JP4409245B2 - 耐食性及び耐摩耗性を有する被覆用合金を用いた装置 - Google Patents
耐食性及び耐摩耗性を有する被覆用合金を用いた装置 Download PDFInfo
- Publication number
- JP4409245B2 JP4409245B2 JP2003359741A JP2003359741A JP4409245B2 JP 4409245 B2 JP4409245 B2 JP 4409245B2 JP 2003359741 A JP2003359741 A JP 2003359741A JP 2003359741 A JP2003359741 A JP 2003359741A JP 4409245 B2 JP4409245 B2 JP 4409245B2
- Authority
- JP
- Japan
- Prior art keywords
- resistance
- coating
- erosion
- corrosion resistance
- corrosion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005260 corrosion Methods 0.000 title claims description 68
- 230000007797 corrosion Effects 0.000 title claims description 68
- 229910045601 alloy Inorganic materials 0.000 title claims description 20
- 239000000956 alloy Substances 0.000 title claims description 20
- 238000000576 coating method Methods 0.000 title description 28
- 239000011248 coating agent Substances 0.000 title description 23
- 229910052751 metal Inorganic materials 0.000 claims description 25
- 239000002184 metal Substances 0.000 claims description 25
- 239000012530 fluid Substances 0.000 claims description 22
- 229910052804 chromium Inorganic materials 0.000 claims description 13
- 238000007747 plating Methods 0.000 claims description 13
- 229910052750 molybdenum Inorganic materials 0.000 claims description 10
- 229910052720 vanadium Inorganic materials 0.000 claims description 7
- 239000012535 impurity Substances 0.000 claims description 4
- 229910052742 iron Inorganic materials 0.000 claims description 2
- 239000000463 material Substances 0.000 description 49
- 230000003628 erosive effect Effects 0.000 description 32
- 239000011651 chromium Substances 0.000 description 30
- 238000012360 testing method Methods 0.000 description 18
- 230000000694 effects Effects 0.000 description 16
- 239000007788 liquid Substances 0.000 description 14
- 238000000034 method Methods 0.000 description 14
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 13
- 239000011247 coating layer Substances 0.000 description 13
- 239000000843 powder Substances 0.000 description 13
- 239000013535 sea water Substances 0.000 description 13
- 238000003466 welding Methods 0.000 description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- 239000000126 substance Substances 0.000 description 9
- 239000000203 mixture Substances 0.000 description 8
- 239000004576 sand Substances 0.000 description 8
- 239000010410 layer Substances 0.000 description 7
- 230000009471 action Effects 0.000 description 6
- 238000005253 cladding Methods 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 150000001247 metal acetylides Chemical class 0.000 description 6
- 238000001556 precipitation Methods 0.000 description 6
- 229910052710 silicon Inorganic materials 0.000 description 6
- 239000002002 slurry Substances 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 5
- 238000000151 deposition Methods 0.000 description 5
- 230000010287 polarization Effects 0.000 description 5
- 230000003405 preventing effect Effects 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- 238000005299 abrasion Methods 0.000 description 3
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 238000005728 strengthening Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 230000005514 two-phase flow Effects 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910000628 Ferrovanadium Inorganic materials 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 239000004809 Teflon Substances 0.000 description 2
- 229920006362 Teflon® Polymers 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 229910001119 inconels 625 Inorganic materials 0.000 description 2
- PNXOJQQRXBVKEX-UHFFFAOYSA-N iron vanadium Chemical compound [V].[Fe] PNXOJQQRXBVKEX-UHFFFAOYSA-N 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 230000003252 repetitive effect Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 2
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical group [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910001208 Crucible steel Inorganic materials 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 229910001347 Stellite Inorganic materials 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- WAIPAZQMEIHHTJ-UHFFFAOYSA-N [Cr].[Co] Chemical compound [Cr].[Co] WAIPAZQMEIHHTJ-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000011195 cermet Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- AHICWQREWHDHHF-UHFFFAOYSA-N chromium;cobalt;iron;manganese;methane;molybdenum;nickel;silicon;tungsten Chemical compound C.[Si].[Cr].[Mn].[Fe].[Co].[Ni].[Mo].[W] AHICWQREWHDHHF-UHFFFAOYSA-N 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000004453 electron probe microanalysis Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- ZLANVVMKMCTKMT-UHFFFAOYSA-N methanidylidynevanadium(1+) Chemical class [V+]#[C-] ZLANVVMKMCTKMT-UHFFFAOYSA-N 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 239000012255 powdered metal Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000013049 sediment Substances 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000011949 solid catalyst Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- 239000002351 wastewater Substances 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F03—MACHINES OR ENGINES FOR LIQUIDS; WIND, SPRING, OR WEIGHT MOTORS; PRODUCING MECHANICAL POWER OR A REACTIVE PROPULSIVE THRUST, NOT OTHERWISE PROVIDED FOR
- F03B—MACHINES OR ENGINES FOR LIQUIDS
- F03B11/00—Parts or details not provided for in, or of interest apart from, the preceding groups, e.g. wear-protection couplings, between turbine and generator
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/052—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 40%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/053—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 30% but less than 40%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/055—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 20% but less than 30%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C27/00—Alloys based on rhenium or a refractory metal not mentioned in groups C22C14/00 or C22C16/00
- C22C27/06—Alloys based on chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/06—Metallic material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/026—Selection of particular materials especially adapted for liquid pumps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
- B23K35/304—Ni as the principal constituent with Cr as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/32—Selection of soldering or welding materials proper with the principal constituent melting at more than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/04—Welding for other purposes than joining, e.g. built-up welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2230/00—Manufacture
- F05B2230/90—Coating; Surface treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2260/00—Function
- F05B2260/95—Preventing corrosion
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2260/00—Function
- F05D2260/95—Preventing corrosion
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/17—Alloys
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/20—Hydro energy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- General Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Hydraulic Turbines (AREA)
- Coating By Spraying Or Casting (AREA)
Description
しかし、羽根車のライナーリング、軸受などの摺動部品は摩耗による損傷を受けるとともに、取り扱い液中に土砂やスケールなどの固形物が混入する場合には、スラリーエロージョンによって、さらに激しい損傷を受けることになる。
また、前記摺動部品の摺動面部分や本体への取り付け部分などは、構造上不可避的に隙間部を有する部分であり、これらの隙間部においては、その隙間部に侵入した腐食性液が隙間外の液と入れ替わり難いため、孔食が発生し易いとともに、隙間内と隙間外の部材表面との間に生ずる電池作用によって隙間腐食が発生する。流動する海水中において優れた耐食性を示すオーステナイト系ステンレス鋼においても、この隙間腐食の発生は大きな問題となっている。特に、ポンプが運転停止状態にある場合、隙間内の液が隙間外の液と入れ替わり難い現象は顕著になるので、度重なる運転停止状態にさらされたポンプの摺動部品は孔食や隙間腐食による損傷を受け、短い使用期間での交換を余儀なくされている。
しかし、これらの被覆用硬質材料は、耐隙間腐食性を有しておらず、海水などの環境下で使用され、隙間部を形成する部材に適用した場合には、急速に腐食が進行する。
一方、耐孔食性や耐隙間腐食性に優れた材料としてはインコネル625、ハステロイCなどのNi基合金があり、これらを局部的に溶接肉盛により被覆すれば、孔食や隙間腐食による損傷を防止できるが、前記の被覆用硬質材料に比べて硬度が低いために、摩耗やエロージョンには耐えることができない。
耐摩耗・エロージョン性と耐隙間腐食性を同時に発揮させるためには、例えば炭化物粉末と前記インコネル625などのNi基合金の粉末の焼結体を作製する方法があるが、複雑形状の大形部品製作が技術的、コスト的に困難であるとともに、焼結体は構造部材として強度上の問題があるために実用化されていない。
しかもこれらの摺動部品の摺動面部分や本体への取り付け部分などは、構造上不可避的に隙間部を有する部分であり、長期間の使用では孔食や隙間腐食が進行することになる。
したがって、海水や化学物質などの腐食性を有する流体で、しかも土砂やスケールなどの固形物が混入する流体を取り扱うポンプに適した摺動部材は、耐摩耗・エロージョン性と耐孔食・隙間腐食性の両方を兼ね備えたものである必要がある。また、これらの性質が要求されるのは部品の一部分に限られているので、当該部の母材の上に局部的な被覆処理によって所望の材料を付加することが最適な手段である。
(a)隙間面に盛金して腐食を防止する材料としては、盛金の作業性から考慮して、融点が低いもの(ステンレス鋼の融点と同等かそれ以下のもの)であることが好ましく、盛金に空隙の発生や酸化物などの不純物が混入しないものである必要があり、また経済性の面からは、盛金層が薄層であっても十分な防食効果を有するものが良い。これらの性質を兼ね備えている金属材料としてはNi基合金が最適であること。
(b)Niのみでは、海水中の耐孔食性、耐隙間腐食性が不十分なため、これにCr、Moを適量含有させることにより、優れた耐孔食性、耐隙間腐食性を得ることができること。
(c)摺動による摩耗、スラリーによるエロージョンに対する損傷が少ない材料としては、硬度の高いものである必要があり、被覆用には金属と炭化物を複合させたサーメット材料が望ましいが、流動性の良い良好な肉盛性能を発現させ、および被覆層内の空隙の生成を少なくするためには、炭化物と金属材料を混合した材料を肉盛するのではなく、肉盛施工時において、盛金材に添加させた成分元素の反応によって炭化物を析出するのが最適であること。
(d)炭化物生成自由エネルギーの低いVとCとを盛金材に適量含有させることにより、肉盛施工時において上記析出炭化物を安定に形成させることができ、また、前記のCr、Moの一部も炭化物として析出するので、優れた耐摩耗性、耐エロージョン性を得ることができること。
(e)ケイ素は脱酸剤として働き、かつ、湯流れ性を向上させることができること。
(f)さらに盛金材のNiの一部をFeで置換しても耐孔食性、耐隙間腐食性に悪影響を及ぼさないので、Feの適量の添加含有によって盛金材自体の価格を低減でき、かつ加工性の向上が図れること。
Niの外に全体に対する質量%として、
Crを23〜50%、
Vを7〜20%、
Cを1.6%以上で(0.236×V%+2)%以下を含み、
Moを最大40%以下で、(11−0.1×Cr%)%又は(125−4×Cr%)%の何れか多い方以上の比率で含有し、
更にCr、V、Moの合計が90%以下であるNi-Cr-Mo-V-C系合金を用いて任意の表面に薄い盛金を施し、耐摩耗性、耐腐食性を向上させてつくられている。
本願の他の発明による機械部品は、
Niの外に全体に対する質量%として、
Feを2.5〜25%
Crを23〜50%、
Vを7〜20%、
Siを0.5〜4.5%並びに
Cを1.6%以上で(0.236×V%+2)%以下を含み、
Moを最大40%以下で、(11−0.1×Cr%)%又は(125−4×Cr%)%の何れか多い方以上の比率で含有し、
更にFe、Cr、V、Moの合計が90%以下であるNi-Cr-Mo-V-C系合金を用いて任意の表面に薄い盛金を施し、耐摩耗性、耐腐食性を向上させてつくられている。
また、本発明は、上記二つの発明のいずれかの機械部品を有し、前記機械部品が流体機械に備えられた可動翼であり、前記可動翼の一部に前記薄い盛金が施されている流体機械であってもよい。
更に、本発明は、上記二つの発明のいずれかの機械部品を有し、前記機械部品が流体機械に備えられた軸受と、前記軸受と摺動するスリーブとを含み、前記軸受及びスリーブの少なくとも何れか一方の摺動面に前記盛金が施されている流体機械であってもよい。
(a)Cr
Cr成分は不働態化性を与える元素であり、Niへの添加によって不働態を強化することができる上、融点の低下も図られる。また、Cr成分は炭化物形成元素であり、炭化物析出による被覆層の硬化が図られる。本発明の盛金材による被覆層は、マトリックスの金属相と析出した炭化物相との二相からなり、耐食性を決定するのは金属相の組成である。Crは上記2種類の相のいずれにも含まれるが、被覆施工時においてCr炭化物の生成量を制御する事は困難であるので、炭化物生成に消費される量を考慮したうえで、不働態強化や融点低下に寄与するのに必要なCr量を決定する必要がある。
したがって、ここでは炭化物析出による硬さ向上の効果は二次的なものとし、不働態強化や融点低下の効果から検討した結果、Cr成分の含有量が23%未満では所望の効果が得られず、一方、50%を越えて含有させても不働態の強化に著しい向上が見られないことから、その含有量を23〜50%と限定した。
Mo成分は、海水中における隙間腐食の防止に極めて有効に作用するものである。また、前記のCr成分と同様に、Mo成分は炭化物形成元素であり、炭化物析出による被覆層の硬化が図られる。したがって、このMo成分の場合も炭化物析出による硬さ向上の効果は二次的なものとし、隙間腐食防止の効果から検討した結果、Mo成分の含有量の下限はCr成分の含有量との関係によって決まり、その値が(11−0.1×Cr%)%未満、および(125−4×Cr%)%未満では所望の隙間腐食防止効果が得られなかった。一方、40%を越えて含有させても隙間腐食改善に著しい向上が見られないことから、その含有量を(11−0.1×Cr%)%以上、かつ(125−4×Cr%)%以上、40%以下と限定した。
Vは炭化物生成自由エネルギーがCr、Moよりも低い元素であるので、盛金材中のV成分は炭化物の析出による被覆層の硬化に最も有効に作用するものである。しかし、その含有量が7%未満では前記作用に所望の効果が得られず、一方、20%を越えて含有させた場合には耐食性が損なわれる現象が見られたことから、その含有量を7〜20%と限定した。
C成分はV成分、Cr成分、Mo成分と結合し、炭化物を析出して被覆層の硬化に作用するものであり、主にバナジウム炭化物の析出に消費される。しかし、1.6%以下では前記の被
覆層硬化作用に所望の効果が得られない。一方、全てのVが炭化物を生成するために必要
なC含有量はV%×12.011(炭素の原子量)/50.942(バナジウムの原子量)=(0.236×V%)%である。しかし、CはV以外にもCr及びMoと炭化物を生成するため、全てのVが炭化物を生成
するためにはCの含有量が0.236XV%では不十分である。従って、Cの含有量を1.6%以上、(0.236×V%+2)%以下に限定した。
Si成分は、酸素との親和力が強いことから、盛金層中の酸素と結合して酸化物を除去するのに有効な働きをし、かつ、湯流れ性を向上させる。しかし、その含有量が0.5%未満では、前記作用に所望の効果が得られず、一方、4.5%を越えて含有させても、前記作用にそれ以上の顕著な改善の効果が見られないことから、その含有量を、0.5〜4.5%と限定した。
Fe成分には、盛金材のコストを低減する作用のほか、加工性を改善する作用があるので、これらの特性が要求される場合に必要に応じて含有される。また、盛金材へのV添加にあたって、V単独では高融点かつ高価であるので、材料製造の歩留まりを上げるとともに、実用的にコストを下げるためには、Vはフェロバナジウム(FeV)として添加するのが好ましく、この理由からもFe成分は含有される。しかし、その含有量が2.5%未満では、前記の作用に所望の効果が得られず、一方その含有量が25%を越えると耐食性が劣化するようになることから、その含有量を2.5〜25%と定めた。
本発明の盛金材によって被覆された部材は、海水や化学物質などの、腐食性があり、しかも単相或いは2相以上の流体を扱うポンプ、水車の摺動部材として著しい効果を有するが、その適用箇所に制限を受けるものでは無い。エロージョンは一般に、液体単相流の場合はレインエロージョン、期待と固体の2相流の場合はサンドエロージョン、固体と液体の2相流の場合はスラリーエロージョン、気体と液体の2相流の場合はキャビテーションエロージョンと分類されるが、本発明の合金はこれらのいずれにおいても、優れた耐エロージョン性を発揮する。例えば、耐食性と耐摩耗・エロージョン性に優れる利点を生かし、腐食性の液を取り扱うポンプの羽根車におけるキャビテーション発生部に被覆施工することによって、キャビテーションエロージョンを防止することができる。
また、本発明の合金によって被覆された部材は、ポンプのみならず、他の機器及び装置における耐食性と耐摩耗・エロージョン性が同時に要求される部材としても適用することができる。例えば高温かつ塩素や硫黄成分を含むガス環境下に晒され、しかも飛来するスラグや燃焼残渣などの衝突によるエロージョンを生じる箇所の部材に用いれば、大いに効果がある。また、火力発電所、原子力発電所に使用される冷却水用のポンプ、配管等の流路内の特に耐食性を要求される部材に用いれば、大いに効果がある。
また、化学プラント等において、例えば腐食性の強い試薬と固体触媒を使用する流動層反応器の内部、或いは化学反応層の撹拌器翼及び軸受部等の耐食性及び耐摩耗性を要求される部材に用いれば大いに効果がある。

この発明の方法を実施例により比較例と対比しながら説明する。
表1は本発明盛金材と比較盛金材の成分組成と、その隙間腐食試験結果、および硬さ試験結果とを併せて示したものである。
まず、試料の作製に当たっては、表1に示した各成分組成の盛金材の粉末をアトマイズ法で作製後、これを分級し、10〜50μmの粒度範囲に調整した。各粉末のそれぞれについて、以下の手順で肉盛被覆試料を作製した。
プラズマトランスファードアーク溶接法によって、幅60mm×長さ100mm×厚さ10mmのSUS304板の片面に厚さ3mmの肉盛被覆を二層施した。次いで、機械加工によって1mm厚さの表面層を加工除去した。この結果、表面には二層目に盛金した被覆層が露出する事になる。別途実施した被覆層の表面および断面のEPMA分析によって、二層目の被覆層には希釈混入による母材成分の混入が無い事を確かめているので、露出させた被覆層の表面は、盛金材とほぼ同一成分組成の合金であると言って差し支えない。
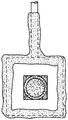
図1に正面図で、図2に縦断面図で示す如く、上記四角形状試験片3の被覆層側中央部に、1片が10mmのテフロン板4をアクリル板5を介してボルト6、ナット7で締め付け、また、前記試験片3の表面および周囲をシリコン樹脂2で覆って試験体とした。
試験に当たっては、前記試験片3とテフロン板4との間の微細な隙間に侵入した溶液による隙間腐食を調べることとし、試験体を3%NaCl水溶液中に浸漬し、繰り返し陽分極挙動を測定する方法を採った。図3に繰り返し陽分極曲線の代表例を模式図で示す。同図のA、B、Cはいずれも、電位を自然電極電位から貴方向に所定の速度で変化(往路)させ、電流値が6mAに達した後、電位を逆転させて卑方向に変化(復路)させたときの状態を示したものである。図3において、Aは上記した往路と復路の挙動に殆ど変化が無い場合で、優れた耐隙間腐食性を示している状態である。Cは往路と復路の挙動が全く異なり、電位を貴から卑に戻しても腐食電流は低下せず、腐食が発生すると腐食が停止しないため隙間腐食が生じ易い状態である。また、Bは、上記したAとCとの中間的な状態である。
表1に示す結果から、本発明盛金材の肉盛被覆試料1〜28は、いずれも優れた耐隙間腐食性に加えて耐摩耗性や耐エロージョン性を示すのに対して、成分組成がこの発明の範囲から外れた比較盛金材の肉盛被覆試料1〜12は耐隙間腐食性、あるいは耐摩耗性や耐エロージョン性のどちらかが劣ったものであることが明らかである。
なお、本発明盛金材の肉盛被覆試料の表面について、表面層を機械加工除去する前にその外観を観察したところ、いずれもすぐれた盛金性を示し、平滑な盛金表面が得られるものであった。
オーステナイト系ステンレス鋼のSUS304を素材とし、外径φ62mm、内径φ51mm、長さ65mmの円筒状部材を作製した。
この外周面に、29%Cr(質量%、以下同様)、11%Mo、1%Si、16%V、5%Cを含有し、残りがNiと不可避不純物からなるNi-Cr-Mo-V-C系合金粉末をプラズマトランスファードアーク溶接法で1.5mmの厚さに被覆した。次いで機械加工によって、表面層を加工除去し、外径φ64.4mm、内径φ53mm、長さ63mmの形状を有する円筒状部材を作製した。
上記実施例では、下地材料の母材として、オーステナイト系ステンレス鋼のSUS304を用いたが、海水中で使用できる材料であれば良く、本発明は、その母材の種類を制限するものではない。
また、上記実施例では、被膜の被覆方法として、プラズマトランスファードアーク溶接法を用いたが、被膜と母材の境界部および被膜内部に、隙間腐食の原因となる空孔を発生しない方法であれば良く、その方法は制限されるものではない。当該材料の粉末を溶射、または当該材料の粉末と有機粘結剤との混合物を塗布し、その後に当該材料を加熱溶融させる自溶性合金被覆法も適用可能である。ただし、被膜の長期信頼性の点から、プラズマトランスファードアーク溶接法、TIG溶接法が望ましい。
図4に上記円筒状部材を軸受スリーブに用い、SiC軸受と組み合わせて構成した本発明の軸受装置の断面模式図を示す。
図5にオーステナイト系ステンレス鋳鋼のSCS16製可動翼の模式図を示す。ここで、可動翼13の翼先端の負圧部は、運転条件によっては、構造的にキャビテーションエロージョンを発生して損傷される可能性がある。また、運転停止状態が長く続いた場合は、翼先端とケーシングとの隙間部において隙間腐食が発生する。
そこで、当該部の一部14をグラインダで深さ1mm除去した後、29%Cr、11%Mo、1%Si、16%V、5%Cを含有し、残りがNiと不可避不純物からなるNi-Cr-Mo-V-C系合金粉末をプラズマトランスファードアーク溶接法で1.5mmの厚さに被覆した。次いで機械加工によって、表面層を加工除去し、被覆層を1mmの厚さに仕上げ、当該部に被膜を形成する可動翼を作製した。
また、前記実施例1と同様に、母材、および被覆方法は、その種類を制限するものではない。
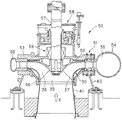
図6に本発明の実施例の排水ポンプを示す。23は排水を汲み出す羽根車であり、24は駆動系から回転を伝達する主軸であり、25は主軸に取り付けられているスリーブであり、26はスリーブ24と摺動し、主軸25を支持する軸受であり、これらを内蔵し内部を排水が通るケーシングが27である。26の軸受は実施例2の軸受が搭載される。ポンプ流路内において、腐食及び摩耗の発生する部位に本発明盛金材を施工する。
本発明による皮膜で耐スラリ-エロージョン化及び耐キャビテーションエロージョン化を図った流体機械用の構成部材の一例としてポンプのランナすなわち羽根車30が図7に断面図で示されている。
図7において、羽根車30は、回転軸を受ける軸穴31が形成されたハブ32と、そのハブ32から半径方向外側に放射状に広がる円板状の主板33と、主板33から軸方向に隔てられた環状の側板34と、主板33と側版34との間において円柱方向(軸穴の軸線O−O周りの円周方向)に等間隔に隔てて配置され所望の曲面の沿って湾曲して側板及び主板と一体的に形成された複数の翼35とで構成されていて、主板33、側板34及び翼35により流体に流れる流路36を画定している。流路36の半径方向内側の部分37が入り口部となり、半径方向外側の部分38が出口部となる。また、環状の側板34は、円周方向内側の軸方向に伸びる部分34aと、半径方向外側に伸びる部分34bとを有し、軸方向伸張部分34aによって羽根車30の入口39を画定している。このような羽根車30を回転させて流体を送り出す場合、例えば、羽根車を土砂を含む水中で回転させると水中の土砂の粒子が羽根車30の表面、特に羽根車30内の流路36を画定する主板33の内面41、側板34の内面42及び翼35の両面、すなわり圧力面43、負圧面44に当ってこれを削り取り、それらの表面が極端に摩耗することになる。さらに、海水や化学物質などの腐食性のある環境下で使用されれば、腐食によって減耗する。
そこで、羽根車30の上記流路36を画成する内面41及び42、圧力面43及び負圧面44、入口39の内面45、側板34の外側面46及び主板33の裏面47のうち所望する面に、本発明材料を肉盛する。
上記ポンプにおいて、主軸37を回転させることによってその下端に固定された羽根車30を回転させると、流体が吸出し管61内で矢印Xで示されるように羽根車の入口39に吸込まれ、羽根車30の流路36を通って出口38側から半径方向に押し出され、出口室55内に流入する。出口室内の流体は、図示しない出口から吐き出される。
上述したように、この発明によれば、摺動部品の任意の表面に薄い盛金を施すだけで、摺動に対する摩耗、土砂やスケール混入に対するエロージョン、及び孔食、隙間腐食を確実に防止することができ、部分的な盛金でよいため極めて経済的であり、海水や化学物質などの腐食性のある環境下で使用する機器及び装置などの部材の損傷を防ぎ、長期間にわたる使用が可能になるなどの興行場有用な効果がもたらされる。更に、本発明の合金を用いて被覆した機械部品、例えば羽根車、軸受、ケーシング等及びそれらを使用した流体機械の寿命を延ばすことが可能である。
8:スリーブ、9:軸受、10:軸スリーブ、11:軸受ケース、12:スリーブ固定リング
13:可動翼、14:被膜
23:羽根車、24:主軸、25:スリーブ、26すべり軸受、27:ケーシング
30:羽根車、31:軸穴、32:ハブ、33:主板、34:側板、35:翼、36:流路
36、37:入り口部、38:出口部、39:羽根車30の入口39、41:主板33の内面
41、42:側板34の43:圧力面、44:負圧面、45:入口39の内面、46:側板
34の外側面、47:主板、33:裏面、50:立形ポンプ、51:ケーシング、52:ポンプ室
53:端板、54:ケーシング本 55:出口室、56:カバー、57:主軸、58:軸受
59:シール装置、60:支持台、61:吸し管
Claims (5)
- 質量%として、
Feを2.5〜25%
Crを23〜50%、
Vを7〜20%、
Siを0.5〜4.5%並びに
Cを1.6%以上で(0.236×V%+2)%以下を含み、
Moを最大40%以下で、(11−0.1×Cr%)%又は(125−4×Cr%)%の何れか多い方以上の比率で含有し、
残部がNiと不可避不純物からなり、
更にFe、Cr、V、Moの合計が90%以下であるNi-Cr-Mo-V-C系合金を用いて任意の表面に薄い盛金を施し、耐摩耗性、耐腐食性を向上させた機械部品。
- 請求項1に記載された機械部品を有するポンプ。
- 請求項1に記載された機械部品を有する水車。
- 請求項1に記載された機械部品を有し、前記機械部品が流体機械に備えられた可動翼であり、前記可動翼の一部に前記薄い盛金が施されている流体機械。
- 請求項1に記載された機械部品を有し、前記機械部品が流体機械に備えられた軸受と、前記軸受と摺動するスリーブとを含み、前記軸受及びスリーブの少なくとも何れか一方の摺動面に前記盛金が施されている流体機械。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003359741A JP4409245B2 (ja) | 2003-10-20 | 2003-10-20 | 耐食性及び耐摩耗性を有する被覆用合金を用いた装置 |
| CNB2004800281654A CN100439532C (zh) | 2003-10-20 | 2004-03-26 | 使用抗腐蚀/磨损性合金作为涂层金属表面的装置 |
| PCT/JP2004/004388 WO2005038062A1 (en) | 2003-10-20 | 2004-03-26 | Apparatus using corrosion/abrasion resistant alloy for coating metal surface |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003359741A JP4409245B2 (ja) | 2003-10-20 | 2003-10-20 | 耐食性及び耐摩耗性を有する被覆用合金を用いた装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005120458A JP2005120458A (ja) | 2005-05-12 |
| JP2005120458A5 JP2005120458A5 (ja) | 2007-11-22 |
| JP4409245B2 true JP4409245B2 (ja) | 2010-02-03 |
Family
ID=34463351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003359741A Expired - Fee Related JP4409245B2 (ja) | 2003-10-20 | 2003-10-20 | 耐食性及び耐摩耗性を有する被覆用合金を用いた装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4409245B2 (ja) |
| CN (1) | CN100439532C (ja) |
| WO (1) | WO2005038062A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008025437A (ja) * | 2006-07-20 | 2008-02-07 | Mitsubishi Materials Corp | 摺動装置 |
| US8356413B2 (en) | 2006-10-24 | 2013-01-22 | Honeywell International Inc. | Thermally sprayed structures for foil bearings |
| KR100884293B1 (ko) | 2007-10-08 | 2009-03-19 | 주식회사 금호펌프 | 액체와 가스의 혼합물용 원심펌프 |
| FR2930003B1 (fr) * | 2008-04-14 | 2013-02-08 | Alstom Hydro France | Organe de machine hydraulique a bord renforce contre l'abrasion et machine hydraulique mettant en oeuvre un tel organe. |
| FR2941639B1 (fr) * | 2009-01-30 | 2012-04-20 | Alstom Hydro France | Composant neuf de machine hydraulique, procede de fabrication ou de maintenance d'un tel composant |
| ES2586135T3 (es) * | 2010-02-23 | 2016-10-11 | Da Volterra | Formulaciones para el suministro oral de adsorbentes en el intestino |
| EP2705925B1 (en) * | 2011-09-16 | 2018-01-24 | King Abdulaziz City for Science & Technology (KACST) | Method of enhancing wear resistance of the centrifugal pump parts |
| CN103008859A (zh) * | 2011-09-28 | 2013-04-03 | 沈阳透平机械股份有限公司 | 一种核二级泵水润滑轴承表面强化的方法 |
| JP6528106B2 (ja) * | 2014-05-30 | 2019-06-12 | アイセイエンジ株式会社 | NbC分散強化型耐腐食性ニッケル・クロム・モリブデン合金とその製造方法、耐腐食性・耐摩耗性表面肉盛溶接層を備えた鋼材とその製造方法、並びに冷間工具 |
| JP6698280B2 (ja) * | 2015-05-15 | 2020-05-27 | 山陽特殊製鋼株式会社 | 合金粉末 |
| JP7308503B2 (ja) * | 2017-05-08 | 2023-07-14 | 大阪富士工業株式会社 | 摺動部材 |
| JP6698910B2 (ja) * | 2019-04-09 | 2020-05-27 | 山陽特殊製鋼株式会社 | 合金粉末 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| HUT65404A (en) * | 1989-10-11 | 1994-06-28 | Hem Res Inc | Protection from shock subsequent to injury by double-stranded rnas |
| JPH05156396A (ja) * | 1991-11-29 | 1993-06-22 | Toyota Motor Corp | 盛金用Ni基合金 |
| JPH1030141A (ja) * | 1996-07-17 | 1998-02-03 | Daido Steel Co Ltd | 耐食・耐摩耗・耐割れ性に優れた合金およびその製造方法 |
| JP2970670B1 (ja) * | 1998-02-25 | 1999-11-02 | トヨタ自動車株式会社 | 肉盛合金およびエンジンバルブ |
| JP2000328199A (ja) * | 1999-05-11 | 2000-11-28 | Nippon Steel Corp | 耐摩耗材料 |
| JP3896478B2 (ja) * | 2001-04-02 | 2007-03-22 | 株式会社フジコー | 耐食性、耐摩耗性および耐焼付き性に優れた肉盛り用材料及び複合工具 |
-
2003
- 2003-10-20 JP JP2003359741A patent/JP4409245B2/ja not_active Expired - Fee Related
-
2004
- 2004-03-26 CN CNB2004800281654A patent/CN100439532C/zh not_active Expired - Fee Related
- 2004-03-26 WO PCT/JP2004/004388 patent/WO2005038062A1/en not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005038062A1 (en) | 2005-04-28 |
| CN100439532C (zh) | 2008-12-03 |
| JP2005120458A (ja) | 2005-05-12 |
| CN1860244A (zh) | 2006-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4409245B2 (ja) | 耐食性及び耐摩耗性を有する被覆用合金を用いた装置 | |
| AU677994B2 (en) | Spray powder for hardfacing and part with hardfacing | |
| JP3886394B2 (ja) | 耐食性と耐摩耗性を有する被覆部材 | |
| CA3073562C (en) | Pumps for hot and corrosive fluids | |
| JP2012001812A (ja) | 耐摩耗性で低摩擦のコーティング並びにそれで被覆された物品 | |
| US20120077058A1 (en) | Corrosion and wear-resistant claddings | |
| Singh | Application of thermal spray coatings for protection against erosion, abrasion, and corrosion in hydropower plants and offshore industry | |
| EP2535434B1 (en) | Wear resistant inner coating for pipes and pipe fittings | |
| Singh et al. | Erosion behavior of laser cladded Colmonoy-6+ 50% WC on SS410 steel under accelerated slurry erosion testing | |
| JP4412964B2 (ja) | 耐食性及び耐摩耗性を有する被覆用合金 | |
| JPH06170584A (ja) | 高C高Si含有溶接金属粉体及びその被覆層を持つ機器部材 | |
| Tripathi et al. | Study on tribological behavior of HVOF developed coatings especially for hydroturbine runner application—a concise review | |
| JP2022100310A (ja) | 硬質皮膜および耐土砂摩耗性硬質皮膜被覆部材 | |
| JP4322473B2 (ja) | 給水ポンプ | |
| Tougherghi et al. | Microstructure, Tribological, and Electrochemical Characterization of Hardfacing WC-Ni-Cr on AISI 1045 Carbon Steel Alloy | |
| JP4318901B2 (ja) | ポンプ用軸 | |
| JP2023090379A (ja) | 溶融塩用すべり軸受装置、ポンプ、ポンプを運転する方法 | |
| WO2003104512A1 (ja) | 被膜の材料選定方法及び被膜 | |
| Grewal et al. | Slurry Erosion Behavior of Thermal Spray Coatings | |
| WO2004001089A1 (ja) | アーク溶射用耐摩耗材複合ワイヤ及びその製造方法 | |
| JP2003301792A (ja) | 給水ポンプ | |
| Fan et al. | Corrosion Behavior of Ni-Based Coatings Reinforced with Chromium Carbide Particles Deposited by Plasma Transferred Arc in a Hydrochloric Acid Solution | |
| Kumar et al. | Parametric optimization of corrosion and erosive wear performance of FeCrCoNiSiB coated Q235 steel by using Taguchi's method | |
| Singh et al. | Artificial neural network model for wear characteristic analysis of WC-10Co4Cr and Stellite 6 thermal spray coatings | |
| JP2004010974A (ja) | 耐スラリーエロージョン溶射被膜及び溶射被膜を施した流体機械部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060829 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060829 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091019 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091111 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121120 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121120 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131120 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |