JP4389846B2 - 縁部絶縁部材 - Google Patents
縁部絶縁部材 Download PDFInfo
- Publication number
- JP4389846B2 JP4389846B2 JP2005181665A JP2005181665A JP4389846B2 JP 4389846 B2 JP4389846 B2 JP 4389846B2 JP 2005181665 A JP2005181665 A JP 2005181665A JP 2005181665 A JP2005181665 A JP 2005181665A JP 4389846 B2 JP4389846 B2 JP 4389846B2
- Authority
- JP
- Japan
- Prior art keywords
- insulating member
- electrode plate
- edge
- mounting groove
- elastic member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Electrolytic Production Of Metals (AREA)
Description
また、特許文献2に記載の縁部絶縁部材は、ステンレス鋼製の電極板の縁部に形成された複数の穴部にピンを挿通することにより、縁部絶縁部材を電極板に強固に固定するものである。
また、ピンを数箇所に配置しているので、この縁部絶縁部材の電極板への取り付け作業及び取り外し作業に多くの時間と労力を要していた。
さらに、絶縁部材本体が弾性部材よりも硬質とされており、電解槽に収容する際の衝撃などによって縁部絶縁部材が変形することが防止される。
また、オレフィン系(TPO)として、ポリプロピレン(PP)の中に各種ゴム材を微分散させた、PP−EPM、PP−EPDM、PP−NBR、PP−IRや、ポリエチレン(PE)の中にエチレンプロピレンゴムを微分散させたPE−EPDMなどが挙げられる。
さらに、ポリエステル系(TPEE)として、ポリブチレンテレフタレート−ポリカプロラクトン(PBT−PCL)、ポリブチレンアジテート(PBA)などが挙げられる。
また、ISA法に使用されている電極板のように穴部が形成されている場合には、この穴部に弾性部材が弾性変形して入り込むことになる。穴部に入り込んだ弾性部材がアンカーの役割を果たすため、縁部絶縁部材を電極板にさらに強固に固定できる。
ここで、弾性部材の硬さがA90以下とされているので、押圧された際の弾性部材の変形量が小さすぎず、電極板との密着性を確保できる。一方、弾性部材の硬さがA30以上とされているので、押圧された際に弾性部材が潰れてしまうことが防止される。
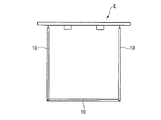
縁部絶縁部材10は、図1及び図2に示すように、棒状をなす絶縁部材本体11と、絶縁部材本体11に装着される締め付けロッド20と、電極板Eと接触する弾性部材15とで構成されている。
棒状をなす絶縁部材本体11の一側面には、電極板Eの縁部を嵌入する装着溝12とこの装着溝12に嵌入された電極板Eを挟み込む一対の顎部13とが、絶縁部材本体11の長手方向に沿って形成されている。
この縁部絶縁部材10によって、陰極であるステンレス製の電極板Eと陽極とが接触することが防止され、電解が安定して行われる。さらに、縁部絶縁部材10によって両表面に析出した銅カソードが縁部で接続することが防止され、銅カソードの剥離を容易に行うことができるのである。
また、弾性部材15と絶縁部材本体11とが二色成形法によって一体に成形されているので、弾性部材15と絶縁部材本体11との間に電解液が入り込むことを防止でき、電解液に浸漬中に縁部絶縁部材10がずれたりしてしまうことがない。
また、絶縁部材本体11を、絶縁性、耐衝撃性、耐熱性、耐酸性に優れたポリフェニルエーテルで構成することにより、縁部絶縁部材10が硫酸で構成された60℃の電解液に長時間浸漬された場合でも、絶縁部材本体11の劣化を防止することができる。
また、絶縁部材本体11をポリフェニルエーテルで構成したもので説明したが、これに限定されることはなく、他の合成樹脂であってもよい。ただし、電極板Eが浸漬される電解液の成分、温度、時間を考慮して、耐酸性、耐熱性に優れたエンジニアリングプラスチックを選定することが好ましい。
比較例として、顎部の内面にエラストマを配置しない縁部絶縁部材を試験に供した。本発明例1として、顎部の内面に硬さがタイプAデュロメータでA99であるエラストマを配置したものを試験に供した。また、本発明例2として、顎部の内面に硬さがタイプAデュロメータでA82であるエラストマを配置したものを試験に供した。

本発明例1では、181Nの引っ張り力で縁部絶縁部材が外れている。比較例に比べて強固に固定されていることが確認された。
さらに、本発明例2では、200N以上の引っ張り力においても縁部絶縁部材が外れておらず、電極板と縁部絶縁部材とが強固に密着していることが確認された。
11 絶縁部材本体(本体)
12 装着溝
13 顎部
14 嵌合凹所
15 弾性部材
20 締め付けロッド(締め付け具)
Claims (2)
- 金属の電解精錬工程において用いられる電極板の縁部に取り付けられる縁部絶縁部材であって、
棒状をなす絶縁部材本体の一側面には、前記電極板を嵌入するための装着溝と該装着溝に嵌入された前記電極板を挟持する一対の顎部とが前記絶縁部材本体の長手方向に沿って形成され、前記絶縁部材本体の他側面には、締め付け具装着用の嵌合凹所が前記絶縁部材本体の長手方向に沿って形成されるとともに、
前記装着溝の内面には、前記絶縁部材本体よりも軟質な、スチレン系又はオレフィン系の熱可塑性エラストマによって構成された弾性部材が配置され、
該弾性部材と前記絶縁部材本体とが二色成形法によって一体成形され、
前記絶縁部材本体が、絶縁性と耐熱性と耐酸性とを有するエンジニアリングプラスチックで構成され、
前記弾性部材の硬さが、タイプAデュロメータでA30からA90の範囲内とされていることを特徴とする縁部絶縁部材。 - 前記絶縁部材本体を構成する前記エンジニアプラスチックが、ポリフェニルエーテルで構成され、
前記弾性部材が、スチレン系の熱可塑性エラストマで構成されていることを特徴とする請求項1に記載の縁部絶縁部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005181665A JP4389846B2 (ja) | 2005-06-22 | 2005-06-22 | 縁部絶縁部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005181665A JP4389846B2 (ja) | 2005-06-22 | 2005-06-22 | 縁部絶縁部材 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007002282A JP2007002282A (ja) | 2007-01-11 |
| JP2007002282A5 JP2007002282A5 (ja) | 2009-04-23 |
| JP4389846B2 true JP4389846B2 (ja) | 2009-12-24 |
Family
ID=37688154
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005181665A Expired - Fee Related JP4389846B2 (ja) | 2005-06-22 | 2005-06-22 | 縁部絶縁部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4389846B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4743121B2 (ja) | 2006-03-29 | 2011-08-10 | 日産自動車株式会社 | 車両の衝突時ブレーキ配分制御装置 |
| JP5056593B2 (ja) * | 2008-06-02 | 2012-10-24 | 住友金属鉱山株式会社 | エッジストリップの取り外し装置及び取り外し方法。 |
| JP5085474B2 (ja) * | 2008-09-09 | 2012-11-28 | パンパシフィック・カッパー株式会社 | 銅の電解精製方法 |
| JP5636641B2 (ja) * | 2009-06-24 | 2014-12-10 | 三菱マテリアル株式会社 | 縁部絶縁部材及びその製造方法 |
| FI125808B (en) * | 2012-03-09 | 2016-02-29 | Outotec Oyj | Anode and method for operating an electrolytic cell |
| CN115044942B (zh) * | 2022-06-30 | 2024-06-21 | 金川集团镍钴有限公司 | 一种始极片阴极及其使用方法 |
-
2005
- 2005-06-22 JP JP2005181665A patent/JP4389846B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007002282A (ja) | 2007-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4389846B2 (ja) | 縁部絶縁部材 | |
| US8317987B2 (en) | Non-permeable substrate carrier for electroplating | |
| JP2008057024A (ja) | プリント配線板のめっき治具 | |
| KR102245994B1 (ko) | 이온교환막 전해조 및 탄성체 | |
| US5549801A (en) | Edge strip for electrolytic-cell electrode | |
| JPS6256590A (ja) | 銅の電解精製用陰極及びその製造方法 | |
| EP1704610B1 (en) | Fuel cell separator, manufacturing method of same, and fuel cell and vehicle using the separator | |
| JPS6234836B2 (ja) | ||
| AU708223B2 (en) | A cathode element and a method of its manufacture | |
| US6274012B1 (en) | Electrode edge strip with interior floating retaining pins | |
| JP5636641B2 (ja) | 縁部絶縁部材及びその製造方法 | |
| JPS6333590A (ja) | 電解用陰極板周縁部の絶縁被覆方法 | |
| WO2012112312A2 (en) | Contact bar assembly, system including the contact bar assembly, and method of using same | |
| JP6447087B2 (ja) | 縁部絶縁部材 | |
| JP4976727B2 (ja) | 表面処理方法、燃料電池用セパレータおよび燃料電池用セパレータの製造方法 | |
| US20060289301A1 (en) | Edge protector assembly | |
| JP5056593B2 (ja) | エッジストリップの取り外し装置及び取り外し方法。 | |
| JP2011140685A (ja) | 電解精製用電極及びそれを用いた電解精製方法 | |
| JP3391125B2 (ja) | 半導体ウエハ用メッキ治具 | |
| WO2021124857A1 (ja) | 熱可塑型接着剤組成物 | |
| US20080070091A1 (en) | Seal retention feature for fuel cell assembly | |
| JPS59161436A (ja) | フルオロポリマ−材料層の接着方法 | |
| KR200357998Y1 (ko) | 전기 도금용 지그 | |
| CN219213864U (zh) | 一种发泡夹具 | |
| JP3366280B2 (ja) | ボンディング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080321 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090305 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20090305 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20090318 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090629 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090915 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090928 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4389846 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131016 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |