JP4635448B2 - 燃料電池解体方法 - Google Patents
燃料電池解体方法 Download PDFInfo
- Publication number
- JP4635448B2 JP4635448B2 JP2004029769A JP2004029769A JP4635448B2 JP 4635448 B2 JP4635448 B2 JP 4635448B2 JP 2004029769 A JP2004029769 A JP 2004029769A JP 2004029769 A JP2004029769 A JP 2004029769A JP 4635448 B2 JP4635448 B2 JP 4635448B2
- Authority
- JP
- Japan
- Prior art keywords
- fuel cell
- separators
- separator
- pair
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Fuel Cell (AREA)
Description
前記一対のセパレータの少なくとも一方のセパレータの外面又は前記一対のセパレータの間隙に前記燃料電池の外側から高エネルギ体を照射又は噴射することにより前記燃料電池の解体を助長する解体助長ステップ、
を含むものである。
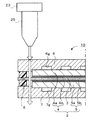
図1は、第1実施例の燃料電池10の概略構成を表す説明図で(a)は平面図、(b)は(a)のA−A断面図である。
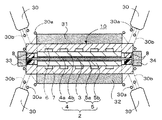
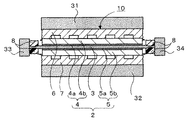
第2実施例は、第1実施例と同様の燃料電池10を別の方法により解体を助長する一例である。ここでは、燃料電池10の構成や発電動作についての説明は、第1実施例と同じであるため省略する。燃料電池10を解体する必要が生じたときの解体手順について図4〜図6に基づいて説明する。図4は燃料電池10にショットブラストを行うときの様子を表す断面図、図5はショットブラストを行ったあとの様子を表す断面図、図6はブラスト加工後にMEAを取り出す様子を表す断面図である。まず、電極4,5と同じ面積の保護ブロック31,32で一対のセパレータ6,7を両面から挟み込む。これにより、保護ブロック31,32がセパレータ6,7のうち電極4,5に対応する面積部分を覆う。また、一対のセパレータ6,7の間隙を覆うことのできる厚さの保護ブロック33,34を燃料電池10の全周に配置する。これにより、保護ブロック33,34がセパレータ6,7の間隙を全周にわたって覆う。これらの保護ブロック31〜34は、後述する高硬度粒子30aよりも硬度の高い材料で形成されている。次に、燃料電池10のうち保護ブロック31〜34で覆われていない部分にブラストガン30の噴射口を向けて、この噴射口から高硬度粒子30aを含む圧縮空気30bを噴射する。このブラストガン30は、カーボン製のセパレータ6,7よりも硬度の高い粒子(高硬度粒子)30aと図示しないエアコンプレッサからの圧縮空気30bとが内部に供給されるように構成され、両者を混合した状態で噴射口から噴射する。そして、噴射された高硬度粒子30aは、圧縮空気30bによって高速化され高いエネルギを持った状態でセパレータ6,7と衝突する。また、圧縮空気30bの圧力は、高速化された高硬度粒子30aがセパレータ6,7と衝突したときにその衝突箇所を破壊することのできる値に設定されている。したがって、セパレータ6,7のうちブラストガン30から噴射された高硬度粒子30aが衝突した箇所は次々と破壊されていく。そして、燃料電池10のうち保護ブロック31〜34で覆われていない部分のすべてに高硬度粒子30aを噴射していく。すると、図5に示すようにセパレータ6,7は電極4,5に対応する面積部分を残して破壊された状態となる。その後、図6に示すように保護ブロック31〜34を除去し、セパレータ6,7を取り外してMEA2(固体電解質膜3の外周にシール部8が残存しているもの)を取り出して回収する。
Claims (7)
- 電解質の両面に電極が配置された電極アセンブリの周囲にシール部が配設され該電極アセンブリを両面から挟み込む一対のセパレータが前記シール部を介して接着された燃料電池を解体する方法であって、
前記一対のセパレータの少なくとも一方のセパレータの外面又は前記一対のセパレータの間隙に前記燃料電池の外側からエネルギ体を照射又は噴射することにより前記燃料電池の解体を助長する解体助長ステップ、
を含む燃料電池解体方法。 - 前記解体助長ステップでは、前記一対のセパレータの少なくとも一方のセパレータの外面のうち前記電極の外周の外側に対応する箇所に前記エネルギ体を照射又は噴射する、請求項1記載の燃料電池解体方法。
- 前記解体助長ステップでは、前記一対のセパレータの少なくとも一方のセパレータの外面のうち前記電極の外周と前記シール部の内周との間に対応する箇所に前記エネルギ体を噴射又は照射する、請求項1記載の燃料電池解体方法。
- 前記解体助長ステップでは、前記一対のセパレータの少なくとも一方のセパレータの外面のうち前記シール部に対応する箇所に前記エネルギ体を噴射又は照射する、請求項1記載の燃料電池解体方法。
- 前記解体助長ステップでは、前記一対のセパレータの少なくとも一方のセパレータの外面に前記燃料電池の外側からレーザビームを照射する、請求項1〜4のいずれか記載の燃料電池解体方法。
- 前記解体助長ステップでは、前記一対のセパレータの少なくとも一方のセパレータの外面に前記燃料電池の外側から高圧縮流体を噴射する、請求項1〜4のいずれか記載の燃料電池解体方法。
- 前記解体助長ステップでは、前記一対のセパレータの少なくとも一方のセパレータの外面に前記燃料電池の外側から該セパレータよりも高硬度の粒子を噴射する、請求項1〜4のいずれか記載の燃料電池解体方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004029769A JP4635448B2 (ja) | 2004-02-05 | 2004-02-05 | 燃料電池解体方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004029769A JP4635448B2 (ja) | 2004-02-05 | 2004-02-05 | 燃料電池解体方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005222818A JP2005222818A (ja) | 2005-08-18 |
| JP4635448B2 true JP4635448B2 (ja) | 2011-02-23 |
Family
ID=34998283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004029769A Expired - Fee Related JP4635448B2 (ja) | 2004-02-05 | 2004-02-05 | 燃料電池解体方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635448B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5669155A (en) * | 1979-11-12 | 1981-06-10 | Daiken Trade & Industry | Manufacture of smoothly planed board with uneven pattern |
| US6855451B2 (en) * | 2000-11-08 | 2005-02-15 | Fuelcell Energy, Ltd. | Electrochemical cell interconnect |
| JP2002151112A (ja) * | 2000-11-10 | 2002-05-24 | Nissan Motor Co Ltd | 燃料電池およびその分解方法 |
| JP2003306382A (ja) * | 2002-04-10 | 2003-10-28 | Unitika Ltd | アモルファスカーボン成形体及びその製造方法 |
-
2004
- 2004-02-05 JP JP2004029769A patent/JP4635448B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005222818A (ja) | 2005-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1209839C (zh) | 带有整体密封边缘的薄膜电极单元及其制造方法 | |
| JP4887600B2 (ja) | 燃料電池、その分解方法およびそのセパレータ | |
| JP4779346B2 (ja) | 燃料電池解体方法 | |
| JP5326189B2 (ja) | 電解質膜−電極接合体およびその製造方法 | |
| JP4779345B2 (ja) | 燃料電池分解方法 | |
| EP2916376A1 (en) | Cell module and fuel cell stack | |
| JP4635448B2 (ja) | 燃料電池解体方法 | |
| US8105726B2 (en) | Fuel cell separator, method of manufacturing fuel cell separator, and fuel cell | |
| CA2478210C (en) | Method for inerting the anodes of fuel cells | |
| US20240250279A1 (en) | Electrochemical cell and method for producing an electrochemical cell | |
| JP2008135295A (ja) | 固体高分子形燃料電池用ガス拡散層要素、固体高分子形燃料電池およびその製造方法 | |
| JP4411968B2 (ja) | 燃料電池解体方法及び燃料電池 | |
| JP2019185922A (ja) | 燃料電池セルの製造方法 | |
| JP2007048568A (ja) | 燃料電池の膜・電極接合体,燃料電池および膜・電極接合体の製造方法 | |
| JP2005183313A (ja) | 燃料電池の分解装置及びその分解方法 | |
| JP6055007B2 (ja) | 膜電極接合体の製造方法 | |
| JP2007329083A (ja) | 燃料電池 | |
| JP2014139884A (ja) | 燃料電池用金属セパレータ | |
| JP7452465B2 (ja) | 燃料電池 | |
| CN100446313C (zh) | 燃料电池拆卸方法和燃料电池 | |
| JP6224675B2 (ja) | 燃料電池スタックの製造方法 | |
| JP5200346B2 (ja) | 燃料電池セルおよびそれを備えた燃料電池 | |
| EP4084162A1 (en) | Method for producing a membrane-electrode assembly | |
| JP6326120B2 (ja) | 膜電極接合体の製造方法 | |
| JP2006351342A (ja) | 燃料電池スタック、燃料電池スタックのシール部材及び燃料電池スタックの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061020 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100706 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4635448 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |