JP4763014B2 - 製造プロセスラインのシミュレーション装置 - Google Patents
製造プロセスラインのシミュレーション装置 Download PDFInfo
- Publication number
- JP4763014B2 JP4763014B2 JP2008085954A JP2008085954A JP4763014B2 JP 4763014 B2 JP4763014 B2 JP 4763014B2 JP 2008085954 A JP2008085954 A JP 2008085954A JP 2008085954 A JP2008085954 A JP 2008085954A JP 4763014 B2 JP4763014 B2 JP 4763014B2
- Authority
- JP
- Japan
- Prior art keywords
- simulation
- program
- manufacturing process
- equipment
- process line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 128
- 238000004088 simulation Methods 0.000 title claims description 102
- 238000000034 method Methods 0.000 claims description 109
- 230000008569 process Effects 0.000 claims description 99
- 238000013461 design Methods 0.000 claims description 26
- 230000005540 biological transmission Effects 0.000 claims description 12
- 238000004458 analytical method Methods 0.000 claims description 9
- 230000005856 abnormality Effects 0.000 claims description 3
- 229910000831 Steel Inorganic materials 0.000 description 43
- 239000010959 steel Substances 0.000 description 43
- 230000006870 function Effects 0.000 description 23
- 238000012545 processing Methods 0.000 description 13
- 239000000463 material Substances 0.000 description 10
- 238000010586 diagram Methods 0.000 description 8
- 238000005096 rolling process Methods 0.000 description 8
- 238000004891 communication Methods 0.000 description 5
- 238000002788 crimping Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 238000003754 machining Methods 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 3
- 238000009795 derivation Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000012790 confirmation Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 239000000284 extract Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 101100408454 Arabidopsis thaliana PLC6 gene Proteins 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000013072 incoming material Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
Images


















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- General Factory Administration (AREA)
- Testing And Monitoring For Control Systems (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Description
本願第1の発明の製造プロセスラインのシミュレーション装置は、伝送路を介して互いに接続されており、製造ラインで連続して配置された複数の設備機器と複数のセンサと操作盤と制御用計算機とから構成され、連続的に被加工物を処理する製造プロセスラインについて、制御用計算機の制御プログラム又は製造プロセスラインの動作の正常と異常とを調べるための製造プロセスラインのシミュレーション装置であって、前記複数の設備機器の動作を模擬する設備機器シミュレーション用計算機と、前記被加工物の動きを模擬する被加工物シミュレーション用計算機と、プロセス現象を模擬するプロセスシミュレーション用計算機、のうちのいずれか1つ以上のシミュレーション用計算機と、前記1つ以上のシミュレーション用計算機に所定の模擬的動作をさせるプログラムを作成するシミュレーションプログラム作成手段と、で構成され、前記シミュレーションプログラム作成手段は、前記複数の設備機器それぞれの動作を模擬するために予め作成された複数のプログラム部品を収納する設備機器モデル部品データベースと、前記被加工物の製造プロセスラインにおける動きを模擬するために予め作成された複数のプログラム部品を収納する被加工物モデル部品データベースと、前記プロセス現象を模擬するために予め作成された複数のプログラム部品を収納するプロセス部品データベースと、前記製造プロセスラインの各設備機器の仕様、及び機器の配置を含む情報からなる製造プロセスラインの設計書に基づいて、前記各データベースのプログラム部品を用いて前記シミュレーション用計算機を動作させるプログラムを作成・編集するシミュレーションプログラム編集手段とを具備することを特徴とする。
また、本願の第2の発明の製造プロセスラインのシミュレーション装置は、前記シミュレーションプログラム作成手段が、前記製造プロセスラインの各設備機器の仕様、及び機器の配置を含む情報からなる製造プロセスラインの設計書を基に製造ラインプロセス内の設備機器の種類と配置を含む製造プロセスラインの構成情報を解析する設計書解析手段と、該設計書解析手段から出力された製造プロセスラインの構成情報に基づき、前記1つ以上のシミュレーション用計算機を動作させるプログラム部品を選択して抽出するモデル部品選択手段と、前記製造プロセスラインの構成情報と前記抽出されたプログラム部品を用いて、前記シミュレーション用計算機を動作させるシミュレーションプログラムを作成・編集するシミュレーションプログラム編集手段と、で構成されることを特徴とする。
また、本願の発明の製造プロセスラインのシミュレーション装置は、前記設備機器モデル部品データベースに収納されたプログラム部品、前記被加工物モデル部品データベースに収納されたプログラム部品、及びプロセス部品データベースに収納されたプログラム部品のうちの複数のプログラム部品と、設備機器を制御のための指令信号又は製造ラインの状態を示す信号は共通変数を保持し、前記シミュレーションプログラム編集手段が、前記設計書解析手段から出力された製造プロセスラインの構成情報に基づき、シミュレーションプログラムにおいて、所定の共通変数をキー情報として、前記複数のプログラム部品における処理を連携させるシミュレーションプログラムを作成・編集することを特徴とする。
前記構成により、制御計算機から出力される指令に基づいて、アクチュエータなどの設備機器を動作させ、さらにその動作に基づいて被加工物の搬送や、張力・荷重等のプロセス現象を計算し、その結果を制御計算機にフィードバック情報として受け渡したり、表示機に動作結果を表示させたりすることが可能となる。
本発明によって、被加工物が複数機器に跨った状態で加工されるような、設備機器モデル/被加工物モデル/プロセスモデルにて計算される情報が複雑に交錯している場合でも、容易に忠実に実現象を再現することが可能となる。
また、本発明による他の効果として、本発明による製造プラントシミュレータは仮想的に実機プラント動作を表示する装置も備えているため、運転操作盤と組み合わせることにより事前に操業者の運転習熟にも利用することが可能となる。
製造プロセスラインを制御する制御プログラムを作成するとき、プログラマは入力装置であるキーボード、及びマウスを具備する第1のパーソナルコンピュータ5(以下ではパソコンと記す)上に製造プロセスラインを制御する制御プログラムを作成し、単一又は複数の設備機器1やセンサ11を直接制御するプロセスコントローラである制御PLC6へ、当該制御プログラムをダウンロードして実行させる。当該実行において、設備機器1やセンサ11への動作指令信号が制御PLC6で作成され、プロセス入出力装置(PI/O)9、伝送路10及び別のプロセス入出力装置(PI/O)9を介して、各設備機器1等や、操作者が製造プロセスの操業を監視・制御するための操作盤7へ伝達される。
各設備機器1や製造プロセスの状態を検知する位置検出器や歪み計などの各センサ11からの動作状態を示す信号や測定データの信号、及び操作者により入力された操作盤からの操作信号は、伝送路10を介して制御PLC6へ伝達され、又、制御PLC6から制御のための動作指令の信号が逆方向に伝達される。そして、制御PLC6では前記伝達された各信号に基づいて設備機器1へ次の動作指令信号を作成して送信される。ここで、伝送路10の数は単一又は複数であり、伝送路10の形態は専用回線又はLAN等のネットワークであってもよい。
図8は、製造プロセスラインの現場にて行う無負荷テスト、すなわち実際の設備機器は使用するが被加工物(例えば鋼板)は使用しないで制御プログラムのテスト(デバッグ)を行う時に、本発明の製造プロセスラインのシミュレーション装置を用いるときの第2の実施の形態のシステム構成例である。第1の実施の形態の説明における図5に示したシステムと異なる点は、実物の設備機器1及びセンサ11が追加され、設備機器シミュレーションPLC12が除かれている点である。設備機器シミュレーションPLC12を除くことができる理由は、本実施の形態においては、設備機器シミュレーションPLC12、被加工物シミュレーションPLC13、プロセスシミュレーションPLC14は、それぞれ機能的及びシステムとして独立しているためである。これにより、制御プログラムのデバッグを行う時の実際の設備構成に合わせて、利用するシミュレーションPLC12〜14の取捨選択を容易に行うことができる点も本発明の優れた点の一つである。
このように各モデル処理が独立していても、共通変数S103を介して情報を共有することにより、複雑にプロセスが交錯したプラント動作をシミュレート可能としている。
(設備機器モデル部品の例)
POR回転、PR回転、PR昇降等の各設備機器1の動作並びに入力信号又出力信号端子を記述する設備機器モデル部品であるプログラムモジュールの一例を図11、図12に示す。当該プログラムモジュールは、例えばIEC61131−3のFBD(Function Block Diagram)言語のようなグラフィック言語で構築されたグラフィカルモジュールであり、ステップで構成させたプログラムよりもソフトの流用性/メンテナンス性が良好である。
すなわち、当該電磁弁モデル部品は電磁弁の仕様及び性能に基づいて構築されていて、制御プログラムの実行時に一連の操業処理の一つとして、制御PLCから出力される開放指令41や圧下指令42を入力信号とし、弁を動かすシリンダの動作を電磁弁のモデル部品40にて計算し、シリンダが設定パラメータ43で設定した位置に到達したところでリミットセンサ44、45をON/OFFさせる信号を出力する一連の動作をシミュレートする。ここで設定パラメータ43は、電磁弁のシリンダ長、シリンダ動作速度等を実機に合わせて予め制御プログラマが設定する。
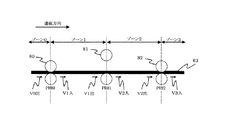
図13に、設備機器1の一つ又は複数と被加工物(鋼板)30とが相互作用し合って生じる物理現象を記述するプロセスモデル部品の一例として、張力現象のグラフィカルなプログラムモジュールである張力モデル部品60を示す。張力モデル部品60では、機器モデル部品(この場合は回転数センサ)からのPOR31の速度測定値であるPOR速度FBK61、ロールPR1の速度測定値であるPR1速度FBK62、及び鋼板30のヤング率、スタンド間距離や初期張力値等を設定した設定パラメータ63を入力信号又はデータとして、下記の式にて張力FBK64を計算して出力する。
ここで、
A:鋼板30の断面積[m2]
E:鋼板30のヤング率[kgf/m2]
L:PR1とPR2のスタンド間距離[m]
V1:入側の材料速度(PR1速度FBK)[m/sec]
V2:出側の材料速度の材料速度(PR2速度FBK)[m/sec]
T0:初期張力値[N]
図14に、被加工物モデル部品のグラフィカルなプログラムモジュールの一例を示す。ゾーン通板状態70、及びトラッキングモデル72は、被加工物の動作を模擬する被加工物モデル部品である。当該モデル部品の入力信号71、73には先述の設備機器モデル及びその他の設備機器モデルから出力された信号又はデータである情報が、複数信号を1つの配列変数に纏めるMUX部品74経由で入力され、また当該被加工物モデル部品で演算されて模擬された結果の信号又はデータは、1つの配列変数を複数信号に分配するDEMUX部品75を経て出力信号76として出力される。
まず、S301にて、PORやPRの速度、及び開閉から後述するゾーンの入出側速度を導出し、そのゾーン入出側速度を元に通板材の先端、尾端、溶接点のトラッキングをそれぞれS302、S303、S304にて行う。一例として先端トラッキングS302を以下に説明する。
本処理はゾーン入側速度を導出する処理S401〜S407、ゾーン出側速度を導出する処理S408〜S414の二つに大別することができる。
ゾーン入側速度の導出は、S401とS407にてS402〜S406の処理を、ゾーン1から最終ゾーンまで繰り返し行う。S402にてゾーン入側PRの圧着/開放状態を調べ、圧着していればS404にてゾーン入側PRの周速をゾーン入側速度に設定し、開放していればS403にて一つ手前のゾーンの通板状態を調べ、「通板」であれば一つ手前のゾーン入側速度を当該ゾーンのゾーン入側速度に設定し、「通板」以外であればゾーン入側速度はゼロに設定する。これにより、仮に複数のPRが連続して開放状態であったとしても、板が繋がっていれば当該ゾーンから見て入側方向に一番近い圧着状態のPR周速をゾーン入側速度に設定することができ、板が繋がっていなければ前ゾーンのゾーン入側速度は当該ゾーンに影響を及ぼさないため、当該ゾーンの入側速度はゼロとなる。
トラッキングを行う。S502にて先端が次ゾーンに到達しているか監視し、到達していたらS504にて次スキャンから先端のトラッキングに利用する速度がゾーン(n+1)入側速度となるよう設定する。またS503では先端が前ゾーンに到達しているか監視を行い、到達していたらS505にて次スキャンから先端のトラッキングに利用する速度がゾーン(n−1)入側速度となるよう設定する。
このように先端トラッキングは先に述べたゾーン入側速度を用いてトラッキングを行っている。このゾーン入側速度には前述の通りPRの圧下/開放や鋼板の通板状態が考慮されているため、当該トラッキング処理による先端トラッキングにも、自ずとPRの圧下/開放や鋼板の通板状態が反映される仕組みとなっている。
2 被加工物
3 圧延等のプロセス現象
4 二つのロールで鋼板を送り出すピンチロール
5 製造プロセスラインの制御プログラムを作成する制御用パソコン
6 製造プロセスラインの制御プログラムを実行する制御用PLC
7 操業者が製造プロセスの操業を監視・制御するための操作盤
8 集線装置(HUB)
9 プロセス入出力装置(PI/O)
10 伝送路
11 センサ
12 設備機器モデル用シミュレーションPLC
13 被加工物モデル用シミュレーションPLC
14 プロセスモデル用シミュレーションPLC
15 仮想プラント画面を表示する表示装置(HMI)
16 シミュレーション用プログラムの作成・編集や転送等の管理を行うシミュレーションプログラム作成手段(第2のパソコン)
17A 第1の実施の形態の製造プロセスラインのシミュレーション装置
17B 第2の実施の形態の製造プロセスラインのシミュレーション装置
18 モデル部品の追加・修正手段
19 シミュレーションプログラム製作に用いる設備機器モデル部品データベース
20 シミュレーションプログラム製作に用いる被加工物モデル部品データベース
21 シミュレーションプログラム製作に用いるプロセスモデル部品データベース
22 製造プロセスラインの設計書
23 シミュレーション用パソコンとシミュレーション用PLCとの通信手段
24 モデル部品選択手段
25 シミュレーションに必要なモデル部品を抽出する設計書解析手段
26 シミュレーションプログラム編集手段
27 シミュレーション用パソコンと仮想プラント画面を表示する表示機との通信手段
28 仮想プラント画面の作成手段
29 製造プロセスラインの設計書を作成する第3のパソコン
30,83 鋼板
31 コイルの払い出しを行うペイオフリール
31a ペイオフリールを駆動するモータ
32,33,34,80,81,82 鋼板を上下のロールで挟み送り出すピンチロール
32a,33a,34a ピンチロールを駆動するモータ
32b,33b,34b ピンチロールの上下昇降機構
32c,33c,34c ピンチロールの極限位置到達を検知するセンサ
35 鋼板をカットする裁断機
36 鋼板を溶接する溶接機
40,50 設備機器モデル部品例
41,42,43,51,52,53,54 設備機器モデル部品への入力信号
44,45,46,47,55,56 設備機器モデル部品からの出力信号
60 プロセスモデル部品例
61,62,63 プロセスモデル部品への入力信号
64 プロセスモデル部品からの出力信号
70,72 被加工物モデル部品例
71,73 被加工物モデル部品への入力信号
74 複数信号を1つの配列変数に纏めるMUX部品
75 1つの配列変数を複数信号に分配するDEMUX部
76 被加工物モデル部品からの出力信号
Claims (3)
- 伝送路を介して互いに接続されており、製造ラインで連続して配置された複数の設備機器と複数のセンサと操作盤と制御用計算機とから構成され、連続的に被加工物を処理する製造プロセスラインについて、制御用計算機の制御プログラム又は製造プロセスラインの動作の正常と異常とを調べるための製造プロセスラインのシミュレーション装置であって、
前記複数の設備機器の動作を模擬する設備機器シミュレーション用計算機と、前記被加工物の動きを模擬する被加工物シミュレーション用計算機と、プロセス現象を模擬するプロセスシミュレーション用計算機、のうちのいずれか1つ以上のシミュレーション用計算機と、
前記1つ以上のシミュレーション用計算機に所定の模擬的動作をさせるプログラムを作成するシミュレーションプログラム作成手段と、で構成され、前記シミュレーションプログラム作成手段は、前記複数の設備機器それぞれの動作を模擬するために予め作成された複数のプログラム部品を収納する設備機器モデル部品データベースと、
前記被加工物の製造プロセスラインにおける動きを模擬するために予め作成された複数のプログラム部品を収納する被加工物モデル部品データベースと、
前記プロセス現象を模擬するために予め作成された複数のプログラム部品を収納するプロセス部品データベースと、
前記製造プロセスラインの各設備機器の仕様、及び機器の配置を含む情報からなる製造プロセスラインの設計書に基づいて、前記各データベースのプログラム部品を用いて前記シミュレーション用計算機を動作させるプログラムを作成・編集するシミュレーションプログラム編集手段とを具備することを特徴とする製造プロセスラインのシミュレーション装置。 - 前記シミュレーションプログラム作成手段は、
前記製造プロセスラインの各設備機器の仕様、及び機器の配置を含む情報からなる製造プロセスラインの設計書を基に製造ラインプロセス内の設備機器の種類と配置を含む製造プロセスラインの構成情報を解析する設計書解析手段と、
該設計書解析手段から出力された製造プロセスラインの構成情報に基づき、前記1つ以上のシミュレーション用計算機を動作させるプログラム部品を選択して抽出するモデル部品選択手段と、
前記製造プロセスラインの構成情報と前記抽出されたプログラム部品を用いて、前記シミュレーション用計算機を動作させるシミュレーションプログラムを作成・編集するシミュレーションプログラム編集手段と、で構成されることを特徴とする請求項1に記載の製造プロセスラインのシミュレーション装置。 - 前記設備機器モデル部品データベースに収納されたプログラム部品、前記被加工物モデル部品データベースに収納されたプログラム部品、及びプロセス部品データベースに収納されたプログラム部品のうちの複数のプログラム部品と、設備機器を制御のための指令信号又は製造ラインの状態を示す信号とは共通変数を保持し、
前記シミュレーションプログラム編集手段は、前記設計書解析手段から出力された製造プロセスラインの構成情報に基づき、シミュレーションプログラムにおいて、所定の共通変数をキー情報として、前記複数のプログラム部品における処理を連携させるシミュレーションプログラムを作成・編集することを特徴とする請求項2に記載の製造プロセスラインのシミュレーション装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008085954A JP4763014B2 (ja) | 2008-03-28 | 2008-03-28 | 製造プロセスラインのシミュレーション装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008085954A JP4763014B2 (ja) | 2008-03-28 | 2008-03-28 | 製造プロセスラインのシミュレーション装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009238102A JP2009238102A (ja) | 2009-10-15 |
| JP4763014B2 true JP4763014B2 (ja) | 2011-08-31 |
Family
ID=41251926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008085954A Active JP4763014B2 (ja) | 2008-03-28 | 2008-03-28 | 製造プロセスラインのシミュレーション装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4763014B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2637396A1 (en) * | 2012-03-07 | 2013-09-11 | KBA-NotaSys SA | Method of checking producibility of a composite security design of a security document on a line of production equipment and digital computer environment for implementing the same |
| JP2015122010A (ja) * | 2013-12-25 | 2015-07-02 | 株式会社リコー | 情報処理装置、情報処理システム、情報処理方法、及びプログラム |
| JP6468000B2 (ja) * | 2015-03-06 | 2019-02-13 | 新日鐵住金株式会社 | シミュレーションプログラム生成装置、シミュレーションプログラム生成方法、及びプログラム |
| US10482202B2 (en) | 2016-06-30 | 2019-11-19 | The Procter & Gamble Company | Method for modeling a manufacturing process for a product |
| JP7097263B2 (ja) * | 2018-08-28 | 2022-07-07 | 株式会社日立製作所 | プラントデータ解析システム |
| JP7476383B1 (ja) | 2023-03-13 | 2024-04-30 | 株式会社東芝 | 設備の物理シミュレーションモデル作成支援システム及び方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2940586B2 (ja) * | 1993-02-19 | 1999-08-25 | 川崎製鉄株式会社 | プラント制御装置のシミュレーションテスト方法及びプラント制御装置用シミュレータ |
| JPH09192713A (ja) * | 1996-01-12 | 1997-07-29 | Toshiba Corp | プロセスシミュレータ |
| JP2003303020A (ja) * | 2002-04-12 | 2003-10-24 | Toshiba Corp | プラント監視・診断システム |
| JP2006350549A (ja) * | 2005-06-14 | 2006-12-28 | Hitachi Ltd | 統合シミュレーションシステム |
-
2008
- 2008-03-28 JP JP2008085954A patent/JP4763014B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009238102A (ja) | 2009-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4763014B2 (ja) | 製造プロセスラインのシミュレーション装置 | |
| CN102016733B (zh) | 数控方法及其装置 | |
| CN101898318B (zh) | 包含机器人和机床的加工系统中的机器人控制系统 | |
| EP1842631B1 (en) | Apparatus and method for automatic path generation for an industrial robot | |
| KR910002566A (ko) | 금속박판 및 그와 유사한 것의 제작방법 | |
| CN101573670B (zh) | 用于设计与检查自控装置的安全区的方法及系统 | |
| US20150294044A1 (en) | Method for the determination of workpiece transport trajectories in a multiple station press | |
| JP6802213B2 (ja) | 工具選定装置及び機械学習装置 | |
| KR20210062440A (ko) | 디지털 트윈을 이용한 공작기계 제조장치 및 제조방법 | |
| JPWO2013002097A1 (ja) | 加工シミュレーション装置及び方法 | |
| JP6468000B2 (ja) | シミュレーションプログラム生成装置、シミュレーションプログラム生成方法、及びプログラム | |
| CN105183956A (zh) | 产品数据的仿真处理方法和仿真处理装置 | |
| Tsypkina et al. | Modeling of a resource-saving method of drawing | |
| US7346478B2 (en) | Method of embedding tooling control data within mechanical fixture design to enable programmable logic control verification simulation | |
| CN115146477A (zh) | 全自动裁断机协同控制方法、系统、介质、设备及终端 | |
| JP2009297877A (ja) | ロボット教示プログラム作成装置及び作成方法 | |
| US20050256606A1 (en) | Method in the control of a machine tool cell | |
| CN106873516A (zh) | 一种生产流水线双向仿真系统 | |
| JP2013027915A (ja) | プレス装置用の材料搬送装置 | |
| EP4121825A1 (de) | Computerimplementiertes verfahren zum erstellen von steuerungsdatensätzen, cad-cam-system und fertigungsanlage | |
| Musca et al. | Increase productivity and cost optimization in CNC manufacturing | |
| Sekala et al. | Modelling and simulation of robotic production systems | |
| CN116068968A (zh) | 一种用于自动化系统虚拟调试的设计方法 | |
| JP2006106154A (ja) | 被験者の技能評価システム | |
| CN102650852A (zh) | 一种硬件在环数控系统控制结构的设计方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110511 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110517 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110608 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4763014 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |