JP4432461B2 - 光拡散板の製造方法 - Google Patents
光拡散板の製造方法 Download PDFInfo
- Publication number
- JP4432461B2 JP4432461B2 JP2003376836A JP2003376836A JP4432461B2 JP 4432461 B2 JP4432461 B2 JP 4432461B2 JP 2003376836 A JP2003376836 A JP 2003376836A JP 2003376836 A JP2003376836 A JP 2003376836A JP 4432461 B2 JP4432461 B2 JP 4432461B2
- Authority
- JP
- Japan
- Prior art keywords
- light
- photosensitive medium
- substrate
- photosensitive
- diffusing plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Optical Elements Other Than Lenses (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
あるいは、ステップs92の工程を省略し、ステップs91で作製された感光基板にステップs93の処理を施してメタルマスターを直接形成してもよい。
図1は、本発明で使用する感光基板の断面構成図である。
感光基板10は、基板1上に層状に感光性媒体2が設けられた構成である。
この感光性媒体2が基板1上に塗布あるいは貼付けされて層状に形成される。
図2は、光拡散板の製造工程のうち、露光工程における露光機構の構成図であり、図3はその拡大図である。
また、対物レンズ5、シリンドリカルレンズ6は、従来公知のものでよい。
光拡散板20は、所定の出力エリア8内に光を反射、あるいは透過せしめるために好適な、上記感光性媒体に形成された微細彫刻面を原型とする彫刻表面組織を有するプラスチック等の材料より成る。また、光拡散板20は画像を射影する所望の寸法及び形状のものである。
(実施例1)
図2,3に示した構成で露光処理を行った。その露光条件を以下に示す。
(1)光源:水冷アルゴンイオンレーザ(スペクトラフィジックス社製、出力0.2mW、露光エネルギー2mJ)
(2)マスター拡散体:すりガラス
(3)マスター拡散体と感光基板との距離:600mm
(4)マスター拡散体上の投影形状(マスクにて調整):横×縦=60mm×10mmの長円
(5)感光基板
i)基板:PETフィルム 200mm×150mm
ii)感光性媒体:フォトレジスト(デュポンMRCドライフィルム社製FMA6E40)
(6)感光基板曲げ形状:横方向マスター拡散体中心に対してR600mmに湾曲
(7)露光時間:10秒
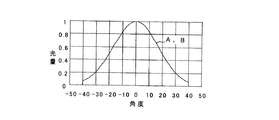
従来の光拡散板では、図6のようにA,Bの各位置での幅とピークの角度が異なっており、この範囲内で輝度ムラが大きい。これに対して、本発明の光拡散板では、図5においてA,Bの各位置で輝度分布のばらつきはほとんどなく、輝度ムラが少ないことが分かる。
また、輝度分布のサイドローブ(所定の出力エリアの外側エリア、またはFWHM発光エリア)の強度は最小であり、従って光エネルギーは有効に保存されていることが分かる。
以下の条件で光拡散板を作製した。
(1)感光基板:
i)基板:PETフィルム(厚み125μm)サイズ 対角線の長さ80インチ
ii)剥離層:アクリル系樹脂(塗布厚1〜2μm)
iii)感光性媒体:ネガ型ドライフィルム(デュポンMRCドライフィルム社製FMA107、厚さ25μm)
i)光源:アルゴンイオンレーザ(スペクトラフィジックス社製STABILITE2017、波長488nm、出力1W)
ii)マスター拡散板:すりガラス(透過光強度の半値幅20°)
iii)マスター拡散体と感光基板との距離:600mm
iv)マスター拡散体上の投影形状(マスクにて調整):横×縦=60mm×10mmの長円
v)感光基板曲げ形状:横方向マスター拡散体中心に対してR600mmに湾曲
vi)露光時間:10秒
ついで、この感光基板は厚み0.160mm前後であり剛性に欠けるため、紫外線硬化性接着剤を用いてその裏面に厚み2mmのアクリル基板を接着して剛性を増し、その後の処理の利便性を図った。
電鋳工程ではスルファミン酸ニッケル水溶液浴中にて、上記導電層を陰極としてニッケル電極との間に直流電流を通電して電着層としてNi層を厚さ5mm電着した。
ついで、導電層を層間剥離させることにより、第2電鋳層を第1電鋳層から分離し、さらに第2電鋳層に付着している導電層の残存物を除去した。
Claims (2)
- 拡散体を通して拡散された干渉光により、基板上に形成された感光性媒体を露光・現像してスペックルパターンを有する微細彫刻面を形成し、該微細彫刻面を利用して光拡散板を製造することよりなる光拡散板の製造方法であって、
前記基板として可撓性部材を用い、基板の感光性媒体面を前記感光性媒体面と拡散体との間の距離が該感光性媒体面内で一定となるように拡散体側に撓ませて露光を行う光拡散板の製造方法。 - 前記微細彫刻面が形成された基板を用いて該微細彫刻面の組織が転写された電鋳金型を製造し、次いで該電鋳金型を用いて直接または間接に光拡散板を製造する請求項1に記載の光拡散板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003376836A JP4432461B2 (ja) | 2003-11-06 | 2003-11-06 | 光拡散板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003376836A JP4432461B2 (ja) | 2003-11-06 | 2003-11-06 | 光拡散板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005140966A JP2005140966A (ja) | 2005-06-02 |
| JP4432461B2 true JP4432461B2 (ja) | 2010-03-17 |
Family
ID=34687759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003376836A Expired - Fee Related JP4432461B2 (ja) | 2003-11-06 | 2003-11-06 | 光拡散板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4432461B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5382608B2 (ja) * | 2008-11-17 | 2014-01-08 | 三菱瓦斯化学株式会社 | 光拡散シート及びそれを用いた面光源装置、ならびに光拡散シートの製造方法 |
| CN108600740B (zh) * | 2018-04-28 | 2020-09-18 | Oppo广东移动通信有限公司 | 光学元件检测方法、装置、电子设备和存储介质 |
-
2003
- 2003-11-06 JP JP2003376836A patent/JP4432461B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005140966A (ja) | 2005-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3413519B2 (ja) | 光の均質化装置及びその製造方法 | |
| KR100352732B1 (ko) | 후방투사스크린 | |
| CA2168106C (en) | High brightness directional viewing screen | |
| US6788460B2 (en) | Projection screen apparatus | |
| US6816312B2 (en) | Lenticular lens sheet including light-shielding layer and process of producing the same | |
| JPH05509416A (ja) | マイクロレンズスクリーン、光重合可能なマテリアルおよびこれらを使用した工芸品における、または、関する改良 | |
| TW200923591A (en) | Illumination optical system, exposure apparatus, optical element and manufacturing method thereof, and device manufacturing method | |
| KR20030074795A (ko) | 고품질 구경을 갖는 자가-배열 구경 마스크 | |
| JP3825782B2 (ja) | 防眩フィルム及びその製造方法、並びにそれを備えた表示装置 | |
| US20060001961A1 (en) | Method for producing a display screen | |
| JP4432461B2 (ja) | 光拡散板の製造方法 | |
| JP4415175B2 (ja) | 電鋳金型の製造方法 | |
| JP3243166B2 (ja) | レンチキュラーシートへの遮光パターンの形成方法 | |
| JP2005140967A (ja) | 光拡散板の製造方法 | |
| JP2018197838A (ja) | 体積ホログラム記録体 | |
| US4269915A (en) | Information carrier original for zero order diffraction projection | |
| CN101907821A (zh) | 一种正向投影屏及其制造方法 | |
| JP3293489B2 (ja) | レンチキュラーシート露光装置 | |
| JPS5999475A (ja) | 回折格子付ホログラムの製造方法 | |
| JP2005037802A (ja) | 光散乱フィルムおよびそれを用いた表示装置 | |
| JP4100350B2 (ja) | 防眩フィルムの製造方法 | |
| JPS63131167A (ja) | ホログラム作製方法 | |
| JP2004155083A (ja) | 曲面への微細な凹凸の形成方法、及び光学部材 | |
| JPH052930Y2 (ja) | ||
| JPH0358077A (ja) | ホログラムおよびその作製方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090804 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20090907 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091001 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091201 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091214 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130108 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |