JP4724533B2 - 凹凸型敷きマット及びその製造方法 - Google Patents
凹凸型敷きマット及びその製造方法 Download PDFInfo
- Publication number
- JP4724533B2 JP4724533B2 JP2005316458A JP2005316458A JP4724533B2 JP 4724533 B2 JP4724533 B2 JP 4724533B2 JP 2005316458 A JP2005316458 A JP 2005316458A JP 2005316458 A JP2005316458 A JP 2005316458A JP 4724533 B2 JP4724533 B2 JP 4724533B2
- Authority
- JP
- Japan
- Prior art keywords
- foam sheet
- mat
- waist
- synthetic resin
- uneven
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Landscapes
- Finger-Pressure Massage (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
腰部に対応する部分の突出部は、人体の他の部分に対応する部分の突出部より剛性が高くされていることを特徴とする。
EVA、ポリエチレン、ポリウレタンなどの合成樹脂発泡シートは、熱圧縮成形されて、靴底や衣料用パッド材などの用途に利用されている。本発明の凹凸型敷きマットは、これらと同様に合成樹脂発泡シートが熱圧縮成形されてなるものである。本発明で用いる熱圧縮成形は、2つの型の間に合成樹脂発泡シートを挟み、合成樹脂発泡体を熱した状態で圧縮(プレス)することで、恒久的に厚みを減じさせて硬度を高め、変形しにくい性質すなわち剛性を形成するものである。合成樹脂発泡シートを熱した状態とするのは、2つの型の少なくともいずれかを熱した状態としておいて、その熱を合成樹脂発泡シートに伝えることで行われるが、圧縮成形前にオーブン等で加熱してもよい。
本実施形態においては、多数の突出部はすべてが同一形状であり、長手方向及び幅方向に碁盤の目のように規則正しく整列して並んでいる。突出部は平面視円形で半球を上下方向に縮めたようなドーム型形状である。また、突出部は指圧効果が十分発現されるように40〜60mmの間隔(ピッチ)で並んでいる。さらに、突出部は、平面視直径が突出部の間隔(ピッチ)の1/2〜1であり、高さTが10〜20mmである。
M2 第二型
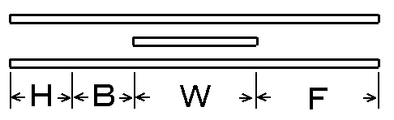
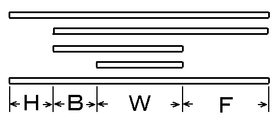
H 頭部に対応する部分
B 胸部に対応する部分
W 腰部に対応する部分
F 脚部に対応する部分
1 凹凸型敷きマット
2 中実突出部
3 中空突出部
4 基盤部
5 凹凸発泡シート(プロファイル裁断加工品)
6 凹条部
7 凸条部
Claims (2)
- 合成樹脂発泡シートが熱圧縮成形されて、多数の突出部が形成されてなる凹凸型敷きマットであって、
前記合成樹脂発泡シートは、頭部から脚部までの部分に対応する上下2枚の発泡シートの間に、腰部に対応する部分に別の発泡シートを配して積層したものであり、
腰部に対応する部分の突出部は、人体の他の部分に対応する部分の突出部より剛性が高くされていることを特徴とする凹凸型敷きマット。 - 前記合成樹脂発泡シートが、頭部から脚部までの部分に対応する上下2枚の発泡シートの間に、腰部に対応する部分に別の発泡シートを配し、頭部から腰部に対応する部分に更に別の発泡シートを配して積層したものであることを特徴とする請求項1に記載の凹凸型敷きマット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005316458A JP4724533B2 (ja) | 2005-10-31 | 2005-10-31 | 凹凸型敷きマット及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005316458A JP4724533B2 (ja) | 2005-10-31 | 2005-10-31 | 凹凸型敷きマット及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007117581A JP2007117581A (ja) | 2007-05-17 |
| JP2007117581A5 JP2007117581A5 (ja) | 2008-12-04 |
| JP4724533B2 true JP4724533B2 (ja) | 2011-07-13 |
Family
ID=38142054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005316458A Active JP4724533B2 (ja) | 2005-10-31 | 2005-10-31 | 凹凸型敷きマット及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4724533B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8544427B2 (en) | 2010-03-17 | 2013-10-01 | Honda Motor Co., Ltd. | Cooling water passage structure in cylinder head of internal combustion engine |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53110676A (en) * | 1977-03-10 | 1978-09-27 | Kohkoku Chem Ind | Production of heat compressed foam sheet having hollow projection with different compression ratio |
| JPS53127796U (ja) * | 1977-03-17 | 1978-10-11 | ||
| JPS5673833U (ja) * | 1979-11-13 | 1981-06-17 | ||
| JPS5849968U (ja) * | 1981-09-30 | 1983-04-04 | アキレス株式会社 | マツトレス基材 |
| JPH10146247A (ja) * | 1996-11-20 | 1998-06-02 | Tomoji Kobayashi | クッション材 |
| JPH10272036A (ja) * | 1997-01-31 | 1998-10-13 | Achilles Corp | 寝具用マット |
| JP2000093263A (ja) * | 1998-09-18 | 2000-04-04 | Osaka Nishikawa:Kk | マットレス |
| JP2000210162A (ja) * | 1999-01-21 | 2000-08-02 | Osaka Nishikawa:Kk | マットレス |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH612776A5 (ja) * | 1977-02-21 | 1979-08-15 | Systems & Technics Sa | |
| JPS5673833A (en) * | 1979-11-21 | 1981-06-18 | Hitachi Ltd | Structure of cathode of electron tube |
-
2005
- 2005-10-31 JP JP2005316458A patent/JP4724533B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53110676A (en) * | 1977-03-10 | 1978-09-27 | Kohkoku Chem Ind | Production of heat compressed foam sheet having hollow projection with different compression ratio |
| JPS53127796U (ja) * | 1977-03-17 | 1978-10-11 | ||
| JPS5673833U (ja) * | 1979-11-13 | 1981-06-17 | ||
| JPS5849968U (ja) * | 1981-09-30 | 1983-04-04 | アキレス株式会社 | マツトレス基材 |
| JPH10146247A (ja) * | 1996-11-20 | 1998-06-02 | Tomoji Kobayashi | クッション材 |
| JPH10272036A (ja) * | 1997-01-31 | 1998-10-13 | Achilles Corp | 寝具用マット |
| JP2000093263A (ja) * | 1998-09-18 | 2000-04-04 | Osaka Nishikawa:Kk | マットレス |
| JP2000210162A (ja) * | 1999-01-21 | 2000-08-02 | Osaka Nishikawa:Kk | マットレス |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8544427B2 (en) | 2010-03-17 | 2013-10-01 | Honda Motor Co., Ltd. | Cooling water passage structure in cylinder head of internal combustion engine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007117581A (ja) | 2007-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4956744B2 (ja) | マットレス | |
| CN103429120B (zh) | 四区可逆的寝具 | |
| JP2014512936A (ja) | 張力軽減フォームおよびマットレス構造 | |
| JP6116498B2 (ja) | マットレスの製造方法 | |
| US20170049242A1 (en) | Under mattress support | |
| JP2016501672A (ja) | 移動性増強マットレス | |
| US20220015549A1 (en) | Mattress | |
| JP4724533B2 (ja) | 凹凸型敷きマット及びその製造方法 | |
| EP2373198B1 (en) | Body support with non-planar top surface | |
| WO2006063311A3 (en) | Honeycomb mattress support | |
| JP2007195701A (ja) | 敷きマット | |
| US20220346566A1 (en) | Heat-dissipating bedding product | |
| EP0629369A1 (en) | Flexible cushion particularly for armchairs, couches and pieces of furniture in general | |
| CN208176410U (zh) | 一种床垫 | |
| RU190839U1 (ru) | Матрас | |
| JP3221097U (ja) | マットレス用ブロック体及びマットレス | |
| JP6158854B2 (ja) | クッション部材、及び、クッション体 | |
| JP2021115208A (ja) | クッション体 | |
| JP3201392U (ja) | 弾褥体芯材 | |
| TWI727574B (zh) | 織布結構 | |
| RU92313U1 (ru) | Беспружинный матрас | |
| JP7381038B2 (ja) | 固綿への窪みの形成方法及び固綿の製造方法 | |
| WO2017106435A1 (en) | Under mattress support | |
| JP2017125315A (ja) | 防音床材 | |
| JP3559677B2 (ja) | 面状採暖具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081021 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081022 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101102 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110307 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110331 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110411 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140415 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4724533 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |