JP4705287B2 - Non-water-cooled manufacturing method for thin high-strength steel sheet with high absorbed energy - Google Patents
Non-water-cooled manufacturing method for thin high-strength steel sheet with high absorbed energy Download PDFInfo
- Publication number
- JP4705287B2 JP4705287B2 JP2001286184A JP2001286184A JP4705287B2 JP 4705287 B2 JP4705287 B2 JP 4705287B2 JP 2001286184 A JP2001286184 A JP 2001286184A JP 2001286184 A JP2001286184 A JP 2001286184A JP 4705287 B2 JP4705287 B2 JP 4705287B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- absorbed energy
- water
- strength
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Description
【0001】
【発明の属する技術分野】
本発明は、延性破壊時に高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板を高い生産性のもとで製造するための技術である。鉄鋼業では厚板製造工程に適用される。本発明によって製造される鋼板は主に原油や天然ガス等の輸送用ラインパイプに使用される。このほかにも、延性破壊特性が重視される各種の鋼構造物に適用することが可能である。
【0002】
【従来の技術】
ラインパイプを現地溶接する際に、溶接能率の観点から溶接パス数が少なくてすむ薄手化の要求がある。一方で、輸送効率の観点からラインパイプの操業圧力を高めるために高強度化の要求がある。加えて近年では、ラインパイプの安全性の観点から不安定延性破壊に対する抵抗力を高める要求がある。
【0003】
制御圧延後、加速冷却技術を適用(TMCP)して製造することにより高強度と高吸収エネルギーを兼ね備えた鋼板が製造可能であるが、板厚15mm以下のような薄手材について、TMCPを用いて製造した場合、鋼板形状の劣化が問題となる。また再熱焼入れ焼戻しによる製造では生産性に劣るという問題がある。このため薄手ラインパイプ材では非水冷圧延ままでの製造されることが多い。このとき強度と低温での高い延性破面率を満足させるため低温CRでの製造となるが、このときセパレーションと呼ばれる破面に垂直なワレが発生し、高い吸収エネルギーがえられない。このような背景のもと、非水冷圧延ままで高吸収エネルギーを満足する新たな製造技術(非水冷型製造技術)が求められている。
【0004】
【発明が解決しようとする課題】
本発明は、高強度とセパレーションの発生しない高吸収エネルギーを兼ね備えた薄手鋼板を、非水冷圧延ままで製造する方法(非水冷型製造技術)を提供することを課題とする。
【0005】
【課題を解決するための手段】
本発明は適正な圧延条件を付与することにより、高強度とセパレーションの発生しない高吸収エネルギーを兼ね備えた薄手鋼板を非水冷圧延ままで製造する方法である。
即ち、本発明の要旨は、次の通りである。
(1) 質量%で、C:0.03〜0.1%、Mn:1.0〜2.0%、Nb:0.01〜0.1%、P:≦0.01%、S:≦0.003%、O:≦0.005%を含有し、さらにSi:0.05〜0.5%、Al:0.001〜0.05%、Ti:0.005〜0.05%の1種または2種以上を含有し、残部が鉄および不可避的不純物である化学成分の鋼片を、1000℃以上に加熱して熱間圧延を行うにあたって、(Ar 3 +80)〜950℃の温度範囲の中で累積圧下量が50%以上となるように圧延を実施し、引き続きAr 3 〜(Ar 3 −30℃)の温度範囲の中で累積圧下量が10〜30%となるよう圧延を終了し、その後空冷することを特徴とする、セパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。
(2) 鋼片の化学成分が、更に質量%で、Cu:≦1.0%、Ni:≦1.0%、Cr:≦1.0%、Mo:≦0.5%、V:≦0.1%、B:≦0.005%の1種または2種以上を含有することを特徴とする、上記(1)に記載のセパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。
(3) 鋼片の化学成分が、更に質量%で、Ca:≦0.005%、Mg:≦0.005%、REM:≦0.01%、Zr:≦0.01%の1種または2種以上を含有することを特徴とする、上記(1)又は上記(2)に記載のセパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。
これにより、例えば板厚が15mm以下で、X70級の強度を有し、250J以上のvE-20を有する薄手鋼板を非水冷圧延ままで製造することができる。
【0006】
まず、高い吸収エネルギーをえるには延性破面率100%とすることが必要条件となる。0℃以下の低温においても延性破面率100%を確保するため、Nbを0.01%以上添加し、鋼片を1000℃以上に加熱し、950℃以下の温度域で50%以上の累積圧下量を確保しなくてはならない。Nb添加量が0.01%未満又は、鋼片加熱温度を1000℃未満とすると、γ中に固溶するNbが不足するために十分な組織の微細化がえられない。また、950℃以下の未再結晶温度域での累積圧下量が50%未満となった場合、γの加工度が不足するため、やはり微細な組織はえられない。
【0007】
延性破面率100%であってもセパレーションと呼ばれる破面に垂直で圧延面に平行なワレが発生すると吸収エネルギーが低下することが知られている。セパレーションの発生原因として、例えば「鉄と鋼、68(1982)、435」に記載されているように、圧延集合組織の関与が広く知られている。本発明者らは圧延温度と圧延集合組織の関係について調査し、図2に示すようにAr3変態点+80℃より高い高温では圧下を加えても圧延集合組織がほとんど発達しないことを見出した。そのため、セパレーション発生を抑制し高い吸収エネルギーをえるためには、Ar3+80℃以上から950℃以下の温度域で50%以上の累積圧下量を確保することにより、金属組織の細粒化を行わなくてはならない。Ar3+80℃より低い温度域で過度の変形を加えるとセパレーションが発生し吸収エネルギーが低下する。
【0008】
しかしながら、かかる高温で圧延を終了すると十分な強度がえられない。本発明者らは種々の圧延条件の検討により、Ar3+80℃以上の高温での圧延の後、暫く空冷させ、Ar3〜Ar3−30℃の温度域で累積圧下量を10〜30%とすることにより、圧延集合組織を発達させることなく、加工フェライトを利用し高強度化を実現することが可能であることが分かった。Ar3より高い温度で圧延すると加工フェライトによる強度上昇が享受できないため、十分な強度上昇はえられない。Ar3−30℃より低い温度で変形を加えると軽い圧下でもセパレーションが発生し吸収エネルギーが低下する。Ar3〜Ar3−30℃の温度域であっても、30%を超える累積圧下量を加えるとやはりセパレーションが発生し吸収エネルギーが低下する。
【0009】
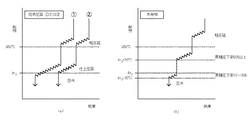
上記に述べた本発明で想定する圧延条件と従来の圧延条件の模式図を図1(b)及び図1(a)に示す。図1に示すように950℃以下からAr3−30℃までの温度域での圧延条件が本発明と従来圧延とでは異なっている。
【0010】
つまり、本発明の特徴は、次の通りである。
▲1▼ 0.01%以上のNbを添加し、1000℃以上に加熱する
▲2▼ Ar3+80℃以上、950℃以下の温度域で50%以上の圧下を加える
▲3▼ Ar3+80℃以上の高温での圧延の後、引き続きAr3〜Ar3−30℃の温度域で10以上30%以下の圧下を加える
とすることにより、薄手、高強度、高吸収エネルギー鋼板の非水冷圧延ままでの製造が可能となった。本発明により、例えば板厚12mm、X70級強度(API規格)、vE-20 ℃≧250Jを満足する鋼板も製造可能である。
【0011】
次に各化学成分の限定理由について説明する。
【0012】
Cは強度を確保するためには0.03%以上必要である。しかし、セメンタイト粒子やパーライト相の体積率が増加し、これらが延性破壊におけるボイド発生の芽となって破壊を促し、吸収エネルギーが低下する。また、Cが高くなるとセパレーションが発生し易くなり吸収エネルギーが低下する。さらに、Cが多くなると中心偏析が助長されて、これに起因する深いセパレーションが発生して吸収エネルギーが低下する。以上から、Cの上限を0.1%としなければならない。
【0013】
Mnは強度、靭性の確保に不可欠な元素であり、特に強度の観点から本発明の低いCに代替して積極的に添加する必要がある。X70級の強度を低いCのもとで確保するために1.0%以上のMnを添加する必要がある。Mnが2.0%を超えると中心偏析が助長されて、これに起因する深いセパレーションが発生して吸収エネルギーが低下する。従って、Mnの上限を2.0%とする。
【0014】
Nbは本発明で重要な元素である。Nbは圧延によるγ組織の微細化を促して変態組織を微細化する。その結果、破面遷移温度の低下と強度の増加をもたらす。析出硬化によっても強度を増加させる。これらのためには0.01%以上のNbが必要である。Nbが0.1%を超えると中心偏析が助長されて、これに起因する深いセパレーションが発生して吸収エネルギーが低下する。従って、Nbの上限を0.1%とする。
【0015】
Pは本発明では好ましくない元素である。Pは中心偏析を助長したり粒界偏析することで靭性の著しい劣化を引き起こす。高い吸収エネルギーをえるためには、Pを0.01%以下にしなければならない。
【0016】
SとOは本発明で好ましくない元素である。これらは非金属介在物を形成してボイドの発生を促し、吸収エネルギーを低下させる。Sは0.003%以下、Oは0.005%以下にしなければならない。
【0017】
Si、Al、Tiは脱酸元素として作用する。Oを0.005%以下にするためには、これらの1種以上を添加する必要がある。このために、Siは0.05%以上、Alは0.001%以上、Tiは0.005%以上が必要である。これらの脱酸元素が多すぎると酸化物が粗大化して破壊の起点として悪影響を及ぼすため、Siは0.5%、Alは0.05%、Tiは0.05%を上限とする。
【0018】
Cu、Ni、V、Bは強度の増加に有効である。これらの添加量が多すぎるとHAZ靭性が損なわれるので、Cuは1.0%、Niは1.0%、Vは0.1%、Bは0.005%を上限とする。
【0019】
Cr、Moは強度の増加に有効な元素である。Crが1.0%、Moが0.5%を超えると焼入れ性が過剰となってMA(Martensite austenite constituent)と呼ばれる硬化相が増えて吸収エネルギーが低下する。従って、Crの上限を1.0%Moの上限を0.5%とする。
【0020】
Ca、Mg、REM、ZrはMnに優先して硫化物を形成し、圧延で延伸化しにくい球状介在物をつくる。その結果、セパレーションとボイドが発生しにくくなって吸収エネルギーが向上する。これらの脱硫元素が多すぎると硫化物が粗大化して破壊の起点として悪影響を及ぼすため、Caは0.005%、Mgは0.005%、REMは0.01%、Zrは0.01%を上限とする。
【0021】
【実施例】
表1に示す化学成分を有する連続鋳造鋼片を素材として、板厚15mm以下の鋼板を非水冷圧延ままで製造した。その製造条件およびそのときの機械的性質を表2に示す。
【0022】
【表1】

【表2】
鋼1〜6は本発明鋼であり、適正な化学成分に調整し、未再結晶温度域での圧延条件を狭い範囲で最適化することによりX70の強度と250Jを超える高いvE-20、vE-40を同時に満足している。一方、鋼7〜18は従来鋼であり、化学成分あるいは製造条件が最適な範囲から外れるため、十分な強度あるいはvEを達成することができない。鋼7はCが少ないために強度が不足している。鋼8はCが多いため十分な吸収エネルギーがえられない。鋼9はMnが多いため吸収エネルギーが不足している。鋼10はPが多いため延性破面率が劣化して吸収エネルギーも不足している。鋼11はSが多いため吸収エネルギーが不足している。鋼12はNbが少ないため、強度、延性破面率、吸収エネルギーいずれも劣化している。鋼13はNbが多いため吸収エネルギーが不足している。鋼14は加熱温度が低いため、強度、延性破面率、吸収エネルギーが劣化している。鋼15はAr3+80℃〜950℃の温度域での累積圧下量が少ないため強度、延性破面率、吸収エネルギーが劣化する。鋼16はAr3〜Ar3−30℃の温度域での累積圧下量が少ないため十分な強度がえられない。鋼17はAr3〜Ar3−30℃の温度域での累積圧下量が多いためセパレーションが発生し吸収エネルギーが劣化する。鋼18は圧延終了温度が低いためセパレーションが発生し吸収エネルギーが劣化する。
【0025】
【発明の効果】
本発明により、高吸収エネルギー有する高強度鋼板が非水冷圧延ままで製造可能となった。例えば、板厚が12mm、X70級の強度を有し、vE-20≧250Jを有する鋼板が非水冷圧延ままで製造可能である。その結果、鋼板製造者は製造コストを低く抑え、製造納期を短縮することが可能となった。本発明によって製造された鋼板は、原油や天然ガス等の輸送用ラインパイプをはじめ、延性破壊特性が重視される各種の鋼構造物に適用され、鋼構造物の安全性を高めることに貢献する。
【図面の簡単な説明】
【図1】本発明が規定する圧延条件の模式図である。
【図2】ある一定温度で50%歪を加えたときの圧延温度とセパレーションを誘発する圧延集合組織との関係を示すグラフである。図中のlog[I/I0{100}xI/I0{111}]はセパレーションを誘発する圧延集合組織の発達度を示すパラメータである。そしてI{hkl}はX線回折によりえられるフェライトの格子面{hkl}のピーク高さであり、I0はランダム方位試料のピーク高さである。[0001]
BACKGROUND OF THE INVENTION
The present invention is a technique for producing a thin high-strength steel sheet having a thickness of 15 mm or less having high absorbed energy at the time of ductile fracture with high productivity. In the steel industry, it is applied to the plate manufacturing process. The steel sheet produced according to the present invention is mainly used for transportation line pipes for crude oil, natural gas and the like. In addition, it can be applied to various steel structures where ductile fracture characteristics are important.
[0002]
[Prior art]
When line pipes are welded on site, there is a demand for thinning that requires fewer welding passes from the viewpoint of welding efficiency. On the other hand, there is a demand for higher strength in order to increase the operating pressure of the line pipe from the viewpoint of transportation efficiency. In addition, in recent years, there is a demand to increase resistance to unstable ductile fracture from the viewpoint of safety of line pipes.
[0003]
After controlled rolling, a steel plate having both high strength and high absorption energy can be manufactured by applying accelerated cooling technology (TMCP), but for thin materials with a thickness of 15 mm or less using TMCP When manufactured, deterioration of the steel plate shape becomes a problem. Moreover, there is a problem that the productivity by reheat quenching and tempering is inferior. For this reason, thin line pipe materials are often produced as they are in non-water-cooled rolling. At this time, in order to satisfy the strength and the high ductile fracture surface ratio at low temperature, the production is performed at a low temperature CR. At this time, cracks perpendicular to the fracture surface called separation occur, and high absorbed energy cannot be obtained. Under such a background, a new manufacturing technology (non-water cooling type manufacturing technology) that satisfies high absorption energy while being non-water-cooled rolling is required.
[0004]
[Problems to be solved by the invention]
An object of the present invention is to provide a method (non-water-cooled manufacturing technology) for manufacturing a thin steel plate having high strength and high absorption energy that does not cause separation as it is in non-water-cooled rolling .
[0005]
[Means for Solving the Problems]
The present invention is a method for producing a thin steel sheet having high strength and high absorption energy that does not cause separation by imparting appropriate rolling conditions as it is with non-water-cooled rolling.
That is, the gist of the present invention is as follows.
(1) By mass%, C: 0.03-0.1%, Mn: 1.0-2.0%, Nb: 0.01-0.1%, P: ≦ 0.01%, S: ≦ 0.003%, O: ≦ 0.005%, Si: 0.05 to 0.5%, Al: 0.001 to 0.05%, Ti: 0.005 to 0.05% In carrying out hot rolling by heating the steel pieces of chemical components containing one or more of the following, with the balance being iron and unavoidable impurities to 1000 ° C. or higher, (Ar 3 +80) to 950 ° C. Rolling is performed so that the cumulative reduction amount is 50% or more in the temperature range , and subsequently, rolling is performed so that the cumulative reduction amount is 10 to 30% in the temperature range of Ar 3 to (Ar 3 −30 ° C.). The plate thickness is 15 mm and has a high absorption energy that does not cause separation. The following non-water-cooled manufacturing method for thin high-strength steel sheets.
(2) The chemical composition of the steel slab is further mass%, Cu: ≦ 1.0%, Ni: ≦ 1.0%, Cr: ≦ 1.0%, Mo: ≦ 0.5%, V: ≦ The thin plate having a thickness of 15 mm or less having high absorption energy without occurrence of separation as described in (1) above, containing 0.1%, B: ≦ 0.005% Non-water-cooled manufacturing method for high-strength steel sheets.
(3) The chemical composition of the steel slab is further 1% by mass, Ca: ≦ 0.005%, Mg: ≦ 0.005%, REM: ≦ 0.01%, Zr: ≦ 0.01% or The non-water-cooled production method of a thin high-strength steel sheet having a thickness of 15 mm or less and having high absorption energy without occurrence of separation as described in (1) or (2) above, comprising two or more kinds.
Thereby, for example, a thin steel plate having a plate thickness of 15 mm or less, a strength of X70 class, and a vE- 20 of 250 J or more can be produced as it is with non-water-cooled rolling.
[0006]
First, in order to obtain high absorbed energy, a ductile fracture surface ratio of 100% is a necessary condition. In order to ensure a ductile fracture surface ratio of 100% even at a low temperature of 0 ° C. or lower, 0.01% or more of Nb is added, the steel slab is heated to 1000 ° C. or higher, and a cumulative amount of 50% or higher in a temperature range of 950 ° C. or lower. The amount of reduction must be ensured. If the amount of Nb added is less than 0.01% or the steel slab heating temperature is less than 1000 ° C., sufficient refinement of the structure cannot be obtained because Nb dissolved in γ is insufficient. In addition, when the cumulative reduction amount in the non-recrystallization temperature range of 950 ° C. or less is less than 50%, the degree of processing of γ is insufficient, so that a fine structure cannot be obtained.
[0007]
It is known that even if the ductile fracture surface ratio is 100%, the absorption energy decreases when cracks perpendicular to the fracture surface called separation occur and parallel to the rolling surface occur. As described above, for example, “Iron and Steel, 68 (1982), 435” is widely known as a cause of separation. The present inventors investigated the relationship between the rolling temperature and the rolling texture, and found that the rolling texture hardly developed even when rolling was applied at a temperature higher than Ar 3 transformation point + 80 ° C. as shown in FIG. Therefore, in order to suppress the generation of separation and obtain high absorbed energy, the metal structure is refined by securing a cumulative reduction amount of 50% or more in the temperature range of Ar 3 + 80 ° C. or higher to 950 ° C. or lower. Must-have. If excessive deformation is applied in a temperature range lower than Ar 3 + 80 ° C., separation occurs and the absorbed energy decreases.
[0008]
However, sufficient strength cannot be obtained when rolling is completed at such a high temperature. By examining various rolling conditions, the inventors of the present invention, after rolling at a high temperature of Ar 3 + 80 ° C. or higher, air-cooled for a while, and the cumulative reduction amount in the temperature range of Ar 3 to Ar 3 -30 ° C. is 10-30. It has been found that the strength can be increased by using processed ferrite without developing the rolling texture. When rolling at a temperature higher than Ar 3, the strength increase due to the processed ferrite cannot be enjoyed, so that a sufficient strength increase cannot be obtained. When deformation is applied at a temperature lower than Ar 3 −30 ° C., separation occurs even under light pressure, and the absorbed energy decreases. Even in the temperature range of Ar 3 to Ar 3 -30 ° C., if a cumulative reduction amount exceeding 30% is added, separation is generated and the absorbed energy is lowered.
[0009]
Schematic diagrams of the rolling conditions assumed in the present invention described above and the conventional rolling conditions are shown in FIGS. 1 (b) and 1 (a). As shown in FIG. 1, the rolling conditions in the temperature range from 950 ° C. or lower to Ar 3 -30 ° C. are different between the present invention and the conventional rolling.
[0010]
That is, the features of the present invention are as follows.
(1) Add 0.01% or more of Nb and heat to 1000 ° C or higher. (2) Add 50% or more reduction in the temperature range of Ar 3 + 80 ° C or higher and 950 ° C or lower. (3) Ar 3 + 80 ° C after rolling at temperatures higher than, subsequently by the Ar 3 to Ar 3 at -30 temperature range of ℃ added pressure of 10 or more than 30%, thin, high strength, while the non-water-cooled rolling high absorbed energy steel Production is now possible. According to the present invention, for example, a steel plate satisfying a plate thickness of 12 mm, an X70 grade strength (API standard), and vE- 20 ° C. ≧ 250 J can be produced.
[0011]
Next, the reasons for limiting each chemical component will be described.
[0012]
C needs to be 0.03% or more in order to secure the strength. However, the volume fraction of the cementite particles and the pearlite phase increases, and these become the buds of void generation in the ductile fracture, which promotes the destruction and the absorbed energy decreases. Further, when C is high, separation is likely to occur and the absorbed energy is reduced. Furthermore, when C increases, central segregation is promoted, deep separation resulting from this occurs, and the absorbed energy decreases. From the above, the upper limit of C must be 0.1%.
[0013]
Mn is an element indispensable for securing strength and toughness, and it is necessary to actively add it instead of the low C of the present invention, particularly from the viewpoint of strength. In order to ensure the strength of X70 grade under low C, it is necessary to add 1.0% or more of Mn. When Mn exceeds 2.0%, center segregation is promoted, deep separation resulting from this occurs, and the absorbed energy decreases. Therefore, the upper limit of Mn is set to 2.0%.
[0014]
Nb is an important element in the present invention. Nb promotes refinement of the γ structure by rolling to refine the transformation structure. As a result, the fracture surface transition temperature is lowered and the strength is increased. Strength is also increased by precipitation hardening. For these, 0.01% or more of Nb is necessary. When Nb exceeds 0.1%, center segregation is promoted, deep separation resulting from this occurs, and the absorbed energy decreases. Therefore, the upper limit of Nb is set to 0.1%.
[0015]
P is an element which is not preferable in the present invention. P promotes center segregation or causes grain boundary segregation to cause significant deterioration in toughness. In order to obtain high absorbed energy, P must be 0.01% or less.
[0016]
S and O are undesirable elements in the present invention. These form non-metallic inclusions, promote the generation of voids, and reduce the absorbed energy. S must be 0.003% or less, and O must be 0.005% or less.
[0017]
Si, Al, and Ti act as deoxidizing elements. In order to make O into 0.005% or less, it is necessary to add one or more of these. Therefore, it is necessary that Si is 0.05% or more, Al is 0.001% or more, and Ti is 0.005% or more. If there are too many of these deoxidizing elements, the oxide becomes coarse and adversely affects the starting point of destruction, so the upper limit is set to 0.5% for Si, 0.05% for Al, and 0.05% for Ti.
[0018]
Cu, Ni, V, and B are effective for increasing the strength. If these amounts are too large, the HAZ toughness is impaired, so Cu is 1.0%, Ni is 1.0%, V is 0.1%, and B is 0.005%.
[0019]
Cr and Mo are effective elements for increasing the strength. When Cr exceeds 1.0% and Mo exceeds 0.5%, the hardenability becomes excessive, and a hardened phase called MA (Martensite Austenite constituent) increases and the absorbed energy decreases. Therefore, the upper limit of Cr is 1.0% and the upper limit of Mo is 0.5%.
[0020]
Ca, Mg, REM, and Zr form sulfides in preference to Mn, and form spherical inclusions that are difficult to stretch by rolling. As a result, separation and voids are less likely to occur and the absorbed energy is improved. If too much of these desulfurization elements are present, the sulfides become coarse and adversely affect the starting point of destruction. Therefore, Ca is 0.005%, Mg is 0.005%, REM is 0.01%, and Zr is 0.01%. Is the upper limit.
[0021]
【Example】
A steel plate having a thickness of 15 mm or less was produced as a non-water-cooled rolling using a continuously cast steel piece having chemical components shown in Table 1 as a raw material. The production conditions and mechanical properties at that time are shown in Table 2.
[0022]
[Table 1]
[Table 2]
Steels 1 to 6 are steels of the present invention, adjusted to the appropriate chemical composition, and optimized in a narrow range for rolling conditions in a non-recrystallization temperature range, with a strength of X70 and a high vE -20 , vE exceeding 250 J I am satisfied with -40 at the same time. On the other hand, Steels 7 to 18 are conventional steels, and their chemical composition or production conditions deviate from the optimum range, so that sufficient strength or vE cannot be achieved. Steel 7 has insufficient strength due to its low C content. Since steel 8 has a large amount of C, sufficient absorbed energy cannot be obtained. Since the steel 9 has a large amount of Mn, the absorbed energy is insufficient. Since the steel 10 has a large amount of P, the ductile fracture surface ratio deteriorates and the absorbed energy is also insufficient. Since the steel 11 has a large amount of S, the absorbed energy is insufficient. Since the steel 12 has a small amount of Nb, the strength, ductile fracture surface ratio, and absorbed energy are all deteriorated. Since the steel 13 has a large amount of Nb, the absorbed energy is insufficient. Since the heating temperature of the steel 14 is low, the strength, ductile fracture surface ratio, and absorbed energy are deteriorated. Since the steel 15 has a small cumulative reduction amount in the temperature range of Ar 3 + 80 ° C. to 950 ° C., the strength, ductile fracture surface rate, and absorbed energy deteriorate. Since the steel 16 has a small cumulative reduction amount in the temperature range of Ar 3 to Ar 3 -30 ° C., sufficient strength cannot be obtained. Since the steel 17 has a large cumulative reduction amount in the temperature range of Ar 3 to Ar 3 -30 ° C., separation occurs and the absorbed energy deteriorates. Since the steel 18 has a low rolling end temperature, separation occurs and the absorbed energy deteriorates.
[0025]
【The invention's effect】
According to the present invention, a high-strength steel sheet having high absorption energy can be produced as it is with non-water-cooled rolling. For example, a steel sheet having a thickness of 12 mm, a strength of X70 class, and having vE -20 ≧ 250 J can be produced as it is with non-water-cooled rolling. As a result, the steel sheet manufacturer can keep the production cost low and shorten the production delivery time. The steel sheet produced by the present invention is applied to various steel structures where ductile fracture characteristics are important, including transportation line pipes for crude oil, natural gas, etc., and contributes to improving the safety of steel structures. .
[Brief description of the drawings]
FIG. 1 is a schematic diagram of rolling conditions defined by the present invention.
FIG. 2 is a graph showing the relationship between the rolling temperature when 50% strain is applied at a certain temperature and the rolling texture that induces separation. In the figure, log [I / I 0 {100} xI / I 0 {111} ] is a parameter indicating the degree of development of the rolling texture that induces separation. I {hkl} is the peak height of the ferrite lattice plane {hkl} obtained by X-ray diffraction, and I 0 is the peak height of the randomly oriented sample.
Claims (3)
C :0.03〜0.1%、
Mn:1.0〜2.0%、
Nb:0.01〜0.1%、
P :≦0.01%、
S :≦0.003%、
O :≦0.005%
を含有し、さらに
Si:0.05〜0.5%、
Al:0.001〜0.05%、
Ti:0.005〜0.05%
の1種または2種以上を含有し、残部が鉄および不可避的不純物である化学成分の鋼片を、1000℃以上に加熱して熱間圧延を行うにあたって、(Ar3+80)〜950℃の温度範囲の中で累積圧下量が50%以上となるように圧延を実施し、引き続きAr3〜(Ar3−30℃)の温度範囲の中で累積圧下量が10〜30%となるよう圧延を終了し、その後空冷することを特徴とする、セパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。% By mass
C: 0.03-0.1%,
Mn: 1.0-2.0%,
Nb: 0.01 to 0.1%,
P: ≦ 0.01%
S: ≦ 0.003%,
O: ≦ 0.005%
Further Si: 0.05-0.5%,
Al: 0.001 to 0.05%,
Ti: 0.005 to 0.05%
In carrying out hot rolling by heating the steel pieces of chemical components containing one or more of the following, with the balance being iron and unavoidable impurities to 1000 ° C. or higher, (Ar 3 +80) to 950 ° C. Rolling is performed so that the cumulative reduction amount is 50% or more in the temperature range, and subsequently, rolling is performed so that the cumulative reduction amount is 10 to 30% in the temperature range of Ar 3 to (Ar 3 −30 ° C.). A non-water-cooled manufacturing method for a thin high-strength steel sheet having a thickness of 15 mm or less and having high absorbed energy without separation, characterized in that the process is terminated and then air-cooled.
Cu:≦1.0%、
Ni:≦1.0%、
Cr:≦1.0%、
Mo:≦0.5%、
V:≦0.1%、
B:≦0.005%
の1種または2種以上を含有することを特徴とする、請求項1に記載のセパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。The chemical composition of the billet is further mass%,
Cu: ≦ 1.0%,
Ni: ≦ 1.0%,
Cr: ≦ 1.0%,
Mo: ≦ 0.5%,
V: ≦ 0.1%
B: ≦ 0.005%
The non-water-cooled manufacturing method of a thin high-strength steel sheet having a thickness of 15 mm or less and having a high absorption energy without occurrence of separation according to claim 1, characterized in that it contains one or more of the following.
Ca:≦0.005%、
Mg:≦0.005%、
REM:≦0.01%、
Zr:≦0.01%
の1種または2種以上を含有することを特徴とする、請求項1又は請求項2に記載のセパレーションの発生しない高い吸収エネルギーを有する板厚15mm以下の薄手高強度鋼板の非水冷型製造方法。The chemical composition of the billet is further mass%,
Ca: ≦ 0.005%,
Mg: ≦ 0.005%,
REM: ≦ 0.01%
Zr: ≦ 0.01%
The non-water-cooled manufacturing method of a thin high-strength steel sheet having a thickness of 15 mm or less and having a high absorption energy that does not cause separation according to claim 1 or 2, characterized in that it contains one or more of .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001286184A JP4705287B2 (en) | 2001-09-20 | 2001-09-20 | Non-water-cooled manufacturing method for thin high-strength steel sheet with high absorbed energy |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001286184A JP4705287B2 (en) | 2001-09-20 | 2001-09-20 | Non-water-cooled manufacturing method for thin high-strength steel sheet with high absorbed energy |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003096517A JP2003096517A (en) | 2003-04-03 |
| JP4705287B2 true JP4705287B2 (en) | 2011-06-22 |
Family
ID=19109215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001286184A Expired - Fee Related JP4705287B2 (en) | 2001-09-20 | 2001-09-20 | Non-water-cooled manufacturing method for thin high-strength steel sheet with high absorbed energy |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4705287B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1867742B1 (en) | 2005-04-04 | 2011-10-19 | Nippon Steel Corporation | Process for producing a high-strength steel plate and high-strength welded steel pipe excellent in ductile fracture performance |
| JP6343472B2 (en) * | 2014-03-28 | 2018-06-13 | 株式会社神戸製鋼所 | Steel sheets for high-strength line pipes and steel pipes for high-strength line pipes with excellent low-temperature toughness |
| US10544478B2 (en) | 2015-03-31 | 2020-01-28 | Jfe Steel Corporation | High-strength, high-toughness steel plate, and method for producing the same |
| JP6123973B2 (en) | 2015-03-31 | 2017-05-10 | Jfeスチール株式会社 | High-strength and high-toughness steel plate and method for producing the same |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58100625A (en) * | 1981-12-11 | 1983-06-15 | Kawasaki Steel Corp | Production of high toughness high tensile steel plate having excellent weldability |
| JPS60181229A (en) * | 1984-02-25 | 1985-09-14 | Sumitomo Metal Ind Ltd | Production of low-yield ratio high-tension thick steel plate |
| JPH01176026A (en) * | 1987-12-28 | 1989-07-12 | Kawasaki Steel Corp | Manufacture of non-heattreated high-tensile steel plate |
| JPH0841536A (en) * | 1994-07-29 | 1996-02-13 | Kawasaki Steel Corp | Production of high tensile strength steel plate small in nonuniformity of hardness in plate thickness direction and excellent in dwtt property |
-
2001
- 2001-09-20 JP JP2001286184A patent/JP4705287B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003096517A (en) | 2003-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5776860B1 (en) | Steel plates and line pipes for thick-walled high-strength line pipes with excellent sour resistance, crush resistance and low temperature toughness | |
| JP5392441B1 (en) | Steel tube for high-strength line pipe excellent in resistance to hydrogen-induced cracking, steel plate for high-strength line pipe used therefor, and production method thereof | |
| JP4844687B2 (en) | Low yield ratio high strength high toughness steel sheet and method for producing the same | |
| JP5516784B2 (en) | Low yield ratio high strength steel sheet, method for producing the same, and high strength welded steel pipe using the same | |
| JP4997805B2 (en) | High-strength thick steel plate, method for producing the same, and high-strength steel pipe | |
| WO2013145771A1 (en) | Low yield ratio high-strength steel plate having superior strain aging resistance, production method therefor, and high-strength welded steel pipe using same | |
| JP5348386B2 (en) | Thick high-strength steel sheet with excellent low yield ratio and brittle crack resistance and its manufacturing method | |
| WO2011065579A1 (en) | Welded steel pipe for linepipe with superior compressive strength, and process for producing same | |
| WO2011040622A1 (en) | Steel plate having low yield ratio, high strength and high uniform elongation and method for producing same | |
| JP5532800B2 (en) | Low yield ratio high strength high uniform stretch steel plate with excellent strain aging resistance and method for producing the same | |
| JP5092498B2 (en) | Low yield ratio high strength high toughness steel sheet and method for producing the same | |
| JP5157072B2 (en) | Manufacturing method of high strength and high toughness thick steel plate with excellent tensile strength of 900 MPa and excellent in cutting crack resistance | |
| JP2015189984A (en) | Low yield ratio high strength and high toughness steel plate, method for producing low yield ratio high strength and high toughness steel plate, and steel pipe | |
| JP2006183133A (en) | Method for producing steel sheet for high strength steam piping having excellent weld heat affected zone toughness | |
| JP4507708B2 (en) | Low yield ratio high strength high toughness steel sheet manufacturing method | |
| JP2017197787A (en) | High tensile strength thick steel sheet excellent in ductility and manufacturing method therefor | |
| JP4719313B2 (en) | Steel plate and line pipe steel pipe with excellent sour resistance | |
| JP6354789B2 (en) | Manufacturing method of steel plate for high strength and high toughness steel pipe and steel plate for high strength and high toughness steel pipe | |
| JP2004099930A (en) | High-strength welded steel pipe having excellent toughness of weld zone, and method for manufacturing the same | |
| JP2010222681A (en) | Thick high toughness steel pipe stock and method for producing the same | |
| JP4705287B2 (en) | Non-water-cooled manufacturing method for thin high-strength steel sheet with high absorbed energy | |
| JP4119706B2 (en) | High strength welded steel pipe with excellent weld toughness and manufacturing method thereof | |
| JP2008261030A (en) | Method of manufacturing thick high-strength steel plate excellent in brittle crack propagation stopping characteristic | |
| JP4116817B2 (en) | Manufacturing method of high strength steel pipes and steel sheets for steel pipes with excellent low temperature toughness and deformability | |
| JP4660034B2 (en) | A non-water-cooled manufacturing method of an X70 grade steel plate having a high impact absorption energy and a thickness of 15 mm or less. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080307 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101221 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110311 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4705287 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140318 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |