトレンズを収容するパッケージを挿入する開放口に、コンタクトレンズを収容するパッケージの挿入は許すが収納された後は該コンタクトレンズを収容するパッケージの脱落を防止するストッパー手段が付設されてなり、
トレイ内にはコンタクトレンズを収容する各パッケージの側面が対応する各側面と方向を一致するように積み重ねられ反転しない向きで縦方向に整列させられた状態でパッケージを保持し、搬送トレイ内に収容されるコンタクトレンズを収容するパッケージの数に係わらず該コンタクトレンズを収容するパッケージの重なりを整然と保持する為の手段として重石またはバネを収容パッケージの最上部に設け、
高温高圧下で滅菌処理がなされることにより、コンタクトレンズを収容するパッケージの部分的変色・変形を有利に防止しつつ、各コンタクトレンズを収容するパッケージ間の蒸気の流通を均一ならしめ滅菌効果の差をなくすことが可能な搬送トレイ。 - 請求項1の搬送トレイ内へコンタクトレンズを収容するパッケージを収納し、蒸気滅菌する方法であって、
a) コンタクトレンズを収容するパッケージを搬送するベルトコンベアの上方位置に、柱状の搬送トレイの端部開放口を下にしてトレイを縦に固定する工程
b)コンタクトレンズを収容する各パッケージが前記ベルトコンベア上に反転しない向きで置かれた状態で前記搬送トレイの下部に達したときベルトコンベアを一時停止させる工程
c)前記停止中のコンタクトレンズを収容するパッケージを持ち上げて搬送トレイの底面開放口よりトレイ内に収容する工程
からなり、
順次前記工程を繰り返すことにより複数のコンタクトレンズを収容するパッケージを搬送トレイ内に重ね合わされて収納する方法と、
d) 該コンタクトレンズを収容するパッケージの重なりを整然と保持する為の手段として重石またはバネを収容パッケージの最上部に設ける工程
e) コンタクトレンズを収容する各パッケージが前記搬送トレイ内で縦方向に整列させられた状態で高温高圧下で滅菌処理する工程
からなり、コンタクトレンズを収容するパッケージの部分的変色・変形を有利に防止しつつ、コンタクトレンズを収容する各パッケージ間の蒸気の流通を均一ならしめ滅菌効果の差をなくすことが可能なことを特徴とする搬送トレイ内へコンタクトレンズを収容するパッケージを収納し、高温高圧下で蒸気滅菌する方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001011286A JP4811971B2 (ja) | 2001-01-19 | 2001-01-19 | パッケージを収納する搬送トレイおよび該トレイ内へのパッケージ収納方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001011286A JP4811971B2 (ja) | 2001-01-19 | 2001-01-19 | パッケージを収納する搬送トレイおよび該トレイ内へのパッケージ収納方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002211513A JP2002211513A (ja) | 2002-07-31 |
| JP4811971B2 true JP4811971B2 (ja) | 2011-11-09 |
Family
ID=18878438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001011286A Expired - Fee Related JP4811971B2 (ja) | 2001-01-19 | 2001-01-19 | パッケージを収納する搬送トレイおよび該トレイ内へのパッケージ収納方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4811971B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2463646B (en) * | 2008-09-17 | 2012-05-02 | Tmb Patterns Ltd | Stacking device |
| CN102718074A (zh) * | 2012-05-25 | 2012-10-10 | 缙云县欣宇金属制品有限公司 | 木托盘自动堆垛装置 |
| KR102217057B1 (ko) * | 2019-03-14 | 2021-02-22 | 주식회사 아이팩 | 캡 포장장치 |
| IT202100030995A1 (it) * | 2021-12-10 | 2023-06-10 | Sasib Spa | Unità di raggruppamento e metodo di raggruppamento per realizzare una pila di scatole di snus. |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60248541A (ja) * | 1984-05-24 | 1985-12-09 | Ckd Corp | シ−ト状部材の搬送方法およびその装置 |
| JPH0629785B2 (ja) * | 1990-05-18 | 1994-04-20 | 合同製鐵株式会社 | 高温溶融金属の測温方法およびその装置 |
| US5488815A (en) * | 1994-06-10 | 1996-02-06 | Johnson & Johnson Vision Products, Inc. | Apparatus and method for sterilization and secondary packaging |
| JP3244036B2 (ja) * | 1997-10-24 | 2002-01-07 | 株式会社寺岡精工 | 包装装置 |
-
2001
- 2001-01-19 JP JP2001011286A patent/JP4811971B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002211513A (ja) | 2002-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101848960B1 (ko) | 의료 용기용 패키징 | |
| KR101536886B1 (ko) | 콘택트 렌즈 블리스터 패키지 | |
| ES2684524T3 (es) | Bandeja y embalaje para contenedores médicos | |
| US7963396B2 (en) | Vacuum package system | |
| JPH0923916A (ja) | コンタクトレンズ用包装容器 | |
| US11794974B2 (en) | Holding structure for simultaneously holding a plurality of containers for substances for pharmaceutical, medical or cosmetic applications, transport unit and transport or packaging container having the same | |
| JP2020069399A (ja) | 薬剤、医療および美容用途のための物質のための複数のコンテナを搬送および貯蔵するための搬送ユニットおよびパッケージング構造 | |
| JP4811971B2 (ja) | パッケージを収納する搬送トレイおよび該トレイ内へのパッケージ収納方法 | |
| US11969573B2 (en) | Medical device package | |
| AU2022318447B2 (en) | A packaged contact lens | |
| TWI831306B (zh) | 用於隱形眼鏡之氣密密封泡殼包裝 | |
| JP2022047516A (ja) | 医療品の配送トレイおよび包装システム | |
| US20070176071A1 (en) | Container clip | |
| ES2950237T3 (es) | Sistema y método para envasar tapones de botellas médicas compuesto de una cubierta y una válvula | |
| GB2605085A (en) | A packaged contact lens in a blister package suitable for recycling | |
| JP4928302B2 (ja) | 綿棒容器 | |
| JP3052379U (ja) | シュリンク包装卵 | |
| JP5978254B2 (ja) | バイアル瓶スタンディングトレイ及びバイアル瓶包装構造体 | |
| CN116940509A (zh) | 经包装隐形眼镜 | |
| RU41706U1 (ru) | Элемент упаковки для стеклотары, комплект элементов и содержащая их упаковка | |
| JP2006290401A (ja) | 包装容器用トレイ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100608 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100729 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110818 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110819 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4811971 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |