JP4694803B2 - Ultraviolet light irradiation apparatus and irradiation method, substrate manufacturing apparatus and substrate manufacturing method - Google Patents
Ultraviolet light irradiation apparatus and irradiation method, substrate manufacturing apparatus and substrate manufacturing method Download PDFInfo
- Publication number
- JP4694803B2 JP4694803B2 JP2004248795A JP2004248795A JP4694803B2 JP 4694803 B2 JP4694803 B2 JP 4694803B2 JP 2004248795 A JP2004248795 A JP 2004248795A JP 2004248795 A JP2004248795 A JP 2004248795A JP 4694803 B2 JP4694803 B2 JP 4694803B2
- Authority
- JP
- Japan
- Prior art keywords
- ultraviolet light
- substrate
- irradiation
- sealing agent
- sealant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
- Liquid Crystal (AREA)
Description
この発明は2枚の基板を貼り合わせたシール剤に紫外光を照射して硬化させる紫外光照射装置及び照射方法、基板製造装置及び基板製造方法に関する。 The present invention relates to an ultraviolet light irradiation apparatus and an irradiation method, a substrate manufacturing apparatus, and a substrate manufacturing method for irradiating and curing a sealing agent obtained by bonding two substrates together with ultraviolet light.
液晶ディスプレイパネルに代表されるフラットディスプレイパネルなどの製造工程では、2枚の基板を所定の間隔で対向させ、これら基板間に液晶を封入してシール剤によって貼り合わせる、貼り合わせ作業が行なわれる。 In a manufacturing process of a flat display panel or the like typified by a liquid crystal display panel, a bonding operation is performed in which two substrates are opposed to each other at a predetermined interval, liquid crystal is sealed between the substrates and bonded together with a sealant.
上記貼り合わせ作業は、2枚の基板のどちらかに上記シール剤を枠状に塗布し、その基板或いは他方の基板の上記シール剤の枠内に対応する部分に所定量の上記液晶を滴下供給する。 In the bonding operation, the sealing agent is applied in a frame shape to one of the two substrates, and a predetermined amount of the liquid crystal is supplied dropwise to a portion corresponding to the inside of the sealing agent frame of the substrate or the other substrate. To do.
つぎに、上記2枚の基板を上部保持テーブルと下部保持テーブルとに保持し、上下方向に所定の間隔で離間させて対向させ、その状態でこれら基板の水平方向であるX、Y及び回転方向であるθ方向の位置決めを行なってから、これら基板を貼り合わせる。2枚の基板を貼り合わせたならば、これら基板の位置決め精度が損なわれないよう、上記シール剤を硬化させて貼り合わせ、基板を製造する。 Next, the two substrates are held on the upper holding table and the lower holding table, and are opposed to each other at a predetermined interval in the vertical direction. In this state, the horizontal directions X and Y of these substrates and the rotation direction are set. These substrates are bonded together after positioning in the θ direction. When the two substrates are bonded together, the sealing agent is cured and bonded to manufacture the substrates so that the positioning accuracy of these substrates is not impaired.
シール剤には紫外光硬化型のものがあり、このようなシール剤を用いて2枚の基板を貼り合わせたならば、基板全体に紫外光をほぼ均一に照射して上記シール剤を硬化させるようにしている。 There is an ultraviolet light curing type sealant. If two substrates are bonded together using such a sealant, the entire substrate is irradiated with ultraviolet light almost uniformly to cure the sealant. I am doing so.
すなわち、ランプハウス内に基板の幅寸法とほぼ同等程度の長さを有する複数の紫外光ランプを並列に収納し、これらランプの周囲に反射板や拡散板、さらには特定の波長の光を選択的に透過するフィルタなどを配置して紫外光を上記基板に均一の照度で照射できるようにしている。 In other words, a plurality of ultraviolet lamps having a length approximately the same as the width of the substrate are stored in parallel in the lamp house, and a reflector, diffuser, and light of a specific wavelength are selected around these lamps. In order to irradiate the substrate with ultraviolet light with uniform illuminance, a filter or the like that transmits light is disposed.
しかしながら、通常、基板にはシール剤が矩形枠状に塗布されている。そのため、紫外光を基板の全面にわたって照射すると、紫外光の大半はシール剤以外の部分を照射する。 However, a sealing agent is usually applied to the substrate in a rectangular frame shape. Therefore, when ultraviolet light is irradiated over the entire surface of the substrate, most of the ultraviolet light irradiates portions other than the sealant.
紫外光を基板の全面に照射すると、基板は紫外光の照射が必要でない部分までも照射されることになるから、上記紫外光ランプから出力された紫外光の有効利用効率が非常に低いということがある。つまり、紫外光ランプに入力されるエネルギに比べ、有効に使用されるエネルギが小さいから、エネルギの無駄が生じ、不要なランニングコストを招くことになる。さらに、2枚の基板間に液晶が設けられている場合、液晶が紫外光によって照射されると、性能劣化の原因になることがあり、好ましくないということもある。 If the entire surface of the substrate is irradiated with ultraviolet light, the substrate will be irradiated even to the part that does not need to be irradiated with ultraviolet light. Therefore, the effective utilization efficiency of the ultraviolet light output from the ultraviolet light lamp is very low. There is. In other words, since the energy that is effectively used is smaller than the energy input to the ultraviolet lamp, energy is wasted and unnecessary running costs are incurred. Further, in the case where a liquid crystal is provided between two substrates, if the liquid crystal is irradiated with ultraviolet light, it may cause performance deterioration, which may be undesirable.
この発明は、2枚の基板を貼り合わせたシール剤の部分だけに紫外光を照射することができるようにし、エネルギの無駄な消費を防止し、エネルギの使用効率を向上させることができる紫外光照射装置及び照射方法、基板製造装置及び基板製造方法を提供することにある。 This invention makes it possible to irradiate only the portion of the sealant that bonds two substrates together with ultraviolet light, prevents wasteful consumption of energy, and improves energy use efficiency. An object is to provide an irradiation apparatus, an irradiation method, a substrate manufacturing apparatus, and a substrate manufacturing method.
この発明は、貼り合わされた2枚の基板間のシール剤に紫外光を照射して硬化させる紫外光照射装置において、
ほぼ直交する状態で設けられ紫外光を所定の長さの直線状で出射する2つの照射手段と、
各照射手段を移動自在に支持するガイド手段と、
上記各照射手段と上記基板とを上記ガイド部材に沿って相対的に移動させる駆動手段と、
この駆動手段を制御して上記シール剤の部分に合わせて上記紫外光を照射させるように上記照射手段と上記基板とを相対的に位置調整する制御手段と
を具備したことを特徴とする紫外光照射装置にある。
This invention is an ultraviolet light irradiation apparatus for irradiating and curing an ultraviolet light on a sealing agent between two bonded substrates.
Two irradiation means provided in a substantially orthogonal state and emitting ultraviolet light in a straight line of a predetermined length;
Guide means for movably supporting each irradiation means;
Driving means for relatively moving the irradiation means and the substrate along the guide member;
An ultraviolet light comprising: a control means for relatively adjusting the position of the irradiating means and the substrate so as to irradiate the ultraviolet light in accordance with the sealant portion by controlling the driving means. In the irradiation device.
上記制御手段は、上記基板における中央寄りに位置する上記シール剤の部分から端部寄りに位置する上記シール剤の部分の順で上記紫外光を照射させるように、上記照射手段と上記基板とを相対的に移動させることが好ましい。 The control means irradiates the irradiation means and the substrate so as to irradiate the ultraviolet light in the order of the sealant portion located near the end from the sealant portion located near the center of the substrate. It is preferable to move it relatively.
上記照射手段は、直線状に配置された複数の発光ダイオードを備えていることが好ましい。 The irradiation means preferably includes a plurality of light emitting diodes arranged in a straight line.
上記照射手段は、所定のガスが封入されているとともに直線状に連設された複数のチューブと、各チューブに対応して設けられそれぞれのチューブに封入されたガスを励起して紫外光を出射させる複数の励起手段と、この励起手段に励起されて出射する紫外光の上記基板を照射するパターンを直線状に形成するパターン形成手段とによって構成されていることが好ましい。 The irradiating means emits ultraviolet light by exciting a plurality of tubes in which a predetermined gas is sealed and linearly connected, and a gas provided corresponding to each tube and sealed in each tube. Preferably, a plurality of excitation means to be formed and a pattern forming means for linearly forming a pattern for irradiating the substrate of ultraviolet light excited and emitted by the excitation means.
この発明は、貼り合わされた2枚の基板間に矩形枠状に塗布されたシール剤に紫外光を照射して硬化させる紫外光照射方法において、
上記基板の位置ずれを求める工程と、
求めた上記基板の位置ずれに基づいて上記シール剤の一方の直線部分と他方の直線部分を直交する状態で設けられた2つの照射手段の一方と他方からそれぞれ直線状に出射される紫外光に沿わせるよう上記基板の位置合わせをする工程と、
2つの照射手段の一方と他方から紫外光を順次所定の長さの直線状に出射する工程と、
所定の長さの直線状の紫外光によって直交する上記シール剤の一方の直線部分と他方の直線部分を順次照射する工程と
を具備したことを特徴とする紫外光照射方法にある。
This invention is an ultraviolet light irradiation method in which a sealing agent applied in a rectangular frame shape between two bonded substrates is irradiated with ultraviolet light to be cured,
Obtaining the positional deviation of the substrate;
On one and the ultraviolet light emitted in a straight line from each of the other two irradiation means provided in the state perpendicular one linear portion and other linear portion of the sealant on the basis of the positional deviation of the substrate obtained A step of aligning the substrate so as to be along;
A step of sequentially emitting ultraviolet light in a straight line of a predetermined length from one and the other of the two irradiation means ;
An ultraviolet light irradiation method comprising: sequentially irradiating one linear portion and the other linear portion of the sealing agent orthogonal to each other with linear ultraviolet light having a predetermined length.
この発明は、少なくとも一方にシール剤が矩形枠状に塗布された2枚の基板を上記シール剤を介して貼り合わせた後、上記シール剤に紫外光を照射することにて硬化させ貼り合わせ基板を製造する基板製造方法において、
前記シール剤を介して貼り合わされた2枚の基板を支持台上に載置する載置工程と、
前記支持台上に載置された前記2枚の基板間に挟まれた前記シール剤の部分に合わせて所定の長さの直線状に出射された紫外光を照射し前記シール剤を硬化させる工程を具備し、
前記シール剤を硬化させる工程は、
矩形枠状に塗布されたシール剤の直交する一方の直線部分と他方の直線部分のうち、一方の直線部分に、直交する状態で設けられた2つの照射手段の一方から出射される直線状の紫外光を照射して硬化させる工程と、
前記シール剤の他方の直線部分に他方の照射手段から出射される直線状の紫外光を照射して硬化させる工程と
を備えていることを特徴とする基板製造方法にある。
In the present invention, at least one of two substrates having a sealing agent coated in a rectangular frame shape is bonded through the sealing agent, and then cured by irradiating the sealing agent with ultraviolet light. In the substrate manufacturing method for manufacturing
A mounting step of mounting two substrates bonded together via the sealant on a support;
A step of irradiating ultraviolet light emitted in a straight line of a predetermined length in accordance with a portion of the sealing agent sandwiched between the two substrates placed on the support table and curing the sealing agent Comprising
The step of curing the sealant comprises
Of one linear portion and other linear portions perpendicular of the applied sealant in a rectangular frame shape, linear emitted on one of the straight portions, from one of the two irradiation means provided in the orthogonal state A step of curing by irradiating with ultraviolet light;
In substrate manufacturing method characterized by comprising a step of curing by irradiation with linear ultraviolet light emitted to the other linear portion of the sealant from the other illumination means.
この発明によれば、基板に紫外光を照射する照射手段から紫外光を直線状に出射させるようにした。そのため、2枚の基板を貼り合わせたシール剤の部分だけに紫外光を照射することが可能となる。よって、エネルギの無駄な消費が防止でき、エネルギの使用効率を向上させることができる。 According to this invention, the ultraviolet light is emitted linearly from the irradiation means for irradiating the substrate with ultraviolet light. Therefore, it becomes possible to irradiate only the part of the sealing agent which bonded two board | substrates with ultraviolet light. Therefore, wasteful consumption of energy can be prevented and energy use efficiency can be improved.
以下、図面を参照しながらこの発明の実施の形態を説明する。 Embodiments of the present invention will be described below with reference to the drawings.
図1乃至図7はこの発明の第1の実施の形態を示す。図1に示すこの発明の紫外光照射装置はベース板1を備えている。このベース板1上には平面形状が矩形状の基体2が設置されている。この基体2の上面にはθテーブル3が設けられている。θテーブル3は上記基体2に設けられたθ駆動源4(図6に示す)によって上記基体2の中心を支点として水平方向に回転されるようになっている。
1 to 7 show a first embodiment of the present invention. The ultraviolet light irradiation apparatus of the present invention shown in FIG. On the
上記θテーブル3の上面にはY方向に所定の間隔で離間した一対のXガイド部材6がX方向に沿って設けられている。上記θテーブル3の上面にはXテーブル7が設けられている。このXテーブル7の下面には上記Xガイド部材6にスライド可能に係合したX受け部材8が設けられている。
On the upper surface of the θ table 3, a pair of
上記θテーブル3の上面のX方向の端部には第1のX駆動源9が設けられている。この第1のX駆動源9は図示しないXねじ軸を回転駆動する。このXねじ軸は上記Xテーブル7の下面に設けられた図示しないナット体に螺合している。したがって、上記第1のX駆動源9が作動してXねじ軸を回転駆動すれば、上記Xテーブル7がX方向に沿って駆動されるようになっている。
A first
上記Xテーブル7の上面には、X方向に所定の間隔で離間した一対のYガイド部材11がY方向に沿って設けられている。上記Xテーブル7の上面には支持台として用いられるYテーブル12が設けられている。このYテーブル12の下面には上記Yガイド部材11にスライド可能に係合したY受け部材13が設けられている。
On the upper surface of the X table 7, a pair of
上記Xテーブル7の上面のY方向の端部には第1のY駆動源14が設けられている。この第1のY駆動源14は図示しないYねじ軸を回転駆動する。このYねじ軸は上記Yテーブル7の下面に設けられた図示しないナット体に螺合している。したがって、上記第1のY駆動源14が作動してYねじ軸を回転駆動すれば、上記Yテーブル12がY方向に沿って駆動されるようになっている。つまり、Yテーブル12はX、Yの水平方向及びθの回転方向に駆動可能となっている。
A first
上記Yテーブル12の上面には、図5に示すようにシール剤16によって所定の間隔に貼り合わされた2枚の基板17が供給載置される。貼り合わされた2枚の基板17からは、たとえば4つの液晶ディスプレイパネルを形成することができるようになっており、その数に応じて2枚の基板17は4つの矩形枠状に塗布された上記シール剤16によって貼り合わされている。なお、一対の基板17間のシール剤16によって囲まれた空間部には液晶18が充填されている。
On the upper surface of the Y table 12, as shown in FIG. 5, two
ここで、このような基板17は、以下のような製造工程を経て作成される。すなわち、まず、シール塗布装置にて、少なくとも一方の基板にシール剤が矩形枠状に塗布される。次いで、液晶滴下装置にて、シール剤が塗布された基板或いは他方の基板におけるシール剤の枠内に対応する部分に必要量の液晶が滴下される。そして、基板貼り合わせ装置における上部保持テーブルに一方の基板が保持され、また下部保持テーブルに他方の基板が保持されて、上下に所定の間隔で対向された状態でこれら2枚の基板の位置合わせが行なわれた後、シール剤を介して貼り合わされる。
Here, such a board |
シール剤16によって貼り合わされた2枚の基板17がYテーブル12上に供給載置されると、上記シール剤16は後述するごとく紫外光によって照射されて硬化させられる。
When the two
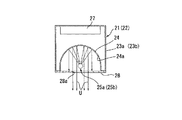
シール剤16は、第1の照射手段21と第2の照射手段22とから出射される紫外光によって照射される。上記第1、第2の照射手段21,22は図1と図4に示すように上記基板17のY方向に沿う幅寸法と同等若しくはわずかに長尺な第1、第2のランプハウス23a,23bを有する。各ランプハウス23a,23bは下面が開放した角筒状をなしていて、この内部には長手方向と交差する方向の断面形状が円弧状に形成された反射体24が長手方向全長にわたって設けられている。
The sealing
上記反射体24の焦点位置には第1、第2の紫外光ランプ25a,25bが長手方向に沿って設けられている。この紫外光ランプ25a,25bは内部にメタルハライドなどの励起されると紫外域の光を発光するガスが封入された、所定長さの複数のチューブ26が軸方向の端面を接合して一列に並設されている。
First and second
上記ランプハウス23a,23b内の上部には、各チューブ26に対向して複数の電磁波発生部27(図4に1つだけ図示)が配設されている。各電磁波発生部27に電力が供給されると電磁波が発生し、その電磁波によって各チューブ26内に充填されたガスが励起されて紫外光Uが発生する。つまり、電磁波発生部27では励起手段として機能する。
A plurality of electromagnetic wave generators 27 (only one is shown in FIG. 4) are arranged in the upper portions of the lamp houses 23a and 23b so as to face the
チューブ26から発生した紫外光Uは図4に示すように、反射体24の反射面24aで反射し、下方に向かって直進する平行光になっている。なお、上記反射体24の開放面には長手方向に沿ってスリット28aが形成されたスリット板28が設けられている。それによって、反射体24の反射面24aで反射した紫外光Uのうち、スリット28aをスリット板28の板面に対してほぼ垂直に通過する紫外光Uの幅寸法が制限される。つまり、スリット28aを出射する紫外光Uは所定の幅寸法の直線状に成形される。
As shown in FIG. 4, the ultraviolet light U generated from the
なお、この実施の形態では、上記反射体24と上記スリット板28とで紫外光Uを直線状に成形するパターン形成手段を構成している。
図1に示すように、上記第1の照射手段21の第1のランプハウス23aは、上記基体2のY方向両側に設けられた一対の第1の支柱31a,31bの上端部に両端を連結固定してほぼ水平に設けられている。一方の第1の支柱31aの下端にはガイド溝32が形成され、このガイド溝32は上記ベースプレート1のX方向に沿って設けられたX支柱ガイド33にスライド可能に係合している。
In this embodiment, the
As shown in FIG. 1, the
上記X支柱ガイド33の両端に対応する部位にはそれぞれ支持プレート34が立設されている。一対の支持プレート34にはX駆動ねじ35の両端部が回転可能に支持されている。一方の支持プレート34には上記X駆動ねじ35を回転駆動する第2のX駆動源36が設けられている。
他方の第1の支柱31bは図示しないガイドにガイドされたり、下端面に転がり軸受などを設けるなどのことによって上記ベースプレート1上をX方向に沿って移動できるようになっている。
The other
したがって、上記第2のX駆動源36が作動してX駆動ねじ35が回転駆動されると、一方の第1の支柱31aがX支柱ガイド33に沿ってX方向に駆動されるから、一方の第1の支柱31aに第1の照射手段21のランプハウス23aを介して他方の第1の支柱31bが連動する。
Therefore, when the second
上記第1の照射手段21のランプハウス23aはYテーブル12の上面よりも高い位置にある。したがって、第2のX駆動源36が作動すれば、基板17のY方向に沿って配設された上記第1のランプハウス23aが基板17の上方をX方向に沿って駆動される。
The
それによって、第1のランプハウス23aからY方向(この方向を基板17の幅方向とする)に沿って直線状に出射された紫外光Uを、基板17の幅方向に交差する長手方向であるX方向に沿って移動させることができる。
Accordingly, the ultraviolet light U emitted linearly from the
上記第2の照射手段22の第2のランプハウス23bは、上記基体2のX方向両側に設けられた一対の第2の支柱41a,41bの上端部に両端を連結固定してほぼ水平に設けられている。一方の第2の支柱41aの下端にはガイド溝42が形成され、このガイド溝42は上記ベース板1にY方向に沿って設けられたY支柱ガイド43にスライド可能に係合している。
The
上記Y支柱ガイド43の両端に対応する部位にはそれぞれ支持プレート44が立設されている。一対の支持プレート44にはY駆動ねじ45の両端部が回転可能に支持されている。一方の支持プレート44には上記Y駆動ねじ45を回転駆動する第2のY駆動源46が設けられている。
他方の第2の支柱41bは図示しないガイドにガイドされたり、下端面に転がり軸受を設けるなどのことによって上記ベースプレート1上をY方向に沿って移動できるようになっている。
The other
したがって、上記第2のY駆動源46が作動してY駆動ねじ45が回転駆動されると、一方の第2の支柱41aがY支柱ガイド43に沿ってY方向に駆動されるから、一方の第2の支柱41aに第2の照射手段22のランプハウス23bを介して他方の第2の支柱41bが連動する。
Accordingly, when the second
上記第2の照射手段22はYテーブル12の上面よりも高い位置で、上記第1の照射手段21とほぼ同じ高さにある。したがって、第2のY駆動源46が作動すれば、基板17のX方向に沿って設けられた上記第2の照射手段22の第2のランプハウス23bは基板17の上方をY方向に沿って駆動される。
The second irradiating means 22 is at a position higher than the upper surface of the Y table 12 and is at substantially the same height as the first irradiating means 21. Therefore, when the second
それによって、第2のランプハウス23bから基板17の長手方向に沿うX方向に沿って直線状に出射された紫外光Uを、基板17の幅方向である、Y方向に沿って移動させることができる。
Accordingly, the ultraviolet light U emitted linearly along the X direction along the longitudinal direction of the
なお、第2の照射手段22をY方向に沿って駆動する際、第1の照射手段21は図2に鎖線で示すように第2の照射手段22のX方向の範囲から外れた位置に退避している。それによって、第2の照射手段22の走行駆動に、上記第1の照射手段21が邪魔にならないようになっている。 When the second irradiating means 22 is driven along the Y direction, the first irradiating means 21 is retracted to a position outside the range in the X direction of the second irradiating means 22 as indicated by a chain line in FIG. is doing. Thereby, the first irradiation means 21 does not get in the way of driving of the second irradiation means 22.
また、上記第1の照射手段21をX方向に沿って走行駆動する際には、図3に実線で示すように、第2の照射手段22は第1の照射手段21の移動の邪魔にならないようY方向に退避している。 Further, when the first irradiation means 21 is driven to travel along the X direction, the second irradiation means 22 does not interfere with the movement of the first irradiation means 21 as shown by the solid line in FIG. It is retracted in the Y direction.
図6は、上記紫外光照射装置のθ駆動源4、第1のX駆動源9、第1のY駆動源14、第2のX駆動源36及び第2のY駆動源46を駆動するとともに、第1、第2の照射手段21,22の第1、第2の紫外光ランプ25a,25bを励起する電磁波発生部27を駆動する第1の電源47と第2の電源48を駆動制御する制御回路図である。
6 drives the
上記制御回路は制御装置51を有する。この制御装置51は設定部52、演算部53及び出力部54を備えている。上記設定部52には基板17に塗布されたシール剤16の位置情報が記憶されている。この位置情報は上記演算部53に入力される。
The control circuit has a
上記各駆動源及び電源は上記出力部54からの駆動信号によって駆動される。各駆動源によるYテーブル12及び第1、第2の照射手段21,22のX、Y方向の駆動量がそれぞれ第1のXエンコーダ56X、第1のYエンコーダ56Y、θエンコーダ56θ、第2のXエンコーダ57X、第2のYエンコーダ57Yによって上記演算部53にフィードバックされる。
Each drive source and power source is driven by a drive signal from the
演算部53では設定部52からの位置情報と、各エンコーダからのフィードバック信号とを比較し、その比較値を上記出力部54に出力する。出力部54は演算部53からの比較値に応じた駆動信号を各駆動源及び電源に出力する。
The
上記第1、第2の電源47,48は、第1、第2の照射手段21,22の複数の電磁波発生部27を演算部53からの信号に基いて選択的に駆動する。それによって、各照射手段21,22の紫外光ランプ25a,25bを構成する複数のチューブ26のうち、電磁波発生部27によって励起したランプ25a,25bだけから紫外光Uが発生するようになっている。
The first and second power sources 47 and 48 selectively drive the plurality of electromagnetic
上記Yテーブル12の上方には基板17の位置決めマークを撮像する第1、第2のカメラ58a,58b(図6にのみ図示)が配置されている。これらカメラ58a,58bからの撮像信号は図示しない画像処理部で処理されて上記演算部53に入力される。それによって、Yテーブル12上における基板17の相対位置ずれ量が算出され、その位置ずれ量に応じて各駆動源によるX、Y及びθ方向の位置が補正されるようになっている。
Above the Y table 12, first and
つぎに、上記構成の紫外光照射装置によって2枚の基板17を貼り合わせたシール剤16を紫外光Uによって照射する場合の作用を説明する。
Next, an operation in the case where the sealing
まず、図2に鎖線で示すように、第1の照射手段21をX方向に退避させ、図3に実線で示すように、第2の照射手段22をY方向に退避させる。その状態で、Yテーブル12上に4つの矩形枠状のパターンのシール剤16によって貼り合わされた基板17を供給し、これら基板17に設けられた図示しない位置決めマークを一対のカメラ58a,58bを用いて撮像する。
First, as shown by a chain line in FIG. 2, the first irradiation means 21 is retracted in the X direction, and as shown by a solid line in FIG. 3, the second irradiation means 22 is retracted in the Y direction. In this state, a
一対のカメラ58a,58bの撮像信号は画像処理されて演算部53に入力される。それによって、Yテーブル12に対する基板17のX、Y及びθ方向のずれ量が求められ、そのずれ量に応じてYテーブル12のX方向、Y方向及びθ方向の位置が補正され、基板17の位置合わせが行なわれる。
The imaging signals of the pair of
Yテーブル12の位置が補正されると、基板17に矩形枠状に塗布されたシール剤16のX方向に沿う辺と、Y方向に沿う辺とがYテーブル12のX方向とY方向との移動方向に対して平行に位置決めされることになる。
When the position of the Y table 12 is corrected, the side along the X direction and the side along the Y direction of the
つぎに、第1の照射手段21がX方向に沿って駆動される。第1の照射手段21の第1のランプハウス23aが図7(a)にX1 で示す位置に到達すると、そのことが制御装置51の設定部52に予め記憶されたシール剤16の位置情報によって認識される。それによって、演算部53から第1の電源47に駆動信号が出力され、この第1の電源47によって複数の電磁波発生部27に通電される。
Next, the first irradiation means 21 is driven along the X direction. Position information of the first lamp when the
電磁波発生部27に通電されると、電磁波が出力され、その電磁波によって第1の紫外光ランプ25aを形成する複数のチューブ26内のガスが励起される。それによって、第1の照射手段21の第1のランプハウス23aから紫外光Uが直線状の照射パターンP1 で出射されるから、その照射パターンP1 によって上記シール剤16の2つの塗布パターンのY方向に沿う2つの辺16aが照射されて硬化する。
When the
第1の照射手段21から出射された紫外光Uの照射パターンP1 がX1の照射範囲から外れると、第1の電源47への駆動信号が遮断され、第1の照射手段21からの紫外光Uの出射が停止する。 When the irradiation pattern P 1 of the ultraviolet light U emitted from the first irradiating means 21 is out of the irradiation range of X1, the driving signal to the first power supply 47 is cut off, ultraviolet light from the first illumination means 21 U emission stops.
つぎに、第1の照射手段21の第1のランプハウス23aがX2で示す位置に到達すると、演算部53からの駆動信号によって上記第1の電源47が駆動される。それによって、第1の紫外光ランプ25aから出射される紫外光Uの照射パターンP1 によってシール剤16の2つの矩形枠状の塗布パターンの2つの辺16bが照射されて硬化する。そして、紫外光Uの照射パターンP1 がX2 の照射範囲から外れると、第1の電源47への駆動信号が遮断され、紫外光Uの出射も停止される。
Next, when the
同様に、第1の照射手段21がX方向に駆動され、第1のランプハウス23aがX3 で示す、シール剤16の残りの2つの矩形状の塗布パターンのY方向に沿う2つの辺16cの上方に到達すると、その辺16cが照射パターンP1 によって照射されて硬化する。ついで、紫外光Uの出力が停止され、第1のランプハウス23aがX4 で示す位置に到達すると、そこに位置するシール剤16の塗布パターンのY方向に沿う2つの辺16dが紫外光Uによって照射されて硬化する。
Likewise, the first irradiation means 21 is driven in the X direction, the
それによって、2枚の基板17を貼り合わせたシール剤16の4つの矩形枠状の塗布パターンのうち、Y方向に沿う辺16a〜16dが紫外光Uによって照射され硬化する。
As a result, among the four rectangular frame-shaped coating patterns of the sealing
第1の照射手段21により、Y方向に沿う辺16a〜16dを硬化させたならば、第1の照射手段21は図2に鎖線で示すように第2の照射手段2のY方向に沿う移動の邪魔にならないX方向の位置に退避する。
If the
つぎに、第2の照射手段22をY方向に沿って駆動する。第2の照射手段22の第2のランプハウス23bが図7(b)にY1 で示す、シール剤16の2つの矩形枠状の塗布パターンの、Y方向の端部に位置する2つの辺16eの上方に到達すると、設定部52からの位置情報に基いて第2の電源48に駆動信号が出力される。それによって、第2の照射手段22の複数の電磁波発生部27に通電されるから、これら電磁波発生部27から発生する電磁波によって第2の紫外光ランプ25bの複数のチューブ26に充填されたガスが励起され、各チューブ26から紫外光Uが出力される。
Next, the
チューブ26から出力された紫外光Uは、反射体24とスリット板28とで図7(b)に示すように直線状の照射パターンP2 に成形され、このパターンP2 によって上記2つの辺16eを照射して硬化する。
Ultraviolet light U output from the
2つの辺16eから紫外光Uの照射パターンP2 が外れると、第2の電源48への駆動信号が遮断され、紫外光Uの出射が停止する。第2の照射手段22の第2のランプハウス23bがY2 で示す、2つの辺16f上に到達すると、第2の電源48に通電されて直線状の照射パターンP2 にて紫外光Uが出力され、この照射パターンP2 の紫外光Uによって上記辺16fが照射されて硬化する。
When two
シール剤16の矩形状の塗布パターンの2つの辺16fの照射が終了すると、紫外光Uの出射が停止される。第2のランプハウス23bがY3 で示すシール剤16の次の2つの矩形状の塗布パターンの2つの辺16g上に到達すると、再び紫外光Uが直線状の照射パターンP2 で出射され、上記辺16gを照射し、硬化させる。
When the irradiation of the two
上記辺16gの照射が終わると、第2の電源48への通電が遮断され、紫外光Uの出射が停止される。そして、第2のランプハウス23bがY4 で示すシール剤16の塗布パターンのつぎの2つの辺16h上に到達すると、再びランプハウス23bからは紫外光Uが直線状の照射パターンP2 で出射され、上記辺16hを照射し、硬化させる。そして、辺16hを照射すると、紫外光Uの出射が停止される。
When the irradiation of the
このように、第1の照射手段21をX方向に駆動してシール剤16の矩形枠状の塗布パターンのうちの、Y方向に沿う各辺16a〜16dを紫外光Uの直線状の照射パターンP1 で照射して硬化させた後、第2の照射手段22をY方向に沿って駆動してシール剤16の矩形枠状の塗布パターンのうちの、X方向に沿う各辺16e〜16hを照射パターンP2 で照射して硬化させるようにした。
As described above, the first irradiation means 21 is driven in the X direction, and the
そのため、シール剤16の矩形枠状の塗布パターンの各辺だけに紫外光Uを照射パターンP1 、P2 で照射して硬化させることができ、基板17のシール剤16が設けられていない部分に紫外光Uを照射するのを防止できる。それによって、一対の基板17間に設けられた液晶18を紫外光Uによって照射して劣化させるのを防止することができる。
Therefore, only the sides of the rectangular frame-shaped coating pattern of the sealing
各照射手段21,22の紫外光ランプ25a,25bはガスが封入された複数のチューブ26を一列に接続し、各チューブ26内のガスを電磁波発生部27によって励起して紫外光Uを出力する、いわゆる無電極放電ランプからなる。このような無電極放電式の紫外光ランプは、電極式紫外光ランプに比べて発光の応答性がよいという特性を有する。
The
そのため、紫外光Uの出射と停止とを短時間で切換えることが可能であるから、上述したように第1、第2の照射手段21,22をX方向及びY方向に駆動しながら必要な箇所、つまりシール剤16が塗布された箇所だけに紫外光を照射することができる。
For this reason, it is possible to switch between the emission and stop of the ultraviolet light U in a short time, and as described above, the necessary portions while driving the first and second irradiation means 21 and 22 in the X direction and the Y direction. That is, only the portion where the
第1、第2の紫外光ランプ25a,25bを構成する複数のチューブ26は、それぞれ電磁波発生部27によって励起されて紫外光Uを出射する。そのため、Yテーブル12上に供給される基板17のサイズが変更になり、基板17に塗布されたシール剤16のX方向とY方向に沿う範囲がたとえば各紫外光ランプ25a,25bの長さに比べて小さくなった場合には、紫外光Uの照射時に設定部52に入力された情報に基いてシール剤16から外れたチューブ26に対応する電磁波発生部27への通電を行なわないようにする。
The plurality of
それによって、基板17のサイズが変更になった場合などであっても、シール剤16が塗布された部分以外を紫外光Uによって照射するのを防止することができるばかりか、不必要な電磁波発生部27へ給電するのを防止できるから、使用電力を低減することができる。よって、電力の使用効率を向上させることができる。
Thereby, even when the size of the
また、シール剤16の矩形枠状の塗布パターンにおける各辺を、第1、第2の照射手段21から出射される紫外光Uの照射パターンP1 、P2 によって照射可能な辺を単位として紫外光Uを照射するようにした。
Further, each side of the coating pattern of the rectangular frame shape of the
そのため、一つの辺のシール剤16がタイミングをほぼ同じくして硬化するので、一つの辺のシール剤16に紫外光Uが照射される時間が短くてすむ。その結果、紫外光Uの照射に伴う基板17の加熱が軽減されるので、その一つの辺の部分において2枚の基板17間の熱膨張差に起因して生じる可能性のある歪の発生を極力防止することができる。
Therefore, since the
また、Yテーブル12に対する基板17のX、Y方向及びθ方向の位置ずれがあったときに、そのずれ量に応じてYテーブル12のX方向、Y方向及びθ方向の位置が補正され、基板17の位置合わせが行われる。
Further, when there is a positional deviation of the
そのため、基板17がYテーブル12に対してθ方向に位置ずれを有する場合でも、シール剤16の矩形枠状の塗布パターンにおける各辺を第1、第2の照射手段21,22からの紫外光Uの照射パターンP1 、P2 に沿わせることができる。
Therefore, even when the
これにより、より幅の狭い照射パターンP1 、P2 でシール剤16の辺に紫外光Uを照射することができ、基板17におけるシール剤16が設けられていない部分に紫外光Uが照射されることをより確実に防止することができる。
Thereby, the ultraviolet light U can be irradiated to the side of the sealing
また、各照射手段21,22をX支柱ガイド33、Y支柱ガイド43で支持し、第1の照射手段21をX方向、第2の照射手段22をY方向に沿って移動できるようにした。これにより、各照射手段21,22を基板17上でX方向、或いはY方向に位置調整することができ、基板17に設けられたシール剤16の複数の辺(直線部分)に照射手段21,22から直線状に出射された紫外光Uを照射することができる。
Further, the irradiation means 21 and 22 are supported by the
また、Xガイド支柱33、Yガイド支柱43に第2のX駆動源36、第2のY駆動源46を設け、これら駆動源36,46を制御装置51で制御するようにした。このため、各照射手段21,22のX方向、或いはY方向における位置調整が自動化され、基板17に設けられたシール剤16への紫外光Uの照射を容易かつ迅速に行うことができる。
Further, the
なお、この第1の実施の形態において、第1の照射手段21と第2の照射手段22とをほぼ同じ高さに設けた例で説明したが、異なる高さに設けてもよい。この場合、それぞれのランプハウス23a,23bから出射される紫外光Uは、平行光とすることが好ましい。 In the first embodiment, the first irradiating means 21 and the second irradiating means 22 are described as being provided at substantially the same height, but they may be provided at different heights. In this case, the ultraviolet light U emitted from the lamp houses 23a and 23b is preferably parallel light.
図8はこの発明の第2の実施の形態を示す紫外光照射装置の変形例である。この実施の形態では、上記第1の実施の形態に示された第2の照射手段22を除去し、第1の照射手段21だけを設けるようにした。この第1の照射手段21の第1のランプハウス23aの長さ、つまり一対の第1の支柱31a,31bの間隔は、Yテーブル12の長手方向の寸法よりも大きく設定されている。つまり、Yテーブル12を90度回転させても、このYテーブル12に支柱31a,31bがぶつかることがない間隔に設定されている。
FIG. 8 shows a modification of the ultraviolet light irradiation apparatus showing the second embodiment of the present invention. In this embodiment, the second irradiation means 22 shown in the first embodiment is removed, and only the first irradiation means 21 is provided. The length of the
第1の工程では、第1の照射手段21をX方向に駆動してシール剤16の矩形状の塗布パターンのうちの、Y方向に沿う各辺(図7(a)に16a〜16dで示す)を紫外光Uの照射パターンで照射して硬化する。
In the first step, the first irradiation means 21 is driven in the X direction, and each side along the Y direction (shown by 16a to 16d in FIG. 7A) of the rectangular coating pattern of the sealing
第2の工程では、θテーブル3を90度回転し、第1の工程時にX方向に沿って位置していた残りの各辺(図7(b)に16e〜16hで示す)をY方向に沿うよう位置決めする。そして、上記第1の照射手段21をX方向に沿って駆動すれば、第1の工程で照射されなかった残りの各辺16e〜16hをそれぞれ紫外光Uで照射して硬化することができる。
In the second step, the θ table 3 is rotated by 90 degrees, and the remaining sides (indicated by 16e to 16h in FIG. 7B) that were located along the X direction in the first step are moved in the Y direction. Position along. And if the said 1st irradiation means 21 is driven along a X direction, each remaining edge |
すなわち、この第2の実施の形態においても、基板17に塗布されたシール剤16の部分だけを紫外光Uによって照射し、それ以外の部分が紫外光Uによって照射されるのを防止することができる。
That is, also in the second embodiment, only the portion of the sealing
また、単一の照射手段21を用い、θテーブル3を90度回転させることで、基板17に設けられたシール剤16におけるX方向に沿う辺とY方向に沿う辺に紫外光Uを照射するようにしたので、X方向及びY方向のそれぞれに沿う照射手段21,22を設けた第1の実施の形態による効果に加え、装置構成を簡素化することができるという効果を有する。
Further, by using the single irradiation means 21 and rotating the θ table 3 by 90 degrees, the side along the X direction and the side along the Y direction in the sealing
上記第2の実施の形態では、基板17(Yテーブル12を支持するθテーブル3)を90°回転させることで、紫外光Uの照射パターンを基板17の短辺或いは長辺に沿わせる例で説明したが、ランプハウス23aを90°旋回させることで行なうようにしてもよい。この場合、ランプハウス23aを単一の支柱上に回転機構を介して旋回自在に支持するように構成すればよい。
In the second embodiment, the substrate 17 (the θ table 3 that supports the Y table 12) is rotated by 90 ° so that the irradiation pattern of the ultraviolet light U follows the short side or the long side of the
また、照射手段21,22を移動させながらシール剤16の矩形枠状のパターンにおける各辺に紫外光を照射する例で説明したが、照射手段21,22を移動させることなく、θテーブル3、Xテーブル7、Yテーブル12を用いて基板17を移動させるようにしてもよい。
Moreover, although the example which irradiates each side in the rectangular frame-shaped pattern of the sealing
図9はこの発明の第3の実施の形態を示す。この実施の形態は図8に示す第2の実施の形態と同様、第2の照射手段22を除去し、第1の照射手段だけを設けるようにしたという点で同じであるが、2つの第1の照射手段21A,21Bが設けられているという点で相違している。 FIG. 9 shows a third embodiment of the present invention. This embodiment is the same as the second embodiment shown in FIG. 8 in that the second irradiation means 22 is removed and only the first irradiation means is provided. The difference is that one irradiation means 21A, 21B is provided.
すなわち、2つの第1の照射手段21A,21Bの一方の支柱31aはそれぞれX支柱ガイド33に下端のガイド溝32をスライド自在に係合させて設けられている。各照射手段21A,21Bの一方の支柱31aにはそれぞれX駆動ねじ35が螺合している。各X駆動ねじ35の両端部は、上記X支柱ガイド33の中途部及び両端部に立設された支持プレート34に回転可能に支持されている。X支柱ガイド33の両端に立設された一対の支持プレート34には、各X駆動ねじ35を回転駆動する第2のX駆動源36がそれぞれ設けられている。
In other words, one
各X駆動源36を作動させることで、図9にDで示す、一対の第1の照射手段21A,21Bの第1のランプハウス23aの間隔を設定することができる。一対のランプハウス23の間隔Dは、基板17に矩形枠状に塗布されたシール剤16の矩形枠状のパターンの対向する一対の辺の間隔とほぼ同じに設定される。
By operating each X drive
一対の第1のランプハウス23aの間隔を、図7(a)に示すシール剤16の矩形枠状の塗布パターンの一対の辺16a,16b及び16c、16dの間隔とほぼ同じに設定し、Yテーブル12をX方向に移動させて一対の辺16a,16bが一対の第1のランプハウス23aの下方に位置したときに、紫外光Uを直線状の照射パターンP1 で出力する。それによって、上記一対の辺16a,16bを照射して硬化させることができる。
The distance between the pair of
つぎに、一対の第1のランプハウス23aの下方に一対の辺16c、16dが位置したときに、紫外線Uを出力する。それによって、照射パターンP1 で一対の辺16c、16dを照射して硬化させることができる。
Next, when the pair of
つぎに、Yテーブル12を90度回転し、シール剤16の紫外光Uによって照射されていない、図7(b)に16e〜16hで示す辺の向きをX方向からY方向に変える。それととともに、一対の第1の照射手段21A,21Bのランプハウス23の間隔Dを、対向する一対の辺16e,16f及び16g、16hの間隔とほぼ同じになるよう調整する。
Next, the Y table 12 is rotated 90 degrees, and the directions of the sides indicated by 16e to 16h in FIG. 7B that are not irradiated with the ultraviolet light U of the
そして、Yテーブル12をX方向に移動させて一対の第1のランプハウス23aの下方に、シール剤16の矩形枠状のパターンの、対向する一対の辺16e,16fを位置させたならば、紫外光Uを直線状のパターンで出力し、上記一対の辺16e,16fを照射して硬化させる。
Then, if the Y table 12 is moved in the X direction and the pair of opposing
ついで、Yテーブル12がX方向に移動され、残りの一対の辺16g、16hが一対の第1のランプハウス23aの下方に位置したならば、紫外光Uを直線状のパターンで照射し、上記辺16g、16hを硬化させる。それによって、シール剤16の4つの矩形枠状のパターン全体を紫外光Uで照射して硬化させることができる。
Next, when the Y table 12 is moved in the X direction and the remaining pair of
このように第3の実施の形態によれば、2つの第1の照射手段21A,21Bを個別にX方向に移動自在に設け、シール剤16における2つの辺に同時に紫外光Uを照射するようにしたので、第1の実施の形態の効果に加え、シール剤16の硬化を効率よく行うことができるという効果を有する。
As described above, according to the third embodiment, the two first irradiation means 21A and 21B are individually provided to be movable in the X direction, and the two sides of the
上記各実施の形態では、照射手段または基板を所定方向に移動させながら所定のパターンに形成された紫外光をシール剤に照射するようにしたが、照射手段の照射位置にシール剤が位置したときに、照射手段または基板の所定方向に沿う駆動を所定時間停止して紫外光を照射するようにしてもよい。 In each of the above embodiments, the sealing agent is irradiated with ultraviolet light formed in a predetermined pattern while moving the irradiation means or the substrate in a predetermined direction. However, when the sealing agent is positioned at the irradiation position of the irradiation means. In addition, the driving along the predetermined direction of the irradiation means or the substrate may be stopped for a predetermined time to irradiate the ultraviolet light.
基板にシール剤が4つの矩形枠状のパターンで塗布されている場合について説明したが、基板に形成される塗布パターンの数はなんら限定されるものでなく、4つ以下や4つ以上であってもなんら差し支えない。 Although the case where the sealing agent is applied to the substrate in a pattern of four rectangular frames has been described, the number of application patterns formed on the substrate is not limited at all, and it is four or less or four or more. There is no problem.
紫外光ランプとしてチューブにガスが封入された無電極式紫外光ランプを挙げたが、無電極ランプに代わり、チューブの両端に電極が設けられ、これら電極間の放電によってチューブ内のガスを励起して紫外光を出力する、いわゆる電極式紫外光ランプを用いるようにしてもよい。電極式紫外光ランプを用いる場合、ランプへの通電を遮断すると、無電極式紫外光ランプに比べ、立ち上がるまでに時間が掛かるから、基板に対する紫外光の照射や遮断を通電によって制御することが難しくなる。したがって、そのような場合には、電極式紫外光ランプへは通電したままとし、紫外光の光路にシャッタを設け、このシャッタを開閉して紫外光の照射や遮断を制御すればよい。なお、無電極式紫外光ランプであっても、シャッタの開閉により紫外光の照射遮断を制御するようにしてもよい。 As an ultraviolet lamp, an electrodeless ultraviolet lamp in which gas is sealed in a tube is mentioned. Instead of an electrodeless lamp, electrodes are provided at both ends of the tube, and the gas in the tube is excited by discharge between these electrodes. A so-called electrode-type ultraviolet lamp that outputs ultraviolet light may be used. When using an electrode-type ultraviolet lamp, it takes more time to start up when the current to the lamp is cut off compared to an electrodeless ultraviolet lamp, so it is difficult to control the irradiation and cut-off of the ultraviolet light to the substrate. Become. Therefore, in such a case, the electrode-type ultraviolet lamp may be kept energized, a shutter may be provided in the ultraviolet light path, and the shutter may be opened and closed to control the irradiation and blocking of the ultraviolet light. Note that, even with an electrodeless ultraviolet light lamp, the blocking of ultraviolet light irradiation may be controlled by opening and closing the shutter.
紫外光ランプから出力された紫外光を直線状に成形するパターン形成手段として反射体及びスリット板を用いたが、それに代わって紫外光ランプから出力された紫外光が基板上で直線状に集束するよう、反射体の反射面の形状を設定するようにしてもよい。なお、紫外光の光路上にシリンドリカルレンズなどのレンズを用いて紫外光を直線状の平行光に形成してもよい。 Reflectors and slit plates were used as pattern forming means for linearly shaping the ultraviolet light output from the ultraviolet light lamp, but instead, the ultraviolet light output from the ultraviolet light lamp converged linearly on the substrate. As such, the shape of the reflecting surface of the reflector may be set. The ultraviolet light may be formed into a linear parallel light by using a lens such as a cylindrical lens on the optical path of the ultraviolet light.
上記第3の実施の形態において、2つの照射手段21A,21Bのランプハウス23aの間隔をシール剤16の矩形枠状のパターンにおける対向する辺の間隔と略同じに設定し、Yテーブル12をX方向に移動させてシール剤16の矩形枠状のパターンにおける対向する辺16aと16b、辺16cと16d、辺16eと16f、辺16gと16hの順で照射手段21A,21Bを対向させる例で説明したが,照射手段21A,21BをX方向に移動させながら行なうようにしてもよい。この場合,図9に示す2つのX駆動ねじ35を、並列に配置してその長さは図8に示すX駆動ねじ35とほぼ同じにする構成とするとよい。
In the third embodiment, the interval between the lamp houses 23a of the two irradiation means 21A and 21B is set to be substantially the same as the interval between the opposing sides in the rectangular frame pattern of the
第1乃至第3の実施の形態において、照射手段21,22を基板17(Yテーブル12)の上側に配置した例で説明したが、Yテーブル12の下側に配置しても、或いはYテーブル12の上下両側に配置するようにしてもよい。なお、照射手段21,22をYテーブル12の下側に配置する場合には、Yテーブル12は紫外線を透過させる材料にて形成し、Yテーブル12の下側には照射手段21,22を移動を許容できるだけのスペースを確保する必要がある。
In the first to third embodiments, the
基体2上にθテーブル3、Xテーブル7、Yテーブル12の順で搭載し、Yテーブル12上に基板17を載置する例で説明したが、各テーブル3,7,12の搭載順序はこれに限られるものでなく、入れ替えてもよい。
The example in which the θ table 3, the X table 7, and the Y table 12 are mounted on the
基板17上に塗布されたシール剤の塗布パターンに対応する位置で紫外光ランプを発光させ、基板17上に紫外光Uを直接照射する例で説明したが、塗布パターンに対応する位置に紫外光Uを透過させる透光部を有するマスクを基板17上に配置し、このマスクを介して基板17上に紫外光Uを照射するようにしてもよい。
Although an example in which the ultraviolet lamp is caused to emit light at a position corresponding to the coating pattern of the sealant applied on the
シール剤の各辺を基板17における一方の端から他方の端に向けて順番に硬化させる例で説明したが、これに限られるものでなく、他の順序で行なってもよい。例えば、図7(a)に示す基板17の中央寄りに位置する辺16b,16cのシール剤16を硬化させた後、図7(b)に示す基板17の中央寄りに位置する辺16f、16gのシール剤16を硬化させ、端部側に位置する辺16a,16d,16e,16hのシール剤16を硬化させる。
Although the example in which each side of the sealant is cured in order from one end to the other end of the
このように、中央寄りに位置する辺16b,16c,16f,16gのシール剤16から先に硬化させることで、紫外光Uの照射に伴い基板17に熱膨張が生じたとしても、この熱膨張に起因する2枚の基板間の位置ずれを極力抑えることができる。
Thus, even if thermal expansion occurs in the
つまり、基板17に紫外光Uを照射する場合、光源であるチューブ26が発熱することから、チューブ26に近い側に位置する基板(図1の例では上側に位置する基板)の方が遠い側に位置する基板(図1の例では下側に位置する基板)より発熱による熱影響が大きく熱膨張量が大きくなる傾向がある。そのため、この2枚の基板の熱膨張量の差が2枚の基板の位置ずれとなって現れる。
That is, when the
ここで、図7(a)に示す辺16b,辺16c,辺16a,辺16dの順で硬化させる場合について考える。この場合、辺16b部分、辺16c部分のシール剤を硬化させた後は、辺16b,辺16cの部分で2枚の基板間が固着されているので、その後の辺16a部分、辺16d部分のシール剤の硬化時に基板に熱膨張が生じたとしても、この熱膨張に起因する2枚の基板間の位置ずれが抑制されるのである。
Here, consider a case where the
また、図9に示す2つの照射手段21A,21Bを有する紫外線照射装置を用いてシール剤16を2つの辺ずつ同時に硬化させるようにしてもよい。
Moreover, you may make it harden | cure the sealing
つまり、まず、中央寄りに位置する2つの辺16b,16c(図7(a))を同時に硬化させ、つぎにYテーブル12を90度回転させて辺16f,16g(図7(b))のシール剤16を同時に硬化させる。その後、照射手段21A,21Bの間隔を広げて両端部に位置する2つの辺16e,16h(図7(b))を同時に硬化させ、つぎにYテーブル12を上述と逆方向に90度回転させて辺16a,16d(図7(a))のシール剤16を同時に硬化させる。このようにした場合にも、上述と同様に熱膨張に起因する2枚の基板間の位置ずれを抑制することができる。
That is, first, the two
ランプハウスから出射される紫外光Uの照射パターンP1 がシール剤16の塗布パターンに対する照射範囲から外れたら、電源47,48への駆動信号を遮断し紫外光Uの出射を停止する例で説明したが、停止させることなく、電源47,48による供給電力を低減させ、紫外光Uの光量を減少させるようにしてもよい。この場合、低減させる紫外光Uの光量は、紫外光Uが液晶ディスプレイパネルの表示面に照射されたとしても、その紫外光Uによって液晶が性能劣化(変質等)を生じない程度の光量に設定するとよい。このようにした場合でも、シール剤16の塗布パターンに対する照射範囲から外れたところでは、照射範囲内に比べて電源47,48による供給電力が低減されるので、不要な使用電力を低減させることができる。
After irradiation pattern P 1 of the ultraviolet light U emitted from the lamp house is removed from the irradiation range for the application pattern of the
励起手段として電磁波発生部を用いた例で説明したが、電磁波発生部として、高周波発生装置やマイクロ波発生装置などを用いることができる。 Although an example in which an electromagnetic wave generating unit is used as the excitation unit has been described, a high frequency generator, a microwave generator, or the like can be used as the electromagnetic wave generating unit.
基板上に液晶を滴下して2枚の基板の貼り合せと同時に基板間に液晶を封入する滴下方式の例で説明したが、注入口を設けて塗布したシール剤を介して2枚の基板を貼り合わせ、貼り合わせ基板とした後、液晶を上記注入口より注入する注入方式においても適用することが可能である。 Although the example of the dropping method in which liquid crystal is dropped on the substrate and the liquid crystal is sealed between the substrates simultaneously with the bonding of the two substrates has been described, the two substrates are bonded via the sealing agent applied by providing the injection port. The present invention can also be applied to an injection method in which liquid crystal is injected from the above-described injection port after bonding and a bonded substrate.
図10は第1の実施の形態の変形例である第4の実施の形態を示す。第1の実施の形態では、第1のランプハウス23aを移動させるためのX支柱ガイド33やX駆動ねじ35、及び第2のランプハウス23bを移動させるためのY支柱ガイド43やY駆動ねじ45をベース板1上に設置した例で説明したが、図10(図1と同一部分には同一符号を付す)に示すように、第1のランプハウス23aを移動させるためのX支柱ガイド33やX駆動ねじ35をベース板1上に設置する一方で、第2のランプハウス23bを移動させるためのY支柱ガイド43やY駆動ねじ45を、ランプハウス23a,23bの上方に配置して不図示の支持プレートに支持させて配置し、第2のランプハウス23bをそこから垂下して設けるようにしてもよい。
FIG. 10 shows a fourth embodiment which is a modification of the first embodiment. In the first embodiment, an
この場合、第1のランプハウス23aのX支柱ガイド33及びX駆動ねじ35と、第2のランプハウス23bのY支柱ガイド43及びY駆動ねじ45とが異なるプレート上に配置されてなるので、一方の支柱ガイド及び駆動ねじの配置が他方の支柱ガイド及び駆動ねじの配置の制約を受けることがない。
In this case, the
そのため、図10に示すように、X支柱ガイド33及びX駆動ねじ35とY支柱ガイド43及びY駆動ねじ45とを、上下に間隔を隔てて交差して配置することができるので、他方のランプハウスの移動の邪魔にならないように退避するための退避ポジションを、基体2を挟んだ両側、つまり第1のランプハウス23aに関しては基体2のX方向における両側、第2のランプハウス23bに関しては基体2のY方向における両側に、設けることが可能になる。この結果、シール剤16を硬化させるために基板17上を通過してきたランプハウス23a,23bが、退避のために再び基板上を移動して元の位置に戻らなくてすむので、1枚の基板17のシール剤16を硬化させるに要する時間を短縮することができる。
Therefore, as shown in FIG. 10, the
図11はこの発明の第5の実施の形態を示す。この実施の形態は図9に示す第3の実施の形態の変形例であって、ベース板1のY方向の両端部にはそれぞれX方向に沿って一対のX支柱ガイド33が設けられている。この実施の形態では、X支柱ガイド33は駆動手段としてのリニアモータを構成する永久磁石によって形成されている。
FIG. 11 shows a fifth embodiment of the present invention. This embodiment is a modification of the third embodiment shown in FIG. 9, and a pair of X column guides 33 are provided at both ends in the Y direction of the
一対のX支柱ガイド33には、第1乃至第4の4つの照射手段21A〜21Dがランプハウス23aの両端に設けられた一対の支柱31aの下端部のガイド溝32をスライド可能に係合させて設けられている。
The first to fourth irradiation means 21A to 21D are slidably engaged with the pair of X column guides 33 at the lower end portions of the pair of
各支柱31aの下端部には、永久磁石で形成された上記X支柱ガイド33とでリニアモータを構成する電磁コイル(図示せず)が設けられている。したがって、4つの照射手段21A〜21Dはそれぞれ独立して上記X支柱ガイド33に沿って駆動し、位置決めすることができるようになっている。
An electromagnetic coil (not shown) constituting a linear motor is provided at the lower end of each
各照射手段21A〜21Dのランプハウス23aには、複数の発光ダイオード60がランプハウス23aの長手方向に沿って一列に収納配置されている。各発光ダイオード60は紫外光を出射するとともに、第4の実施の形態の紫外光ランプ25aと同様、反射体24(図11には示されていない)の焦点位置に配置されている。したがって、各照射手段21A〜21Dの発光ダイオード60に通電すれば、それぞれのランプハウス23aから出射される紫外光は直線状に集束されて基板17を照射するようになっている。
A plurality of
図11は、各照射手段21A〜21Dのランプハウス23aが、Yテーブル12上の2枚の基板17を貼り合わせた4つの矩形状のシール剤16の所定方向である、Y方向に沿う各辺の上部に位置決めされた状態を示している。
FIG. 11 shows each side along the Y direction, in which the
この状態で、各照射手段21A〜21Dのランプハウス23aに設けられた発光ダイオード60に通電すれば、シール剤16の4つの矩形パターンのY方向に沿う辺を紫外光によって一括して照射することができる。
In this state, if the
図11の状態において、シール剤16のY方向に沿う各辺を紫外光によって照射したならば、4つの照射手段21A〜21Dのうち、第1、第2の照射手段21A,21Bをベース板1のX方向一端部に移動させ、第3、第4の照射手段21C、21Dを他端部に移動させる。その状態でθテーブル3を90度回転させ、各シール剤16の紫外光によって照射されていない辺をX方向からY方向に沿わせる。
In the state of FIG. 11, if each side along the Y direction of the sealing
θテーブル3を90度回転したならば、ベース板1の一端部に位置する第1、第2の照射手段21A,21Bと、他端部に位置する第3、第4の照射手段21C、21Dのランプハウス23aを、紫外光が照射されていないシール剤16の、Y方向に沿う各辺の上方に位置決めする。そして、各ランプハウス23aの発光ダイオード51に通電すれば、矩形枠状のシール剤16の紫外光が照射されていない残りの辺を同時に、つまり一括して照射することができる。
If the θ table 3 is rotated 90 degrees, the first and second irradiation means 21A and 21B located at one end of the
このように、第1乃至第4の4つの照射手段21A〜21Dを設けたことで、基板17にシール剤16が4つの矩形状のパターンで設けられている場合、各シール剤16のY方向に沿う辺を紫外光によって同時に照射した後、基板17を90度回転させることで、残りの辺を紫外光によって同時に照射することができる。つまり、シール剤16の所定方向に沿う辺を一括して紫外光で照射することができるから、紫外光によるシール剤16の照射を能率よく行うことが可能となる。
As described above, when the first to fourth four
なお、この第5の実施の形態では4つの照射手段を設けるようにしたが、照射手段の数は4つに限定されず、たとえば基板に2列3行で6つの矩形枠状のシール剤が設けられている場合には図11に示すX支柱ガイド33上で6つの照射手段を設ければ、シール剤の所定方向に沿う辺を一括して紫外光で照射することができる。 In the fifth embodiment, four irradiation means are provided. However, the number of irradiation means is not limited to four. For example, six rectangular frame-shaped sealing agents in two columns and three rows are provided on the substrate. If provided, if six irradiation means are provided on the X column guide 33 shown in FIG. 11, the side along the predetermined direction of the sealant can be collectively irradiated with ultraviolet light.
すなわち、行方向に沿うシール剤の辺に紫外光を照射するときには、6つの照射手段全てを用いて行う。他方、列方向に沿うシール剤の辺に紫外光を照射するときには、6つの照射手段のうち、両端に位置する2つの照射手段を、たとえば図4に示すX支柱ガイド33のそれぞれの端部位置で待機させておき、他の4つの照射手段を用いて行う。このように、一括して紫外光を照射するシール剤の辺が、照射手段の数よりも少ないときには、シール剤の辺の数に応じた数の照射手段を用い、余分な照射手段を待機させておけばよい。 That is, when irradiating the side of the sealant along the row direction with ultraviolet light, all six irradiation means are used. On the other hand, when irradiating the side of the sealant along the row direction with ultraviolet light, of the six irradiation means, two irradiation means located at both ends are respectively positioned at the end positions of the X column guide 33 shown in FIG. This is performed using the other four irradiation means. In this way, when the number of sides of the sealing agent that collectively irradiate ultraviolet light is smaller than the number of irradiation means, the number of irradiation means corresponding to the number of sides of the sealing agent is used, and the extra irradiation means is put on standby. Just keep it.
同様に、矩形枠状のシール剤が2列4行で設けられている場合には8つの照射手段を設ければよく、要は2列N行で設けられるシール剤の矩形パターンのN行の数に応じて照射手段を設けるようにすればよい。列は2列に限られず、3列以上であってもよく、要はランプハウスの長さの範囲内に収まる列数であればよい。 Similarly, when the rectangular frame-shaped sealing agent is provided in 2 columns and 4 rows, it is only necessary to provide 8 irradiation means. In short, N rows of the rectangular pattern of the sealing agent provided in 2 columns and N rows are provided. Irradiation means may be provided according to the number. The number of columns is not limited to two, and may be three or more. In short, it is only necessary that the number of columns be within the range of the length of the lamp house.
また、基板の周辺部には、矩形枠状に塗布されたシール剤を囲む、同じく矩形状のダミーシール剤が設けられることがある。その場合、矩形枠状のシール剤の所定方向に沿う辺と同時に、ダミーシール剤の所定方向に沿う辺上にも同時に照射手段を位置決めして紫外光によって照射すれば、ダミーシール剤の紫外光による照射を同時に行うことができる。 In addition, a rectangular dummy sealing agent that surrounds the sealing agent applied in a rectangular frame shape may be provided on the periphery of the substrate. In that case, if the irradiation means is simultaneously positioned and irradiated with the ultraviolet light on the side along the predetermined direction of the dummy sealant simultaneously with the side along the predetermined direction of the rectangular frame-shaped sealant, the ultraviolet light of the dummy sealant Irradiation can be performed simultaneously.
また、1つのランプハウスに対して発光ダイオードを一列に収納配置した例で説明したが、1つのランプハウスに対して発光ダイオードを複数列配置するようにしてもよい。このような構成とすることで、1つのランプハウスから照射される紫外光の光度を増加させることができる。なお、発光ダイオードを複数列収納配置することで、紫外光の幅寸法が増大した場合でも、図4に示すようなスリット28aが形成されたスリット板28を設けることで、紫外光の幅寸法を制限することができる。
Further, the example in which the light emitting diodes are housed and arranged in one row with respect to one lamp house has been described, but a plurality of light emitting diodes may be arranged with respect to one lamp house. By setting it as such a structure, the luminous intensity of the ultraviolet light irradiated from one lamp house can be increased. Even if the width dimension of the ultraviolet light is increased by arranging and arranging the light emitting diodes in a plurality of rows, the width dimension of the ultraviolet light can be reduced by providing the
また、ランプハウス内に収納配置した発光ダイオードは、全てを一括して通電してもよく、シール剤に対向して位置する発光ダイオードのみを選択的に通電するようにしてもよい。図11の例で説明すれば、ランプハウス23aはシール剤の辺のうち、1つの辺の上部に位置決めされているが、ランプハウス23aの発光ダイオード60の中には、シール剤に対向するものあれば、対向しないものもある。
Further, all the light emitting diodes housed and arranged in the lamp house may be energized at once, or only the light emitting diodes positioned opposite to the sealing agent may be selectively energized. Referring to the example of FIG. 11, the
シール剤に対向しない発光ダイオード60は、通電したとしてもシール剤に効果的に紫外光を照射できるとは限らないので、このような発光ダイオード60には通電せず、シール剤に対向する発光ダイオード60のみに通電するようにする。このようにすることで、消費電力を低減できる。
Since the light-emitting
また、第2、第3及び第5の実施の形態において、θテーブルを90度回転させることによって1台の紫外光照射装置で基板上に塗布されたシール剤におけるX方向に沿う辺とY方向に沿う辺の双方に紫外光を照射させる例で説明したが、基板上に塗布されたシール剤におけるX方向に沿う辺に紫外光を照射するための紫外光照射装置と、基板上に塗布されたシール剤におけるY方向に沿う辺に紫外光を照射するための紫外光照射装置とを設け、これら紫外光照射装置間で基板の受け渡しを行う途中で基板を90度回転させるようにしてもよい。 Further, in the second, third and fifth embodiments, the side along the X direction and the Y direction in the sealant applied on the substrate by one ultraviolet light irradiation device by rotating the θ table by 90 degrees As described in the example of irradiating both sides along the side with ultraviolet light, the ultraviolet light irradiation device for irradiating the side along the X direction in the sealant applied on the substrate with ultraviolet light, and applied on the substrate In addition, an ultraviolet light irradiation device for irradiating ultraviolet light to the side along the Y direction in the sealing agent may be provided, and the substrate may be rotated 90 degrees during the transfer of the substrate between the ultraviolet light irradiation devices. .
また、第1〜4の実施の形態において、照射手段のランプハウス内に紫外光ランプを複数列配置してもよい。 In the first to fourth embodiments, a plurality of ultraviolet light lamps may be arranged in the lamp house of the irradiation means.
また、各実施の形態において、ガイド手段としてのX支柱ガイド、Y支柱ガイドに駆動手段(第2のX駆動源、第2のY駆動源、リニアモータ)を設けた例で説明したが、駆動手段は必ずしも必要なく、要は基板と照射手段との相対的な移動が許容されればよく、手動にて位置調整するようにしてもよい。 Further, in each embodiment, the description has been given of the example in which the driving means (second X driving source, second Y driving source, linear motor) is provided in the X column guide and Y column guide as the guide unit. The means is not necessarily required. In short, it is sufficient that the relative movement between the substrate and the irradiation means is allowed, and the position may be manually adjusted.
なお、上述した第1乃至第4の実施の形態の紫外光ランプを、第5の実施の形態で用いた発光ダイオードに換えても差し支えない。 Note that the ultraviolet lamps of the first to fourth embodiments described above may be replaced with the light emitting diodes used in the fifth embodiment.
3…θテーブル、7…Xテーブル、12…Yテーブル、16…シール剤、17…基板、21…第1の照射手段、22…第2の照射手段、23…ランプハウス、24…反射体(パターン成形手段)、25…紫外光ランプ、26…チューブ、28…スリット板(パターン成形手段)、33…X支柱ガイド(ガイド手段)、36…第2のX駆動源(駆動手段)、43…Y支柱ガイド(ガイド手段)、46…第2のY駆動源(駆動手段)。 3 ... θ table, 7 ... X table, 12 ... Y table, 16 ... sealing agent, 17 ... substrate, 21 ... first irradiation means, 22 ... second irradiation means, 23 ... lamp house, 24 ... reflector ( (Pattern forming means), 25 ... ultraviolet light lamp, 26 ... tube, 28 ... slit plate (pattern forming means), 33 ... X column guide (guide means), 36 ... second X drive source (drive means), 43 ... Y support guides (guide means) 46, second Y drive source (drive means).
Claims (7)
ほぼ直交する状態で設けられ紫外光を所定の長さの直線状で出射する2つの照射手段と、
各照射手段を移動自在に支持するガイド手段と、
上記各照射手段と上記基板とを上記ガイド部材に沿って相対的に移動させる駆動手段と、
この駆動手段を制御して上記シール剤の部分に合わせて上記紫外光を照射させるように上記照射手段と上記基板とを相対的に位置調整する制御手段と
を具備したことを特徴とする紫外光照射装置。 In an ultraviolet light irradiation apparatus for irradiating and curing an ultraviolet light on a sealing agent between two bonded substrates,
Two irradiation means provided in a substantially orthogonal state and emitting ultraviolet light in a straight line of a predetermined length;
Guide means for movably supporting each irradiation means;
Driving means for relatively moving the irradiation means and the substrate along the guide member;
An ultraviolet light comprising: a control means for relatively adjusting the position of the irradiating means and the substrate so as to irradiate the ultraviolet light in accordance with the sealant portion by controlling the driving means. Irradiation device.
上記基板の位置ずれを求める工程と、
求めた上記基板の位置ずれに基づいて上記シール剤の直交する一方の直線部分と他方の直線部分を、直交する状態で設けられた2つの照射手段の一方と他方からそれぞれ直線状に出射される紫外光に沿わせるよう上記基板の位置合わせをする工程と、
2つの照射手段の一方と他方から紫外光を順次所定の長さの直線状に出射する工程と、
所定の長さの直線状の紫外光によって直交する上記シール剤の一方の直線部分と他方の直線部分を順次照射する工程と
を具備したことを特徴とする紫外光照射方法。 In the ultraviolet light irradiation method of irradiating an ultraviolet light to the sealing agent applied in a rectangular frame shape between two bonded substrates and curing it,
Obtaining the positional deviation of the substrate;
Is emitted orthogonal one linear portion and other linear portion of the sealing material, from one and the other of the two irradiation means provided in the orthogonal state to the respective straight line on the basis of the positional deviation of the substrate obtained Aligning the substrate with the ultraviolet light; and
A step of sequentially emitting ultraviolet light in a straight line of a predetermined length from one and the other of the two irradiation means;
A step of sequentially irradiating one linear portion and the other linear portion of the sealing agent orthogonal to each other by linear ultraviolet light having a predetermined length.
請求項1〜4のいずれかに記載の紫外光照射装置を具備したことを特徴とする基板製造装置。 A substrate for manufacturing a bonded substrate by bonding at least one substrate coated with a sealing agent in a rectangular frame shape through the sealing agent and then curing the sealing agent by irradiating with ultraviolet light. In manufacturing equipment,
Substrate manufacturing apparatus characterized by comprising an ultraviolet light irradiation device according to claim 1.
前記シール剤を介して貼り合わされた2枚の基板を支持台上に載置する載置工程と、
前記支持台上に載置された前記2枚の基板間に挟まれた前記シール剤の部分に合わせて所定の長さの直線状に出射された紫外光を照射し前記シール剤を硬化させる工程を具備し、
前記シール剤を硬化させる工程は、
矩形枠状に塗布されたシール剤の直交する一方の直線部分と他方の直線部分のうち、一方の直線部分に、直交する状態で設けられた2つの照射手段の一方から出射される直線状の紫外光を照射して硬化させる工程と、
前記シール剤の他方の直線部分に他方の照射手段から出射される直線状の紫外光を照射して硬化させる工程と
を備えていることを特徴とする基板製造方法。 A substrate for manufacturing a bonded substrate by bonding at least one substrate coated with a sealing agent in a rectangular frame shape through the sealing agent and then curing the sealing agent by irradiating with ultraviolet light. In the manufacturing method,
A mounting step of mounting two substrates bonded together via the sealant on a support;
A step of irradiating ultraviolet light emitted in a straight line of a predetermined length in accordance with a portion of the sealing agent sandwiched between the two substrates placed on the support table and curing the sealing agent Comprising
The step of curing the sealant comprises
Of one linear portion and other linear portions perpendicular of the applied sealant in a rectangular frame shape, linear emitted on one of the straight portions, from one of the two irradiation means provided in the orthogonal state A step of curing by irradiating with ultraviolet light;
Substrate manufacturing method characterized by comprising a step of curing by irradiation with linear ultraviolet light emitted to the other linear portion of the sealant from the other illumination means.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004248795A JP4694803B2 (en) | 2003-08-28 | 2004-08-27 | Ultraviolet light irradiation apparatus and irradiation method, substrate manufacturing apparatus and substrate manufacturing method |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003209280 | 2003-08-28 | ||
| JP2003209280 | 2003-08-28 | ||
| JP2004248795A JP4694803B2 (en) | 2003-08-28 | 2004-08-27 | Ultraviolet light irradiation apparatus and irradiation method, substrate manufacturing apparatus and substrate manufacturing method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005099783A JP2005099783A (en) | 2005-04-14 |
| JP2005099783A5 JP2005099783A5 (en) | 2007-10-04 |
| JP4694803B2 true JP4694803B2 (en) | 2011-06-08 |
Family
ID=34466728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004248795A Expired - Fee Related JP4694803B2 (en) | 2003-08-28 | 2004-08-27 | Ultraviolet light irradiation apparatus and irradiation method, substrate manufacturing apparatus and substrate manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4694803B2 (en) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006195128A (en) * | 2005-01-13 | 2006-07-27 | Ushio Inc | Device for laminating panel |
| JP5180439B2 (en) * | 2005-01-28 | 2013-04-10 | 芝浦メカトロニクス株式会社 | Ultraviolet light irradiation apparatus and irradiation method, substrate manufacturing apparatus and substrate manufacturing method |
| JP4852907B2 (en) * | 2005-06-29 | 2012-01-11 | ウシオ電機株式会社 | Display panel bonding equipment |
| JP2007334039A (en) * | 2006-06-15 | 2007-12-27 | Ulvac Japan Ltd | Light source device and method of panel alignment using the same |
| JP5060748B2 (en) * | 2006-07-28 | 2012-10-31 | 芝浦メカトロニクス株式会社 | Sealant curing apparatus and substrate manufacturing apparatus |
| JP5137001B2 (en) * | 2006-11-30 | 2013-02-06 | 国立大学法人名古屋大学 | Processing apparatus and method using atmospheric pressure plasma irradiation |
| KR100780367B1 (en) | 2006-12-22 | 2007-11-30 | (주)리드 | Apparatus for hardening sealant of substrate for liquid crystal display panel and method for hardening sealant using the same |
| JP2009169386A (en) * | 2007-12-18 | 2009-07-30 | Ulvac Japan Ltd | Optical irradiation device |
| KR101097307B1 (en) | 2009-04-16 | 2011-12-21 | 삼성모바일디스플레이주식회사 | Sealing apparatus |
| KR101240367B1 (en) * | 2009-04-28 | 2013-03-11 | 가부시키가이샤 알박 | Light irradiation method and apparatus |
| JP2010266616A (en) * | 2009-05-13 | 2010-11-25 | Ulvac Japan Ltd | Light irradiation device |
| KR101663563B1 (en) * | 2009-12-24 | 2016-10-07 | 엘지디스플레이 주식회사 | Methode of fabricating liquid crystal display device |
| CN102388336A (en) * | 2010-07-20 | 2012-03-21 | 株式会社爱发科 | Light irradiation device |
| JP2013025054A (en) * | 2011-07-20 | 2013-02-04 | V Technology Co Ltd | Curing processing apparatus for sealant and curing processing method therefor |
| JP2012086576A (en) * | 2012-01-04 | 2012-05-10 | Ulvac Japan Ltd | Light source apparatus and method for laminating substrate using this |
| JP5767666B2 (en) | 2013-03-31 | 2015-08-19 | Hoya Candeo Optronics株式会社 | Light irradiation device |
| KR102232034B1 (en) * | 2019-06-11 | 2021-03-25 | 세메스 주식회사 | Apparatus for curing droplet |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0250906U (en) * | 1988-10-05 | 1990-04-10 | ||
| JPH10333160A (en) * | 1996-11-28 | 1998-12-18 | Lopco:Kk | Ultraviolet-ray irradiation device for ultraviolet-ray setting resin, ultraviolet-ray irradiating method, and substrate sticking process system equipped with ultraviolet-ray irradiation device |
| JP2002292750A (en) * | 2001-03-29 | 2002-10-09 | Minolta Co Ltd | Three-dimensional forming device and method, and three- dimensional forming system |
| JP2004325543A (en) * | 2003-04-22 | 2004-11-18 | Ushio Inc | Sticking device for display panel |
-
2004
- 2004-08-27 JP JP2004248795A patent/JP4694803B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0250906U (en) * | 1988-10-05 | 1990-04-10 | ||
| JPH10333160A (en) * | 1996-11-28 | 1998-12-18 | Lopco:Kk | Ultraviolet-ray irradiation device for ultraviolet-ray setting resin, ultraviolet-ray irradiating method, and substrate sticking process system equipped with ultraviolet-ray irradiation device |
| JP2002292750A (en) * | 2001-03-29 | 2002-10-09 | Minolta Co Ltd | Three-dimensional forming device and method, and three- dimensional forming system |
| JP2004325543A (en) * | 2003-04-22 | 2004-11-18 | Ushio Inc | Sticking device for display panel |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005099783A (en) | 2005-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4694803B2 (en) | Ultraviolet light irradiation apparatus and irradiation method, substrate manufacturing apparatus and substrate manufacturing method | |
| JP5180439B2 (en) | Ultraviolet light irradiation apparatus and irradiation method, substrate manufacturing apparatus and substrate manufacturing method | |
| CN110398881B (en) | Exposure apparatus and exposure processing method | |
| JP2009169386A (en) | Optical irradiation device | |
| JP4852907B2 (en) | Display panel bonding equipment | |
| JP2018017952A (en) | Light projection apparatus and light projection method | |
| TWI543228B (en) | Light irradiation device | |
| KR100508284B1 (en) | Peripheral exposure apparatus | |
| JP2005099783A5 (en) | ||
| JP2008033056A (en) | Sealing agent hardening device and substrate manufacturing apparatus | |
| KR20130078004A (en) | Scan type exposure system using uv led | |
| JP4045892B2 (en) | Display panel bonding method and apparatus | |
| KR101411842B1 (en) | Pulse lighting device | |
| US8436275B2 (en) | Laser irradiation apparatus and method for sealing organic light emitting diode using the laser irradiation apparatus | |
| JP5821520B2 (en) | UV irradiation equipment | |
| JP2010250071A (en) | Panel bonding method | |
| KR101367665B1 (en) | Sealant curing apparatus and arrangement method of LED for sealant curing apparatus | |
| JP2009022853A (en) | Irradiator | |
| JP6607003B2 (en) | Light irradiation apparatus and light irradiation method | |
| KR100935401B1 (en) | Substrate cleaning module using ultraviolet rays and operating method the same | |
| KR100924280B1 (en) | A wide-area laser patterning system | |
| JP4635552B2 (en) | Display panel bonding equipment | |
| EP2151711A1 (en) | Liquid crystal sealing apparatus | |
| KR100545361B1 (en) | Shutter mechanism of light irradiation device | |
| KR20010046478A (en) | Vertical facing type exposure apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070821 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070821 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101130 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110131 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110222 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110224 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |