JP4800599B2 - 円すいころ軸受 - Google Patents
円すいころ軸受 Download PDFInfo
- Publication number
- JP4800599B2 JP4800599B2 JP2004227329A JP2004227329A JP4800599B2 JP 4800599 B2 JP4800599 B2 JP 4800599B2 JP 2004227329 A JP2004227329 A JP 2004227329A JP 2004227329 A JP2004227329 A JP 2004227329A JP 4800599 B2 JP4800599 B2 JP 4800599B2
- Authority
- JP
- Japan
- Prior art keywords
- tapered roller
- roller bearing
- cage
- bearing
- outer ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/36—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers
- F16C19/364—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/4617—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages
- F16C33/4623—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages formed as one-piece cages, i.e. monoblock cages
- F16C33/4635—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages formed as one-piece cages, i.e. monoblock cages made from plastic, e.g. injection moulded window cages
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/467—Details of individual pockets, e.g. shape or roller retaining means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/62—Selection of substances
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/40—Linear dimensions, e.g. length, radius, thickness, gap
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/40—Linear dimensions, e.g. length, radius, thickness, gap
- F16C2240/70—Diameters; Radii
- F16C2240/80—Pitch circle diameters [PCD]
- F16C2240/82—Degree of filling, i.e. sum of diameters of rolling elements in relation to PCD
- F16C2240/84—Degree of filling, i.e. sum of diameters of rolling elements in relation to PCD with full complement of balls or rollers, i.e. sum of clearances less than diameter of one rolling element
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2361/00—Apparatus or articles in engineering in general
- F16C2361/61—Toothed gear systems, e.g. support of pinion shafts
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
Description
ころ係数γ=(Z・DA)/(π・PCD)
ここで、Z:ころ本数、DA:ころ平均径、PCD:ころピッチ円径。
〔汎用エンジニアリング・プラスチック〕ポリカーボネート(PC)、ポリアミド6(PA6)、ポリアミド66(PA66)、ポリアセタール(POM)、変性ポリフェニレンエーテル(m−PPE)、ポリブチレンテレフタレート(PBT)、GF強化ポリエチレンテレフタレート(GF−PET)、超高分子量ポリエチレン(UHMW−PE)
〔スーパー・エンジニアリング・プラスチック〕ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリフェニレンサルファイド(PPS)、ポリアリレート(PAR)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリエーテルエーテルケトン(PEEK)、液晶ポリマー(LCP)、熱可塑性ポリイミド(TPI)、ポリベンズイミダゾール(PBI)、ポリメチルベンテン(TPX)、ポリ1,4−シクロヘキサンジメチレンテレフタレート(PCT)、ポリアミド46(PA46)、ポリアミド6T(PA6T)、ポリアミド9T(PA9T)、ポリアミド11,12 (PA11,12)、フッ素樹脂、ポリフタルアミド(PPA)
JIS規格SUJ2材(1.0重量%C−0.25重量%Si−0.4重量%Mn−1.5重量%Cr)を用いて、(1)水素量の測定、(2)結晶粒度の測定、(3)シャルピー衝撃試験、(4)破壊応力値の測定、(5)転動疲労試験の各試験を行なった。表1にその結果を示す。

試料A〜D(本発明例):浸炭窒化処理850℃、保持時間150分間。雰囲気は、RXガスとアンモニアガスとの混合ガスとした。図10に示す熱処理パターンにおいて、浸炭窒化処理温度850℃から一次焼入れをおこない、次いで浸炭窒化処理温度より低い温度域780℃〜830℃に加熱して二次焼入れを行なった。ただし、二次焼入れ温度780℃の試料Aは焼入れ不足のため試験の対象から外した。
水素量は、LECO社製DH−103型水素分析装置により、鋼中の非拡散性水素量を分析した。拡散性水素量は測定してない。このLECO社製DH−103型水素分析装置の仕様を下記に示す。
分析範囲:0.01〜50.00ppm
分析精度:±0.1ppmまたは±3%H(いずれか大なるほう)
分析感度:0.01ppm
検出方式:熱伝導度法
試料重量サイズ:10mg〜35mg(最大:直径12mm×長さ100mm)
加熱炉温度範囲:50℃〜1100℃
試薬:アンハイドロン Mg(ClO4)2、アスカライト NaOH
キャリアガス:窒素ガス、ガスドージングガス:水素ガス、いずれのガスも純度99.99%以上、圧力40psi(2.8kgf/cm2)である。
結晶粒度の測定は、JIS G 0551の鋼のオーステナイト結晶粒度試験方法に基づいて行なった。
シャルピー衝撃試験は、JIS Z 2242の金属材料のシャルピー衝撃試験方法に基づいて行なった。試験片は、JIS Z 2202に示されたUノッチ試験片(JIS3号試験片)を用いた。
図14は、静圧壊強度試験(破壊応力値の測定)の試験片を示す図である。図中のP方向に荷重を負荷して破壊されるまでの荷重を測定する。その後、得られた破壊荷重を、下記に示す曲がり梁の応力計算式により応力値に換算する。なお、試験片は図14に示す試験片に限られず、他の形状の試験片を用いてもよい。
σ1=(N/A)+{M/(Aρ0)}[1+e1/{ρ0+e1}]
σ2=(N/A)+{M/(Aρ0)}[1−e2/{ρ0−e2}]
κ=−(1/A)∫A{η/(ρ0+η)}dA
(5)転動疲労寿命
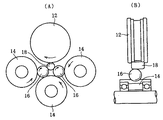
転動疲労寿命試験の試験条件を表2に示す。また、図15は、転動疲労寿命試験機の概略図である。図15(A)は正面図であり、図15(B)は側面図である。図15(A)および図15(B)において、転動疲労寿命試験片18は、駆動ロール12によって駆動され、ボール16と接触して回転している。ボール16は、3/4インチのボールであり、案内ロール14にガイドされて、転動疲労寿命試験片18との間で高い面圧を及ぼし合いながら転動する。
浸炭窒化処理したままの従来浸炭窒化処理品は、0.72ppmと非常に高い値となっている。これは、浸炭窒化処理の雰囲気に含まれるアンモニア(NH3)が分解して水素が鋼中に浸入したためと考えられる。これに対し、試料B〜Dは、水素量は0.37〜0.40ppmと半分近くまで減少している。この水素量は普通焼入れ品と同レベルである。
結晶粒度は二次焼入れ温度が、浸炭窒化処理時の焼入れ(一次焼入れ)の温度より低い場合、すなわち試料B〜Dの場合、オーステナイト粒は、結晶粒度番号11〜12と顕著に微細化されている。試料EおよびFならびに従来浸炭窒化処理品および普通焼入れ品のオーステナイト粒は、結晶粒度番号10であり、本発明例の試料B〜Dより粗大な結晶粒となっている。
表1によれば、従来浸炭窒化処理品のシャルピー衝撃値は5.33J/cm2であるのに比して、本発明例の試料B〜Dのシャルピー衝撃値は6.30〜6.65J/cm2と高い値が得られている。この中でも、二次焼入れ温度が低い方がシャルピー衝撃値が高くなる傾向を示す。普通焼入れ品のシャルピー衝撃値は6.70J/cm2と高い。
上記破壊応力値は、耐割れ強度に相当する。表1によれば、従来浸炭窒化処理品は2330MPaの破壊応力値となっている。これに比して、試料B〜Dの破壊応力値は2650〜2840MPaと改善された値が得られている。普通焼入れ品の破壊応力値は2770MPaであり、試料B〜Dの改良された耐割れ強度は、オーステナイト結晶粒の微細化と並んで、水素含有率の低減による効果が大きいと推定される。
表1によれば、普通焼入れ品は浸炭窒化層を表層部に有しないことを反映して、転動疲労寿命L10は最も低い。これに比して従来浸炭窒化処理品の転動疲労寿命は3.1倍となる。試料B〜Dの転動疲労寿命は従来浸炭窒化処理品より大幅に向上する。試料E,Fは、従来浸炭窒化処理品とほぼ同等である。
次に実施例IIについて説明する。下記のX材、Y材およびZ材について、一連の試験を行なった。熱処理用素材には、JIS規格SUJ2材(1.0重量%C−0.25重量%Si−0.4重量%Mn−1.5重量%Cr)を用い、X材〜Z材に共通とした。X材〜Z材の製造履歴は次のとおりである。
X材(比較例):普通焼入れのみ(浸炭窒化処理せず)。
Y材(比較例):浸炭窒化処理後にそのまま焼入れ(従来の浸炭窒化焼入れ)。浸炭窒化処理温度845℃、保持時間150分間。浸炭窒化処理の雰囲気は、RXガス+アンモニアガスとした。
Z材(本発明例):図10の熱処理パターンを施した軸受鋼。浸炭窒化処理温度845℃、保持時間150分間。浸炭窒化処理の雰囲気は、RXガス+アンモニアガスとした。最終焼入れ温度は800℃とした。
転動疲労寿命の試験条件および試験装置は、上述したように、表2および図7に示すとおりである。この転動疲労寿命試験結果を表3に示す。
シャルピー衝撃試験は、Uノッチ試験片を用いて、上述のJISZ2242に準じた方法により行なった。試験結果を表4に示す。
図16は、静的破壊靭性試験の試験片を示す図である。この試験片のノッチ部に、予き裂を約1mm導入した後、3点曲げによる静的荷重を加え、破壊荷重Pを求めた。破壊靭性値(K1c値)の算出には次に示す(I)式を用いた。また、試験結果を表5に示す。
K1c=(PL√a/BW2){5.8−9.2(a/W)+43.6(a/W)2−75.3(a/W)3+77.5(a/W)4}・・・(I)
静圧壊強度試験片は、上述のように図16に示す形状のものを用いた。図中、P方向に荷重を付加して、静圧壊強度試験を行なった。試験結果を表6に示す。
保持温度130℃、保持時間500時間における経年寸法変化率の測定結果を、表面硬度、残留オーステナイト量(50μm深さ)と併せて表7に示す。
玉軸受6206を用い、標準異物を所定量混入させた異物混入下での転動疲労寿命を評価した。試験条件を表8に、試験結果を表9に示す。
表10に、窒素含有量と異物混入条件下の転動寿命との関係について行なった試験の結果を示す。なお、比較例1は標準焼入れ品、比較例2は標準の浸炭窒化品である。比較例3は本発明実施例と同様の処理を施したものの窒素量のみ過多の場合である。試験条件は次のとおりである。
供試軸受:円すいころ軸受30206(内・外輪、ころ共にJISによる高炭素クロム軸受鋼2種(SUJ2)製)
ラジアル荷重:17.64kN
アキシアル荷重:1.47kN
回転速度:2000rpm
硬質の異物混入1g/L
2 内輪
2a 軌道面
2b 小つば部
2c 大つば部
3 外輪
3a 軌道面
4 円すいころ
5 保持器
5a 小径側環状部
5b 大径側環状部
5c 柱部
5d 柱面
5f 突起部
Claims (2)
- 内輪と、外輪と、前記内輪と前記外輪との間に転動自在に配された複数の円すいころと、前記円すいころを円周所定間隔に保持する保持器とを備えた円すいころ軸受において、ころ係数γが0.94を越え、前記外輪、内輪および円すいころがJIS規格SUJ2材製で、窒素富化層を有し、かつ、前記窒素富化層におけるオーステナイト結晶粒の粒度番号が10番を超える範囲にあり、前記窒素富化層における窒素含有量が0.1%〜0.7%の範囲にあり、前記保持器のポケットの窓角を55°以上80°以下にしたことを特徴とする円すいころ軸受。
- 前記保持器を機械的強度、耐油性および耐熱性に優れたエンジニアリング・プラスチックで構成したことを特徴とする請求項1の円すいころ軸受。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004227329A JP4800599B2 (ja) | 2004-07-05 | 2004-07-05 | 円すいころ軸受 |
| US11/139,978 US7296933B2 (en) | 2004-07-05 | 2005-05-31 | Tapered roller bearing |
| EP05253332A EP1614917B1 (en) | 2004-07-05 | 2005-05-31 | Tapered roller bearing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004227329A JP4800599B2 (ja) | 2004-07-05 | 2004-07-05 | 円すいころ軸受 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006022934A JP2006022934A (ja) | 2006-01-26 |
| JP4800599B2 true JP4800599B2 (ja) | 2011-10-26 |
Family
ID=34981774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004227329A Expired - Fee Related JP4800599B2 (ja) | 2004-07-05 | 2004-07-05 | 円すいころ軸受 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7296933B2 (ja) |
| EP (1) | EP1614917B1 (ja) |
| JP (1) | JP4800599B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4362394B2 (ja) * | 2003-03-28 | 2009-11-11 | Ntn株式会社 | コンプレッサ用軸受 |
| JP2006022935A (ja) * | 2004-07-05 | 2006-01-26 | Ntn Corp | 円すいころ軸受 |
| JP2008038927A (ja) | 2006-08-01 | 2008-02-21 | Ntn Corp | 円すいころ軸受 |
| JP5273917B2 (ja) * | 2006-10-26 | 2013-08-28 | Ntn株式会社 | 揺動軸受、およびエアーディスクブレーキ装置 |
| CN103148103A (zh) | 2006-10-26 | 2013-06-12 | Ntn株式会社 | 摆动轴承用外圈、摆动轴承用保持器、摆动轴承及气压盘式制动器装置 |
| JP2008121706A (ja) * | 2006-11-08 | 2008-05-29 | Ntn Corp | 円すいころ軸受 |
| JP2008196594A (ja) * | 2007-02-13 | 2008-08-28 | Ntn Corp | 円すいころ軸受 |
| JP2008304003A (ja) * | 2007-06-08 | 2008-12-18 | Ntn Corp | 円すいころ軸受 |
| JP5340561B2 (ja) * | 2007-06-15 | 2013-11-13 | Ntn株式会社 | 円すいころ軸受 |
| JP5289746B2 (ja) * | 2007-09-18 | 2013-09-11 | Ntn株式会社 | 円すいころ軸受 |
| US20100108932A1 (en) * | 2008-10-31 | 2010-05-06 | Bauer Robert R | Bearing assembly and a method for controlling fluid flow within a conduit |
| JP5763292B2 (ja) * | 2009-07-27 | 2015-08-12 | Ntn株式会社 | 旋回軸受 |
| JP5752351B2 (ja) * | 2009-12-02 | 2015-07-22 | Ntn株式会社 | 加工方法および軸受 |
| EP2904282B1 (en) * | 2012-10-04 | 2020-01-22 | Aktiebolaget SKF | Bearing cage&rolling element bearing |
| JP6389031B2 (ja) * | 2013-06-10 | 2018-09-12 | Ntn株式会社 | 円錐ころ軸受 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2628674B2 (ja) * | 1987-06-04 | 1997-07-09 | 日本精工株式会社 | 軸受用プラスチック保持器 |
| DE3925512C2 (de) * | 1989-08-02 | 1997-12-11 | Skf Gmbh | Käfig |
| JPH08296652A (ja) * | 1995-04-25 | 1996-11-12 | Ntn Corp | ころ軸受用樹脂保持器 |
| JP3524229B2 (ja) * | 1995-08-11 | 2004-05-10 | 株式会社神戸製鋼所 | 高靭性肌焼き鋼製機械部品およびその製法 |
| US5848846A (en) * | 1996-07-26 | 1998-12-15 | Ntn Corporation | Shell type needle roller bearing and method of producing the same |
| JP4108169B2 (ja) * | 1998-01-26 | 2008-06-25 | Ntn株式会社 | デファレンシャルギヤのピニオン軸支持用円すいころ軸受 |
| US6086261A (en) * | 1998-01-14 | 2000-07-11 | Ntn Corporation | Tapered roller bearing |
| US6328477B1 (en) * | 1998-11-27 | 2001-12-11 | Ntn Corporation | Tapered roller bearings and gear shaft support devices |
| JP4047499B2 (ja) * | 1999-08-30 | 2008-02-13 | 株式会社神戸製鋼所 | 耐ピッチング性に優れた浸炭窒化部品 |
| JP2002364648A (ja) * | 2001-06-07 | 2002-12-18 | Nsk Ltd | 転がり軸受 |
| JP2003028165A (ja) * | 2001-07-17 | 2003-01-29 | Nsk Ltd | ころ軸受装置 |
| US7438477B2 (en) * | 2001-11-29 | 2008-10-21 | Ntn Corporation | Bearing part, heat treatment method thereof, and rolling bearing |
| JP3990213B2 (ja) * | 2001-11-29 | 2007-10-10 | Ntn株式会社 | 軸受部品および転がり軸受 |
| JP2004293780A (ja) * | 2003-03-13 | 2004-10-21 | Ntn Corp | クランク機構における支持構造およびクランク機構の構成部品 |
-
2004
- 2004-07-05 JP JP2004227329A patent/JP4800599B2/ja not_active Expired - Fee Related
-
2005
- 2005-05-31 EP EP05253332A patent/EP1614917B1/en not_active Ceased
- 2005-05-31 US US11/139,978 patent/US7296933B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP1614917B1 (en) | 2012-06-27 |
| US7296933B2 (en) | 2007-11-20 |
| JP2006022934A (ja) | 2006-01-26 |
| EP1614917A2 (en) | 2006-01-11 |
| US20060002646A1 (en) | 2006-01-05 |
| EP1614917A3 (en) | 2010-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8152383B2 (en) | Tapered roller bearing | |
| EP1614917B1 (en) | Tapered roller bearing | |
| US7841773B2 (en) | Tapered roller bearing | |
| JP4718781B2 (ja) | トランスミッションの構成部品および円錐ころ軸受 | |
| JP2008121706A (ja) | 円すいころ軸受 | |
| US7690847B2 (en) | Rolling bearing | |
| WO2005054697A1 (ja) | 円すいころ軸受 | |
| JP4987281B2 (ja) | 円すいころ軸受 | |
| JP2008051276A (ja) | 車輪用軸受装置 | |
| JP2006112558A (ja) | 円すいころ軸受 | |
| JP2005114144A (ja) | 転がり軸受 | |
| US7270607B2 (en) | Constant velocity universal joint and method of manufacturing the same | |
| JP2006112557A (ja) | 円すいころ軸受 | |
| JP2007127218A (ja) | 円すいころ軸受 | |
| JP2005114148A (ja) | 転がり軸受 | |
| US10830279B2 (en) | Tapered roller bearing | |
| WO2007046263A1 (ja) | ころ軸受 | |
| JP2019066038A (ja) | 円錐ころ軸受 | |
| JP2006022820A (ja) | 転がり軸受 | |
| JP2005133922A (ja) | 鋼製機械部品および転がり軸受 | |
| JP4757458B2 (ja) | 転がり軸受 | |
| JP2006145012A (ja) | プラネタリギア機構の構成部品およびプラネタリギア機構の転がり支持機構 | |
| JP2018146111A (ja) | 軸受部品及び転がり軸受、ならびに軸受部品の製造方法 | |
| JP2006022819A (ja) | 転がり軸受 | |
| JP2005133921A (ja) | 鋼製機械部品および転がり軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091008 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100305 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100412 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110804 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140812 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4800599 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |