ところで、スガタゲージを用いて検査作業者がホイールリムの品種を直接判別する検査方法にあっては、作業者の技能レベルや、作業環境に応じて、誤った判定をすることもあり得る。また、ホイールの種類が多くなってくるにつれ、形状が酷似している種類のものも増え、これらを作業者が常に一定レベルで検査するには限界がある。そして、誤組み付け品が判別されないと、所望の製品に混在して出荷されてしまうこととなる。また、この検査に用いるスガタゲージは、自動車用ホイールの種類に応じてそれぞれ用意する必要があると共に、これらスガタゲージをそれぞれ所定期間毎に、校正する必要もあり、当該検査に準ずる作業が繁雑化することとなっている。さらに、このホイールリムの検査は自動化されていないことから、上述したように自動化が進行する製造ラインにあって、製造コストの低減に限界を生じさせている。
また、上述したリム幅の測定と画像データとからホイールを判別する判別装置にあっては、同一リム径のホイールであって、オフセットが異なり、リムドロップ部の形成位置や形状の異なる品種を判別することができない。
本発明は、かかる上記問題点を解決し、ホイールリムの誤組み付け品を確実に検出することができる車両用ホイールリムの種別判定方法を提案するものである。
本発明は、光ファイバの端部に形成された発光素子又は受光素子がホイールリムの軸方向に沿ってほぼ等間隔で所定数配列されてなる素子列を対向して配し、かつ各素子列の同一軸方向位置で、対となる発光素子と受光素子を夫々配置し、この発光素子と受光素子との間で送受させる検出光により被検出体の存在を検知する軸方向に沿った光検出面域を生成し、該光検出面域を、ホイールリムの外周でリムドロップ部とウエル部とにより形成される環状凹面に対して、接線方向で横断させ、検出光が受信される所定の受光素子に基づいて、当該ホイールリムの種別を判定するようにした車両用ホイールリムの種別判定方法である。ここで、発光素子及び受光素子は、各素子毎に光源又は受光器とそれぞれ光ファイバにより結線されて検出光を伝送する、いわゆる光ファイバセンサを構成するものであるから、検出光のスポット径が比較的小さく、一対の発光素子及び受光素子を並設した場合にあっても、相互間での光の干渉が極めて少ない。このため、このスポット径に応じて、素子列を構成する各発光素子又は受光素子の配列間隔を狭く設定することが可能である。
ここで、リムドロップ部及びウエル部により形成される環状凹面は、ホイールリムの種類に従って、ホイール軸方向とほぼ平行なリム幅方向に沿って、形成位置や形成長さが異なる。すなわち、この環状凹面の、ホイール軸方向位置やホイール軸方向に沿った長さが異なることにより、複数種類のホイールが構成されている。このような環状凹面を有するホイールリムに対して、本発明にあっては、ホイール軸方向に沿って生成される光検出面域を、該環状凹面をホイールの接線方向で横断させるようにしたことにより、ホイール軸方向に沿って配列された発光素子から検出光が発せられると、環状凹面を透過する検出光を発した発光素子と対の受光素子が当該検出光を受光することとなり、これ以外の検出光はホイールリムにより遮られることとなる。この検出光を受信した受光素子の配列位置により、当該ホイールの環状凹面を適正に検知することができる。そして、この受光素子に基づく種別判定処理として、例えば、検出光を受信した受光素子に示される受信位置パターンを、リムドロップ部及びウエル部の形状データと車両用ホイールのオフセットデータとから予め設定した受信設定位置パターンと、合致するか否かの判定処理を行う。このような判定処理により、ホイールリムの種別を正確かつ容易に判定することができる。ここで、かかる方法は、上述したように、光ファイバにより検出光を伝送するようにした方法であるから、各発光素子又は受光素子の配列間隔を狭く設定でき、前記環状凹面のホイール軸方向位置とホイール軸方向に沿った長さとを高い精度で検出することができる。このように、本発明の方法によれば、比較的外面形状が酷似していることから品種を判別する検査が難しかったホイールリムを、定常的かつ確実に判別することができることとなる。而して、誤って異なる種類のホイールリムが組み付けられた車両用ホイールを確実に判別することができ、このような誤組み付け品が出荷されることを防止できる。また、上述した従来のように、作業者が各個毎にスガタゲージにより検査する方法に比して、本発明の種別判定方法は、定常的に正確な検査を行い得ると共に、検査に要する時間を著しく短縮することができる。
また、車両用のホイールでは、同じ形状のホイールリムにあっても、上述したオフセットが異なるものも存在する。このように、同形状のホイールリムであり、かつオフセットが異なるホイールは、オフセットに応じて、環状凹面のホイール軸方向位置が変わる。かかるホイールでも、上述した本発明にあっては、検出光を受信した受光素子の配列位置により、ホイール種類を適正に判定することが可能である。
ここで、対向する素子列としては、一方に発光素子のみを配列し、他方に受光素子のみを配列する構成や、両方にそれぞれ発光素子と受光素子とを配列する構成のいずれとすることもできる。ここで、一方を発光素子のみが配列した素子列とし、他方を受光素子のみが配列した素子列とした構成にあっては、全ての検出光が一方から他方に向かって発せられることとなるため、受光素子の受信感度を高くするに従って、光の干渉を受けやすい傾向にある。したがって、発光素子と受光素子とを特定数毎に交互に配列するようにして、対向する素子列を構成し、両方の素子列から検出光が発せられるようにする。これにより、例え受信感度を高めた場合にあっても、適切に光の干渉を防ぐことができ得る。ここで、特定数とは、光の干渉を充分に防止できる数として、受光素子の受信感度、配列間隔、光ファイバの種類等に応じて適宜設定される。
このような本発明の方法は、車両用ホイールの製造ライン内で、ホイールリムの種別判定を行う装置として配設することが可能であり、かつ、該装置に制御装置を設けることにより自動化することができる。さらに、このような光ファイバの端部に形成された発光素子と受光素子により検出光を送受する方法にあっては、対となる発光素子と受光素子間の距離を比較的長く設定しても、該検出光を適正に送受できる。このため、製造ラインに比較的容易に設置することも可能である。このように、この種別判定方法にかかる装置を製造ライン内に配設することにより、ホイールの生産効率を向上させることができるという優れた利点も有する。
また、上述した車両用ホイールリムの種別判定方法にあって、ホイールリムとディスクからなる車両用ホイールを、該ディスクのハブ取付面を基準として固定し、該ホイールリムの環状凹面に対して光検出面域を横断させることにより、当該ホイールリムの種別を判定するようにした方法が提案される。ここで、ディスクのハブ取付面は、車両のハブに接合されるところであり、車両に適正にホイールが取り付けられるように、該ハブ取付面を基準としてホイールの様々な形状寸法が定められている。すなわち、このハブ取付面を基準に、ホイールのオフセットやリム幅等が定められている。したがって、ディスクとホイールリムを接合したホイールにあって、常に一定である基準に対して、上述したホイールリムの種別判定を行うことにより、例え僅かにオフセットやリムドロップ部位置が異なるホイールリムをも正確に判別することができ、該ホイールリムの種別を高い精度で判定することができる。
このような車両用ホイールリムの種別判定方法にあって、素子列を構成する発光素子を、各発光素子毎に発光タイミングを変えるように発光制御した方法が提案される。これにより、所定数配列する発光素子間で、互いの検出光が干渉することを防止する効果が高い。このため、受光素子の受信感度を高めることも可能である。また、発光素子の発光タイミングに応じて、対となる受光素子の受信タイミングも夫々に異なることとなるから、各受光素子毎に受信すべき検出光を明確に区別することも可能となる。而して、対となる発光素子と受光素子間における検出光の送受が正確化し、検出光の誤検出を一層確実に防ぐことができる。
さらにまた、上述した車両用ホイールリムの種別判定方法にあって、受光素子が、対となる発光素子から発せられた検出光の、被検出体により部分的に遮断されて低下した光量変化をも受信するようにした方法が提案される。かかる構成にあっては、変化した光量を受信することにより、この光量変化に応じて環状凹面を判別することができることから、例えば、環状凹面のホイール軸方向に対する境界となるウエル部により検出光が部分的に遮られた場合に、該ウエル部のホイール軸方向位置を正確に定めることができ、該環状凹面を高い精度で検知することができる。このため、僅かに環状凹面が異なるホイールにあっても、一層的確に判別することが可能である。また、このように光量変化を受信できることにより、検出光の受信として認め得る最低光量を一層適正に設定することができるから、検出光と、周囲の光等の外的要因とを明確かつ正確に区別することができ、環状凹面の検知精度を向上させ得る。而して、環状凹面を形成するリムドロップ部とウエル部とを一層正確に定めることができ、これに基づくホイールリムの種別を判定する判定精度が向上する。
本発明は上述したように、光ファイバの端部に形成された発光素子又は受光素子がホイールリムの軸方向に沿ってほぼ等間隔で所定数配列されてなる素子列を対向して配し、かつ各素子列の同一軸方向位置で、対となる発光素子と受光素子を夫々配置し、この発光素子と受光素子との間で送受させる検出光により生成される光検出面域を、ホイールリムの外周でリムドロップ部とウエル部とにより形成される環状凹面に対して、接線方向で横断させ、検出光が受信される所定の受光素子に基づいて、当該ホイールリムの種別を判定するようにした車両用ホイールリムの種別判定方法であるから、環状凹面を透過した検出光を受光した受光素子によって、当該環状凹面を適正かつ高精度で検知することができるため、ホイールリムの種別を定常的に、正確かつ容易に判定できる。而して、誤って異なる種類のホイールリムが組み付けられた車両用ホイールを確実に判別することができ、このような誤組み付け品が出荷されることを防止できる。また、かかる方法は、ホイールの製造ラインに自動化された装置として配設することが可能であり、ホイールの生産効率を向上させることができるという優れた利点も有する。
また、ホイールリムとディスクからなる車両用ホイールを、該ディスクのハブ取付面を基準として固定し、該ホイールリムの環状凹面に対して光検出面域を横断させることにより、当該ホイールリムの種別を判定するようにした種別判定方法にあっては、常に一定である基準に対して、ホイールリムの種別判定を行うようにしたから、該ホイールリムの種別を正確かつ高精度で判定することができる。
素子列を構成する発光素子を、各発光素子毎に発光タイミングを変えるように発光制御した種別判定方法にあっては、所定数配列する発光素子間で、互いの検出光が干渉することを一層防止することができ、検出光の送受が正確化し、検出光の誤検出を一層確実に防ぐことができる。
受光素子が、対となる発光素子から発せられた検出光の、被検出体により部分的に遮断されて低下した光量変化をも受信するようにした種別判定方法にあっては、環状凹面を形成するリムドロップ部とウエル部とを一層正確に定めることができ、ホイールリムの種別を一層高い精度で判定でき得る。
本発明の一実施形態例を添付図面を用いて詳述する。
本実施形態例にあっては、車両用ホイールとして、2ピースタイプのスチール製自動車用ホイール51(図7参照)の場合について、そのホイールリム52の種別を判定する種別判定方法を例示する。具体的には、図1及び図2に示す自動車用ホイールリムの種別判定装置1である。この種別判定装置1は、自動車用ホイール51の振れ精度を検査する、図示しない振れ精度検出装置に並設している。ここで、振れ精度検出装置にあっては、別々の成形工程で成形されたホイールリム52とディスク53とを組み付け装置(図示省略)によって嵌合され溶接されてなる自動車用ホイール51について、振れ精度を検査するものである。このように、種別判定装置1は、自動車用ホイール51として成形された後に、該自動車用ホイール51を構成するホイールリム52の種別を判定するようにしている。
上記の振れ精度検出装置(図示省略)にあっては、自動車用ホイール51の振れ精度を適正に検査できるように、該自動車用ホイール51を、そのハブ取付面61を基準として正確に支持固定するホイール固定装置2が設けられている。そして、本発明にかかる種別判定装置1は、このホイール固定装置2によって支持固定された自動車用ホイール51について、そのホイールリム52の種別を判定するように設置されている。すなわち、このホイール固定装置2は、振れ精度検出装置を構成すると共に、本発明にかかる種別判定装置1をも構成するものである。したがって、このホイール固定装置2により支持固定された自動車用ホイール51に対して、ホイール振れ精度の検出と、当該種別判定装置1によるホイールリム52の種別判定とを一括して行うこととしている。
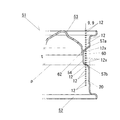
この種別判定装置1によりホイールリム52の種別を判定される自動車用ホイール51を図7に例示する。ここで、この自動車用ホイール51は、別々の成形工程で成形されたホイールリム52とディスク53とを、図示しない組み付け装置によって、該ホイールリム52のリムドロップ部54の内周面に、該ディスク53のディスクフランジ部62を嵌合し、溶接して一体化されてなるものである。
ここで、ホイールリム52は、両側の開口縁に、タイヤのサイドウォール部を支持するリムフランジ部55a,55bが夫々に周成されており、この各リムフランジ部55a,55bに、タイヤのビードを着座させるビードシート部56a,56bが夫々に連成されている。そして、両側のビードシート部56a、56bの間には、タイヤ装着時にタイヤのビードを落とすためのリムドロップ部54が、ウエル部57a,57bを介して設けられている。このリムドロップ部54と、その軸方向両側に連成されたウエル部57a,57bとにより、本発明の環状凹面60が構成される。さらに、ホイール裏面側のビードシート部56bとウエル部57bとの間にはレッジ部58が形成されている。尚、このレッジ部58は形成されていない種類のホイールリムも存在する。
一方、このディスク53にあっては、中心にハブ孔63を有し、その半径方向外側に周方向にほぼ等間隔で所定数のボルト孔65が形成され、該ボルト孔65の半径方向外側から、外方向に向かって隆起する形状の隆起部64が形成されている。この隆起部64の半径方向内側の裏面には、車軸のハブと連結するハブ取付面61が形成されている。また、この隆起部64の半径方向外側には、ホイール軸方向と略平行のディスクフランジ部62が形成されている。
このような自動車用ホイール51にあって、ホイールリム52のリム幅中心pから、ディスク53のハブ取付面61までの軸方向距離が、オフセットtとなる。すなわち、このオフセットtが大きいほど、リム幅中心pに対して、自動車のハブが取り付けられる位置が偏位していることとなる。尚、このオフセットtは、リム幅中心pに対して、ホイール意匠面側、裏面側のいずれの方向に偏位する場合もあり得る。
次に、本発明の要部にかかる、上記した自動車用ホイール51のホイールリム52を判別する種別判定装置1について詳細に説明する。
上述したホイール固定装置2にあっては、上下方向に進退作動する可動支持台7と、該可動支持台7の上面から上方に起立するホイール支持柱4とを備えている。このホイール支持柱4は、可動支持台7の進退作動に従って上下方向に昇降する。そして、可動支持台7が退避位置であると、ホイール支持柱4は搬送コンベア30よりも下方に位置する。また、可動支持台7を退避位置から上方へ進出作動することにより、ホイール支持柱4を昇動させ、該ホイール支持柱4を、搬送コンベア30により移送された自動車用ホイール51の裏面側からハブ取付面61に当接させ、該自動車用ホイール51を所定の検査位置まで上昇させる。ここで、ホイール支持柱4の上部には、図1及び図2のように、ディスク53のハブ取付面61を裏面側から水平に支持する支持基準面5が形成され、該支持基準面5の中心には上方に垂直状に突出するハブ孔嵌合片6が形成されている。ここで、このハブ孔嵌合片6は、ディスク53のハブ孔63に嵌合するように嵌合寸法が定められていると共に、周方向に複数の円弧片に分割して構成されており(図示省略)、内圧を負荷することにより拡径するようになっている。そして、このハブ孔嵌合片6を、ハブ孔63に嵌合した後に拡径することにより、ディスク53のハブ取付面61と支持基準面5とを整一に当接させて固定でき、当該自動車用ホイール51が、ハブ取付面61を基準として、支持基準面5に正しく連結されることとなる。
尚、このホイール固定装置2は、上述のように、振れ精度検出装置(図示書略)としても用いられるものであるから、ホイール支持柱4は、図示しない回動装置に連接されており、該回動装置により所定回転数で当該自動車用ホイール51を回転させて振れ精度を検出することができるようになっている。
また、上述したホイール固定装置2の可動支持台7には、搬送コンベア30による自動車用ホイール51の移送方向に対する両側に、略垂直状に起立するセンサ支持台10,10が配設されている。このセンサ支持台10,10は、可動支持台7の上下作動に従って、上記したホイール支持柱4と共に昇降作動する。さらに、センサ支持台10,10は、この可動支持台7に、自動車用ホイール51の移送方向に沿って設けられたガイドレール8,8により該移送方向に移動可能となるように配設されている。これにより、センサ支持台10,10を、ホイール支持柱4により固定状態にある自動車用ホイール51のリム径に応じて、位置を変えることができるようになっている。
このセンサ支持台10,10には、上部に、発光素子11又は受光素子12を上下方向にほぼ等間隔で、かつ、対となる発光素子11と受光素子12とを同じ高さ位置となるように配列した素子列9,9が対向して設けられている(図3参照)。この対向する素子列9,9によりセンサユニット19を形成している。このセンサユニット19を構成する素子列9,9は、センサ支持台10,10の所定高さ位置に配設されている。すなわち、この素子列9,9は、上述したホイール支持柱4の支持基準面5に対して、常に所定の高さ位置となっている。このように支持基準面5と、素子列9,9を構成する発光素子11及び受光素子12との位置関係が定められていることにより、該支持基準面5によりハブ取付面61で支持固定された自動車用ホイール51を、オフセットtが異なる場合にあっても、ホイールリム52の種別を正確に判定でき得る。
ここで、素子列9,9を構成する発光素子11及び受光素子12は、それぞれ光ファイバ13、14の端部に形成されており、発光素子11が形成された光ファイバ13の他方の端部は、発光器15に接続され、また、受光素子12が形成された光ファイバ14の他方の端部は、受光器16に接続されている。すなわち、発光素子11及び受光素子12は、各素子単位毎に発行器15又は受光器16にそれぞれ接続されている。尚、ここで、各光ファイバ13,14は、それぞれケーブル状に結束されて、当該装置周囲が繁雑化しないようにしている。これら素子列9,9と光ファイバ13,14、及び発光器15、受光器16により光ファイバ型センサが形成されている。そして、発光器15及び受光器16は、センサ制御装置17に接続されており、該センサ制御装置17は前記発光器15による各発光素子11の発光パターンを制御すると共に、検出光を受信した受光素子12の位置を表す受信位置パターンを定め、該受信位置パターンを、ホイールリム52の形状に従って設定されている受信設定位置パターンと合致するか否かを判定する判定処理を実行する。尚、このセンサ制御装置17は、ホイール固定装置2による自動車用ホイール51の支持固定作動に連動して、前記判定処理を実行するように自動制御している。
このセンサ支持台10,10に配設された素子列9,9には、それぞれ、発光素子11と受光素子12とが、特定数毎に交互に、かつ特定間隔で連続して配設されている(図3参照)。これは、対となる発光素子11と受光素子12間で送受する検出光が、他の検出光と干渉することを防ぐようにするためである。したがって、発光素子11と受光素子12とを交互に配設する特定数と、特定間隔とは、受光素子の受信感度、光ファイバの種類等によって適宜定めるものである。本実施形態例にあっては、発光素子11と受光素子12との特定数を各五個として、この五個毎に交互に配設している。さらに、発光素子11及び受光素子12を、約5mm間隔で配設するようにしている。すなわち、図3に示すように、一方の素子列9では、上方から発光素子11が約5mm間隔で五個配設され、この五個目の発光素子11の約5mm下から、受光素子12が約5mm間隔で五個配設されている。このように、発光素子11と受光素子12とが五個毎交互に上下方向に配列される。また、他方の素子列9には、上方から受光素子12が約5mm間隔で五個配設され、この五個目の受光素子12の約5mm下から、発光素子11が約5mm間隔で五個配設されるように、受光素子12と発光素子11とが五個毎交互に配列される。そして、上述したように、対となる発光素子11と受光素子12とは、各素子列9,9で同一高さ位置に配設されている。
このようにセンサ支持台10,10に配設された素子列9,9は、対となる発光素子11と受光素子12との間で検出光を送受し、これらが上下方向に配列されていることにより、該検出光からなる光検出面域20を生成するようになっている(図3参照)。この光検出面域20は、上述した搬送コンベアの移送方向に対して垂直面として生成される。そして、この光検出面域20が、上述したホイール固定装置2により支持固定された自動車用ホイール51の、ホイールリム52に対して接線方向で、該ホイールリム52のリムドロップ部54とウエル部57a,57bとから形成される環状凹面60を横断するように、センサ支持台10,10が配置される。尚、このセンサ支持台10,10は、異なるリム径のホイールリムにあっても、その環状凹面を光検出面域20が接線方向で横断できる位置に配置される。
また、上述したセンサ制御装置17は、所定のプログラムを実行して演算処理及び判定処理を行うと共に、上述した発光器15の発光作動制御等を行い、本発明にかかる種別判定装置1を統括的に制御するものである。ここで、発光器15の発光作動制御としては、該発光器15と光ファイバ13を介して接続された、素子列9,9に配列された各発光素子11を、各々の発光タイミングを異ならせる発光パターンに従って検出光を発光させるように発光制御する。すなわち、発光器15は、センサ制御装置17から発光素子11の発光を指示する制御指示信号を受けると、前記発光パターンに従って、順次各光ファイバ13に検出光を伝送する。このようにして、各発光素子11の発光タイミングを変えることにより、各検出光が相互に干渉することを防いでいる。また、この発光タイミングに従って、検出光は、それぞれ対となる受光素子12により受信されることとなる。このように受光素子12による受信タイミングが異なることから、各受光素子12がそれぞれ受信すべき検出光を明確化できる。したがって、受光素子12から光ファイバ14により伝送される検出光のタイミングを測ることによって、光の干渉による影響を一層少なくする処理を行うことも可能である。
このセンサ制御装置17は、受光素子12で受信した検出光が光ファイバ14により受光器16に伝送されることにより、上述したように、該検出光を受光した受光素子12に従って受信位置パターンを定め、該受信位置パターンが、ホイールリム52の形状データから予め設定されている受信設定位置パターンと合致するか否かを調べることにより、ホイールリム52の種別を判定する判定処理を実行する。ここで、受信位置パターンとしては、素子列9,9を構成する各受光素子12に設定された個別記号に基づき、検出光を受光した受光素子12を特定することによって定めるようにする。また、受信設定位置パターンも、同様に個別記号により予め設定しておく。これにより、受信位置パターンを表す受光素子12の個別記号と、受信設定位置パターンを表す個別記号とを比較すれば、ホイールリム52の種別を判定することができる。このように受光素子12の個別番号により受信位置パターンを表すことによって、当該自動車用ホイール51の、ハブ取付面61を基準とした、リムドロップ部54及びウエル部57a,57bの形成されているホイール軸方向位置と、ウエル部57a,57b間のホイール軸方向に沿った長さとを正確に検出できることとなる。尚、予め記憶する環状凹面60を表す受光素子12の番号は、ホイールリムの品種毎に夫々設定する。これにより、様々な品種のホイールリム52の種別判定を行うことも可能となる。ここで、本実施形態例にあっては、受光素子12を、素子列9,9に関係なく、上から順に、一番受光素子12、二番受光素子12、三番受光素子12というように、二十五番受光素子12まで番号により設定し、この番号により受信位置パターンと受信設定位置パターンとを定めるようにしている。
また、受光素子12は、受光した検出光を光ファイバ14により受光器16に伝送しており、検出光の光量が低下した場合にあっても、この低下した光量の検出光を受光器16に伝送する。したがって、受光器16は、検出光の光量変化をも検知することができるようになっている。これにより、後述するように、例えば、検出光が環状凹面60により部分的に遮られた場合にも、光量の低下を検知し、当該環状凹面60を高い精度により受信位置パターンとして設定することができる。尚、本実施形態例にあっては、予め定めた最低光量よりも低い検出光である場合には、この検出光を受信した受光素子12は受信位置パターンに用いないものとしている。これにより、受光素子12が受信した光が、前記した部分的に遮られたことによる光量低下か、特定の検出光とは別の光による外的要因かを正確に区別することができるようにしている。
さらに、本実施形態例にあって、上述したようにセンサ制御装置17により、当該ホイールリムが、所望の自動車用ホイール51を構成すべき正規のホイールリム52と異なる品種であると判断した場合には、当該自動車用ホイール51が誤組み付け品であることを報知する報知装置(図示省略)も設置されている。したがって、この報知装置が作動した場合には、誤組み付け品を製造ラインから排除することにより、所望の自動車用ホイール51のみを出荷することができることとなる。
次に、上述した種別判定装置1による、自動車用ホイール51のホイールリム52の種別を判定する過程を説明する。
所定の組み付け装置によって、ホイールリム52とディスク53とが溶接された自動車用ホイール51は、意匠面を上向きとして、搬送コンベア30により、振れ精度検出装置及び種別判定装置1に移送される。この時、ホイール固定装置2の可動支持台7は退避位置にあり、搬送コンベア30によるホイール51の移送を妨げない。搬送コンベア30により自動車用ホイール51がホイール固定装置2上に移送されると、可動支持台7を上方向に作動させ、ホイール支持柱4を、該自動車用ホイール51の裏面側から内側に進入させる。そして、ホイール支持柱4のハブ孔嵌合片6を自動車用ホイール51のハブ孔63に嵌入すると共に、支持基準面5をハブ取付面61の裏面に当接させる。さらに、ハブ孔嵌合片6を拡径することにより、ハブ孔63を固持し、当該自動車用ホイール51を、ハブ取付面61を基準として固定する。その後、ホイール支持柱4をさらに昇動させ、支持基準面5が所定の高さ位置として、当該自動車用ホイール51をホイール支持柱4のみによって支持固定されている状態とする。ここで、上述したように、素子列9,9からなるセンサユニット19は、支持基準面5に対して常に所定高さ位置であることから、自動車用ホイール51を該支持基準面5によって固定することにより、オフセットtの異なる自動車用ホイールにあっても、ホイールリムの種別を正確に判定できるようになっている。このように自動車用ホイール51が支持固定されることにより、上述したように、素子列9,9に配列された発光素子11と受光素子12とで送受される検出光によって生成される光検出面域20が、ホイールリム52の外周でリムドロップ部54とウエル部57a,57bとから形成される環状凹面60を横断することとなっている。
このように、自動車用ホイール51がホイール支持柱4により支持固定されると、センサ制御装置17は発光器15に指示信号を送信し、素子列9,9の発光素子11を所定の発光パターンにより発光させる。ここで、発光パターンは、上述したように、各発光素子11毎に発光タイミングを異ならせている。本実施形態例にあっては、各素子列9,9に五個毎に連続して配された発光素子11を、この五個毎にそれぞれ上から順次、所定の時間間隔毎に発光させるようにしている。このように発光素子11の発光タイミングを変えることにより、発光素子11から発光された検出光が相互に干渉することを防いでいる。
発光素子11から発せられた検出光は、対となる受光素子12に受信されると、光ファイバ14により受光器16に伝送される。ここで、環状凹面60と、ホイール軸方向で同一高さ位置に在る、一対の発光素子11と受光素子12xとにあっては、当該発光素子11から発せられた検出光が環状凹面60を透過して、当該受光素子12xにより受光される(図4参照)。そして、この検出光は、受光素子12xから光ファイバ14により受光器16に伝送されることとなる。また、環状凹面60のホイール軸方向に対する境界と、ほぼ同じ高さ位置に、対となる発光素子11と受光素子12yとが在る場合には、この検出光が部分的に遮られ(図5、図6参照)、当該検出光の光量は低下する。この光量が低下した検出光も、受光素子12yにより受光されて、受光器16に伝送される。一方、対となる発光素子11と受光素子12とが、環状凹面60と異なる高さ位置に在る場合には、発光素子11から発せられた検出光は、ホイールリムの外周面に遮られ、受光素子12により受信できないこととなる。このように、受光器16に送られた検出光から、センサ制御装置17は、環状凹面60を表す受信位置パターンを定める。ここで、受信位置パターンは、上述したように、検出光を受信した受光素子12の番号で定まり、例えば、図4のように、十番受光素子12xから十五番受光素子12xとして表される。これにより、当該自動車用ホイール51の、ハブ取付面61を基準とした、リムドロップ部54及びウエル部57a,57bの形成されているホイール軸方向位置とホイール軸方向に沿った長さとを正確に検知でき得る。そして、センサ制御装置17は、この受信位置パターンと、予め記憶されている当該ホイールリム52に形成される環状凹面60を示す受信設定位置パターンとが一致するか否かを判定する。この判定により、設定配置番号と異なることとなった場合には、当該ホイールリム52が所望の自動車用ホイール51を構成するものではなく、組み付け工程に誤って搬入されて組み付けられた誤組み付け品であると判断される。このように誤組み付け品であると判断されると、本種別判定装置1から排出し、正しい製品に混在して出荷されることを防止する。一方、受信位置パターンと受信設定位置パターンとが合致した場合には、所望の自動車用ホイール51であると判断され、このホイール固定装置2に支持固定されたまま、振れ精度検出装置により振れ精度の検査を行う。そして、さらに所定の検査工程を経て、適正な製品として出荷されることとなる。
ここで、例えば、所望の自動車用ホイール51が、種別判定装置1によりホイールリム52の種別が判定される場合について説明する。ここで、所望の自動車用ホイール51を構成するホイールリム52の環状凹面60を示す受信設置位置パターンが、十番受光素子12xから十五番受光素子12xであるとする。この自動車用ホイール51がホイール固定装置2により支持固定されると、上述したようにセンサ制御装置17によりホイールリムの判定処理が実行される。ここで、このホイールリム52は、前記支持固定位置にあって、センサユニット19の受光素子12に対して、図4に示すような高さ位置となっている。尚ここで、図4にあっては、両方の素子列9,9の受光素子12を仮想的に一列に配置した状態を表した概念図である(図5及び図6も同様)。そして、所定の発光パターンに従って発光素子11から検出光が発せられと、十番受光素子12xから十五番受光素子12xまでが該検出光を受信して受光器16に伝送する。この十番受光素子12xから十五番受光素子12xまでを受信位置パターンとして定められる。この受信位置パターンと、前記受信設定位置パターンとを比較すると、両者が合致することから、当該ホイールリム52は、所望の自動車用ホイール51を構成してなるものであると判定されることとなる。
一方、例えば、図5に示すように、上述した所望の自動車用ホイール51を構成する正しいホイールリム52に対して、形状の異なるホイールリム52’が誤って組み付けられてなる自動車用ホイール51’が、所望の自動車用ホイール51に混在して製造ライン上を移送されてきた場合について説明する。ここで、ホイールリム52’は、正しいホイールリム52に対して、異なるリム幅と、異なる形状のリムドロップ部54’及びウエル部57a’,57b’を有するものとしている。この自動車用ホイール51’が、ホイール固定装置2により支持固定されると、上述のように、発光素子11から所定の発光パターンに従って検出光が発せられる。ここで、当該ホイールリム52’のリムドロップ部54’とウエル部57a’,57b’からなる環状凹面60’と、同じ高さ位置に在る九番受光素子12xから十九番受光素子12yまでが、前記検出光を受信する。そして、この自動車用ホイール51’に組み付けられたホイールリム52’の、環状凹面60’を表す受光位置パターンを定め、該受光位置パターンと、上述した受光設定位置パターンとを比較する。ここで、当該受光位置パターンは、受光位置設定パターンと合致しないことから、当該自動車用ホイール51’は、所望の自動車用ホイール51と異なる種別であると判定される。そして、この自動車用ホイール51’は種別判定装置1から排出される。
尚ここで、十九番受光素子12yは、当該環状凹面60を構成するウエル部57bと部分的に重なる高さ位置に在ることから、検出光が部分的に遮られて光量の低下した検出光を受信している。このように光量の低い検出光を受信した場合にあっても、本実施形態例の種別判定装置1では、この検出光が光ファイバ14により伝送される。これにより、光量の変化量をも検出できる。そして、光量の低下した検出光を受信すると、この光量が予め設定した下限値に比して高いか低いかを判定し、該下限値よりも高い場合には、この検出光を受信した十九番受光素子12yも、受光位置パターンを表すこととなる。このように、光量の低下した検出光も、その変化量に応じて受光位置パターンを表すものとして設定されていることにより、環状凹面を高い精度で表すことができることとなる。而して、一層正確にホイールリムの種別判定を行うことができ得る。
また、例えば、図6に示すように、同じホイールリム52が異なるオフセット位置で組み付けられてなる自動車用ホイール51’’が、上述した所望の自動車用ホイール51に混在して製造ライン上を移送されてきた場合について説明する。上述と同様に、発光素子11から検出光が発せられると、当該ホイールリム52のリムドロップ部54とウエル部57a,57bからなる環状凹面60と、同じ高さ位置に在る七番受光素子12yから十三番受光素子12xまでが、前記検出光を受信する。尚、ここでも、上述したように光量の低下した検出光が、七番受光素子12yから受光器16に伝送される。そして、この自動車用ホイール51’’に組み付けられたホイールリム52の、環状凹面60を表す受光位置パターンを定め、上述した受光設定位置パターンとを比較する。この受光位置パターンは、受光位置設定パターンと合致しないことから、当該自動車用ホイール51’’は、所望の自動車用ホイール51と異なる種別であると判定され、種別判定装置1から排出される。
このように、本発明にかかる種別判定装置1によれば、素子列9,9の発光素子11から発せられた検出光を受信した受光素子12によって、ホイールリム52が、所望の自動車用ホイール51を構成すべき種別であるか否かを、正確かつ容易に判定することができる。また、この種別判定装置1は、自動車用ホイール51をハブ取付面61を基準とし、この基準に対して常に所定位置となるようにセンサユニット19が配置されていることから、定常的に確実な種別判定を行うことができる。したがって、上述した従来の、作業者がスガタゲージを用いて判定する方法のように、判断を誤って誤組み付け品を出荷することが無い。また、この種別判定装置1は、上述のように、センサ制御装置17により自動制御され、製造ラインに配設できることから、生産効率を向上でき、かつ製造コストを低減できるという優れた利点を発揮し得るものである。
また、種別判定装置1は、センサ支持台10,10を、ホイールの搬送方向に沿って移動することができることから、リム径の異なる自動車用ホイールにあっても、上述したホイールリムの種別判定を適正に行うことができる。
さらに、この種別判定装置1は、上述したように、所望の自動車用ホイール51を構成すべきホイールリム52が組み付けられているか否かを判定するようにした場合を例示したものであるが、同一リム径にあって、複数種類の自動車用ホイール51を混在させてホイールリムの種類毎に判別することも可能である。この場合には、予め複数種類のホイールリム52を表す受光設定位置パターンを記憶し、受光位置パターンと合致する該受光設定位置パターンを選出する処理を行い、このホイールリム52の種別を特定する。そして、この種別に従って、自動車用ホイールをそれぞれ区別する。尚、このようにホイールリムを種類毎に区別する場合には、ディスク53がハブ穴径やボルト孔数が同一の形状であるものとすることが必要である。
一方、上述した本実施形態例にあっては、環状凹面60の境界により部分的に遮られて光量の低下した検出光が受光器に伝送されると、所定の最低光量以上であれば、当該検出光を受信した受光素子12yも用いて受信位置パターンを定めるようにした構成であるが、この他に、光量の変化量に従って、異なる受信位置パターンを定めるようにすることも可能である。例えば、光量の変化量を、約30%〜50%の範囲、約50%〜70%の範囲、約70%〜95%の範囲等のように、検出光の光量に応じた光量範囲に基づいて、異なる受信設定位置パターンを予め設定する。そして、環状凹面60の境界により部分的に遮られた検出光の光量が光量範囲に応じて、受信位置パターンが定められ、所定の受信位置設定パターンに合致するか否かを判定するようにすることも可能である。かかる構成は、環状凹面を形成するウエル部が、ホイール軸方向に対して比較的緩やかな傾斜角を有しているホイールリムを、より高い精度で判別できる。
本発明の自動車用ホイールリムの種別判定方法は、上述した実施形態例の種別判定装置1に限定されるものではなく、この発明の要旨を逸脱しない範囲において、様々な形態で実施しうるのものである。例えば、素子列9,9の発光素子11及び受光素子12の配列構成を、被判定ホイールの種別や形状に応じて様々に設定することも可能であり、具体的には、該素子列9,9を二列や三列となるように発光素子11又は受光素子12を配置する構成としても良い。また、上述した実施形態例では、振れ精度検査装置に種別判定装置11を組み合わせた構成であるが、他の検査工程に組み合わせて設置することや、単独で設置することも可能である。