JP4635441B2 - プラスチック製の内容物注出用嵌合部品 - Google Patents
プラスチック製の内容物注出用嵌合部品 Download PDFInfo
- Publication number
- JP4635441B2 JP4635441B2 JP2004008789A JP2004008789A JP4635441B2 JP 4635441 B2 JP4635441 B2 JP 4635441B2 JP 2004008789 A JP2004008789 A JP 2004008789A JP 2004008789 A JP2004008789 A JP 2004008789A JP 4635441 B2 JP4635441 B2 JP 4635441B2
- Authority
- JP
- Japan
- Prior art keywords
- fitting
- cock
- plastic
- parts
- cylindrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
Landscapes
- Closures For Containers (AREA)
- Sliding-Contact Bearings (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
とBのそれぞれ嵌合部1の嵌合面2、及び上記部品Bと部品Cのうちの一方の部品B又は他方の部品C又は両方の部品BとCのそれぞれ嵌合部1の嵌合面2が、粗面状態を呈しているものである。
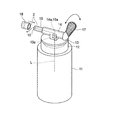
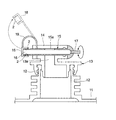
容物は、コック回転用レバー17により円筒状コック15を所定角度に回転させることにより円筒状コック15の先端に設けたコック注出口部16より注出可能となっている。
11…プラスチック容器 12…注出口 13…栓体 14…水平軸受部
15…円筒状コック 16…コック注出口部 17…コック回転用レバー
18…キャップ体 19…プラスチックテープ部
Claims (4)
- プラスチック成形品であって、容器11の注出口12に施蓋される栓体13と、該栓体13の上部に設けた円筒状の水平軸受部14と、該水平軸受部14内に回転可能に密に嵌合する円筒状コック15と、該円筒状コック15の先端に設けた開口するコック注出口部16と、該円筒状コック15の末端の閉塞部に設けたコック回転用レバー17と、前記コック注出口部16に嵌合して施蓋するキャップ体18との互いに嵌合部にて嵌合する部品からなり、前記コック回転用レバー17による円筒状コック15の回転により、栓体13の注出孔13aと水平軸受部14の注出孔14aと円筒状コック15の注出孔15aが互いに連通して、容器11内の内容物Lが円筒状コック15の先端に設けたコック注出口部16より注出可能な互いに嵌合部にて嵌合するプラスチック成形品から構成されるプラスチック製嵌合部品であって、前記円筒状コック15は、線状低密度ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、アクリルから選ばれるプラスチック成形樹脂の配合成分総量100重量部に対してクレー、カオリンから選ばれるスリップ剤が、0.2〜0.6重量部又は0.3〜0.5重量部、好ましくは0.4重量部添加されて、前記水平軸受部14内にて回転可能に密に嵌合しつつ摺接可動し、且つ該円筒状コック15の先端に設けたコック注出口部16と該コック注出口部16に嵌合して施蓋する前記キャップ18のうち、いずれか一方又は両方の嵌合部1の嵌合面2が粗面状態を呈していて、該コック注出口部16とキャップ体18との互いの嵌合部1が粗面の嵌合面2を介して摺接可動することを特徴とするプラスチック製の内容物注出用嵌合部品。
- 前記嵌合面2が、シボ付け加工成形用金型を用いてシボ付け成形加工により粗面状態を呈していることを特徴とする請求項1記載のプラスチック製の内容物注出用嵌合部品。
- 前記嵌合面2が、ブラスト加工により粗面状態を呈していることを特徴とする請求項1記載のプラスチック製の内容物注出用嵌合部品。
- 前記嵌合面2の表面粗さ測定(JIS B0601)による10個所平均表面粗さ(RZ )が1〜30μmであることを特徴とする請求項1乃至3のいずれか1項記載のプラスチック製の内容物注出用嵌合部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004008789A JP4635441B2 (ja) | 2004-01-16 | 2004-01-16 | プラスチック製の内容物注出用嵌合部品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004008789A JP4635441B2 (ja) | 2004-01-16 | 2004-01-16 | プラスチック製の内容物注出用嵌合部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005199576A JP2005199576A (ja) | 2005-07-28 |
| JP4635441B2 true JP4635441B2 (ja) | 2011-02-23 |
Family
ID=34822012
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004008789A Expired - Fee Related JP4635441B2 (ja) | 2004-01-16 | 2004-01-16 | プラスチック製の内容物注出用嵌合部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635441B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4555585B2 (ja) * | 2004-02-24 | 2010-10-06 | 大倉工業株式会社 | キャップ付きの注出栓 |
| JP6389053B2 (ja) * | 2014-04-10 | 2018-09-12 | フジモリ産業株式会社 | コック装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56150622A (en) * | 1980-04-09 | 1981-11-21 | Fuji Seisakusho:Kk | Shaft supporting device |
| JPS63284264A (ja) * | 1988-04-09 | 1988-11-21 | Nippon Carbide Ind Co Ltd | 易滑性熱可塑性樹脂組成物 |
| KR950008568A (ko) * | 1993-09-14 | 1995-04-19 | 안시환 | 이축 배향 폴리에스테르 필름의 제조방법 |
| JPH07259861A (ja) * | 1994-03-23 | 1995-10-09 | Sutaaraito Kogyo Kk | すべり軸受 |
| JPH10316865A (ja) * | 1997-05-22 | 1998-12-02 | Polyplastics Co | 摺動用熱可塑性樹脂材料及び摺動部品 |
| JP2002020568A (ja) * | 2000-07-07 | 2002-01-23 | Taiho Kogyo Co Ltd | 摺動材料 |
| JP4538960B2 (ja) * | 2001-01-23 | 2010-09-08 | オイレス工業株式会社 | 滑り軸受構造 |
| JP4252763B2 (ja) * | 2002-04-26 | 2009-04-08 | 大倉工業株式会社 | キャップ付き注出栓 |
-
2004
- 2004-01-16 JP JP2004008789A patent/JP4635441B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005199576A (ja) | 2005-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110582387B (zh) | 使用较硬的材料来对较软的材料进行包覆模制的方法、以及由该方法制成的防潮容器组件 | |
| JP5261560B2 (ja) | 合成樹脂中空体 | |
| TWI222856B (en) | Blow-molded snapped-together hinge for double-walled body and lid | |
| US4988472A (en) | Method of inserting a piece into a mold for molding a mouth of a preform | |
| KR20110123794A (ko) | 리빙 힌지를 구비하는 고 방습 및 자체-제습 용기 | |
| EP2923960B1 (en) | Cup-type container and molding method therefor | |
| JPS59110964A (ja) | ボ−ルバルブ及びその製造方法 | |
| CA2702619A1 (en) | Tamper resistant container with locking rim | |
| US20080277369A1 (en) | Flip-lid dispensing closure and package | |
| CN105916652A (zh) | 制作用于容器和盖的卡口密封锁合的方法 | |
| JP4635441B2 (ja) | プラスチック製の内容物注出用嵌合部品 | |
| JP2010208193A (ja) | 高粘度樹脂組成物包装用カートリッジ及びこれに使用するプランジャ | |
| JP2001150491A (ja) | 二色成形方法およびそれに用いる金型 | |
| EP3992107B1 (en) | Discharge cap for double container and double container | |
| JP6322943B2 (ja) | ロックアップ容器 | |
| EP1018420B1 (en) | Plastic screw cap, injection mold and method for manufacturing the same | |
| JP4552413B2 (ja) | アンダーカットを有する広口容器本体及びその無理抜き金型構造 | |
| JP2014223934A (ja) | 口栓および該口栓を備えた容器 | |
| JP4253728B2 (ja) | ヒンジキャップ及びその製造方法 | |
| JPH0728852U (ja) | ヒンジ蓋付きガスバリヤー性キャップ | |
| JPS595418B2 (ja) | 異種材料による二重成形法 | |
| KR102750587B1 (ko) | 튜브 용기 및 그 제조방법 | |
| JPS5915057B2 (ja) | 異種材料による二重成形用金型 | |
| JP2006103149A (ja) | メタリック調樹脂成形品およびメタリック調樹脂成形品の製造方法 | |
| JP4285749B2 (ja) | 樹脂成形物の射出成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100622 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |