JP4636928B2 - Measuring unit support mechanism and thin plate surface shape measuring apparatus having the same - Google Patents
Measuring unit support mechanism and thin plate surface shape measuring apparatus having the same Download PDFInfo
- Publication number
- JP4636928B2 JP4636928B2 JP2005127574A JP2005127574A JP4636928B2 JP 4636928 B2 JP4636928 B2 JP 4636928B2 JP 2005127574 A JP2005127574 A JP 2005127574A JP 2005127574 A JP2005127574 A JP 2005127574A JP 4636928 B2 JP4636928 B2 JP 4636928B2
- Authority
- JP
- Japan
- Prior art keywords
- moving means
- horizontal
- horizontal moving
- vertical
- receiving plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000007246 mechanism Effects 0.000 title claims description 51
- 238000005259 measurement Methods 0.000 claims description 61
- 239000000758 substrate Substances 0.000 description 20
- 239000011521 glass Substances 0.000 description 18
- 230000008878 coupling Effects 0.000 description 7
- 238000010168 coupling process Methods 0.000 description 7
- 238000005859 coupling reaction Methods 0.000 description 7
- 230000002411 adverse Effects 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 5
- 125000006850 spacer group Chemical group 0.000 description 5
- 238000010521 absorption reaction Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images









Landscapes
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Description
本発明は、測定部の支持機構に関するものであり、さらに、その測定部支持機構を備えた薄板の表面形状を測定するための測定装置に関するものである。 The present invention relates to a support mechanism for a measurement unit, and further relates to a measurement apparatus for measuring the surface shape of a thin plate provided with the measurement unit support mechanism.
液晶基板等の大型薄板において、その厚さおよび表面形状(例えば、平坦度)等を測定するような場合、従来、例えば、特許文献1に開示されているように、測定するガラス基板を水平に置いて、自重の影響を無くす工夫がされている。この従来技術においては、ガラス基板の下方から、該ガラス基板の単位面積あたりの重量に等しい空気圧力を付与して、ガラス基板を水平に保持しようというものであるが、装置が大掛かりとなり、制御が面倒であり且つ高価となる等、デメリットも多かった。そこで、この被測定物であるガラス基板を今度は垂直に保持して自重の影響を少なくしようとする考え方が提案されている。 When measuring the thickness and surface shape (for example, flatness) of a large-sized thin plate such as a liquid crystal substrate, conventionally, as disclosed in, for example, Patent Document 1, a glass substrate to be measured is horizontally disposed. In addition, it has been devised to eliminate the influence of its own weight. In this prior art, from the lower side of the glass substrate, an air pressure equal to the weight per unit area of the glass substrate is applied to hold the glass substrate horizontally, but the apparatus becomes large and control is required. There were many disadvantages such as being troublesome and expensive. In view of this, a concept has been proposed in which the glass substrate as the object to be measured is held vertically to reduce the influence of its own weight.
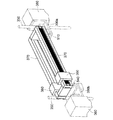
図10、図11は、本出願人が先に提案している表面形状測定装置について例を示す図であり、図10に示すように、被測定物であるガラス基板100を垂直に配置して、表面形状を測定する装置が考えられている。このような測定装置は、基台110の上にガラス基板100を垂直に保持する垂直保持機構120および表面形状を測定する測定部190および測定部を支持する測定部支持機構130を備えている。
10 and 11 are diagrams showing examples of the surface shape measuring apparatus previously proposed by the present applicant. As shown in FIG. 10, a
この測定部支持機構130は、基台110の両端部に立設したエアスライド140、140と、その外側に配設されたねじ送り機構150、150とからなる垂直移動手段160を備えている。さらに、左右両側の垂直移動手段160、160のエアスライド140、140のスライド部170、170には水平移動手段180の両端部がそれぞれ取り付けられている。そして、水平移動手段180に測定部190が装着されている。
測定部190は、水平移動手段180によって水平移動自在に、そして、垂直移動手段160によって上下移動自在になっており、被測定物であるガラス基板100の両面の表面形状を連続して非接触で測定するものである。
The measurement
The
水平移動手段180は、図11に示されるように、被測定物であるガラス基板100の幅よりも長く、所定の間隔をおいて平行に配置された一対の水平スライドレール部181、181を有し、ガラス基板100の幅方向に延在している。水平スライドレール部181、181には水平方向に移動可能なスライド部材182、182が装着されており、スライド部材182、182の対向面にはそれぞれ測定部(例えば、変位センサ)190、190が取り付けられ、測定部190、190は、ガラス基板100を挟んで対向位置に配設されている。
As shown in FIG. 11, the horizontal moving means 180 has a pair of horizontal
このような2つのスライド機構が平行に装着された水平移動手段180においては、水平スライドレール部181、181の平行度を保つために、同一寸法の連結部材183、183を両端側へ装着して、図11に示すように矩形形状構造に構成されている。
In such a horizontal movement means 180 in which two slide mechanisms are mounted in parallel, in order to maintain the parallelism of the horizontal
そして、水平移動手段180の両端部を、それぞれ垂直移動手段160のスライド部170、170に取り付けるには、水平移動手段180の矩形形状構造の端部を、スライド部170に取り付けられた取付部材184に連結載置する。この連結載置は、例えば、ねじ等により一体に固定される。
しかし、図10に示すような装置においては、垂直移動手段160、160は、基台110に対して垂直でかつ平行に固定する必要があるが、組付け上、正確に垂直でかつ平行に固定することは困難であり、誤差が残る。特に、左右の垂直移動手段160、160が互いに逆方向に倒れて組付けられた場合には、垂直移動手段160、160間に配設されている水平移動手段180の矩形形状構造に歪み、または捩れを生じ、測定部90へその影響が与えて、正確な測定ができない問題があり、測定結果の信頼性を低下するおそれがあった。
さらに、組付け上の誤差ばかりでなく、左右両側に配設されたねじ送り機構150、150には、上下動に関して同期誤差が生じるため、前述の組付け誤差と同様に、垂直移動手段160、160間に配設されている水平移動手段180の矩形形状構造に歪み、または捩れを生じ、測定部90へその影響を与えて、正確な測定ができない問題があり、測定結果の信頼性を低下するおそれがあった。
However, in the apparatus as shown in FIG. 10, the vertical moving means 160 and 160 need to be fixed vertically and parallel to the base 110. It is difficult to do and errors remain. In particular, when the left and right vertical moving means 160, 160 are assembled in the opposite direction, the rectangular moving
Furthermore, since not only errors in assembly but also
そこで、本発明は、このような背景に鑑みなされたものであり、垂直移動手段の組付け誤差によって生ずる測定結果へ及ぼす悪影響、および左右の垂直移動手段の上下動同期誤差によって生ずる測定結果へ及ぼす悪影響を最小限とするようにして、安定した作動を達成し、測定精度を向上し、測定結果の信頼性を向上することができる測定部の支持機構およびそれを備えた薄板の表面形状測定装置を提供することを課題とする。 Therefore, the present invention has been made in view of such a background, and has an adverse effect on the measurement result caused by the assembly error of the vertical movement means and the measurement result caused by the vertical movement synchronization error of the left and right vertical movement means. A measurement mechanism supporting mechanism capable of achieving stable operation, improving measurement accuracy, and improving the reliability of measurement results while minimizing adverse effects, and a thin plate surface shape measurement apparatus including the same It is an issue to provide.
前記課題を解決するため、本発明に係る測定部の支持構造は、基台上に載置された被測定物の両側に垂直方向に立設された一対のスライドレールと、該スライドレールのそれぞれに設けられ、該スライドレールに沿って上下方向に移動する一対の垂直スライド部材とを有する垂直移動手段と、前記一対の垂直スライド部材間に架設された水平移動手段と、該水平移動手段に装着され前記被測定物の表面形状を測定する測定部とを備え、前記水平移動手段の一端部が一方の前記垂直スライド部材に固定支持されると共に、前記水平移動手段の他端部が、他方の前記垂直スライド部材に第1ベアリングガイドを介して前記水平移動手段の長手方向に摺動可能に支持され、前記水平移動手段の他端部を前記他方の垂直スライド部材に連結するための第1受け板部をさらに備え、前記第1ベアリングガイドは、前記水平移動手段の他端部に取り付けられたスリーブに固定されたインナレースと、前記第1受け板部に固定されたアウターレースとを含み、前記第1受け板部の一端は、前記他方の垂直スライド部材の側面に取り付けられ、前記第1受け板部の他端は、前記第1ベアリングガイドを介して前記水平移動手段の他端部に取り付けられ、前記水平移動手段の他端部の下面に固定された第1板部材をさらに備え、前記スリーブは、第1球面軸受を介して、前記第1板部材にねじで取り付けられているとともに、前記第1受け板部と前記第1板部材との間には隙間が設けられていることを特徴とする。 In order to solve the above-described problem, a measurement unit support structure according to the present invention includes a pair of slide rails that are vertically provided on both sides of an object to be measured placed on a base, and each of the slide rails. A vertical movement means provided on the slide rail and moving in the vertical direction along the slide rail; a horizontal movement means constructed between the pair of vertical slide members; and mounted on the horizontal movement means A measuring unit for measuring the surface shape of the object to be measured, and one end of the horizontal moving means is fixedly supported by one of the vertical slide members, and the other end of the horizontal moving means is the other wherein said horizontal moving means through a first bearing guide in the vertical sliding member longitudinally slidably supported on the other end of the horizontal movement means for connecting to the vertical slide member of the other The first bearing guide further includes an inner race fixed to a sleeve attached to the other end of the horizontal moving means, and an outer race fixed to the first receiving plate portion. One end of the first receiving plate portion is attached to a side surface of the other vertical slide member, and the other end of the first receiving plate portion is connected to the other end of the horizontal moving means via the first bearing guide. And a first plate member fixed to the lower surface of the other end of the horizontal moving means, and the sleeve is attached to the first plate member with a screw via a first spherical bearing. In addition, a gap is provided between the first receiving plate portion and the first plate member .
上記測定部の支持構造によれば、水平移動手段の片側が、水平移動手段の長手方向にフリーになるように垂直スライド部材に支持されるため、左右の垂直移動手段の組付け誤差によって垂直移動手段が水平移動手段の長手方向(左右方向)に傾いていても、または左右の垂直移動手段の上下動同期誤差が生じても、フリー側でその誤差分のずれを吸収して、水平移動手段には無理な力が作用せず、歪みや、捩れの発生が防止されて、安定した作動を達成することができ、その結果、測定精度を向上し、測定結果の信頼性を向上することができる。
さらに、水平移動手段の片側は垂直スライド部材へ固定されているため、その固定された側を基準として固定側の移動に倣ってフリー側の水平移動手段が移動して誤差を吸収する。このため、誤差の吸収をスムーズに行うことができる。両側をフリーとして垂直移動手段に支持すると、水平移動手段の移動の基準点がなくなるため、水平移動手段の位置が不安定となってしまう。
According to the support structure of the measuring unit, since one side of the horizontal moving means is supported by the vertical slide member so as to be free in the longitudinal direction of the horizontal moving means, the vertical movement is caused by the assembly error of the left and right vertical moving means. Even if the means is inclined in the longitudinal direction (left-right direction) of the horizontal moving means or the vertical movement synchronization error of the left and right vertical moving means occurs, the deviation on the error is absorbed on the free side, and the horizontal moving means No excessive force is applied to the sensor, distortion and twisting are prevented, and stable operation can be achieved. As a result, measurement accuracy can be improved and reliability of the measurement results can be improved. it can.
Further, since one side of the horizontal moving means is fixed to the vertical slide member, the horizontal moving means on the free side moves following the movement of the fixed side with respect to the fixed side to absorb errors. For this reason, error absorption can be performed smoothly. If both sides are free and are supported by the vertical movement means, the position of the horizontal movement means becomes unstable because there is no reference point for movement of the horizontal movement means.
上記測定部の支持構造において、前記水平移動手段の他端部は、前記第1ベアリングガイドに加えて第2ベアリングガイドを介して、前記他方の前記垂直スライド部材に前記長手方向及びこれに直交する方向に摺動可能に支持されていることが好ましい。 In the support structure of the measurement unit, the other end of the horizontal moving means is perpendicular to the longitudinal direction and the other vertical slide member via the second bearing guide in addition to the first bearing guide. It is preferably supported so as to be slidable in the direction .
これにより、水平移動手段の端部が、前記長手方向のフリーに加えて長手方向に直角方向にもフリーであるため、左右の垂直移動手段の組付け誤差によって水平移動手段の長手方向(左右方向)の傾きに加えて水平移動手段の長手方向に直角方向(前後方向)に傾いていても、または左右の垂直移動手段の上下動同期誤差が生じても、フリー側でその誤差分のずれが吸収されて、水平移動手段には無理な力が作用せず、歪みや、捩れの発生が防止されて、安定した作動を達成することができ、その結果、測定精度を向上し、測定結果の信頼性を向上することができる。 As a result , the end of the horizontal moving means is free in the direction perpendicular to the longitudinal direction in addition to the freeness in the longitudinal direction. ) In addition to the inclination of the horizontal movement means in the direction perpendicular to the longitudinal direction (front-rear direction), or even if a vertical movement synchronization error occurs in the left and right vertical movement means, there is a deviation of the error on the free side. Absorbed and no excessive force is applied to the horizontal moving means, and the occurrence of distortion and twisting is prevented, so that stable operation can be achieved, resulting in improved measurement accuracy and Reliability can be improved.
上記測定部の支持構造において、前記水平移動手段は、前記被測定物を間に位置して所定間隔で平行に配置された一対の水平スライドレールと、該水平スライドレールに沿って移動し前記測定部が装着される水平スライド部材とを有し、前記一対の水平スライドレールの両端部には前記一対の水平スライドレールを所定間隔に支持する連結部材が設けられ、前記一対の水平スライドレールと前記連結部材によって略矩形形状に構成されていてもよい。 In the support structure of the measurement unit, the horizontal moving means is a pair of horizontal slide rails arranged in parallel with a predetermined interval with the object to be measured interposed therebetween, and the measurement is performed by moving along the horizontal slide rail. and a horizontal slide member part is mounted, wherein the both end portions of the pair of horizontal slide rail connecting member is provided for supporting the pair of horizontal slide rails at predetermined intervals, the said pair of horizontal slide rails You may comprise in the substantially rectangular shape by the connection member.
このように、被測定物を両側から測定するために水平移動手段を平行配置した水平スライドレールを用いて矩形形状構造として、その内部に被測定物を配置する場合において、全体で矩形形状にすることによって生じやすくなる歪みや、捩れを、水平移動手段の片側を、水平移動手段の長手方向にフリーになるように垂直スライド部材に支持することによって、歪みや、捩れの発生が防止されて、安定した作動を達成することができ、その結果、測定精度を向上し、測定結果の信頼性を向上することができる。 Thus, in order to measure the object to be measured from both sides, a horizontal slide rail in which horizontal movement means are arranged in parallel is used to form a rectangular structure, and when the object to be measured is arranged inside, a rectangular shape is formed as a whole. By supporting one side of the horizontal moving means on the vertical slide member so as to be free in the longitudinal direction of the horizontal moving means, the occurrence of distortion and twist is prevented. Stable operation can be achieved. As a result, the measurement accuracy can be improved and the reliability of the measurement result can be improved.
上記測定部の支持構造において、前記水平移動手段の一端部を前記一方の垂直スライド部材に連結するための第2受け板部と、前記水平移動手段の一端部の下面に固定された第2板部材をさらに備え、前記第2受け板部は、前記水平移動手段の長手方向に直交する方向に配置された2個の第2球面軸受を介して、前記第2板部材にねじで取り付けられており、前記第2受け板部と前記第2板部材との間には隙間が設けられているとともに、前記第1球面軸受の、前記水平移動手段の長手方向に直交する方向における位置が、前記2個の第2球面軸受の中間であってもよい。In the measurement structure supporting structure, a second receiving plate portion for connecting one end portion of the horizontal moving means to the one vertical slide member, and a second plate fixed to a lower surface of the one end portion of the horizontal moving means. A second member that is attached to the second plate member via two second spherical bearings disposed in a direction perpendicular to the longitudinal direction of the horizontal moving means. And a gap is provided between the second receiving plate portion and the second plate member, and the position of the first spherical bearing in the direction perpendicular to the longitudinal direction of the horizontal moving means is It may be intermediate between the two second spherical bearings.
本発明に係る薄板の表面形状測定装置は、被測定物である薄板を基台上に垂直に保持する垂直保持機構と、該垂直保持機構によって垂直に保持された薄板の表面全面に亘って走査して前記薄板の表面形状を測定する測定部とを備え、該測定部が上記測定部支持機構を用いて支持されていることを特徴とする。A thin plate surface shape measuring apparatus according to the present invention includes a vertical holding mechanism that vertically holds a thin plate as an object to be measured on a base, and scanning over the entire surface of the thin plate that is vertically held by the vertical holding mechanism. And a measurement unit for measuring the surface shape of the thin plate, and the measurement unit is supported by the measurement unit support mechanism.
これにより、薄板の表面形状測定装置の組立て時に生じた垂直移動手段の組付け誤差が残っていて垂直移動手段が水平移動手段の長手方向(左右方向)に傾いていても、または左右の垂直移動手段の上下動同期誤差が生じても、安定した作動を達成することができ、その結果、測定精度を向上し、測定結果の信頼性を向上することができる。As a result, even if there is an assembly error of the vertical movement means that occurred during the assembly of the surface shape measuring apparatus for the thin plate, the vertical movement means is inclined in the longitudinal direction (left and right direction) of the horizontal movement means, or the vertical movement of the left and right Even if the vertical movement synchronization error of the means occurs, stable operation can be achieved, and as a result, the measurement accuracy can be improved and the reliability of the measurement result can be improved.
なお、上記薄板の表面形状測定装置の場合においても、前記水平移動手段は、所定間隔を隔てて平行に配置された水平スライドレールと、該水平スライドレールに沿って移動して前記測定部が装着される水平スライド部材とを有し、前記水平スライドレールの両端部には前記水平スライドレールを所定間隔に支持する連結部材が設けられ、前記水平スライドレールと前記連結部材によって略矩形形状に構成されていてもよい。このように、被測定物を両側から測定するために水平移動手段を平行配置した水平スライドレールを用いて矩形形状構造として、その内部に被測定物を配置する場合において、全体で矩形形状にすることによって生じやすくなる歪みや、捩れを、水平移動手段の片側を、水平移動手段の長手方向にフリーになるように垂直スライド部材に支持することによって、歪みや、捩れの発生が防止されて、安定した作動を達成することができ、その結果、測定精度を向上し、測定結果の信頼性を向上することができる。 Also in the case of the surface profile measuring apparatus for the thin plate, the horizontal moving means includes a horizontal slide rail arranged in parallel at a predetermined interval, and moves along the horizontal slide rail and is attached to the measuring unit. The horizontal slide member is provided with a connecting member for supporting the horizontal slide rail at a predetermined interval at both ends of the horizontal slide rail, and the horizontal slide rail and the connecting member are formed in a substantially rectangular shape. It may be. Thus, in order to measure the object to be measured from both sides, a horizontal slide rail in which horizontal movement means are arranged in parallel is used to form a rectangular structure, and when the object to be measured is arranged inside, a rectangular shape is formed as a whole. By supporting one side of the horizontal moving means on the vertical slide member so as to be free in the longitudinal direction of the horizontal moving means, the occurrence of distortion and twist is prevented. Stable operation can be achieved. As a result, the measurement accuracy can be improved and the reliability of the measurement result can be improved.
本発明の測定部支持機構およびそれを備えた薄板の表面形状測定装置によれば、垂直移動手段の組付け誤差によって生ずる測定結果へ及ぼす悪影響、および左右の垂直移動手段の上下動同期誤差によって生ずる測定結果へ及ぼす悪影響を最小限とすることができ、安定した作動を達成し、測定精度を向上し、測定結果の信頼性を向上することができる測定部の支持機構およびそれを備えた薄板の表面形状測定装置を提供することができる。 According to the measurement unit support mechanism and the thin plate surface shape measuring apparatus having the same according to the present invention, it is caused by the adverse effect on the measurement result caused by the assembly error of the vertical movement means and the vertical movement synchronization error of the left and right vertical movement means. It is possible to minimize the adverse effect on the measurement results, achieve stable operation, improve the measurement accuracy, and improve the reliability of the measurement results, and the support mechanism of the measurement unit and the thin plate including the same A surface shape measuring apparatus can be provided.
以下、図面を参照して本発明の好適な実施例を例示的に詳しく説明する。但しこの実施例に記載されている構成部品の寸法、材質、形状、その相対的配置等は特に特定的な記載がない限りは、この発明の範囲をそれに限定する趣旨ではなく、単なる説明例に過ぎない。 Hereinafter, exemplary embodiments of the present invention will be described in detail with reference to the drawings. However, the dimensions, materials, shapes, relative arrangements, and the like of the components described in this embodiment are not intended to limit the scope of the present invention unless otherwise specified, but are merely illustrative examples. Not too much.
参照する図面において、図1は、本発明に係る測定部支持機構およびそれを備えた薄板の表面形状測定装置の全体を示す正面図であり、図2は、図1のA矢視図である。また、図3は、図2の拡大図であり、図4は、水平移動手段および水平移動手段と垂直移動手段との連結部分の拡大図である。また、図5(a)、図6は、図4のB部拡大断面図であり、図5(b)は、球面軸受の概略説明図である。図7、図8は、図4のC部拡大断面図である。図9は、図4の部分の斜視図である。なお、従来の装置(図10、図11)において説明した要素と同一要素について、同一符号を付して説明を省略する。 In the drawings to be referred to, FIG. 1 is a front view showing the whole of a measuring unit support mechanism and a thin plate surface shape measuring apparatus having the same according to the present invention, and FIG. . 3 is an enlarged view of FIG. 2, and FIG. 4 is an enlarged view of a horizontal moving means and a connecting portion between the horizontal moving means and the vertical moving means. FIGS. 5A and 6 are enlarged cross-sectional views of part B of FIG. 4, and FIG. 5B is a schematic explanatory view of a spherical bearing. 7 and 8 are enlarged sectional views of part C of FIG. FIG. 9 is a perspective view of the portion of FIG. In addition, the same code | symbol is attached | subjected about the same element as the element demonstrated in the conventional apparatus (FIG. 10, FIG. 11), and description is abbreviate | omitted.
図1に示すように、液晶基板等のガラス基板100(薄板)の表面形状測定装置1は、ガラス基板100を基台110の上に垂直に保持する垂直保持機構200と、ガラス基板の表面形状を測定する測定部330と、測定部330を支持する測定部支持機構300とから構成されている。
As shown in FIG. 1, a surface shape measuring apparatus 1 for a glass substrate 100 (thin plate) such as a liquid crystal substrate includes a vertical holding mechanism 200 that vertically holds the
垂直保持機構200は、下部保持部210と上部保持部220とから構成されている。下部保持部210は、基台110の略中央部に間隔を置いて2箇所設けられた下部保持部材211、211から構成され、上部保持部220は、基台110の略中央部に立設された柱状保持本体230に設けられている。柱状保持本体230の内部には、上部保持部用のねじ送り機構240が内蔵され、そのねじ送り機構240と連結した上部保持用スライド部250の下部に上部保持部220が装着されている。
The vertical holding mechanism 200 includes a
上部保持部220は、上部保持部用のねじ送り機構240によって上下動の移動のみ自由であり、下部保持部210は、下部保持部材211、211の間隔が横方向に調整可能になっている(図示せず)。そして、上部保持部220は、常に中央に位置するように下部保持部材211、211の間隔が調整される。すなわち、下部保持部材211、211は、近づく方向、あるいは遠ざかる方向へ移動可能に構成されている。
The
測定部支持機構300は、基台110上の両端側に立設された垂直移動手段310、310と、これら垂直移動手段310、310の間に架設された水平移動手段320と、この水平移動手段320に装着された測定部330から構成されている。垂直移動手段310は、エアスライド340と垂直駆動用ねじ送り機構350とからなり、垂直駆動用ねじ送り機構350は、基台110上に設けた基台ねじ送り機構351を介してモータ等の駆動手段352へ連結されている。この駆動手段352の駆動によって、左右両側の垂直移動手段310、310の上下動は同期して移動するように構成されている。
The measurement
水平移動手段320は、その両端部を垂直スライド部材360、360に連結して橋状に形成されており、また、水平移動手段320は、図2に示すように、水平方向に所定の間隔をおいて平行に2本の水平スライドレール370、370を有し、それぞれの水平スライドレール370、370には図示しないリニアモータにより移動自在な水平スライド部材380、380が装着され、その各水平スライド部材には測定部330を構成する変位センサ330a、330bが取り付けられている。
測定する際は、変位センサ330a、330bは、ガラス基板100の表裏の両面側に位置し、非接触で両面の形状測定が可能なようになっている。
The horizontal moving means 320 is formed in a bridge shape by connecting both ends thereof to the
When measuring, the
このような測定部支持機構300によれば、測定する際に、駆動手段352が駆動することで、左右の垂直移動手段310、310が同期して作動して、垂直スライド部材360が矢印Z方向(図1参照)に上下動する。さらに、左右の垂直スライド部材360、360に保持された水平移動手段320が作動して変位センサ330a、330bは矢印X方向(図1参照)に左右に移動する。そして、ガラス基板100の表裏両面の全面に亘って変位センサ330a、330bを走査でき、その表面形状を測定することができる。
According to such a measurement
そして、この構造において、垂直駆動用ねじ送り機構350は、エアスライド340の内側(ガラス基板100側)に配置されている。また、エアスライド340の垂直スライド部材360に水平スライドレール370の端部を連結するために受け板部390a、390bが設けられている。この受け板部390a、390bは、一端部が垂直スライド部材360の側面に取り付けられ、他端部が水平スライドレール370の端部下面に取り付けられ、さらに中央部が垂直駆動用ねじ送り機構350(ボールねじによるねじ送り機構)の送りナット400によって支持されている。
送りナット400と受け板部390a、390bとは送りナットフローティング機構を介して連結され、受け板部390a、390bに加わる測定部側の重量が直接ねじ送り機構側へモーメント荷重として作用しないように連結構成されている。
In this structure, the vertical drive
The feed nut 400 and the receiving
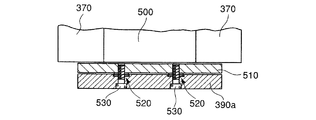
更に、図2に示す水平移動手段320は、図3の拡大図、または図9の斜視図に示すように、2本の水平スライドレール370、370を所定間隔に支持するスペーサ(連結部材)500、500が、その両端部に設けられ、水平スライドレール370、370とスペーサ500、500で矩形形状構造を構成している。
そして、図4に示すように、水平スライドレール370の両端部はそれぞれ、受け板部390a、390bで支持されている。水平スライドレール370の右側端部は、受け板部390aに対して固定結合構造となっており、図4のB部分の詳細を図5、図6に示す。また、左側端部は、受け板部390bに対してフリー結合構造となっており、図4のC部分の詳細を図7、図8に示す。
図5(a)、図7は、水平スライドレール370の長手方向の断面図を示し、図6、図8は、水平スライドレール370の長手方向に直角方向の断面図を示す。
Further, as shown in the enlarged view of FIG. 3 or the perspective view of FIG. 9, the horizontal moving means 320 shown in FIG. 2 is a spacer (connecting member) 500 that supports the two horizontal slide rails 370 and 370 at a predetermined interval. 500 are provided at both ends thereof, and the horizontal slide rails 370 and 370 and the
As shown in FIG. 4, both end portions of the
5A and 7 show sectional views in the longitudinal direction of the
まず、固定結合構造について、図5(a)、図5(b)、図6を参照して説明する。
図6に示すように、水平スライドレール370、370の端部およびスペーサ500の下面には、板部材510が配置されて水平スライドレール370側へねじ等(図示しない)で固定されている。板部材510の下方には、受け板部390aが設けられ、板部材510の下面と受け板部390aの上面との間には、球面軸受520が2箇所介在配置され、ねじ530によって受け板部390aが板部材510に対して隙間を有して装着されている。即ち図5(b)に示すように、球面軸受520の2箇所で板部材510を支持している。
球面軸受520の概略構造を、図5(b)に示す。この球面軸受520を設けることによって、水平スライドレール370と受け板部390aとの間に、多少の歪みがあっても吸収できるため、組付け性を向上することができる。
First, the fixed coupling structure will be described with reference to FIGS. 5 (a), 5 (b), and 6. FIG.
As shown in FIG. 6, a
A schematic structure of the
一方、フリー結合構造について、図7、図8を参照して説明する。
図8に示すように、水平スライドレール370、370およびスペーサ500の下面には、板部材540が配置されて水平スライドレール370側へねじ等(図示しない)で固定されている。板部材540の下方には、受け板部390bが設けられ、板部材540の下面と受け板部390bの上面との間には、球面軸受550が1箇所介在配置されている。この球面軸受550をスリーブ560を介してねじ570によって取り付けることによって、受け板部390bが板部材540との間に隙間を有して装着される。前述した図5(b)と同様に球面軸受550で板部材540を支えており、反対側の球面軸受520、520の2箇所と、計3箇所で水平移動手段320を支持していることになる。球面軸受550の位置は、反対側に位置する固定結合構造の球面軸受520、520の2箇所の中間に位置されている。
スリーブ560の外周部には、フローティング機構600が装着され、図3内に示した矢印X−Yで示すように水平な縦横方向(長手方向とそれに直角方向)にフローティング(摺動)可能に構成されている。
On the other hand, a free coupling structure will be described with reference to FIGS.
As shown in FIG. 8, a
A floating
フローティング機構600は、第1ベアリングガイド610と第2ベアリングガイド620とを上下に有して構成され、第1ベアリングガイド610と第2ベアリングガイド620との間には、スリーブ560に固定された第1支持部材650が配設され、第2ベアリングガイド620の下方には、受け板部390bに固定された第2支持部材660が配設されている。第1ベアリングガイド610は、受け板部390bに対して、水平スライドレール370を図7に矢印Fで示す方向へ動き得るように支持し、第1ベアリングガイド610の下方に配置された第2ベアリングガイド620は、第1ベアリングガイド610の動きと直交する図8に矢印Gで示す方向に動き得るように水平スライドレール370を支持している。
The floating
すなわち、第1ベアリングガイド610は、インナレース611とアウターレース612とから構成され(図8参照)、インナレース611は、スリーブ560に固定され、スリーブ560を介して水平スライドレール370側に固定される。また、アウターレース612は、受け板部390b側に固定され、図7に矢印Fで示す方向への動きを可能にしている。
同様に、第2ベアリングガイド620(図7参照)も、インナレース621とアウターレース622とから構成され、インナレース621は、第2支持部材660に固定され、第2支持部材660を介して受け板部390b側に固定されている。アウターレース622は、第1支持部材650に固定され、第1支持部材650を介してスリーブ560に固定され、スリーブ560を介して水平スライドレール370側に固定されている。これによって、図8に矢印Gで示す方向への動きを可能にしている。
That is, the
Similarly, the second bearing guide 620 (see FIG. 7) also includes an
すなわち、受け板部390a、390bと水平スライドレール370とのフリー側の結合構造は、受け板部390bが、第1ベアリングガイド610および第2ベアリングガイド620を介して、スリーブ560に連結し、スリーブ560が、球面軸受550を介して水平スライドレール370に結合している構造となっている。
In other words, the free side coupling structure between the receiving
以上のように、本発明の実施の形態によると、第1ベアリングガイド610および第2ベアリングガイド620からなるフローティング機構600によって、水平スライドレール370は受け板部390bに対して水平方向に摺動可能となるため、垂直移動手段310の組付け誤差、または、左右の垂直移動手段の同期作動誤差、例えば、左右の移動量、移動開始時期等の誤差によって水平移動手段320に作用する歪みや、捩れを吸収できる。その結果、測定部330へ悪影響を与えないようにすることができ、作動精度、測定精度を向上することができる。
また、球面軸受550の構成によって受け板部390bに対する水平スライドレール370の多少の歪みも吸収することができ組付け性を向上することができる。
As described above, according to the embodiment of the present invention, the
Further, the configuration of the
さらに、水平移動手段320の片側は垂直スライド部材360側へ固定される固定接合構造であるため、その固定接合構造側の移動に倣ってフリー結合構造側の水平移動手段320が移動して誤差を吸収する。このため、誤差の吸収をスムーズに行うことができる。
仮に、水平移動手段320の両側をフリー結合構造とすると、水平移動手段320の移動の基準点がなくなり、水平移動手段320の位置が不安定となってしまい、誤差吸収ばかりでなく通常の測定自体においても不安定となるおそれがあり、測定精度自体に悪影響を及ぼすおそれがあるが、本実施の形態ではそのようなことはなく安定した誤差の吸収をすることができる。
Further, since one side of the horizontal moving means 320 has a fixed joint structure fixed to the
If both sides of the horizontal moving means 320 have a free coupling structure, there will be no reference point for movement of the horizontal moving means 320, the position of the horizontal moving means 320 will become unstable, and not only error absorption but also normal measurement itself. However, in this embodiment, there is no such a situation, and stable error absorption can be achieved.
なお、フローティング機構600として、図3の左方部分に矢印X−Yで示すように水平な縦横方向(長手方向とそれに直角方向)にフローティング(摺動)可能に構成されているが、X方向(長手方向)のみのフローティング(摺動)でも十分に実用性を有するものである。
前述した実施例においては、X方向、Y方向を夫夫別個に構成しているが、例えば、従来から市販されているようなX−Yテーブルのような装置を組み込んで本願のように構成することも可能であり、それにより、X、Y両方向をモータ駆動させることができ、フローティング動作を積極的に制御することが可能である。
The floating
In the embodiment described above, the X direction and the Y direction are separately configured. For example, an apparatus such as an XY table that has been commercially available is incorporated and configured as in the present application. It is also possible to drive the motor in both the X and Y directions, and to actively control the floating operation.
また、受け板部390a、390bと水平スライドレール370との結合に、球面軸受520、550を用いて組付け性を向上させているが、部品精度によっては、不要とすることができる。
Moreover, although the assemblability is improved by using the
また、垂直移動手段310および水平移動手段320として、エアスライドの例を示したが、それに限定されることない。また、垂直移動の駆動手段として垂直駆動用ねじ送り機構350(ボールねじによるねじ送り機構)を説明したが、それに限定されるものではない。また、水平移動手段320としてリニアモータとして説明したがそれに限定されるものではない。 Moreover, although the example of the air slide was shown as the vertical moving means 310 and the horizontal moving means 320, it is not limited to it. Further, although the vertical drive screw feed mechanism 350 (screw feed mechanism using a ball screw) has been described as the vertical movement drive means, the present invention is not limited to this. Further, the horizontal moving means 320 has been described as a linear motor, but is not limited thereto.
基台両端に立設された垂直移動手段に対して、水平移動手段との連結支持として、片側を固定支持し、他方側を水平移動手段の長手方向あるいは、長手方向と長手方向と直角方向とにフリーとした支持としたことで、離れて平行に立設する垂直移動手段に組立て上の誤差があっても、その影響を受けずに水平移動手段を作動させることができるようにしたから、組立て上の誤差等が測定結果に悪影響を与えることなく、精度よく薄板の表面形状を測定できる結果、各種薄板の表面形状測定に適用できる。 For the vertical movement means standing on both ends of the base, as a connection support with the horizontal movement means, one side is fixedly supported, and the other side is the longitudinal direction of the horizontal movement means or the longitudinal direction and the direction perpendicular to the longitudinal direction. Since the vertical movement means that are set up in parallel apart from each other has an assembly error, the horizontal movement means can be operated without being affected by the error. As a result of being able to accurately measure the surface shape of the thin plate without adversely affecting the measurement result due to assembly errors, etc., it can be applied to the surface shape measurement of various thin plates.
1 表面形状測定装置
100 ガラス基板(薄板)
110 基台
200 垂直保持機構
300 測定部支持機構
310 垂直移動手段
320 水平移動手段
330 測定部
350 垂直駆動用ねじ送り機構
360 垂直スライド部材
370 水平スライドレール
380 水平スライド部材
500 スペーサ(連結部材)
600 フローティング機構
1 Surface
110 Base 200
600 Floating mechanism
Claims (5)
前記一対の垂直スライド部材間に架設された水平移動手段と、
該水平移動手段に装着され前記被測定物の表面形状を測定する測定部とを備え、
前記水平移動手段の一端部が一方の前記垂直スライド部材に固定支持されると共に、前記水平移動手段の他端部が、他方の前記垂直スライド部材に第1ベアリングガイドを介して前記水平移動手段の長手方向に摺動可能に支持され、
前記水平移動手段の他端部を前記他方の垂直スライド部材に連結するための第1受け板部をさらに備え、
前記第1ベアリングガイドは、前記水平移動手段の他端部に取り付けられたスリーブに固定されたインナレースと、前記第1受け板部に固定されたアウターレースとを含み、
前記第1受け板部の一端は、前記他方の垂直スライド部材の側面に取り付けられ、前記第1受け板部の他端は、前記第1ベアリングガイドを介して前記水平移動手段の他端部に取り付けられ、
前記水平移動手段の他端部の下面に固定された第1板部材をさらに備え、
前記スリーブは、第1球面軸受を介して、前記第1板部材にねじで取り付けられているとともに、
前記第1受け板部と前記第1板部材との間には隙間が設けられていることを特徴とする測定部支持機構。 A pair of slide rails erected in the vertical direction on both sides of the object to be measured placed on the base, and a pair of vertical rails provided on each of the slide rails and moving in the vertical direction along the slide rails Vertical movement means having a slide member;
Horizontal moving means constructed between the pair of vertical slide members;
A measuring unit mounted on the horizontal moving means for measuring the surface shape of the object to be measured,
One end of the horizontal moving means is fixedly supported by one of the vertical slide members, and the other end of the horizontal moving means is attached to the other vertical slide member via a first bearing guide. Supported slidably in the longitudinal direction ,
A first receiving plate for connecting the other end of the horizontal moving means to the other vertical slide member;
The first bearing guide includes an inner race fixed to a sleeve attached to the other end of the horizontal moving means, and an outer race fixed to the first receiving plate part,
One end of the first receiving plate portion is attached to a side surface of the other vertical slide member, and the other end of the first receiving plate portion is connected to the other end portion of the horizontal moving means via the first bearing guide. Attached,
A first plate member fixed to the lower surface of the other end of the horizontal moving means;
The sleeve is attached to the first plate member with a screw via a first spherical bearing, and
A measuring part support mechanism , wherein a gap is provided between the first receiving plate part and the first plate member .
前記水平移動手段の一端部の下面に固定された第2板部材をさらに備え、A second plate member fixed to the lower surface of the one end of the horizontal moving means;
前記第2受け板部は、前記水平移動手段の長手方向に直交する方向に配置された2個の第2球面軸受を介して、前記第2板部材にねじで取り付けられており、前記第2受け板部と前記第2板部材との間には隙間が設けられているとともに、The second receiving plate portion is attached to the second plate member with screws through two second spherical bearings arranged in a direction perpendicular to the longitudinal direction of the horizontal moving means, and the second A gap is provided between the receiving plate portion and the second plate member,
前記第1球面軸受の、前記水平移動手段の長手方向に直交する方向における位置が、前記2個の第2球面軸受の中間であることを特徴とする請求項1に記載の測定部支持機構。2. The measurement unit support mechanism according to claim 1, wherein a position of the first spherical bearing in a direction orthogonal to a longitudinal direction of the horizontal moving means is an intermediate position between the two second spherical bearings.
前記水平移動手段は、前記一対の水平スライドレールと前記連結部材によって略矩形形状に構成されており、The horizontal moving means is configured in a substantially rectangular shape by the pair of horizontal slide rails and the connecting member,
前記水平移動手段の他端部の連結部材の下面には、前記第1球面軸受を介して前記スリーブが取り付けられた前記第1板部材が設けられていることを特徴とする請求項1に記載の測定部支持機構。2. The first plate member to which the sleeve is attached via the first spherical bearing is provided on the lower surface of the connecting member at the other end of the horizontal moving means. Measuring unit support mechanism.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005127574A JP4636928B2 (en) | 2005-04-26 | 2005-04-26 | Measuring unit support mechanism and thin plate surface shape measuring apparatus having the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005127574A JP4636928B2 (en) | 2005-04-26 | 2005-04-26 | Measuring unit support mechanism and thin plate surface shape measuring apparatus having the same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006308296A JP2006308296A (en) | 2006-11-09 |
| JP2006308296A5 JP2006308296A5 (en) | 2008-05-29 |
| JP4636928B2 true JP4636928B2 (en) | 2011-02-23 |
Family
ID=37475369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005127574A Active JP4636928B2 (en) | 2005-04-26 | 2005-04-26 | Measuring unit support mechanism and thin plate surface shape measuring apparatus having the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4636928B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5252777B2 (en) * | 2005-12-22 | 2013-07-31 | 東芝機械株式会社 | Scanning mechanism and scanning method for vertical two-dimensional surface |
| JP2009109436A (en) * | 2007-10-31 | 2009-05-21 | Sekigahara Seisakusho:Kk | Flatness measuring device |
| KR101368938B1 (en) | 2011-09-29 | 2014-02-27 | 현대제철 주식회사 | Device for measuring flatness of steel plate |
| CN113587887B (en) * | 2021-07-29 | 2024-02-20 | 深圳聚德机械有限公司 | Product surface smoothness detection equipment for coating machine |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01152306A (en) * | 1987-12-09 | 1989-06-14 | Sumitomo Rubber Ind Ltd | Method and apparatus for measuring shape |
| JPH02247519A (en) * | 1989-03-20 | 1990-10-03 | Mitsutoyo Corp | Three-dimensional measuring instrument |
| JPH04369409A (en) * | 1991-05-21 | 1992-12-22 | Mitsubishi Electric Corp | Optical thickness measuring apparatus |
| JPH11351857A (en) * | 1998-06-08 | 1999-12-24 | Kuroda Precision Ind Ltd | Method and apparatus for measurement of surface shape of thin plate |
| JP2000028303A (en) * | 1998-07-13 | 2000-01-28 | Mitsutoyo Corp | Measuring apparatus |
| JP2000055641A (en) * | 1998-08-10 | 2000-02-25 | Toshiba Ceramics Co Ltd | Flatness measuring device for substrate surface |
| JP2000292152A (en) * | 1999-04-02 | 2000-10-20 | Kuroda Precision Ind Ltd | Thickness measurement method and surface shape measurement method |
| JP2001208159A (en) * | 2000-01-28 | 2001-08-03 | Toshiba Mach Co Ltd | Linearly moving device and drive control method therefor |
| JP2006105878A (en) * | 2004-10-07 | 2006-04-20 | Toshiba Ceramics Co Ltd | Flatness measuring device of substrate and its shape dimension measuring device |
| JP2006234679A (en) * | 2005-02-25 | 2006-09-07 | Kuroda Precision Ind Ltd | Surface shape measuring device of thin plate |
| JP4417130B2 (en) * | 2004-02-17 | 2010-02-17 | 黒田精工株式会社 | Glass substrate vertical holding device |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6443711A (en) * | 1987-08-11 | 1989-02-16 | Fujitec Kk | Surface strain measuring instrument |
-
2005
- 2005-04-26 JP JP2005127574A patent/JP4636928B2/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01152306A (en) * | 1987-12-09 | 1989-06-14 | Sumitomo Rubber Ind Ltd | Method and apparatus for measuring shape |
| JPH02247519A (en) * | 1989-03-20 | 1990-10-03 | Mitsutoyo Corp | Three-dimensional measuring instrument |
| JPH04369409A (en) * | 1991-05-21 | 1992-12-22 | Mitsubishi Electric Corp | Optical thickness measuring apparatus |
| JPH11351857A (en) * | 1998-06-08 | 1999-12-24 | Kuroda Precision Ind Ltd | Method and apparatus for measurement of surface shape of thin plate |
| JP2000028303A (en) * | 1998-07-13 | 2000-01-28 | Mitsutoyo Corp | Measuring apparatus |
| JP2000055641A (en) * | 1998-08-10 | 2000-02-25 | Toshiba Ceramics Co Ltd | Flatness measuring device for substrate surface |
| JP2000292152A (en) * | 1999-04-02 | 2000-10-20 | Kuroda Precision Ind Ltd | Thickness measurement method and surface shape measurement method |
| JP2001208159A (en) * | 2000-01-28 | 2001-08-03 | Toshiba Mach Co Ltd | Linearly moving device and drive control method therefor |
| JP4417130B2 (en) * | 2004-02-17 | 2010-02-17 | 黒田精工株式会社 | Glass substrate vertical holding device |
| JP2006105878A (en) * | 2004-10-07 | 2006-04-20 | Toshiba Ceramics Co Ltd | Flatness measuring device of substrate and its shape dimension measuring device |
| JP2006234679A (en) * | 2005-02-25 | 2006-09-07 | Kuroda Precision Ind Ltd | Surface shape measuring device of thin plate |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006308296A (en) | 2006-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7845257B2 (en) | Ultra-precision machine tool | |
| US4852267A (en) | Coordinate measuring machine having a guide section for a column of a measuring member support body | |
| JP4160824B2 (en) | Elevating guide unit and stage device incorporating the same | |
| JP4592445B2 (en) | Thin plate surface shape measuring device | |
| JP4219398B2 (en) | Stage equipment | |
| KR20110050589A (en) | Machine bed for a co-codinate measuring machine | |
| KR20100101603A (en) | Slide stage, and slide stage movable in x- and y-directions | |
| JP4636928B2 (en) | Measuring unit support mechanism and thin plate surface shape measuring apparatus having the same | |
| US9476688B2 (en) | Coordinate measuring apparatus for measuring a workpiece | |
| TWI406733B (en) | Stage device and probe device | |
| TWI666421B (en) | Displacement measuring mechanism of automatic equipment | |
| TWI360133B (en) | ||
| KR102387317B1 (en) | Positioning unit | |
| JP2006105878A (en) | Flatness measuring device of substrate and its shape dimension measuring device | |
| JP2008256715A (en) | Surface shape measuring device of thin plate | |
| JP2006084355A (en) | Stage guide mechanism | |
| JP2009083069A (en) | Driver, working machine and measurement machine using the same | |
| CN1997511A (en) | Electric press device and differential mechanism | |
| JP2008221444A (en) | Gantry type xy stage | |
| KR101218772B1 (en) | stage with flexure joint for compensation of yaw error | |
| JP4735576B2 (en) | Friction drive transfer device | |
| JP4282389B2 (en) | XY table | |
| WO2004083836A1 (en) | System and method of planar positioning | |
| JP2009241194A (en) | Stage device | |
| JP2013178156A (en) | Measuring object support device and shape measuring device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080410 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080410 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100702 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100910 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101101 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101119 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101122 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4636928 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |