JP4810192B2 - インクジェット記録ヘッドの製造方法、及びインクジェット記録ヘッド - Google Patents
インクジェット記録ヘッドの製造方法、及びインクジェット記録ヘッド Download PDFInfo
- Publication number
- JP4810192B2 JP4810192B2 JP2005318325A JP2005318325A JP4810192B2 JP 4810192 B2 JP4810192 B2 JP 4810192B2 JP 2005318325 A JP2005318325 A JP 2005318325A JP 2005318325 A JP2005318325 A JP 2005318325A JP 4810192 B2 JP4810192 B2 JP 4810192B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- recording head
- ink
- jet recording
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







































Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
(1)オリフィスプレートを樹脂にて形成した場合に懸念される、インク液による樹脂膨潤を防止すること。
(2)インク吐出口のパターンをインク流路、発熱抵抗体に対して位置精度良く形成すること。
(3)オリフィスプレートと発熱抵抗体が形成された基板との密着信頼性を向上させること。
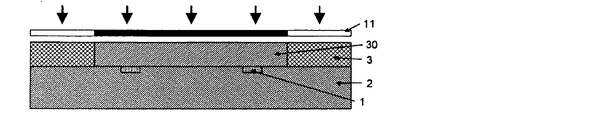
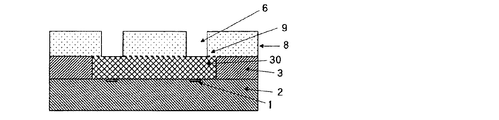
インク液滴吐出のためのエネルギー発生素子を有する第1の基板上に第1の感光性材料層を形成し、該第1の感光性材料層をパターン露光して、該第1の感光性材料層にインク流路となる潜像パターンを形成する工程と、
前記エネルギー発生素子の上方に位置する前記第1の感光性材料層上に、犠牲層パターンを形成する工程と、
前記犠牲層パターンが形成された前記第1の基板上に、シリコンからなる第2の基板を貼り合わせる工程と、
前記第2の基板をドライエッチングし、その後にウェットエッチングして、前記第2の基板にインク吐出口を形成する工程と、
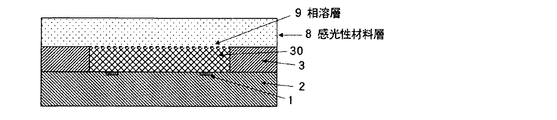
前記潜像パターンを溶出してインク流路を形成する工程と、
を有することを特徴とするインクジェット記録ヘッドの製造方法である。
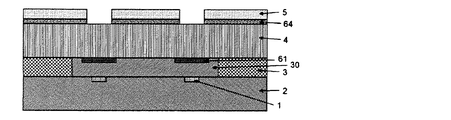
前記第2の基板上に、第2の感光性材料層を形成する工程と、
前記第2の感光性材料層を露光及び現像して、前記第2の感光性材料層にインク吐出口開口部パターンを形成する工程と、
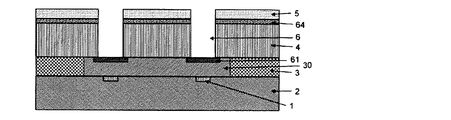
前記第2の基板をドライエッチングして、前記第2の基板にインク吐出口を形成する工程と、
前記インク吐出口が形成された前記第2の基板をウェットエッチングして、該インク吐出口をテーパー形状にする工程と、
を有することを特徴とする前記のインクジェット記録ヘッドの製造方法である。特に、前記第1の基板上に位置合わせマークが形成されており、前記第2の感光性材料層にインク吐出口開口部パターンを形成する工程の露光の際に、前記位置合わせマークにより位置合わせを行うことを特徴とする前記のインクジェット記録ヘッドの製造方法である。
また、前記犠牲層パターンが、アルミ層で形成されることを特徴とする前記のインクジェット記録ヘッドの製造方法である。
(1)オリフィスプレートにシリコン基板を用いることにより、インクジェット記録ヘッドの使用中に懸念される、インク液による樹脂膨潤が発生せず、長期間にわたる使用に対しても、信頼性の高い記録ヘッドを提供できる。
(2)インク吐出口の形成を、オリフィスプレート貼り合わせ後にフォトリソグラフィーを用いた位置合わせ精度にて形成可能なため、貼り合わせ前にインク吐出口を形成する方法に比べ、インク吐出性能が飛躍的に向上した記録ヘッドを提供可能である。
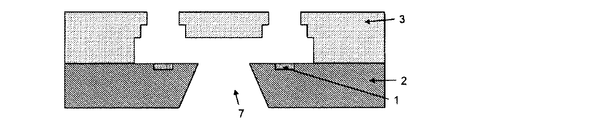
(3)インク吐出口を、シリコン基板の結晶異方性エッチングを利用し、切頭四角錐形状に形成するため、インク液滴の吐出効率が飛躍的に向上する。更にはインク吐出口壁面が耐アルカリ性の強い面にて形成されるため、インク液種に対する選択性が非常に広い記録ヘッドを提供可能となる。
(4)発熱抵抗体が形成された基板と、オリフィスプレートとなる基板との間に、樹脂(感光性材料)からなるインク流路が構成されるため、この樹脂が前記二つの基板間の接着層を兼ね、ノズル部材内には他に専用の接着剤層を必要としない。従って、インクジェット記録ヘッドの製造コスト低減可能な製造方法を提供できる。
(5)インク流路を樹脂にて構成することにより、無機基板のみで構成する場合に比べ形状設計、製作の自由度が飛躍的に向上するため、インク液滴の吐出性能コントロールが容易に可能となる。
EHPE(ダイセル化学工業製商品名) 100質量部
1,4HFAB(セントラル硝子製商品名) 20質量部
SP−170(旭電化工業製商品名) 2質量部
A−187(日本ユニカー製商品名) 5質量部
メチルイソブチルケトン 100質量部
ジグライム 100質量部
次にフォトマスク11を用い、キヤノン製MPA−600Super(商品名)にて1000mJ/cm2露光、PEB(PostExposureBake)を90℃にて行うことで、インク流路の一部となる潜像パターン30を形成した。(図1b)。
1a 発熱抵抗体の中心線
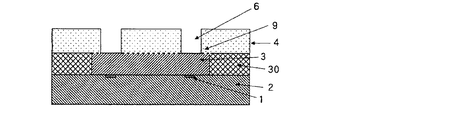
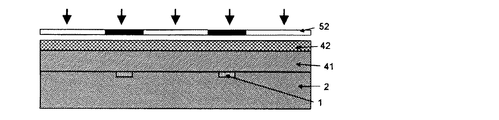
2 第1の基板
3 第1の感光性材料層
4 第2の基板
5 第2の感光性材料層
6 インク吐出口
6a インク吐出口の中心線
7 インク供給口
8 感光性材料層
9 相溶層
11 フォトマスク
12 フォトマスク
13 インク流路壁部材
14 オリフィスプレート部材
21 アライメントマーク用領域
22 アライメントマーク
23 アライメントマーク観察用窓(貫通口)
30 潜像パターン
41 感光性材料層
42 感光性材料層
51 フォトマスク
52 フォトマスク
53 保護層
61 アルミ層
62 感光性材料層
63 フォトマスク
64 熱酸化膜
Claims (10)
- インクジェット記録ヘッドの製造方法において、
インク液滴吐出のためのエネルギー発生素子を有する第1の基板上に第1の感光性材料層を形成し、該第1の感光性材料層をパターン露光して、該第1の感光性材料層にインク流路となる潜像パターンを形成する工程と、
前記エネルギー発生素子の上方に位置する前記第1の感光性材料層上に、犠牲層パターンを形成する工程と、
前記犠牲層パターンが形成された前記第1の基板上に、シリコンからなる第2の基板を貼り合わせる工程と、
前記第2の基板をドライエッチングし、その後にウェットエッチングして、前記第2の基板にインク吐出口を形成する工程と、
前記潜像パターンを溶出してインク流路を形成する工程と、
を有することを特徴とするインクジェット記録ヘッドの製造方法。 - 前記第2の基板にインク吐出口を形成する工程として、
前記第2の基板上に、第2の感光性材料層を形成する工程と、
前記第2の感光性材料層を露光及び現像して、前記第2の感光性材料層にインク吐出口開口部パターンを形成する工程と、
前記第2の基板をドライエッチングして、前記第2の基板にインク吐出口を形成する工程と、
前記インク吐出口が形成された前記第2の基板をウェットエッチングして、該インク吐出口をテーパー形状にする工程と、
を有することを特徴とする請求項1に記載のインクジェット記録ヘッドの製造方法。 - 前記第1の基板上に位置合わせマークが形成されており、前記第2の感光性材料層にインク吐出口開口部パターンを形成する工程の露光の際に、前記位置合わせマークにより位置合わせを行うことを特徴とする請求項2に記載のインクジェット記録ヘッドの製造方法。
- 前記犠牲層パターンが、前記ドライエッチングのストップ層及び前記ウェットエッチングの犠牲層の機能を兼ね備えることを特徴とする請求項1〜3のいずれかに記載のインクジェット記録ヘッドの製造方法。
- 前記ウェットエッチングとして、前記第2の基板の結晶異方性エッチングを行うことを特徴とする請求項1〜4のいずれかに記載のインクジェット記録ヘッドの製造方法。
- 前記第2の基板として、結晶方位が<100>であるシリコン基板を用いることを特徴とする請求項1〜5のいずれかに記載のインクジェット記録ヘッドの製造方法。
- 前記第1の感光性材料層が、熱硬化性を有する材料で形成されることを特徴とする請求項1〜6のいずれかに記載のインクジェット記録ヘッドの製造方法。
- 前記犠牲層パターンが、アルミ層で形成されることを特徴とする請求項1〜7のいずれかに記載のインクジェット記録ヘッドの製造方法。
- 請求項1〜8のいずれかに記載のインクジェット記録ヘッドの製造方法により製造されたインクジェット記録ヘッド。
- 前記インク吐出口が切頭四角錐形状であることを特徴とする請求項9に記載のインクジェット記録ヘッド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005318325A JP4810192B2 (ja) | 2005-11-01 | 2005-11-01 | インクジェット記録ヘッドの製造方法、及びインクジェット記録ヘッド |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005318325A JP4810192B2 (ja) | 2005-11-01 | 2005-11-01 | インクジェット記録ヘッドの製造方法、及びインクジェット記録ヘッド |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007125725A JP2007125725A (ja) | 2007-05-24 |
| JP2007125725A5 JP2007125725A5 (ja) | 2008-12-18 |
| JP4810192B2 true JP4810192B2 (ja) | 2011-11-09 |
Family
ID=38148799
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005318325A Expired - Fee Related JP4810192B2 (ja) | 2005-11-01 | 2005-11-01 | インクジェット記録ヘッドの製造方法、及びインクジェット記録ヘッド |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4810192B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5925064B2 (ja) | 2012-06-20 | 2016-05-25 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0230540A (ja) * | 1988-07-21 | 1990-01-31 | Canon Inc | インクジェット記録ヘッド |
| JP2781466B2 (ja) * | 1990-12-19 | 1998-07-30 | キヤノン株式会社 | 液体噴射記録ヘッド、その製造方法、及び液体噴射記録ヘッドを備えた記録装置 |
| JPH05131636A (ja) * | 1991-11-11 | 1993-05-28 | Canon Inc | 液体噴射記録ヘツドの製造方法および液体噴射記録ヘツド |
| JP3143307B2 (ja) * | 1993-02-03 | 2001-03-07 | キヤノン株式会社 | インクジェット記録ヘッドの製造方法 |
| KR100499118B1 (ko) * | 2000-02-24 | 2005-07-04 | 삼성전자주식회사 | 단결정 실리콘 웨이퍼를 이용한 일체형 유체 노즐어셈블리 및 그 제작방법 |
| KR100445004B1 (ko) * | 2002-08-26 | 2004-08-21 | 삼성전자주식회사 | 모노리틱 잉크 젯 프린트 헤드 및 이의 제조 방법 |
| JP2005114431A (ja) * | 2003-10-03 | 2005-04-28 | Canon Inc | 液体吐出ヘッド及び該ヘッドを備えた液体吐出装置 |
| KR100537522B1 (ko) * | 2004-02-27 | 2005-12-19 | 삼성전자주식회사 | 압전 방식의 잉크젯 프린트헤드와 그 노즐 플레이트의제조 방법 |
-
2005
- 2005-11-01 JP JP2005318325A patent/JP4810192B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007125725A (ja) | 2007-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4455282B2 (ja) | インクジェットヘッドの製造方法、インクジェットヘッドおよびインクジェットカートリッジ | |
| US7568787B2 (en) | Printhead including seal membrane | |
| US8025365B2 (en) | MEMS integrated circuit with polymerized siloxane layer | |
| KR100682917B1 (ko) | 압전 방식의 잉크젯 프린트헤드 및 그 제조방법 | |
| JP5511191B2 (ja) | 液体吐出ヘッド、液体吐出ヘッドの製造方法および構造体の形成方法 | |
| US7976132B2 (en) | Printhead having moving roof structure and mechanical seal | |
| KR100745874B1 (ko) | 액체 토출 헤드 제조 방법 | |
| US8672454B2 (en) | Ink printhead having ceramic nozzle plate defining movable portions | |
| US8652767B2 (en) | Liquid ejection head and process for producing the same | |
| EP2121330A1 (en) | Method of fabricating printhead having hydrophobic ink ejection face | |
| JP4996089B2 (ja) | 液体吐出ヘッドの製造方法、及び液体吐出ヘッド | |
| JP4810192B2 (ja) | インクジェット記録ヘッドの製造方法、及びインクジェット記録ヘッド | |
| JP2006130766A (ja) | 液体吐出ヘッド用基板及びその製造方法 | |
| KR100528349B1 (ko) | 압전 방식의 잉크젯 프린트헤드 및 그 제조방법 | |
| US8999182B2 (en) | Method for manufacturing liquid discharge head | |
| KR100561865B1 (ko) | 압전 방식의 잉크젯 프린트헤드 및 그 제조방법 | |
| JP2005161595A (ja) | インクジェット記録ヘッドおよびその製造方法 | |
| JP2004098657A (ja) | 液体噴射ヘッドの製造方法 | |
| JP2007038525A (ja) | インクジェットヘッド及びその製造方法 | |
| JP2009178907A (ja) | インクジェット記録ヘッドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081028 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081028 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110519 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110810 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110822 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140826 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |