JP4412610B2 - リチウム二次電池 - Google Patents
リチウム二次電池 Download PDFInfo
- Publication number
- JP4412610B2 JP4412610B2 JP2006049885A JP2006049885A JP4412610B2 JP 4412610 B2 JP4412610 B2 JP 4412610B2 JP 2006049885 A JP2006049885 A JP 2006049885A JP 2006049885 A JP2006049885 A JP 2006049885A JP 4412610 B2 JP4412610 B2 JP 4412610B2
- Authority
- JP
- Japan
- Prior art keywords
- battery
- electrode
- lithium secondary
- battery case
- secondary battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
Description
また別の目的としては、電池ケースと電極蓋とのかしめを強くし、且つ電池ケース先端部と電極蓋の外縁部とを溶接することにより、電解液の漏れを抑制して、長期安定性及び信頼性の向上を図ったリチウム二次電池を提供することにある。
最後に、電解液注入口15は、外部からネジ21又はシール材の充填といった簡便な封止方法によって閉塞される。この閉塞作業が簡便な方法によって行うことができると、設備費の低減とパージガスの使用量の低減を図ることができる。
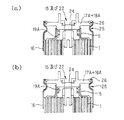
実施例1〜4及び比較例1〜3の電池は、正極の電極基板として幅200mm、長さ3600mm、負極の電極基板として幅200mm、長さ4000mmの大きさのものを捲回して内部電極体を作製した。その内部電極体に、正極電池蓋、正極外部端子、及び正極内部端子からなる放圧孔を備えた正極蓋と、それぞれの間にパッキンを挟んだ負極電池蓋、負極外部端子、及び負極内部端子からなる負極蓋を両端に溶接し、一体化された電池素子として、内径48mmφの電池ケースに収容した後、電池ケースを絞り加工及びかしめ加工した。次いで、電池ケースと電極蓋を、図3(a)の溶接法と同じように、電池ケースの側面側から電極蓋に貫通するようにして、その全周をYAGレーザーを用いて溶接した。
実施例5〜8及び比較例4〜6の電池は、電池ケースと電極蓋の溶接を電池ケースと電極蓋を直接突き合わせた部分に行った点を除いては、実施例1〜4と同様のリチウム二次電池を実施例1〜4と同様の方法にて作製して、評価した。

表1から分かるように、図3(a)と同じように電池ケースと電極蓋とが溶接されたリチウム二次電池において、Rbody−Rtop=0mm、ΔR/Rbody=0%である比較例1、比較例2では、共にHeリークが観察され、比較例1では液漏れも発生する結果となった。これは、溶接部を断面観察してみると、かしめが不充分で、電極蓋と電池ケースの間に隙間があったために、溶接が不充分であったことが分かった。
表2から分かるように、図3(b)と同じように電池ケースと電極蓋とが溶接されたリチウム二次電池においては、Rbody−Rtop=0mm、ΔR/Rbody=0%である比較例4、比較例5では、共にHeリークと液漏れが観察される結果となった。これも、比較例1、2の場合と同様に、溶接が不充分であることが理由であった。
Claims (10)
- 正極板と負極板とを、セパレータを介して捲回又は積層した、非水電解液を含浸した、電極体を、電池蓋と内部端子と外部端子とを有する電極蓋を備えた円筒形の電池ケースに収容してなり、前記電池ケースの前記電極蓋と接する部分を圧接して形成したかしめ部によって封止してなるリチウム二次電池であって、
前記電池ケースの胴体部の直径をRbody(mm)、前記かしめ部の直径をRtop(mm)としたときに、RbodyとRtopとが、Rbody>Rtopの関係を満足させ、
前記R body (mm)と前記R top (mm)の差をΔR(mm)としたときに、ΔRが、ΔR≦5(mm)の関係を満足するとともに、前記R body と前記ΔRとが、(ΔR/R body )×100≦10(%)の関係を満足し、
且つ前記電池ケースの先端部と前記電極蓋の外縁部とを、溶接加工により接合したことを特徴とするリチウム二次電池。 - 前記電池ケースが、Al又はAl合金からなる請求項1に記載のリチウム二次電池。
- 前記電池蓋と前記外部端子とが、Al又はAl合金からなる請求項1又は2に記載のリチウム二次電池。
- 前記電池ケースの形状が、パイプ状である請求項1〜3のいずれか1項に記載のリチウム二次電池。
- 前記溶接加工によって、前記電池ケースの先端部の全域と前記電極蓋とが接合される請求項1〜4のいずれか1項に記載のリチウム二次電池。
- 前記電極蓋の外縁部直近部分に電池ケースの絞り加工部を形成した請求項1に記載のリチウム二次電池。
- 2Ah以上の電池容量である請求項1〜6のいずれか1項に記載のリチウム二次電池。
- 車載用である請求項1〜7のいずれか1項に記載のリチウム二次電池。
- エンジン起動用である請求項8に記載のリチウム二次電池。
- 電気自動車用又はハイブリッド電気自動車用である請求項8又は9に記載のリチウム二次電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006049885A JP4412610B2 (ja) | 2000-02-09 | 2006-02-27 | リチウム二次電池 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000032381 | 2000-02-09 | ||
| JP2000259587 | 2000-08-29 | ||
| JP2006049885A JP4412610B2 (ja) | 2000-02-09 | 2006-02-27 | リチウム二次電池 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001559076A Division JP4001747B2 (ja) | 2000-02-09 | 2001-02-08 | リチウム二次電池及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006185926A JP2006185926A (ja) | 2006-07-13 |
| JP2006185926A5 JP2006185926A5 (ja) | 2009-10-01 |
| JP4412610B2 true JP4412610B2 (ja) | 2010-02-10 |
Family
ID=36738847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006049885A Expired - Fee Related JP4412610B2 (ja) | 2000-02-09 | 2006-02-27 | リチウム二次電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4412610B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4974734B2 (ja) * | 2006-10-10 | 2012-07-11 | 三星エスディアイ株式会社 | 二次電池及び二次電池モジュール |
| JP5786898B2 (ja) * | 2013-06-11 | 2015-09-30 | トヨタ自動車株式会社 | 密閉型電池の製造方法 |
| JP6589266B2 (ja) * | 2014-09-30 | 2019-10-16 | 株式会社Gsユアサ | 蓄電素子、および、その製造方法 |
| KR101776115B1 (ko) | 2017-03-22 | 2017-09-07 | 주식회사 비츠로셀 | 출력 특성을 향상시킨 에너지 저장 장치 |
| CN109256513A (zh) * | 2018-10-17 | 2019-01-22 | 江苏镭腾能源科技有限公司 | 一种无顶盖的极薄型圆柱锂电池盖帽 |
| WO2021124813A1 (ja) * | 2019-12-18 | 2021-06-24 | 三洋電機株式会社 | 円筒形電池 |
| CN113871765B (zh) * | 2021-09-26 | 2024-02-23 | 贵阳比耐新能源科技有限公司 | 一种圆柱型电池及其制造方法 |
-
2006
- 2006-02-27 JP JP2006049885A patent/JP4412610B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006185926A (ja) | 2006-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4001747B2 (ja) | リチウム二次電池及びその製造方法 | |
| JP4433650B2 (ja) | リチウム二次単電池及びリチウム二次単電池の接続構造体 | |
| CN107710459B (zh) | 电池及电池包 | |
| US7147962B2 (en) | Lithium secondary battery and manufacturing method thereof | |
| JP4412610B2 (ja) | リチウム二次電池 | |
| JP2009110751A (ja) | 二次電池 | |
| JP4383781B2 (ja) | 電池の製造方法 | |
| JP3596866B2 (ja) | リチウム二次電池及びその製造方法 | |
| JP2002203534A (ja) | 薄型二次電池および電池パック | |
| JP3568354B2 (ja) | 密閉型電池 | |
| JP2002231196A (ja) | 薄形電池の製造方法 | |
| JP4039197B2 (ja) | ラミネート電池、該ラミネート電池を複数接続したモジュール、該モジュールを複数接続した組電池、および該組電池を搭載した車両 | |
| JP2003217671A (ja) | 密閉型電池の製造方法と密閉型電池のシール性評価方法 | |
| JP4214569B2 (ja) | 非水電解液電池とその封口板および封口板の製造法 | |
| JP2003217549A (ja) | 密閉型電池とその製造方法 | |
| JP4204366B2 (ja) | 非水電解質二次電池 | |
| JP2000294202A (ja) | 薄型電池 | |
| JP3643693B2 (ja) | 密閉型電池の製造方法 | |
| JP4018881B2 (ja) | 電気化学デバイス | |
| KR101586793B1 (ko) | 전극조립체 및 그의 제조방법 | |
| JPH11339737A (ja) | 角形電池 | |
| JP5646944B2 (ja) | 二次電池およびその製造方法 | |
| JP3680939B2 (ja) | 封孔栓を有する電池の製造方法 | |
| JP4304716B2 (ja) | 組電池の設置方法 | |
| JPH11283607A (ja) | 密閉型電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090901 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091112 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121127 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131127 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |