JP4620882B2 - 圧力センサ内蔵プラグ - Google Patents
圧力センサ内蔵プラグ Download PDFInfo
- Publication number
- JP4620882B2 JP4620882B2 JP2001043900A JP2001043900A JP4620882B2 JP 4620882 B2 JP4620882 B2 JP 4620882B2 JP 2001043900 A JP2001043900 A JP 2001043900A JP 2001043900 A JP2001043900 A JP 2001043900A JP 4620882 B2 JP4620882 B2 JP 4620882B2
- Authority
- JP
- Japan
- Prior art keywords
- bulging
- diameter
- sensor
- pressure sensor
- case
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910052751 metal Inorganic materials 0.000 claims description 35
- 239000002184 metal Substances 0.000 claims description 35
- 230000002093 peripheral effect Effects 0.000 claims description 29
- 238000002485 combustion reaction Methods 0.000 claims description 28
- 238000003825 pressing Methods 0.000 claims description 10
- 230000007423 decrease Effects 0.000 claims description 5
- 238000003466 welding Methods 0.000 description 22
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 239000002861 polymer material Substances 0.000 description 8
- 230000007547 defect Effects 0.000 description 7
- 238000001514 detection method Methods 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 2
- 238000002788 crimping Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 229920005560 fluorosilicone rubber Polymers 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000001568 sexual effect Effects 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images






Landscapes
- Measuring Fluid Pressure (AREA)
- Ignition Installations For Internal Combustion Engines (AREA)
- Spark Plugs (AREA)
Description
【発明の属する技術分野】
本発明は、内燃機関に装着される圧力センサ内蔵プラグに関する。
【0002】
【従来の技術】
従来から、内燃機関の燃焼室の圧力(筒内圧)を測定することにより、例えばノッキング検出、燃焼圧のピーク位置検出、失火検出等を行い、内燃機関の運転制御に役立てられている。そして、筒内圧の測定には環状の圧電セラミック等の圧電素子を備えた圧力センサが用いられることがある。このような圧力センサは例えばプラグの一実施例であるスパークプラグの主体金具に配置され、主体金具に形成されるおねじ部とシリンダヘッドのめねじ部とのねじ嵌合によって装着される。燃焼圧によってスパークプラグが押し上げられ、スパークプラグのシリンダヘッドへの締め付け荷重が変動するので、この荷重変動に応じて圧電素子が発する電気的出力をリード線を介して外部へ取り出すことにより、筒内圧が測定される。
【0003】
上記のような圧力センサ付スパークプラグの一例として、特開平6−52967号公報や特開平6−290853号公報に示されるような圧力センサ内蔵タイプがある。このタイプは、絶縁板、圧電素子及び電極板等をセンサケースに収容した圧力センサが主体金具の取付座部に一体的に取り付けられ、この取付座部とプラグホールの座面との間で圧力センサを押圧保持する方式である。そして、このような圧力センサ内蔵タイプでは、圧力センサを主体金具の取付座部に一体的に取り付けるために、圧電素子等の側面側と前端面側とを各々筒状部と底部とにより覆う形で取り囲むセンサケースがレーザー溶接等によって取付座部に接合されるのが一般的である。
【0004】
従来、圧電素子等の前端面を覆うセンサケースの底部と主体金具の取付座部との接合は、例えば図7のようになされている。図7に示す圧力センサ内蔵スパークプラグ100は、軸線方向の前端側(図の下方)が内燃機関のプラグホール(図示せず)に取り付けられ、かつ、主体金具111を有するプラグ本体110と、環状の圧力センサ120とを備えている。そして、主体金具111には、径方向に膨出する第一膨出部111c1と、その第一膨出部111c1の前端側に続く形で、第一膨出部111c1よりも小なる外径にて径方向に膨出する第二膨出部111c2とが形成されている。また、圧力センサ120は、燃焼室の圧力に基づき電気的出力を発生する圧電素子123と、圧電素子123の外側において、圧電素子123の側面側と前端面側とを各々筒状部121aと底部121bとにより半断面L字状に覆う形で取り囲むセンサケース121とを有する。さらに、圧力センサ120は、第二膨出部111c2が軸線方向に沿って内側に挿通されるとともに、プラグホールの座面(図示せず)とこれに対向する第一膨出部111c1の端面111fとに挟まれて、軸線方向に所定の押圧力にて保持される。
【0005】
【発明が解決しようとする課題】
そして、第二膨出部111c2の前端部外周面と、センサケース121の底部121bの内縁先端(内周面)とを突き合せ状に配置し、センサケース121の周方向に沿って、レーザー溶接機LWからレーザービームLBを照射してレーザー溶接(シーム溶接)を施すことにより、底部121bの内縁先端(内周面)と第二膨出部111c2の前端部外周面とにまたがる溶接部W1を全周形成する。
【0006】
ところで、センサケース121は、第二膨出部111c2の前端側に続く形で主体金具111に形成される取付ねじ部111a側(前方側)から被せる必要があるので、底部121bの内径は、取付ねじ部111aの半径(おねじ111a’のねじ山半径)R0よりも隙間S1だけ大となる。そして、プラグホールに形成されるめねじの半径は予め設定されているので、これと螺合するおねじ111a’のねじ山半径R0も一定であるから、半径方向における底部121bの内縁先端(内周面)の位置はほぼ定められている。
【0007】
一方において、圧電素子123等の端面の表面積を大きくして単位面積あたりの支持荷重(軸線方向の押圧力)を低減させ、圧電素子123等の耐久性向上を図るために、第二膨出部111c2の半径R2をできるだけ小さくしたいとの要求があるので、底部121bの内縁先端(内周面)と第二膨出部111c2の外周面との間に隙間S2が形成される傾向がある。このとき、溶接部W1がこの隙間S2を埋め切れず、穴等の欠陥を生じるおそれがあり、圧力センサ120の耐水性・気密性を確保できずに作動不良や作動不能を生じ、ひいては圧力センサ内蔵スパークプラグ100の耐久性(寿命)を損なうおそれがある。
【0008】
そこで、本発明の課題は、センサケースを主体金具に固定するための溶接部が隙間形成による溶接欠陥を生じることなく全周形成され、圧力センサの耐水性・気密性を確保することにより、耐久性に優れた圧力センサ内蔵プラグを提供することにある。
【0009】
【課題を解決するための手段】
上記課題を解決するために、本発明の圧力センサ内蔵プラグは、
軸線方向の前端側が内燃機関のプラグホールに取り付けられることが予定され、かつ、径方向に膨出する第一膨出部と、その第一膨出部の前端側に続く形で、該第一膨出部よりも小なる外径にて径方向に膨出する第二膨出部とが形成された主体金具を有するプラグ本体と、
燃焼室の圧力に基づき電気的出力を発生する圧電素子と、該圧電素子の外側において、当該圧電素子の側面側と前端面側とを各々筒状部と底部とにより覆う形で取り囲むセンサケースとを有し、前記第二膨出部が前記軸線方向に沿って内側に挿通されるとともに、前記プラグホールの座面とこれに対向する前記第一膨出部の端面とに挟まれて、前記軸線方向に所定の押圧力にて保持され、かつ前記センサケースの内部空間が充填層で密封される環状の圧力センサとを備え、
前記第二膨出部に形成されたケース支持部と、前記センサケースの前記底部の軸線方向前端側に突出形成された係合部とにまたがる溶接部が、前記センサケースの周方向に沿って全周形成され、
前記ケース支持部は、前記第二膨出部の本体をなす円筒部の外周面の前端縁から前記軸線方向前方に向かうにしたがって連続的に縮径する縮径面を有し、前記溶接部が該縮径面上において前記係合部の前端縁に形成され、
前記センサケースの中心軸線を含む断面上で、前記底部及び係合部の各々の内縁の延長線の交点Kによって前記底部の内縁の位置が表わされるとき、前記底部の内縁径D3が、前記第二膨出部の本体をなす円筒部の外径D2よりも大に形成され、前記充填層は前記内縁径D3と前記外径D2との間の隙間にまで入り込んでいることを特徴とする。
【0010】
すなわち、本発明においては、第二膨出部に形成されたケース支持部と、センサケースの底部の軸線方向前端側に曲折された内縁とにまたがる溶接部が、センサケースの周方向に沿って全周形成されているため、溶接部材間(すなわち、ケース支持部と底部の軸線方向前端側に曲折された内縁との間)の隙間形成による溶接欠陥が生じにくい。したがって、センサケースを主体金具に固定するための溶接部が隙間形成による溶接欠陥を生じることなく形成されることによって、圧力センサの耐水性・気密性が十分に確保でき、耐久性に優れた圧力センサ内蔵プラグを容易に得ることができる。
【0011】
しかも、溶接部は第二膨出部のケース支持部とセンサケースの底部の軸線方向前端側に曲折された内縁とにまたがって全周形成され、センサケースの先端は溶接部よりも前端側に突出していないので、例えば第二膨出部の前端側に続く形で主体金具に形成される取付ねじ部(おねじ)を内燃機関のシリンダヘッドに形成されるねじ部(めねじ)に取り付ける際に、センサケースの底部や溶接部が主体金具等に干渉するおそれがない。
【0012】
そして、このとき上記溶接部が、センサケースの底部外面よりも軸線方向前方側に位置していると、センサケースの底部外面を外側から押圧しつつ溶接部を全周形成する際に、押圧具の配置スペースを確保する上で有利である。
【0013】
ところで、第二膨出部に形成されるケース支持部は、軸線方向前方に向かうにしたがって連続的に縮径する縮径面を有し、溶接部が縮径面上に形成されていることが望ましい。これによって、軸線方向前方に向かうにしたがって連続的に縮径するケース支持部の縮径面と、センサケースの底部の軸線方向前端側に曲折された内縁とにまたがる溶接部がセンサケースの周方向に沿って全周形成されている。したがって、2つの溶接部材間(すなわち、ケース支持部の縮径面と底部の軸線方向前端側に曲折された内縁との間)に、隙間形成による溶接欠陥が生じにくく、圧力センサの耐水性・気密性が一層確実に確保される。
【0014】
このとき、溶接部の外縁径D4が、前記第二膨出部の前端側に続く形で前記主体金具に形成される取付ねじ部のねじ山径D0よりも小に形成することにより、主体金具の取付ねじ部をシリンダヘッドのねじ部に螺合する際に、溶接部がシリンダヘッド側に干渉したりすることなくスムーズに取り付けできる。また、溶接不良等により、仮に溶接部が破断した場合でも、センサケースが取付ねじ部をすり抜けて脱落することがない。
【0015】
なお、主体金具へのセンサケースの取り付けは、例えば、第二膨出部に形成されたケース支持部に対し、センサケースの底部の内周前端側に突出形成された係合部を外側から加締めることにより実現される。
【0016】
したがって、センサケースの底部の内縁径D3が、第二膨出部の外径D2よりも大に形成されている場合には、縮径面を有するケース支持部にセンサケースの上記係合部を加締める際に、係合部を縮径面に沿って曲げやすい。したがって、ケース支持部の縮径面と係合部の内面との間に隙間が形成されにくいので、溶接欠陥も生じにくくなる。
【0017】
次に、このような圧力センサ内蔵プラグの製造方法として、
軸線方向の前端側が内燃機関のプラグホールに取り付けられることが予定され、かつ、径方向に膨出する第一膨出部と、その第一膨出部の前端側に続く形で、該第一膨出部よりも小なる外径にて径方向に膨出する第二膨出部とが形成された主体金具を有するプラグ本体に対して、
燃焼室の圧力に基づき電気的出力を発生する圧電素子の外側において、当該圧電素子の側面側と前端面側とを各々センサケースの筒状部と底部とにより覆う形で取り囲んだ環状の圧力センサを、
前記第二膨出部が前記軸線方向に沿って内側に挿通されるように組み付け、
前記第二膨出部に形成されたケース支持部に対し、前記センサケースの前記底部の内周前端側に突出形成された係合部を外側から加締め、
前記センサケースの周方向に沿い、前記係合部の前端縁と前記ケース支持部の外周面とにまたがって全周溶接する場合がある。
【0018】
上記製造方法によれば、プラグ本体の第二膨出部が軸線方向に沿って圧力センサの内側に挿通されるように組み付けたときに、第二膨出部に形成されたケース支持部に対し、センサケースの底部の内周前端側に突出形成された係合部を外側から加締めることにより、プラグ本体に対して圧力センサを容易にセットすることができる。これにより、次の工程である溶接部形成工程、すなわち、センサケースの周方向に沿い、係合部の前端縁とケース支持部の外周面とにまたがって全周溶接する工程を速やかに実施でき、製造工程の簡素化が図れる。
【0019】
そして、係合部の加締め前の前端内縁径D1’が主体金具の取付ねじ部のねじ山径D0よりも大に形成されたセンサケースの筒状部をプラグ本体の第一膨出部に嵌合固定する工程、縮径面を有するケース支持部にセンサケースの係合部を加締める工程、さらに縮径面上に全周溶接する工程を順次経ることにより、高度の熟練や高価な治工具等を要することなく圧力センサ内蔵プラグの組み立て作業の効率化を図ることができる。
【0020】
【発明の実施の形態】
次に、本発明の実施の形態を、図面に示す実施例を参照して説明する。図1は本発明の一実施例である圧力センサ内蔵スパークプラグの半断面正面図を示し、図2はその要部を拡大して示す一部破断正面図である。圧力センサ内蔵スパークプラグ1(圧力センサ内蔵プラグ)は、スパークプラグ本体10(プラグ本体)と、スパークプラグ本体10の主体金具11に一体的に取り付けられた圧力センサ20とを有している。なお、以下の記載において、圧力センサ内蔵スパークプラグ1のプラグホールPH取付側すなわち燃焼室CRに向かう側を「前方側」(又は「前端側」)、これと反対方向に向かう側を「後方側」(又は「後端側」)と称する。
【0021】
図1において、圧力センサ内蔵スパークプラグ1の前端部は、内燃機関のシリンダヘッドに形成されたプラグホールPHの最奥部(最前方)において、燃焼室CRに連通して形成された挿入孔111に挿入され、その先端が内燃機関の燃焼室CRに突入する形でプラグホールPH内に配置される。高電圧供給部を介して点火コイルユニットで発生した高電圧をスパークプラグ本体10に印加すると、燃焼室CR内で火花放電を発生して混合気を燃焼させる。このときの燃焼室CRの圧力(筒内圧)を圧力センサ20で測定して、例えばノッキング検出、燃焼圧のピーク位置検出、失火検出等を行い、内燃機関の運転制御に役立てられている。
【0022】
図1に示すスパークプラグ本体10において、筒状に形成された主体金具11の内側に、アルミナ、窒化アルミニウム等のセラミック燒結体により構成された絶縁体12が嵌め込まれ、絶縁体12の先端側に形成される脚長部12bが主体金具11から前方へ突出している。一方、絶縁体12の後部は主体金具11の後端から延出して後端側にコルゲーション部12aを形成し、コルゲーション部12aの後端には端子電極13が後方に向け突設されている。端子電極13と電気的に接続された中心電極14が脚長部12bの先端から前方へ突出している。主体金具11の先端に一端を接合された接地電極15の他端側が側方に曲げ返され、その側面が中心電極14の先端面と対向して、火花放電ギャップgを形成している。
【0023】
主体金具11は前方側から、内燃機関のシリンダヘッド底部に形成され、燃焼室に連通する挿入孔111に形成されためねじ111’と螺合するおねじ11a’が形成された円筒状の取付ねじ部11a、燃焼ガスの漏洩をシールするためのガスケット11b、座面に圧力センサ20を固定する取付座部11c、及び取付ねじ部11aに形成されたおねじ11a’を螺進させるためにプラグレンチ等の工具が係合される工具係合部11dとを有している。取付座部11cは、図4(a)にも示すように、径方向に膨出する第一膨出部11c1と、その第一膨出部11c1のプラグホール取付側(前方側)に続く形で、第一膨出部11c1よりも小なる外径にて径方向に膨出する第二膨出部11c2とが2段階で形成されている。
【0024】
そして、取付座部11cの第二膨出部11c2が圧力センサ20の内周面側において軸線方向に沿うように挿通されるとともに、圧力センサ20はプラグホールPHの座面S(図1で直接接しているのはガスケット11b;ただしガスケットなしの場合もある)とこれに対向する第一膨出部11c1のセンサ支持端面11fとに挟まれて、軸線方向に押圧保持されている。センサケース21の筒状部21a内周面が取付座部11cの第一膨出部11c1外周面に対してしまりばめにて嵌合固定され、筒状部21aには仮固定部Tが形成されている。
【0025】
図2に示すように、筒状部21aと底部21bとが半断面L字状に形成された環状のセンサケース21の内側空間において、底部21b上に下方(前方)から順次積み重ねる形で各々環状に形成された板パッキン22、圧電素子23、電極板24及び絶縁板25が収容され、圧力センサ20が構成されている。なお、環状の電極板24の外周縁に形成される端子24aから後方側にリード線27が延出され、燃焼室CRの圧力に基づく圧電素子23の電気的出力を外部へ取り出している。また、圧力センサ20の絶縁チューブ29は、圧電素子23の内側に位置する形で第二膨出部11c2に被せられている。
【0026】
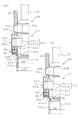
また、第二膨出部11c2の前端に形成されるケース支持部11sの外面には、第二膨出部11c2の本体をなす円筒部の外周面の前端縁から軸線方向前方に向かうにしたがって連続的に縮径する縮径面11tが形成されており、この縮径面11tに対して、センサケース21の底部21bの内周前端側に突出形成される係合部21cの内面が、外側から重なり合うように当接している。センサケース21の周方向に沿い、係合部21cの前端縁とケース支持部11sの縮径面11tとにまたがって全周レーザー溶接が施されることにより、縮径面11t上において、係合部21cには軸線方向への移動不能にかつ密閉状態にて固定された第一溶接部W1(溶接部)が形成されている。
【0027】
このように、ケース支持部11sの縮径面11tと係合部21cの内面とは重なり合うように当接し、係合部21cの前端縁とケース支持部11sの縮径面11tとにまたがって全周レーザー溶接が施されるので、ケース支持部11sと係合部21cとの間の隙間形成に伴う溶接欠陥が生じにくい。なお、溶接部W1は、センサケース21の底部21b外面よりも軸線方向前方側に位置しているので、センサケース21の底部21b外面を外側から押圧しつつ溶接部W1を形成する際に、押圧具(図6(a)のP参照)の配置スペースを確保する上で有利である。
【0028】
さらに、筒状部21aの軸線方向中間部において仮固定部Tの一部に重合する形で、筒状部21aの全周に沿ってレーザー溶接が施されることにより、筒状部21aには軸線方向への移動不能にかつ密閉状態にて固定された第二溶接部W2が形成されている。
【0029】
図2に示すように、溶接部W1の外縁径D4を第二膨出部11c2の前端側に続く形で主体金具11に形成される取付ねじ部11aのねじ山径D0よりも小に形成してある。これによって、主体金具11の取付ねじ部11aをシリンダヘッドのねじ部に螺合する際に、溶接部W1がシリンダヘッド側に干渉したりすることがない。
【0030】
また、センサケース21の底部21bの内縁径D3が、第二膨出部11c2の本体をなす円筒部の外径D2よりも大に形成されている。これによって、縮径面11tを有するケース支持部11sにセンサケース21の係合部21cを加締める際に、底部21bの内縁が第二膨出部11c2の外周面に対して当初から当接していないので、係合部21cを縮径面11tに沿って曲げやすい。なお、底部21bの内縁径D3を求めるための底部21bの内縁の位置は、具体的には、センサケース21の中心軸線を含む断面上で、底部21b及び係合部21cの各々の内縁の延長線の交点Kによって表わされる。
【0031】
また、図3に示すように、主体金具11の第一膨出部11c1と工具係合部11dとには、リード線27を配設するために、外周縁にスリット状開口11jを有する取付座部側収容部11gと、同じく外周縁にスリット状開口11kを有する工具係合部側収容部11hとがそれぞれ軸線方向に沿って形成されている。そして、第一膨出部11c1のスリット状開口11jと工具係合部11dのスリット状開口11kとは、周方向においてほぼ対応する位置に配置されている。
【0032】
したがって、環状の電極板24の端子24aから後方側に引き出されたリード線27は、第一膨出部11c1の取付座部側収容部11g(スリット状開口11j)を通過し、さらに工具係合部11dの工具係合部側収容部11h(スリット状開口11k)を経て後方へ延出され、プラグホールPHの後端開口部から外部へ引き出されている。このとき、2つのスリット状開口11j,11kを通じて、リード線27を第一膨出部11c1と工具係合部11dとのリード線収容部11g,11hにほぼ同時に収納して、ほぼ一直線状に保持することができる。
【0033】
そして、第一膨出部11c1において、取付座部側収容部11gのスリット状開口11jはセンサケース21の筒状部21aの後部内面で塞がれており、また、センサケース21の筒状部21aの後端縁は、第一膨出部11c1の後端面11e(取付座部側収容部11gの後端縁)よりも後方に延出されている。少なくとも、センサケース21の内面と取付座部側収容部11gにおけるリード線27との隙間、並びに第一膨出部11c1の後端面11eよりも後方のセンサケース21の内部空間には、高分子材料(例えば、シリコンゴム、フロロシリコンゴム、エポキシ樹脂等)の充填層26が形成されている。さらに、センサケース21の内部空間において、例えばセンサケース21の内周面と圧電素子23の外周面との隙間等に対しても、高分子材料の充填層26で密封してもよい。このように、圧力センサ20は主体金具11の取付座部11cと一体的に形成されるので、センサケース21や充填層26により十分に耐水性・気密性が保たれている。
【0034】
次に、図4ないし図6に、図1の圧力センサ内蔵スパークプラグ1の組立工程を示す。センサケース21の筒状部21aの内側空間において、各々環状に形成された板パッキン22、圧電素子23、電極板24及び絶縁板25を、底部21b上に下方(前方)から順次積み重ねる形で収容して、圧力センサ20を組み立てる。このようにして組み立てた圧力センサ20の内周面側において、絶縁チューブ29を被せた取付座部11cの第二膨出部11c2を軸線方向に沿うように相対移動して挿通すると、圧力センサ20は第一膨出部11c1のセンサ支持端面11f側に所定の押圧力にて軸線方向に押圧保持される(図4(a))。このとき、電極板24の端子24aに接続されたリード線27は、径方向外側から両スリット状開口11j,11kを通じて、取付座部側収容部11gと工具係合部側収容部11hとにほぼ同時に収納される。また、筒状部21a内周面が第一膨出部11c1外周面に対してしまりばめにて嵌合固定され、筒状部21aには仮固定部Tが形成される。なお、このとき、センサケース21の筒状部21aの後端縁は、第一膨出部11c1の後端面11eよりも後方に突出した状態まで押込まれている(図4(b))。
【0035】
一方、センサケース21の前端側に着目すると、センサケース21の底部21bの内周前端側に突出形成される係合部21cの加締め前の前端内縁径D1’が、主体金具11の取付ねじ部11aのねじ山径D0よりも大に形成されているので、主体金具11の取付ねじ部11aは後方側からセンサケース21の係合部21cの内周面側に挿通され前方側から突出する(図5(a))。次に軸線方向前方に向かうにしたがって連続的に縮径する縮径面11tを有するケース支持部11sに、係合部21cを加締めることによって、縮径面11tに対して係合部21cの内面が外側から重なり合うように当接する。その結果、係合部21cの前端内縁径D1が取付ねじ部11aのねじ山径D0よりも小に形成される(図5(b))。
【0036】
スパークプラグ本体10と圧力センサ20との天地を反転させ、センサケース21をその底部21bの外側から押圧具Pにて押圧すると、センサケース21はその底部21b内周面が第二膨出部11c2の下端部外面に当接するまで軸線方向に移動し、圧力センサ20は第一膨出部11c1のセンサ支持端面11f側に所定の押圧力にて軸線方向に押圧保持される。その状態にて、底部21bの下端周縁に沿ってレーザー溶接機LWからレーザービームLBを照射して全周レーザー溶接を施すことにより、底部21bには軸線方向への移動不能にかつ密閉状態にて固定された第一溶接部W1が形成される。さらに、仮固定部Tの一部に重合する形で、筒状部21aの全周に沿ってレーザー溶接機LWからレーザービームLBを照射してレーザー溶接を施すことにより、筒状部21aには軸線方向への移動不能にかつ密閉状態にて固定された第二溶接部W2が形成される(図6(a))。
【0037】
再びスパークプラグ本体10と圧力センサ20との天地を反転させ、高分子材料注入機RIによりセンサケース21の内部空間に高分子材料PMを注入して、高分子材料PMを固化させた充填層26によりセンサケース21を密封する。このとき、第一膨出部11c1の後方側において、センサケース21の筒状部21aで周囲を囲まれた形で形成される環状空間を上記高分子材料PM注入時の収容容器(液溜め)として用い、液状高分子材料PMの自然落下(センサケース21の前方側から真空引きする場合もある)と毛細管現象とによって、センサケース21内の隙間に高分子材料PMが充填される。以上により、圧力センサ内蔵スパークプラグ1の組み立てが完了する(図6(b))。なお、図6(b)の如く六角形状の工具係合部11dの外接円直径(最大外径)が、第一膨出部11c1の外径よりも小に設定されていると、高分子材料注入機RIの設置空間が確保しやすく高分子材料PMの注入作業が行いやすい。
【0038】
以上の説明は、圧力センサ内蔵スパークプラグの実施例についてのみ行ったが、本発明は圧力センサ内蔵グロープラグ等にも適用可能である。また、本発明の実施例では、主体金具の取付ねじ部に形成されたおねじをプラグホールの挿入孔に形成されためねじに螺合させることにより、圧力センサ内蔵スパークプラグをシリンダヘッドに固定しているが、その他の手段によって主体金具の取付座部をプラグホールの座面に対して押圧固定する態様であっても適用可能である。
【図面の簡単な説明】
【図1】本発明の一実施例である圧力センサ内蔵スパークプラグの半断面正面図。
【図2】図1の要部拡大一部破断正面図。
【図3】図1の一部拡大斜視図。
【図4】図1の圧力センサ内蔵スパークプラグの組立工程を示す斜視図及び一部破断正面図。
【図5】図4に続く組立工程を示す一部破断正面図。
【図6】図5に続く組立工程を示す一部破断正面図。
【図7】従来のスパークプラグ本体と圧力センサとの取付構造を示す一部破断正面図。
【符号の説明】
1 圧力センサ内蔵スパークプラグ(圧力センサ内蔵プラグ)
10 スパークプラグ本体(プラグ本体)
11 主体金具
11a 取付ねじ部
11c 取付座部
11c1 第一膨出部
11c2 第二膨出部
11f センサ支持端面
11s ケース支持部
11t 縮径面
20 圧力センサ
21 センサケース
21a 筒状部
21b 底部
21c 係合部
23 圧電素子
CR 燃焼室
PH プラグホール
S 座面
W1 第一溶接部(溶接部)
Claims (2)
- 軸線方向の前端側が内燃機関のプラグホールに取り付けられることが予定され、かつ、径方向に膨出する第一膨出部と、その第一膨出部の前端側に続く形で、該第一膨出部よりも小なる外径にて径方向に膨出する第二膨出部とが形成された主体金具を有するプラグ本体と、
燃焼室の圧力に基づき電気的出力を発生する圧電素子と、該圧電素子の外側において、当該圧電素子の側面側と前端面側とを各々筒状部と底部とにより覆う形で取り囲むセンサケースとを有し、前記第二膨出部が前記軸線方向に沿って内側に挿通されるとともに、前記プラグホールの座面とこれに対向する前記第一膨出部の端面とに挟まれて、前記軸線方向に所定の押圧力にて保持され、かつ前記センサケースの内部空間が充填層で密封される環状の圧力センサとを備え、
前記第二膨出部に形成されたケース支持部と、前記センサケースの前記底部の軸線方向前端側に突出形成された係合部とにまたがる溶接部が、前記センサケースの周方向に沿って全周形成され、
前記ケース支持部は、前記第二膨出部の本体をなす円筒部の外周面の前端縁から前記軸線方向前方に向かうにしたがって連続的に縮径する縮径面を有し、前記溶接部が該縮径面上において前記係合部の前端縁に形成され、
前記センサケースの中心軸線を含む断面上で、前記底部及び係合部の各々の内縁の延長線の交点Kによって前記底部の内縁の位置が表わされるとき、前記底部の内縁径D3が、前記第二膨出部の本体をなす円筒部の外径D2よりも大に形成され、前記充填層は前記内縁径D3と前記外径D2との間の隙間にまで入り込んでいることを特徴とする圧力センサ内蔵プラグ。 - 前記溶接部の外縁径D4が、前記第二膨出部の前端側に続く形で前記主体金具に形成される取付ねじ部のねじ山径D0よりも小に形成されている請求項1に記載の圧力センサ内蔵プラグ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001043900A JP4620882B2 (ja) | 2001-02-20 | 2001-02-20 | 圧力センサ内蔵プラグ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001043900A JP4620882B2 (ja) | 2001-02-20 | 2001-02-20 | 圧力センサ内蔵プラグ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002243571A JP2002243571A (ja) | 2002-08-28 |
| JP4620882B2 true JP4620882B2 (ja) | 2011-01-26 |
Family
ID=18905991
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001043900A Expired - Fee Related JP4620882B2 (ja) | 2001-02-20 | 2001-02-20 | 圧力センサ内蔵プラグ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4620882B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9587612B2 (en) | 2011-02-25 | 2017-03-07 | Honda Motor Co., Ltd. | In-cylinder pressure detecting device of direct injection type internal combustion engine |
| WO2012131788A1 (ja) * | 2011-03-31 | 2012-10-04 | シチズンファインテックミヨタ株式会社 | エンジン用シリンダ内圧センサ |
| JP6404455B2 (ja) * | 2015-03-24 | 2018-10-10 | シチズンファインデバイス株式会社 | 燃焼圧センサ |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01134392U (ja) * | 1988-03-07 | 1989-09-13 | ||
| JPH0652967A (ja) * | 1992-07-28 | 1994-02-25 | Ngk Spark Plug Co Ltd | 圧力センサ内蔵スパークプラグ |
| JPH1197153A (ja) * | 1997-09-19 | 1999-04-09 | Ngk Spark Plug Co Ltd | 圧力センサ付スパークプラグ |
-
2001
- 2001-02-20 JP JP2001043900A patent/JP4620882B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01134392U (ja) * | 1988-03-07 | 1989-09-13 | ||
| JPH0652967A (ja) * | 1992-07-28 | 1994-02-25 | Ngk Spark Plug Co Ltd | 圧力センサ内蔵スパークプラグ |
| JPH1197153A (ja) * | 1997-09-19 | 1999-04-09 | Ngk Spark Plug Co Ltd | 圧力センサ付スパークプラグ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002243571A (ja) | 2002-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6655334B2 (en) | Ignition apparatus for use in internal combustion engine | |
| KR101674976B1 (ko) | 공기/연료 혼합기를 위한 점화기, 점화기를 갖춘 엔진 및 점화기를 실린더 헤드내에 조립하는 방법 | |
| EP1976081B1 (en) | Plasma jet spark plug and manufacturing method therefor | |
| US6756722B2 (en) | Method for fabricating spark plug with piezoelectric sensor and spark plug fabricated by the same | |
| JP4944928B2 (ja) | プラズマジェット点火プラグおよびその製造方法 | |
| JP2009224345A5 (ja) | ||
| JP2009224344A5 (ja) | ||
| US6923042B2 (en) | Ignition apparatus for internal combustion engine | |
| JP4620882B2 (ja) | 圧力センサ内蔵プラグ | |
| EP0987435A2 (en) | Spark plug ignition coil assembly for direct ignition system | |
| JP4177342B2 (ja) | 燃焼圧検知機構付きグロープラグ及び燃焼圧検知機能付きグロープラグの製造方法 | |
| US7107819B2 (en) | Pressure sensor unit having a ring-like pressure sensing element | |
| JP2002231413A (ja) | 圧力センサ内蔵プラグ | |
| JP3135710B2 (ja) | 圧力センサ内蔵スパークプラグ | |
| JP4636703B2 (ja) | 圧力センサ内蔵プラグ | |
| JP4678981B2 (ja) | スパークプラグユニット | |
| JP4522597B2 (ja) | 圧力センサユニット | |
| JP2006284011A (ja) | 燃焼圧センサ付きグロープラグ | |
| JP2002252071A (ja) | 圧力センサ付プラグ | |
| JP2002050449A (ja) | 圧力センサ付プラグ | |
| JP2002246148A (ja) | 圧力センサ内蔵プラグ | |
| JP3870859B2 (ja) | グロープラグ | |
| JP2002243570A (ja) | 圧力センサ内蔵プラグ及びその製造方法 | |
| JP7073726B2 (ja) | 内燃機関用の点火装置 | |
| JP2002202216A (ja) | 圧力センサ内蔵プラグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100210 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100412 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100428 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100726 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20100805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101029 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131105 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131105 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |