JP4487178B2 - スポット溶接機 - Google Patents
スポット溶接機 Download PDFInfo
- Publication number
- JP4487178B2 JP4487178B2 JP2003433216A JP2003433216A JP4487178B2 JP 4487178 B2 JP4487178 B2 JP 4487178B2 JP 2003433216 A JP2003433216 A JP 2003433216A JP 2003433216 A JP2003433216 A JP 2003433216A JP 4487178 B2 JP4487178 B2 JP 4487178B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- electrode plate
- electrode
- plate
- spot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000003466 welding Methods 0.000 claims description 159
- 230000003028 elevating effect Effects 0.000 claims description 10
- 239000004020 conductor Substances 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 claims description 2
- 229910052751 metal Inorganic materials 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 239000000463 material Substances 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 230000005674 electromagnetic induction Effects 0.000 description 5
- 230000007423 decrease Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 238000002513 implantation Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 244000309464 bull Species 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005493 welding type Methods 0.000 description 1
Images

Landscapes
- Resistance Welding (AREA)
Description
11 電極板
20 上部電極
40 溶接電源
41 極
42 極
100 スポット溶接機
Claims (3)
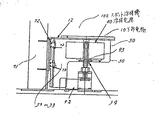
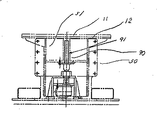
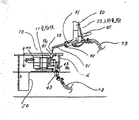
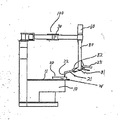
- 被溶接物を上下からはさんで通電加熱してスポット溶接する上部および下部電極のうちの下部電極を平坦な導電性材料の電極板から構成すると共に、この電極板の裏側に一体として溶接電源を配設し、この溶接電源を前記電極板と共に昇降させる昇降機構を設ける一方、この昇降機構に、台形ねじを具える昇降棒とこの台形ねじに螺合して前記昇降棒の回転により昇降し前記溶接電源がのせられる受けプレ−トと前記昇降棒の下端に連結するギヤモ−タ−とを設けてなることを特徴とするスポット溶接機。
- 前記電極板を支持するハウジングを設け、このハウジング内に前記受けプレ−トを取付けて成ることを特徴とする請求項1記載のスポット溶接機。
- 前記昇降機構において前記昇降棒を深溝玉軸受とスラスト玉軸受を組み合わせこれら玉軸受の間にカラ−を介挿して支承することを特徴とする請求項1記載のスポット溶接機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003433216A JP4487178B2 (ja) | 2003-12-26 | 2003-12-26 | スポット溶接機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003433216A JP4487178B2 (ja) | 2003-12-26 | 2003-12-26 | スポット溶接機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005186141A JP2005186141A (ja) | 2005-07-14 |
| JP2005186141A5 JP2005186141A5 (ja) | 2007-02-22 |
| JP4487178B2 true JP4487178B2 (ja) | 2010-06-23 |
Family
ID=34790669
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003433216A Expired - Lifetime JP4487178B2 (ja) | 2003-12-26 | 2003-12-26 | スポット溶接機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4487178B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102785019A (zh) * | 2012-05-21 | 2012-11-21 | 东莞市嘉龙皮革机械有限公司 | 后桥半轴套管压装点焊机 |
-
2003
- 2003-12-26 JP JP2003433216A patent/JP4487178B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102785019A (zh) * | 2012-05-21 | 2012-11-21 | 东莞市嘉龙皮革机械有限公司 | 后桥半轴套管压装点焊机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005186141A (ja) | 2005-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105899318A (zh) | Tig焊接装置及tig焊接方法 | |
| CA2210221C (en) | Weld gun counterbalance apparatus | |
| KR101796398B1 (ko) | 인다이렉트 스폿 용접 장치 | |
| JP3894544B2 (ja) | スポット溶接方法 | |
| JP4487178B2 (ja) | スポット溶接機 | |
| JP4780502B2 (ja) | スポット溶接電極 | |
| CN217618338U (zh) | 一种双头直焊机 | |
| JP4348745B2 (ja) | スポット抵抗溶接機 | |
| JP2000225470A (ja) | 抵抗溶接装置の溶接ヘッド | |
| CN211516554U (zh) | 一种柜体自动焊接装置 | |
| US11623297B2 (en) | Indirect spot welding apparatus and welding method | |
| JP2012250253A (ja) | スポット溶接機およびスポット溶接方法 | |
| JP5516966B2 (ja) | スポット溶接機 | |
| CN109604901B (zh) | 一种蜗壳缝焊定位装置 | |
| JP2005186140A (ja) | スポット溶接機 | |
| JP2001239372A (ja) | 抵抗溶接機 | |
| JP2005074459A (ja) | スポット抵抗溶接機における上部電極の位置決め装置 | |
| JP2005103588A (ja) | スポット溶接機における上部電極の支持装置 | |
| CN220093356U (zh) | 一种杠杆式点焊机 | |
| JP3112742U (ja) | 溶接機 | |
| KR200236719Y1 (ko) | 겐트리형 스폿용접 건 | |
| JP2005131669A (ja) | スポット溶接機の上部電極の支持装置 | |
| JP2005238317A (ja) | スポット溶接法 | |
| JP3922917B2 (ja) | 抵抗溶接機 | |
| JP2017100186A (ja) | スポット溶接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061226 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090519 |
|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20090724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100309 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100317 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130409 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4487178 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130409 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140409 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |