JP4647528B2 - バルブリフタ及びその製造方法 - Google Patents
バルブリフタ及びその製造方法 Download PDFInfo
- Publication number
- JP4647528B2 JP4647528B2 JP2006081158A JP2006081158A JP4647528B2 JP 4647528 B2 JP4647528 B2 JP 4647528B2 JP 2006081158 A JP2006081158 A JP 2006081158A JP 2006081158 A JP2006081158 A JP 2006081158A JP 4647528 B2 JP4647528 B2 JP 4647528B2
- Authority
- JP
- Japan
- Prior art keywords
- sliding surface
- sliding
- valve lifter
- valve
- cam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Valve-Gear Or Valve Arrangements (AREA)
Description
請求項2記載の発明は、請求項1記載のバルブリフタにおいて、前記熱処理は、600℃≦T≦750℃の加熱炉で6時間施されたことを特徴とするものである。
さらに、表面硬度が500Hmv以上750Hmv以下でカムのエッジによる摺動面の偏磨耗の発生が抑制されるので、表面硬度が500Hmv以上750Hmv以下の全領域に渡って偏磨耗に対する耐磨耗性に優れた摺動面を有するバルブリフタが得られる。
また、鉛直方向で上方を指向する摺動面が天井部に一体に形成されるので、摺動面に潤滑油を滞留保持させてカムとの潤滑性を向上させることができ、また、別体とされる特別の構造部品が必要でないので、バルブリフタの構造が単純化され、バルブリフタの軽量化及び製造コストの削減を図ることができる。
天井部がチタン合金製であるから、硬質金属よりなるバルブリフタに比べて、ヤング率が低い特徴を活かしてカムのエッジ当たりを抑制して、偏磨耗を低減することができる。
チタンはスチールと比べてヤング率が低いので、カムとの摺動面の面圧が上がると弾性変形し、カムとの接触面が増加するので、荷重を広い面で受けることになり、結果として面圧の上昇が抑制され、チタン合金製リフタの凹状摺動面はリフタの回転の安定化と潤滑油の摺動面への確保を図り、また、該摺動面外周部の磨耗に対する強度が保持される。
素材において、完成品としてのバルブリフタの天井部となる天井部形成部の熱処理中に、天井部形成部は重力の作用下でその自重により、その中央部がやや落ち込みむように下垂して自ら凹曲面を形成する。よって、摺動面は、特別な加工を施すことなく、単に天井部形成部の自重を利用して容易に形成できるので、その製造工数と製造コストを低減することができる。
天井部に形成されて機関バルブを押圧する突出部を利用して、突出部形成部により素材の中心位置が最も重くなることから、摺動面の凹曲面の中心位置を天井部の中心位置に略一致させることができ、成形精度が向上する。さらに、突出部形成部の形状を変えることで、摺動面の凹曲面の形状を変化させて、形状の調整を図ることができる。また、運転時の摺動面の剛性を調整することができる。
前記熱処理を施す前の摺動面形成面を凸状に形成することで、凸状の突出量を調整することにより、熱処理を施した後の摺動面形成面の凹曲面の最大凹み量を調整することができる。
チタン合金からなる素材の、高温下での酸化処理中に、天井部形成部の自重を利用することにより、摺動面形成面を凹曲面に形成することができることから、該凹曲面を形成するための単独の工程を別途設ける必要がなく、製造工数および製造コストの低減に寄与する。
図1を参照すると、本発明が適用されたバルブリフタ20は、機械としての内燃機関の動弁装置に備えられる。動弁装置は、内燃機関のクランク軸により回転駆動されるカム軸に設けられた動弁カム13と、該動弁カム13により押圧駆動されるバルブリフタ20とを備える。動弁カム13は、バルブリフタ20を介してバルブとしての機関バルブである吸気バルブまたは排気バルブを開弁駆動する。
上端が閉鎖された円筒状の筒状部材であるバルブリフタ20は、内燃機関のシリンダヘッドに摺動可能に案内される円筒状の筒状部22と、該筒状部22の上端を閉鎖する天井部21とを備え、筒状部22および天井部21がチタン合金により一体成形された部材である。天井部21の上面21aは、動弁カム13が摺動する摺動面21a1を構成することから、該摺動面21a1はバルブリフタ20に一体に形成される。
なお、明細書または特許請求の範囲において、バルブリフタ20に関する上下方向は、特に断らない限り、図1に示されるバルブリフタ20の位置での上下方向、すなわちバルブリフタ20の中心軸線Lに平行な方向であるとする。
表面硬度が500Hmv未満では摺動面21a1の磨耗が許容値を越えて大きくなり、表面硬度を表面処理により750Hmvを越える硬度に上げると、天井部21や筒状部22に変形が発生することがある。
また、摺動面21a1の最大凹み量dが20μmを越えて大きくなると、動弁カム13のエッジ13aによる偏磨耗が発生し、摺動面21a1の最大突出量hが10μmを越えて大きくなると、耐ピッチング性が許容値を越えて低下する。
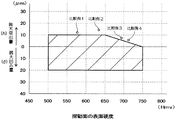
そして、摺動面21a1が凸曲面C3により構成される場合の耐ピッチング性に関して、最大突出量hが本発明の範囲から外れているために耐ピッチング性が本発明に比べて劣る比較例1〜4がプロットされた図2を参照すると、表面硬度が500〜650Hmvのときは、最大突出量hと表面硬度のうちで、最大突出量hが主に耐ピッチング性を支配する要素であり、表面硬度の大きさに関わらず最大突出量hが10μm以下であることが必要である。また、表面硬度が650〜750Hmvのときは、最大突出量hおよび表面硬度の両者が耐ピッチング性を支配する要素となるため、表面硬度の増加につれて最大突出量hを小さくする必要がある。
これに基づいて、摺動面31a1が凸曲面から構成されるとき、表面硬度が500〜650Hmvのとき、最大突出量hは0μm<h≦10μmであり、表面硬度が650〜750Hmvのとき、最大突出量hは、表面硬度が650Hmvのときの10μmから、表面硬度が750Hmvのときの0(すなわち、摺動面31a1が平面から構成されるときである。)近傍まで、増加する表面硬度に比例して最大突出量hが小さくされる。
また、筒状部22の外周面により構成される摺動面22a1に耐摩耗性を付与するため、摺動面22a1の表面硬度も500〜750Hmvである。
ここで、最大凹み量dおよび最大突出量hは、それぞれ、図1(A),(B)に示されるように、摺動面21a1の外周部からの凹み量の最大値および突出量の最大値である。
図1(A)に示されるように、摺動面21a1が凹曲面C1により構成されるバルブリフタ20においては、素材の天井部形成部(素材において、完成品としてのバルブリフタ20の天井部21となる部分)を、前記摺動面形成面が鉛直方向で上方を向くように設置した後、該素材に熱処理である前記酸化処理を施し、該酸化処理中に前記天井部形成部の自重により前記摺動面形成面を凹曲面C1に形成する。さらに、好ましくは、素材には、下面形成面(素材において、完成品としてのバルブリフタ20の天井部21の下面21bとなる部分)の中心部に、内燃機関の機関バルブを直接またはインナーシムを介して押圧する突出部21b1となる突出部形成部を有する。これにより、前記天井部形成部の自重を利用して、凹曲面C1からなる摺動面21a1を容易に形成でき、さらに、機関バルブを押圧する突出部21bを利用することにより、前記天井部形成部の中心位置が最も重くなることから、摺動面21a1の凹曲面C1の中心位置を天井部21の中心位置に略一致させることができる。
また、前記酸化処理を施す前の前記摺動面形成面を凸曲面からなる凸状に形成することにより、凸状の突出量を調整することにより、摺動面21a1の凹曲面C1の最大凹み量dを調整することができる。
図3には、本発明のバルブリフタ20が使用される動弁装置を備える、DOHC型内燃機関Eのシリンダヘッド1の周辺構造が図示されている。
シリンダヘッド1は、シリンダブロック2の上部に接続固定され、さらにシリンダブロック2はその下部において図示されないクランクケース上部に接続固定され、これら3者が互いにボルトで締め付けられることで一体化され、さらにシリンダヘッド1の上部開放部がヘッドカバー3により覆われることで内燃機関Eの主要部が形成される。
そして、バルブリフタ20の筒状部22は、その外径に対して長さのやや短い、しかも筒状部22の肉厚は略一定であり、天井部21の肉厚に比して薄めに形成されている。
なお、以下の説明において、「P部形成部」または「P面形成面」(ここで、「P」は、完成品としてのバルブリフタ20の特定の部分または部位を意味する。)とは、バルブリフタ20の素材において、製造後に、完成品としてのバルブリフタ20のP部またはP面となる部分を意味する。
図5(a)に示すように、先ず、バルブリフタ20の形成材として、チタン合金の棒材、例えば、0.96wt%Fe、0.28wt%Oおよび不可避不純物を含む残部Tiよりなるチタン合金の丸棒が用意され、該丸棒から円盤型のビレット201を切出し、次いで該ビレット201に潤滑処理を施す。
ビレット201を鍛造温度Tfに加熱し、次いで、そのビレット201に温間鍛造を施して、図5(b)に示すリフタ用一次素材202、例えば、外径が26mm、高さが21mmの一次素材202を製作する。
この一次素材202は、シリンダヘッド1のリフタガイド孔1c内に挿入される筒部として形成された筒状部形成部222と、該筒状部形成部222の一端を閉鎖して動弁カム13と対向する端部壁を形成する天井部形成部212を持つ一端閉鎖の略円筒形状をなす。そして、該天井部形成部212の下面(下面形成面)212bの中央部には突出部形成部212b1が形成される。
一次素材202の筒状部形成部222の外周面、端部壁として形成された天井部形成部212の摺動面形成面212aおよび筒状部形成部222の摺動面形成面222aに機械加工を施して、図5(c)に図示される所定寸法に仕上げられたリフタ用二次素材203を製作する。二次素材203の製作は、該二次素材203の摺動面形成面212aが、後述される酸化処理中の重力下垂現象で最大凹み量d(図1(A)参照)が20μm以下の凹曲面となるように行われる。
次いで、その二次素材203に洗浄処理を施す。
二次素材203を大気雰囲気下の加熱炉内に設置して、二次素材203に、大気中にて加熱温度T1を、T1≧600°Cに設定した酸化処理を施し、図6(d)に示すように、二次素材203の全表面形成面203Aに酸化処理後の酸素拡散層204Bが形成された中間体であるリフタ用三次素材204を得る。
酸化処理終了後の三次素材204は、図6(f)に図示されるように、天井部形成部214が断面形状で凹状に彎曲する。
酸化処理後の三次素材204は、その後、冷却され、適宜必要とされる表面仕上げや必要とされる個所における研磨機等の機械による加工処理が施され、完成品としてのバルブリフタ20とされる。
摺動面21a1は、最大凹み量dが20μm≦d<0μmの凹曲面C1、最大突出量hが0μm<h≦10μmの凸曲面C3、または天井部21の中心軸線Lに直交する平面からなり、摺動面21a1の表面硬度は500〜750Hmvであることにより、摺動面21a1の表面硬度が500Hmv以上750Hmv以下であるので、二次素材203の全表面形成面203Aに施される酸化処理に起因して天井部21や筒状部22に変形が発生することなく摺動面21a1の磨耗が許容値内に収まり、しかも摺動面21a1の最大凹み量dが20μm以下であるので、動弁カム13のエッジによる摺動面21a1の偏磨耗の発生が抑制されるので、耐磨耗性に優れた摺動面21a1を有するバルブリフタ20が得られる。また、摺動面21a1の最大突出量hが10μm以下であるので、耐ピッチング性に優れた摺動面21a1を有するバルブリフタ20が得られる。
換言すれば、摺動面31a1が凸曲面C3から構成されるとき、表面硬度が500〜650Hmvのとき、最大突出量hは0μm<h≦10μmであり、表面硬度が650〜750Hmvのとき、最大突出量hは、表面硬度が650Hmvのときの10μmから、表面硬度が750Hmvのときの0(すなわち、摺動面31a1が平面から構成されるときである。)近傍まで、増加する表面硬度に比例して最大突出量hが小さくされることにより、摺動面21a1の所要の耐ピッチング性が確保される。
熱処理は三次素材204の表面形成面204A1,204A2を酸化する酸化処理であることにより、チタン合金からなる三次素材204の、高温下での酸化処理中に、天井部形成部214の自重を利用することにより、摺動面形成面214a1を凹曲面に形成することができることから、該凹曲面を形成するための単独の工程を別途設ける必要がなく、製造工数および製造コストの低減に寄与する。
以下、前述した実施形態の一部の構成を変更した実施形態について、変更した構成に関して説明する。
天井部と、該天井部とは別個の部材である筒状部とが一体に結合されて構成されてもよい。この場合、天井部のみがチタン合金により形成されてもよい。
バルブリフタは、チタン合金以外の金属から形成されてもよい。また、熱処理は、酸化処理である必要はなく、酸化処理以外の熱処理であってもよい。
凹曲面および凸曲面は、ほぼ球面から構成されたが、球面以外の曲面により構成されてもよい。
Claims (2)
- カムが摺動する摺動面が形成された天井部を有するバルブリフタにおいて、
前記バルブリフタはチタン合金により一体に形成され、
前記摺動面は、前記天井部の鉛直方向での上面により構成され、
前記摺動面の外径は、前記摺動面に接するカムの面のカム幅よりも、大きく設定され、前記カム面は、前記摺動面の凹曲面が形成された範囲内に位置するように配設されたバルブリフタであって、
前記バルブリフタの酸化処理の施される前の素材は、前記天井部の下面となる下面形成面の中心部に、内燃機関の機関バルブを直接またはインナーシムを介して押圧する突出部となる突出部形成部が、その外径を前記カムのカム幅より狭くして形成され、摺動面形成面が凸曲面で凸状に形成され、
前記素材は、前記摺動面形成面が鉛直方向で上方を向くように設置され、熱処理である酸化処理が施され、前記天井部の自重により前記摺動面形成面が、摺動部の端部に対する中央部の最大凹み量dが0μm<d≦20μmの凹曲面前記摺動面に形成され、前記摺動面の表面硬度は500〜750Hmvとなるよう処理されたことを特徴とするバルブリフタ。 - 前記熱処理は、600℃≦T≦750℃の加熱炉で6時間施されたことを特徴とする請求項1記載のバルブリフタ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006081158A JP4647528B2 (ja) | 2005-03-24 | 2006-03-23 | バルブリフタ及びその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005086142 | 2005-03-24 | ||
| JP2006081158A JP4647528B2 (ja) | 2005-03-24 | 2006-03-23 | バルブリフタ及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006300053A JP2006300053A (ja) | 2006-11-02 |
| JP4647528B2 true JP4647528B2 (ja) | 2011-03-09 |
Family
ID=37468623
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006081158A Expired - Fee Related JP4647528B2 (ja) | 2005-03-24 | 2006-03-23 | バルブリフタ及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4647528B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5063019B2 (ja) * | 2006-03-29 | 2012-10-31 | 本田技研工業株式会社 | 耐摩耗性チタン部材 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6136724Y2 (ja) * | 1979-09-28 | 1986-10-24 | ||
| GB8711993D0 (en) * | 1987-05-21 | 1987-06-24 | Jaguar Cars | Cam mechanisms |
| JPH0641715A (ja) * | 1992-05-25 | 1994-02-15 | Nippon Steel Corp | チタン合金バルブの製造方法 |
| JPH05332104A (ja) * | 1992-06-01 | 1993-12-14 | Toyota Motor Corp | 動弁機構のカム接触部構造 |
| JPH0617609A (ja) * | 1992-07-01 | 1994-01-25 | Mazda Motor Corp | エンジンのタペットの製造法 |
| JPH0692749A (ja) * | 1992-09-09 | 1994-04-05 | Isuzu Motors Ltd | 摺動部品の製造方法 |
| JPH11117056A (ja) * | 1997-10-09 | 1999-04-27 | Nippon Steel Corp | チタン合金製エンジンバルブとその製造方法 |
| JP2000073713A (ja) * | 1998-08-28 | 2000-03-07 | Kyocera Corp | 動弁装置 |
| JP3546933B2 (ja) * | 1998-11-05 | 2004-07-28 | トヨタ自動車株式会社 | シムレスバルブリフタとその製造方法 |
| JP2000320674A (ja) * | 1999-05-07 | 2000-11-24 | Shojiro Miyake | 低フリクション摩擦材およびその製造方法 |
| JP3683451B2 (ja) * | 1999-10-29 | 2005-08-17 | 日本特殊陶業株式会社 | セラミック摺動部品 |
| JP2001131605A (ja) * | 1999-11-08 | 2001-05-15 | Toyota Central Res & Dev Lab Inc | 圧密成形体の製造方法並びに焼結チタンバルブリフタおよびその表面処理方法 |
| JP3978004B2 (ja) * | 2000-08-28 | 2007-09-19 | 株式会社日立製作所 | 耐蝕・耐摩耗性合金とそれを用いた機器 |
| JP3587379B2 (ja) * | 2001-04-17 | 2004-11-10 | 日産自動車株式会社 | 自動車エンジン動弁系シム及びリフター、並びにこれらとカムシャフトとの組合せ |
| JP2004225610A (ja) * | 2003-01-23 | 2004-08-12 | Riken Corp | 動弁系バルブリフタ及び動弁系バルブリフタ構造 |
| JP2005002801A (ja) * | 2003-06-09 | 2005-01-06 | Aisan Ind Co Ltd | チタン合金製バルブリフタ及びその表面処理方法 |
-
2006
- 2006-03-23 JP JP2006081158A patent/JP4647528B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006300053A (ja) | 2006-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20190003568A1 (en) | Follower mechanism | |
| US8132550B2 (en) | Roller bearing, camshaft support structure, and internal combustion engine | |
| EP2625393B1 (en) | Positive control (desmodromic) valve systems for internal combustion engines | |
| US20100065010A1 (en) | Roller bearing,cam shaft support structure, Internal combustion engine & incorporation method of roller bearing | |
| CN103026012B (zh) | 杯式挺杆和用于制造这种杯式挺杆的方法 | |
| JP4647528B2 (ja) | バルブリフタ及びその製造方法 | |
| JP6147699B2 (ja) | 吸気バルブ及びこれを備えた吸排気装置 | |
| EP3196430B1 (en) | Roller-type rocker arm | |
| US9556755B2 (en) | Cam follower for a valve train of an internal combustion engine | |
| US7308760B2 (en) | Method of making a valve lifter | |
| EP1837486B1 (en) | Cam follower | |
| JPH09112219A (ja) | エンジンの動弁装置 | |
| KR100632883B1 (ko) | 내연기관의 밸브 장치 | |
| JP2008057740A (ja) | ころ軸受、カムシャフト支持構造および内燃機関 | |
| EP1418313A1 (en) | Rocker arm | |
| JP5014290B2 (ja) | 内燃機関の動弁装置 | |
| JP6166087B2 (ja) | バルブリフタ及びその製造方法、並びに該バルブリフタと相手材との組合せ | |
| JP7721961B2 (ja) | 内燃機関 | |
| JP4420853B2 (ja) | チタン合金製バルブリフタおよびその製造方法 | |
| JP4948096B2 (ja) | ころ軸受、カムシャフト支持構造および内燃機関 | |
| JP2001295615A (ja) | 内燃機関用バルブリフタ及びその製造方法 | |
| WO2022006517A1 (en) | Anti-rotation feature on a drawn cup tappet | |
| JP2001295616A (ja) | 内燃機関用バルブリフタ及びその製造方法 | |
| JP2000240418A (ja) | 内燃機関の動弁装置 | |
| JP2016061168A (ja) | バルブリフタ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081126 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090501 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100803 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20100824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100909 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101004 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101208 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131217 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |