JP4620109B2 - バイオメディカル装置用の放射線不透過性コーティング - Google Patents
バイオメディカル装置用の放射線不透過性コーティング Download PDFInfo
- Publication number
- JP4620109B2 JP4620109B2 JP2007505130A JP2007505130A JP4620109B2 JP 4620109 B2 JP4620109 B2 JP 4620109B2 JP 2007505130 A JP2007505130 A JP 2007505130A JP 2007505130 A JP2007505130 A JP 2007505130A JP 4620109 B2 JP4620109 B2 JP 4620109B2
- Authority
- JP
- Japan
- Prior art keywords
- medical device
- coating
- stent
- voltage
- target
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000576 coating method Methods 0.000 title claims description 158
- 239000011248 coating agent Substances 0.000 claims description 138
- 238000000034 method Methods 0.000 claims description 104
- 239000000463 material Substances 0.000 claims description 33
- 238000004544 sputter deposition Methods 0.000 claims description 30
- 239000007789 gas Substances 0.000 claims description 21
- 238000000151 deposition Methods 0.000 claims description 18
- 229910001000 nickel titanium Inorganic materials 0.000 claims description 14
- 230000008021 deposition Effects 0.000 claims description 13
- 238000005240 physical vapour deposition Methods 0.000 claims description 13
- HLXZNVUGXRDIFK-UHFFFAOYSA-N nickel titanium Chemical compound [Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni] HLXZNVUGXRDIFK-UHFFFAOYSA-N 0.000 claims description 12
- 229910052751 metal Inorganic materials 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 10
- 239000011261 inert gas Substances 0.000 claims description 7
- 229910052743 krypton Inorganic materials 0.000 claims description 5
- 230000003595 spectral effect Effects 0.000 claims description 5
- 229910052724 xenon Inorganic materials 0.000 claims description 5
- 239000003814 drug Substances 0.000 claims description 4
- 229940079593 drug Drugs 0.000 claims description 4
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims description 4
- 229910052715 tantalum Inorganic materials 0.000 claims description 4
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 claims description 4
- 229910052786 argon Inorganic materials 0.000 claims description 3
- 238000000541 cathodic arc deposition Methods 0.000 claims description 3
- 239000011148 porous material Substances 0.000 claims description 3
- 238000002207 thermal evaporation Methods 0.000 claims description 3
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 2
- 229910052737 gold Inorganic materials 0.000 claims description 2
- 239000010931 gold Substances 0.000 claims description 2
- 229910052697 platinum Inorganic materials 0.000 claims description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 2
- 229910052721 tungsten Inorganic materials 0.000 claims description 2
- 239000010937 tungsten Substances 0.000 claims description 2
- 238000001429 visible spectrum Methods 0.000 claims description 2
- 230000005855 radiation Effects 0.000 claims 2
- 238000005452 bending Methods 0.000 claims 1
- 238000002513 implantation Methods 0.000 claims 1
- 239000000758 substrate Substances 0.000 description 22
- 238000002474 experimental method Methods 0.000 description 19
- 230000008901 benefit Effects 0.000 description 6
- 230000032798 delamination Effects 0.000 description 6
- 238000013461 design Methods 0.000 description 5
- 230000002411 adverse Effects 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 230000004907 flux Effects 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 230000000930 thermomechanical effect Effects 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- 230000036760 body temperature Effects 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229910000734 martensite Inorganic materials 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 238000005086 pumping Methods 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000002441 X-ray diffraction Methods 0.000 description 2
- 210000001367 artery Anatomy 0.000 description 2
- 229910001566 austenite Inorganic materials 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000002310 reflectometry Methods 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 230000002459 sustained effect Effects 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 208000024172 Cardiovascular disease Diseases 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000017531 blood circulation Effects 0.000 description 1
- 210000004204 blood vessel Anatomy 0.000 description 1
- 210000002302 brachial artery Anatomy 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- SWXVUIWOUIDPGS-UHFFFAOYSA-N diacetone alcohol Natural products CC(=O)CC(C)(C)O SWXVUIWOUIDPGS-UHFFFAOYSA-N 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000004299 exfoliation Methods 0.000 description 1
- 210000001105 femoral artery Anatomy 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- DNNSSWSSYDEUBZ-UHFFFAOYSA-N krypton atom Chemical compound [Kr] DNNSSWSSYDEUBZ-UHFFFAOYSA-N 0.000 description 1
- 238000001755 magnetron sputter deposition Methods 0.000 description 1
- 238000002324 minimally invasive surgery Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000011253 protective coating Substances 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000005477 sputtering target Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000001356 surgical procedure Methods 0.000 description 1
- 208000024891 symptom Diseases 0.000 description 1
- 239000008399 tap water Substances 0.000 description 1
- 235000020679 tap water Nutrition 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000004506 ultrasonic cleaning Methods 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/14—Metallic material, boron or silicon
- C23C14/16—Metallic material, boron or silicon on metallic substrates or on substrates of boron or silicon
- C23C14/165—Metallic material, boron or silicon on metallic substrates or on substrates of boron or silicon by cathodic sputtering
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/08—Materials for coatings
- A61L31/082—Inorganic materials
- A61L31/088—Other specific inorganic materials not covered by A61L31/084 or A61L31/086
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/14—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
- A61L31/146—Porous materials, e.g. foams or sponges
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/14—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
- A61L31/18—Materials at least partially X-ray or laser opaque
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3435—Applying energy to the substrate during sputtering
- C23C14/345—Applying energy to the substrate during sputtering using substrate bias
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Veterinary Medicine (AREA)
- Surgery (AREA)
- Epidemiology (AREA)
- Vascular Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Heart & Thoracic Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Metallurgy (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Dispersion Chemistry (AREA)
- Materials For Medical Uses (AREA)
- Physical Vapour Deposition (AREA)
- Media Introduction/Drainage Providing Device (AREA)
Description
本願は、2004年3月23日出願の米国仮特許出願第60/555,721号および2004年6月14日出願の同第60/579,577号の恩典を請求するものであり、2004年1月22日出願の米国仮特許出願第60/538,749号の恩典を請求する2005年1月21日出願の米国特許出願第11/040,433号の一部継続出願である。これらの特許文献は、参照することを以って、一部または全ての目的のための開示内容を本明細書の一部とする。
本発明は、医療装置に関する。
ステントは、心血管疾患の治療において極めて重要な装置になった。ステントは、動脈内に配置でき、その動脈を開存させて十分な血流を維持する小さなメッシュ「足場」である。一般に、ステントは、上腕動脈または大腿動脈を介して患者の器官内に導入され、カテーテルおよびガイドワイヤを用いて所定の位置まで送られる。この最小侵襲性処置は、外科手術の代替法であり、患者の看護およびコスト面で大きな利点が得られるため、現在では、広く用いられるようになってきた。
本発明は、剥離することなく装置の使用で生じる歪みに耐えることができる放射線不透過性外側コーティングを有する医療装置に関する。
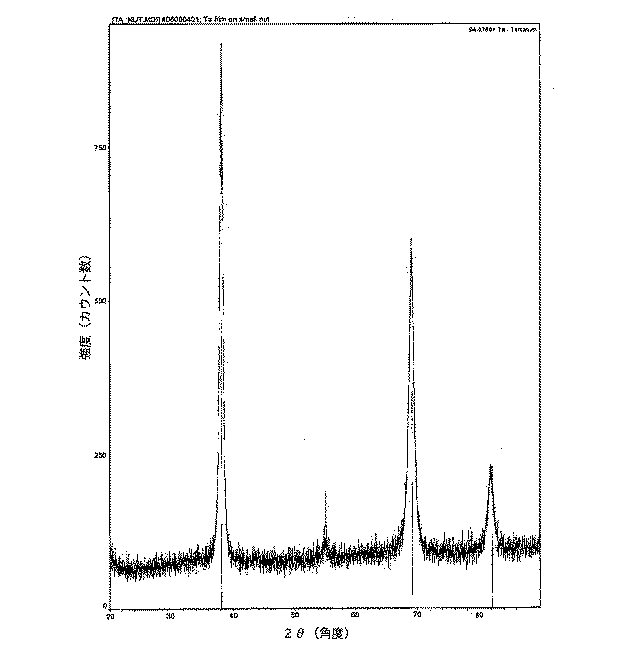
タンタルは、原子番号が大きく、生物医学的に不活性であり、耐腐食性であるため、本願では、放射線不透過性コーティングの魅力的な材料である。3μm〜10μmの厚みのTaコーティングで、良好なX線コントラストを十分に得られることが分かっている。しかしながら、Taはほぼ3000℃の融点を有するため、上記したステントのAf値を維持するために全てのコーティング工程を低い相同温度(homologous temperature)(コーティング材料の融解温度に対する蒸着温度(ケルビン)の比)で行なわなければならない。物理蒸着の分野では、相同コーティング温度が低いとコーティング特性が低下する場合が多いことが知られている。それにもかかわらず、適切な条件下で堆積された放射線不透過性Taコーティングが、許容できない剥離をすることなくステントの使用に固有の歪みに耐えることができることを予期せず見出した。
レベル5:約10%またはそれ以上のコーティング領域の剥落
レベル4:約5%〜10%の範囲のコーティング領域の剥落
レベル3:約1%〜5%の範囲のコーティング領域の剥落
レベル2:約0.1%〜1%の範囲のコーティング領域の剥落
レベル1:剥落が観察されることもあるが、約0.1%未満のコーティング領域の剥落
レベル0:剥落が観察されない
(1)医療装置において、
(a)少なくとも部分的に放射線透過性材料を含む本体と、
(b)前記本体の少なくとも一部に設けられた多孔性Taコーティングと、
を含み、
前記Taコーティングが、前記医療装置が放射線不透過性となるように十分な厚みを有し、許容できない剥落が起こることなく、前記医療装置の使用中に生じる歪みに耐えることができる、
医療装置。
(2)実施態様(1)に記載の医療装置において、
前記Taコーティングは、主にbcc結晶相からなる、医療装置。
(3)実施態様(1)に記載の医療装置において、
前記Taコーティングの厚みは、3μm〜10μmの範囲である、医療装置。
(4)実施態様(1)に記載の医療装置において、
前記医療装置は、ステントである、医療装置。
(5)実施態様(1)に記載の医療装置において、
前記医療装置は、ガイドワイヤである、医療装置。
前記医療装置は、腔内装置である、医療装置。
(7)実施態様(1)に記載の医療装置において、
前記Taコーティングは、物理蒸着法によって前記本体に施される、医療装置。
(8)実施態様(7)に記載の医療装置において、
前記物理蒸着法は、スパッタリング、陰極アーク蒸着(cathodic arc deposition)、または熱蒸着(thermal evaporation)からなる群から選択される1つを含む、医療装置。
(9)実施態様(1)に記載の医療装置において、
前記Taコーティング中に、時間とともに溶出する材料、
をさらに含む、医療装置。
(10)医療装置にTa層を堆積させるための方法において、
(a)少なくとも1つのTaスパッタターゲットを含むスパッタコーティングシステムにおいて、不活性ガスの背景圧力(background pressure)を維持するステップと、
(b)前記Taターゲットに電圧を加えて、スパッタリングを起こすステップと、
(c)所定時間スパッタリングして、所望の厚みのコーティングを形成するステップと、
を含み、
前記Ta層が、少なくとも80%の可視スペクトル放射率を有する、
方法。
堆積の際の前記医療装置の平衡温度を、前記方法によって間接的に制御する、方法。
(12)実施態様(10)に記載の方法において、
前記平衡温度は、150℃〜450℃の範囲である、方法。
(13)実施態様(10)に記載の方法において、
前記方法の際に、前記医療装置に電圧を加える、方法。
(14)実施態様(13)に記載の方法において、
前記電圧は、第1の時間の間、前記医療装置を予備清浄するための初期高電圧を含む、方法。
(15)実施態様(14)に記載の方法において、
前記初期高電圧は、300V〜500Vの範囲である、方法。
前記第1の時間は、1分〜20分の範囲である、方法。
(17)実施態様(13)に記載の方法において、
前記電圧は、第2の時間の間加えられる第2の低電圧を含む、方法。
(18)実施態様(17)に記載の方法において、
前記低電圧は、10V〜100Vの範囲である、方法。
(19)実施態様(17)に記載の方法において、
前記第2の時間は、1時間〜5時間の範囲である、方法。
(20)実施態様(10)に記載の方法において、
前記不活性ガスは、Ar、Kr、およびXeを含む群から選択される、方法。
前記電圧は、1μm/時間〜5μm/時間の堆積速度を生み出す、方法。
(22)実施態様(10)に記載の方法において、
前記電圧は、直流である、方法。
(23)実施態様(10)に記載の方法において、
前記電圧は、交流である、方法。
(24)実施態様(10)に記載の方法において、
前記電圧は、パルスで加えられる、方法。
(25)実施態様(10)に記載の方法において、
前記ターゲットは、円筒型である、方法。
前記ターゲットは、プレートである、方法。
(27)実施態様(10)に記載の方法において、
前記Ta層は、多孔質である、方法。
(28)実施態様(27)に記載の方法において、
時間とともに溶出する材料を前記Ta層の孔に導入するステップ、
をさらに含む、方法。
(29)医療装置において、
(a)外層を有する本体と、
(b)前記外層の少なくとも一部分に設けられた放射線不透過性コーティングと、
を含み、
前記コーティングが、物理蒸着法によって施される、
医療装置。
(30)医療装置において、
(a)少なくとも部分的に放射線透過性材料を含む本体と、
(b)前記本体の少なくとも一部に設けられたTaコーティングと、
を含み、
前記Taコーティングが、許容できない剥落が起こることなく、前記医療装置の使用中に生じる歪みに耐えることができる、
医療装置。
Claims (40)
- 医療装置において、
(a)柔軟な本体と、
(b)前記本体の少なくとも一部に設けられた、堆積により多数の柱が形成され柱間に孔が形成され、該柱間の間隔が1nm〜1000nmの範囲にある多孔性円柱状金属コーティングと、
を含み、
前記コーティングが、許容できない剥落を起こすことなく、前記医療装置の使用中に生じる歪みに耐えることができ、
前記コーティングが、少なくとも80%の可視スペクトル放射率を有し、
前記医療装置がガイドワイヤまたはステントである医療装置。 - 請求項1に記載の医療装置において、
(a)前記柔軟な本体が、少なくとも部分的に放射線透過性材料を含み、かつ
(b)前記金属コーティングが、Taコーティングを含み、
該Taコーティングが、前記医療装置が放射線不透過性となるように十分な厚みを有し、かつ許容できない剥落を起こすことなく、前記医療装置の使用時の前記本体の屈曲で生じる歪みに耐えることができる、
前記医療装置。 - 請求項2に記載の医療装置において、
前記コーティングの厚みは、およそ3μm〜10μmの範囲である、前記医療装置。 - 請求項2に記載の医療装置において、
前記Taコーティングは、物理蒸着法によって前記本体に施されている、前記医療装置。 - 請求項4に記載の医療装置において、
前記物理蒸着法は、スパッタリング、陰極アーク蒸着(cathodic arc deposition)、または熱蒸着(thermal evaporation)からなる群から選択される1つを含む、前記医療装置。 - 請求項2に記載の医療装置において、
前記Taコーティング中に、時間とともに溶出する材料、
をさらに含む、前記医療装置。 - 請求項1に記載の医療装置において、
(a)前記本体が、外層を有する弾性保形本体であり、かつ
(b)前記コーティングが、該外層の少なくとも一部分に設けられた放射線不透過性コーティングであり、
該コーティングが、物理蒸着法によって施されている、
前記医療装置。 - 請求項1に記載の医療装置において、
(a)前記本体が変形可能であり、
(b)前記金属コーティングが、Taコーティングを含む、
前記医療装置。 - 請求項1に記載の医療装置において、
前記本体が、超弾性および形状記憶特性を有する材料を、少なくとも部分的に含む弾性保形本体である、
前記医療装置。 - 請求項1に記載の医療装置において、
前記コーティングが、金、プラチナ、タンタル、およびタングステンからなる群から選択される、前記医療装置。 - 請求項9に記載の医療装置において、
前記医療装置が生物学的血管内での使用のためのステントである、前記医療装置。 - 請求項9に記載の医療装置において、
前記コーティングが放射線不透過性コーティングである、前記医療装置。 - 請求項9に記載の医療装置において、
前記本体がニチノールを含む、前記医療装置。 - 請求項1に記載の医療装置において、
前記孔に薬物が導入される、前記医療装置。 - 請求項1に記載の医療装置において、
前記装置が腔内装置である、前記医療装置。 - 請求項15に記載の医療装置において、
前記腔内装置が、ガイドワイヤまたはステントである、前記医療装置。 - 請求項1に記載の医療装置において、
前記装置が、移植後、時間とともに溶出する材料を前記コーティング中にさらに含む移植可能な装置である、前記医療装置。 - 請求項16に記載の医療装置において、
前記腔内装置がステントである、前記医療装置。 - 請求項2に記載の医療装置において、
前記本体がニチノールを含む、前記医療装置。 - 請求項2に記載の医療装置において、
前記装置がステントである、前記医療装置。 - ガイドワイヤまたはステントである医療装置にTa層を堆積させる方法において、
(a)少なくとも1つのTaスパッタターゲットを含むスパッタコーティングシステムにおいて、不活性ガスの背景圧力を維持するステップと、
(b)前記Taターゲットに電圧を加えて、スパッタリングを起こすステップと、
(c)所定時間スパッタリングして、所望の厚みの、堆積により多数の柱が形成された多孔性円柱状金属コーティングを形成するステップと、からなり、
前記コーティングが、少なくとも80%の可視スペクトル放射率を有するTa層である、
前記方法。 - 請求項21に記載の方法において、
堆積の際の前記医療装置の平衡温度を、前記方法によって間接的に制御する、前記方法。 - 請求項21に記載の方法において、
前記平衡温度は、150℃〜450℃の範囲である、前記方法。 - 請求項21に記載の方法において、
前記方法の際に、前記医療装置に電圧を加える、前記方法。 - 請求項24に記載の方法において、
前記電圧が初期高電圧を含み、第1の時間の間、前記医療装置を予備清浄する、前記方法。 - 請求項25に記載の方法において、
前記初期高電圧は、300V〜500Vの範囲である、前記方法。 - 請求項25に記載の方法において、
前記第1の時間は、1分〜20分の範囲である、前記方法。 - 請求項24に記載の方法において、
前記電圧は、第2の時間の間加えられる第2の低電圧を含む、前記方法。 - 請求項28に記載の方法において、
前記低電圧は、10V〜100Vの範囲である、前記方法。 - 請求項28に記載の方法において、
前記第2の時間が、1時間〜5時間の範囲である、前記方法。 - 請求項21に記載の方法において、
前記不活性ガスは、Ar、Kr、およびXeを含む群から選択される、前記方法。 - 請求項21に記載の方法において、
前記電圧は、1μm/時間〜5μm/時間の堆積速度を生み出す、前記方法。 - 請求項21に記載の方法において、
前記電圧は、直流である、前記方法。 - 請求項21に記載の方法において、
前記電圧は、交流である、前記方法。 - 請求項21に記載の方法において、
前記電圧は、パルスで加えられる、前記方法。 - 請求項21に記載の方法において、
前記ターゲットは、円筒型である、前記方法。 - 請求項21に記載の方法において、
前記ターゲットは、プレートである、前記方法。 - 請求項21に記載の方法において、
前記Ta層は、多孔質である、前記方法。 - 請求項38に記載の方法において、
時間とともに溶出する材料を前記Ta層の孔に導入するステップ、
をさらに含む、前記方法。 - ガイドワイヤまたはステントである移植可能かつ柔軟な保形医療装置に金属層を堆積させる方法において、
(a)少なくとも1つの金属スパッタターゲットを含むスパッタコーティングシステムにおいて、不活性ガスの背景圧力を維持するステップと、
(b)前記金属ターゲットに電圧を加えて、スパッタリングを起こすステップと、
(c)前記装置上に所定時間スパッタリングして、所望の厚みの、堆積により多数の柱が形成され柱間に孔が形成され、該柱間の間隔が1nm〜1000nmの範囲にある多孔性円柱状金属コーティングを形成するステップと、からなり、
前記コーティングが、少なくとも80%の可視スペクトル放射率を有する、
前記方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US55572104P | 2004-03-23 | 2004-03-23 | |
| US57957704P | 2004-06-14 | 2004-06-14 | |
| US11/040,433 US20050165472A1 (en) | 2004-01-22 | 2005-01-21 | Radiopaque coating for biomedical devices |
| PCT/US2005/009651 WO2005094486A2 (en) | 2004-03-23 | 2005-03-23 | Radiopaque coating for biomedical devices |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008502373A JP2008502373A (ja) | 2008-01-31 |
| JP2008502373A5 JP2008502373A5 (ja) | 2008-05-08 |
| JP4620109B2 true JP4620109B2 (ja) | 2011-01-26 |
Family
ID=35064387
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007505130A Expired - Fee Related JP4620109B2 (ja) | 2004-03-23 | 2005-03-23 | バイオメディカル装置用の放射線不透過性コーティング |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1791667A4 (ja) |
| JP (1) | JP4620109B2 (ja) |
| CA (1) | CA2560232C (ja) |
| WO (1) | WO2005094486A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8002822B2 (en) | 2004-01-22 | 2011-08-23 | Isoflux, Inc. | Radiopaque coating for biomedical devices |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7714217B2 (en) | 2007-12-21 | 2010-05-11 | Innovatech, Llc | Marked precoated strings and method of manufacturing same |
| US8231926B2 (en) | 2007-12-21 | 2012-07-31 | Innovatech, Llc | Marked precoated medical device and method of manufacturing same |
| US8900652B1 (en) | 2011-03-14 | 2014-12-02 | Innovatech, Llc | Marked fluoropolymer surfaces and method of manufacturing same |
| EP2996580B1 (en) * | 2013-04-11 | 2020-02-12 | Balt Usa Llc | Radiopaque devices for cerebral aneurysm repair |
| JP6152026B2 (ja) * | 2013-09-24 | 2017-06-21 | テルモ株式会社 | コーティング装置およびステント製造方法 |
| CN113235061B (zh) * | 2021-05-18 | 2022-08-05 | 南昌大学第一附属医院 | 一种医用螺钉的钽金属涂层的制备工艺 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5607463A (en) * | 1993-03-30 | 1997-03-04 | Medtronic, Inc. | Intravascular medical device |
| JPH08224310A (ja) * | 1995-02-22 | 1996-09-03 | Olympus Optical Co Ltd | バルーンカテーテル |
| DE19506188C2 (de) * | 1995-02-22 | 2003-03-06 | Miladin Lazarov | Implantat und dessen Verwendung |
| US5607442A (en) * | 1995-11-13 | 1997-03-04 | Isostent, Inc. | Stent with improved radiopacity and appearance characteristics |
| US5922020A (en) * | 1996-08-02 | 1999-07-13 | Localmed, Inc. | Tubular prosthesis having improved expansion and imaging characteristics |
| US6174329B1 (en) * | 1996-08-22 | 2001-01-16 | Advanced Cardiovascular Systems, Inc. | Protective coating for a stent with intermediate radiopaque coating |
| US5843172A (en) * | 1997-04-15 | 1998-12-01 | Advanced Cardiovascular Systems, Inc. | Porous medicated stent |
| EP1049544A4 (en) * | 1998-01-19 | 2004-08-25 | Medquest Products Inc | METHOD AND APPARATUS FOR FORMING AN AMORPHOUS AND CONDUCTIVE NON-STICK COATING |
| US6849085B2 (en) * | 1999-11-19 | 2005-02-01 | Advanced Bio Prosthetic Surfaces, Ltd. | Self-supporting laminated films, structural materials and medical devices manufactured therefrom and method of making same |
| US6799076B2 (en) * | 1999-12-07 | 2004-09-28 | Greatbatch-Hittman, Inc. | Coated electrode and method of making a coated electrode |
| JP2001190688A (ja) * | 2000-01-07 | 2001-07-17 | Yuichi Mori | ステント |
| JP2003135588A (ja) * | 2001-11-08 | 2003-05-13 | Univ Nihon | 経皮経管的ドラッグデリバリーデバイス |
| US6638301B1 (en) * | 2002-10-02 | 2003-10-28 | Scimed Life Systems, Inc. | Medical device with radiopacity |
| JP2004276131A (ja) * | 2003-03-12 | 2004-10-07 | Ckd Corp | 真空チャック |
| US7488343B2 (en) * | 2003-09-16 | 2009-02-10 | Boston Scientific Scimed, Inc. | Medical devices |
| EP1706068A4 (en) * | 2004-01-22 | 2008-10-15 | Isoflux Inc | BEAM-DENSITY COATING FOR BIOMEDICAL DEVICES |
-
2005
- 2005-03-23 EP EP05726079A patent/EP1791667A4/en not_active Withdrawn
- 2005-03-23 WO PCT/US2005/009651 patent/WO2005094486A2/en not_active Application Discontinuation
- 2005-03-23 CA CA2560232A patent/CA2560232C/en not_active Expired - Fee Related
- 2005-03-23 JP JP2007505130A patent/JP4620109B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8002822B2 (en) | 2004-01-22 | 2011-08-23 | Isoflux, Inc. | Radiopaque coating for biomedical devices |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2560232C (en) | 2013-07-16 |
| EP1791667A4 (en) | 2011-08-17 |
| WO2005094486A3 (en) | 2007-11-29 |
| JP2008502373A (ja) | 2008-01-31 |
| CA2560232A1 (en) | 2005-10-13 |
| WO2005094486A2 (en) | 2005-10-13 |
| EP1791667A2 (en) | 2007-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5060946B2 (ja) | バイオメディカル装置用の放射線不透過性コーティング | |
| US20050288773A1 (en) | Radiopaque coating for biomedical devices | |
| US20050165472A1 (en) | Radiopaque coating for biomedical devices | |
| JP4620109B2 (ja) | バイオメディカル装置用の放射線不透過性コーティング | |
| US20200107946A1 (en) | Guidewires and thin film catheter-sheaths and method of making same | |
| JP4995420B2 (ja) | 高強度の真空堆積されたニチノール合金フィルム、医療用薄膜グラフト材料、およびそれを作製する方法。 | |
| US7402173B2 (en) | Metal stent with surface layer of noble metal oxide and method of fabrication | |
| US20130238081A1 (en) | Molybdenum Endoprostheses | |
| KR101791337B1 (ko) | 선택적 플라즈마 에칭법으로 형성된 방사선불투과성 중금속 코팅층을 포함하는 니티놀 기반 스텐트의 제조방법 | |
| US20070106374A1 (en) | Radiopaque coating for biomedical devices | |
| JP2011184803A (ja) | バイオメディカル装置用の放射線不透過性コーティング | |
| WO2024050118A1 (en) | Improved radiopacity in implantable medical devices | |
| MX2008005406A (en) | A method for production of a coated endovascular device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071205 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20080131 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080226 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080226 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20080226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20080222 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20080222 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20080418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080527 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080820 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080827 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20081017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090210 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090501 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090513 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100129 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20100210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100601 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101012 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101027 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131105 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4620109 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |