JP4383173B2 - 電気導電率を有する搬送部材およびその製造方法 - Google Patents
電気導電率を有する搬送部材およびその製造方法 Download PDFInfo
- Publication number
- JP4383173B2 JP4383173B2 JP2003550262A JP2003550262A JP4383173B2 JP 4383173 B2 JP4383173 B2 JP 4383173B2 JP 2003550262 A JP2003550262 A JP 2003550262A JP 2003550262 A JP2003550262 A JP 2003550262A JP 4383173 B2 JP4383173 B2 JP 4383173B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- conductive polymer
- article
- main body
- fiber reinforced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 31
- 229920000049 Carbon (fiber) Polymers 0.000 claims abstract description 133
- 239000004917 carbon fiber Substances 0.000 claims abstract description 133
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims abstract description 76
- 229920001940 conductive polymer Polymers 0.000 claims description 65
- 238000000034 method Methods 0.000 claims description 38
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims description 30
- 229920000642 polymer Polymers 0.000 abstract description 40
- 239000011208 reinforced composite material Substances 0.000 abstract description 31
- 239000000463 material Substances 0.000 abstract description 22
- 230000005611 electricity Effects 0.000 abstract description 17
- 230000003068 static effect Effects 0.000 abstract description 17
- 235000012431 wafers Nutrition 0.000 abstract description 13
- 239000004973 liquid crystal related substance Substances 0.000 abstract description 9
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 abstract description 8
- 229910052710 silicon Inorganic materials 0.000 abstract description 8
- 239000010703 silicon Substances 0.000 abstract description 8
- 239000000758 substrate Substances 0.000 abstract description 8
- 239000004065 semiconductor Substances 0.000 abstract description 7
- 238000012546 transfer Methods 0.000 abstract description 7
- 239000011521 glass Substances 0.000 abstract description 6
- 239000010410 layer Substances 0.000 description 30
- 239000002131 composite material Substances 0.000 description 17
- 229920001721 polyimide Polymers 0.000 description 13
- 229920001187 thermosetting polymer Polymers 0.000 description 13
- 239000004642 Polyimide Substances 0.000 description 11
- 239000004744 fabric Substances 0.000 description 11
- 239000000835 fiber Substances 0.000 description 10
- 239000004634 thermosetting polymer Substances 0.000 description 10
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 9
- 239000004593 Epoxy Substances 0.000 description 9
- 239000011159 matrix material Substances 0.000 description 9
- YLQBMQCUIZJEEH-UHFFFAOYSA-N Furan Chemical compound C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 8
- 239000012792 core layer Substances 0.000 description 8
- 150000002500 ions Chemical class 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 239000002245 particle Substances 0.000 description 7
- 229920001169 thermoplastic Polymers 0.000 description 7
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 6
- 239000004760 aramid Substances 0.000 description 6
- 229920003235 aromatic polyamide Polymers 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 239000011295 pitch Substances 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- 238000006386 neutralization reaction Methods 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 4
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000004202 carbamide Substances 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 229920001643 poly(ether ketone) Polymers 0.000 description 4
- -1 polypropylene Polymers 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 241000264877 Hippospongia communis Species 0.000 description 3
- 229920000106 Liquid crystal polymer Polymers 0.000 description 3
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 3
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000011231 conductive filler Substances 0.000 description 3
- 229920002313 fluoropolymer Polymers 0.000 description 3
- 239000004811 fluoropolymer Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 229920006393 polyether sulfone Polymers 0.000 description 3
- 229920002530 polyetherether ketone Polymers 0.000 description 3
- 239000002861 polymer material Substances 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 239000002759 woven fabric Substances 0.000 description 3
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 239000004641 Diallyl-phthalate Substances 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229920002978 Vinylon Polymers 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 239000011300 coal pitch Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000011152 fibreglass Substances 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 239000011301 petroleum pitch Substances 0.000 description 2
- 229920003192 poly(bis maleimide) Polymers 0.000 description 2
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 2
- 229920003223 poly(pyromellitimide-1,4-diphenyl ether) Polymers 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 239000009719 polyimide resin Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229920006305 unsaturated polyester Polymers 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- HMDDXIMCDZRSNE-UHFFFAOYSA-N [C].[Si] Chemical compound [C].[Si] HMDDXIMCDZRSNE-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 229920005601 base polymer Polymers 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000011304 carbon pitch Substances 0.000 description 1
- 238000003763 carbonization Methods 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- NJLLQSBAHIKGKF-UHFFFAOYSA-N dipotassium dioxido(oxo)titanium Chemical compound [K+].[K+].[O-][Ti]([O-])=O NJLLQSBAHIKGKF-UHFFFAOYSA-N 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000003733 fiber-reinforced composite Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 229920001002 functional polymer Polymers 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000011302 mesophase pitch Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920002480 polybenzimidazole Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002296 pyrolytic carbon Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000011318 synthetic pitch Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images



Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/687—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches
- H01L21/68707—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches the wafers being placed on a robot blade, or gripped by a gripper for conveyance
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Power Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Nonlinear Science (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical & Material Sciences (AREA)
- Robotics (AREA)
- Optics & Photonics (AREA)
- Laminated Bodies (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Liquid Crystal (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Conductive Materials (AREA)
- Moulding By Coating Moulds (AREA)
Description
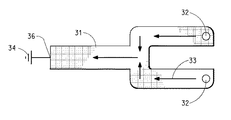
一方向性炭素繊維を含む炭素繊維強化プラスチックによって構成され、前記一方向性炭素繊維の一部又は全部が本体長手方向に本質的に平行に配置されるプレプレグシートによって成形される本体と、
搬送される物品と接触するように、前記本体上面に配置された導電性ポリマー製パッドとを含み、
前記導電性ポリマー製パッドは、前記本体の端部に前記一方向性炭素繊維の一部を露出して形成した貫通穴又は凹部に嵌合して配置されており、
少なくとも1つの物品を載置搬送する間、前記導電性ポリマー製パッドの前記物品との接触部分が、前記本体中の炭素繊維強化プラスチックの一方向性炭素繊維の少なくとも一部に電気接続され、かつ該炭素繊維を介して、前記本体の端部に設けられた外部接地線への接点とも電気的に接続されていることを特徴とする搬送部材が提供される。
a)一方向性炭素繊維を含む炭素繊維強化プラスチックによって構成され、前記一方向性炭素繊維の一部又は全部が本体長手方向に本質的に平行に配置されるプレプレグシートによって成形される本体を製造する工程と、
b)前記本体の炭素繊維強化プラスチックの一方向性炭素繊維の少なくとも一部を露出する貫通孔又は凹部を形成する工程と、
c)搬送される物品と接触するように、前記本体の前記貫通穴又は凹部に嵌合して前記本体上面に導電性ポリマー製パッドを配置し、露出されている一方向性炭素繊維の少なくとも一部が前記導電性ポリマー製パッドに電気接続される工程と、
d)前記本体の端部に、外部接地線への接点を設ける工程、
を含み、
少なくとも1つの物品を載置搬送する間、前記導電性ポリマー製パッドの前記物品との接触部分を、前記本体中の炭素繊維強化プラスチックの一方向性炭素繊維の少なくとも一部に電気接続し、且つ該炭素繊維を介して、前記本体の端部に設けられた接点とも電気的に接続することを含む。
以下の定義を、この明細書および添付した請求項において用いる場合の基準として提供する。
1.本体(Body)−搬送される物品を保持する部分を有する搬送部材。
2.プレプレグ(Prepreg)−樹脂が乾燥布に含浸するように樹脂溶液で湿潤した乾燥布。
3.M6−6mmのねじ穴のメートル呼称径である。
導電性ポリマー部分とCFRPからなる本体とを導入する搬送部材を製造した。最初に、スキン層をピッチ炭素繊維を用いて製造し、800GPaの引張弾性率を有するピッチタイプ炭素繊維を一方向に引っ張り、整列し、エポキシポリマーで含浸し、一方向性プレプレグシートを製造した。炭素繊維の方向が搬送部分の長手方向に対して0°(すなわち、同じ方向)であるようにいくつかのプレプレグを積層した。積層されたシートをオートクレーブ内で処理し、約1.3mmの厚さを有するスキン層を製造した。
実施例1の最初の3つの工程がこの実施例に適用される。次に、搬送部材の別の実施態様を次いで製造した。実施例1において形成された本体の上面の末端部に、内径3mmおよび深さ1mmの3つの穴を形成した。これらの穴に対する凹部分の嵌め合いを有し、ポリイミドポリマー(本願特許出願人から入手できるヴェスペル(Vespel)登録商標SP−102)を含有する、104Ω・cmの体積抵抗率を有する導電性ポリマーからなる3つのパッドを、それらをこれらの穴の各々にプレス供給することによって設け、搬送部材を製造した。
静電気の電荷除去(DE−ELECTRIFICATION)試験
実施例1および2において得られた搬送部材をそれぞれ、搬送装置に取付け、次いで、搬送部材を接地した。次に、搬送される物品である直径約300mmを有するウエハを、強制充電用の電源を用いて約2kVで帯電した。次に、帯電したシリコンウエハを、それが搬送部材の3つのポリマーパッドと接触できるように配置し、次いで、電圧電荷が導電性搬送部材を通して散逸するために約3秒間、保持した。次に、ウエハの帯電電圧を静電電圧計(シシドーエレクトロスタティックス社(Shishido Electrostatics,Ltd.)製のモデル「ステイティロン(STATIRON)」 DZ3)によって測定し、導電性搬送部材の機能を検証した。電圧計で測定すると、ウエハの電圧電荷が、3秒間、搬送部材と接触させた後に200ボルトより小さい値まで散逸し、静電気の除去が有効に行われたことを確認した。
この比較例において搬送部材をセラミックから製造した。M6タップホールを長さ600mm、幅240mm、および厚さ4.3mmのアルミニウムプレートに形成し、本体を作った。上に記載した実施例1および2と同様に、ポリイミドポリマーを含有する、104Ω・cmの体積抵抗率を有する導電性ポリマーからなる3つのパッドを本体に設け、搬送部材を製造した。これらの搬送部材を試験にかけ、上に記載した実施例3と同様に静電気が除去されるかどうか確認した。実施例3と対照的に、シリコンウエハの帯電電圧は試験の前と後で変化することはまずなく、静電気は3秒の測定後に除去できず、1600ボルトより大きい値で残留したことを確認した。(シシドーエレクトロスタティックス社製のモデル 「ステイティロン」 DZ3静電電圧計を用いて電圧を測定した。)
以下に、本発明の好ましい態様を示す。
1. 少なくとも1つの物品を搬送するための搬送部材であって、
炭素繊維強化複合材料を有する本体と、
前記本体上に配置された導電性ポリマー部分とを含み、前記導電性ポリマー部分が、少なくとも1つの物品を搬送する間、該少なくとも1つの物品との接触部分を有し、前記本体中の炭素繊維強化複合材料の炭素繊維の少なくとも一部に電気接続されることを特徴とする搬送部材。
2. 前記炭素繊維強化複合材料が、10℃/分の上昇速度で25℃〜250℃の温度条件を有する、10-5Paの真空で発生される15ppm未満の水および1ppm未満の水素ガスの純度を含むことを特徴とする1.に記載の搬送部材。
3. 前記本体が、接地線への接地接点が設けられる近接端部を有し、前記物品との接点が、前記炭素繊維の少なくとも一部によって前記導電性ポリマー部分に電気接続されることを特徴とする1.または2.に記載の搬送部材。
4. 前記本体の前記炭素繊維強化複合材料が、前記本体の縦方向と実質的に平行に配置された炭素繊維の一方向性プレプレグの少なくとも1つの層を含み、前記一方向性プレプレグの前記炭素繊維の少なくとも一部と前記導電性ポリマー部分とが、電気接続されていることを特徴とする1.または3.に記載の搬送部材。
5. 前記本体の前記炭素繊維強化複合材料が、炭素繊維を含有するクロスプレプレグの少なくとも1つの層と、電気接続されている前記プレプレグおよび前記導電性ポリマー部分の前記炭素繊維の少なくとも一部とを含むことを特徴とする1.または3.に記載の搬送部材。
6. 前記導電性ポリマー部分が、ポリイミド、エポキシ、アラミド、ビスマレイミド、フェノール、フラン、尿素、不飽和ポリエステル、エポキシアクリレート、ジアリルフタレート、ビニルエステル、メラミン、ナイロンポリマー、液体芳香族ポリアミドポリマー、ポリエステルポリマー、液体芳香族ポリエステルポリマー、ポリプロピレンポリマー、ポリエーテルスルホンポリマー、ポリフェニレンスルフィドポリマー、ポリエーテルエーテルケトンポリマー、ポリエーテルケトンポリマー、ポリエーテルケトンポリマー、ポリスルホンポリマー、ポリ塩化ビニルポリマー、ビニロンポリマー、アラミドポリマー、液晶ポリマー、ポリ(パラフェニレンベンゾビサキサゾール)またはフルオロポリマーの1つ以上を含むことを特徴とする1.〜5.のいずれか一項に記載の搬送部材。
7. a)炭素繊維強化複合材料を含有する本体を製造する工程と、
b)前記本体の炭素繊維強化複合材料の炭素繊維の少なくとも一部を露出させる工程と、
c)導電性ポリマー部分を前記本体上に配置し、露出されている炭素繊維の少なくとも一部が前記導電性ポリマー部分に電気接続される工程と、を含むことを特徴とする1.〜6.のいずれか一項に記載の搬送部材の製造方法。
8. 前記導電性ポリマー部分が、導電性接着剤を用いて前記本体上に配置されることを特徴とする7.に記載の製造方法。
9. 前記配置工程が、炭素繊維の少なくとも一部を露出させるために形成された画定された開口部または凹部分に前記導電性ポリマー部分を挿入する工程を含むことを特徴とする7.に記載の製造方法。
Claims (2)
- 少なくとも1つの物品を載置搬送するための搬送部材であって、
一方向性炭素繊維を含む炭素繊維強化プラスチックによって構成され、前記一方向性炭素繊維の一部又は全部が本体長手方向に本質的に平行に配置されるプレプレグシートによって成形される本体と、
搬送される物品と接触するように、前記本体上面に配置された導電性ポリマー製パッドとを含み、
前記導電性ポリマー製パッドは、前記本体の端部に前記一方向性炭素繊維の一部を露出して形成した貫通穴又は凹部に嵌合して配置されており、
少なくとも1つの物品を載置搬送する間、前記導電性ポリマー製パッドの前記物品との接触部分が、前記本体中の炭素繊維強化プラスチックの一方向性炭素繊維の少なくとも一部に電気接続され、かつ該炭素繊維を介して、前記本体の端部に設けられた外部接地線への接点とも電気的に接続されていることを特徴とする搬送部材。 - 請求項1に記載の搬送部材を製造するための方法であって、
a)一方向性炭素繊維を含む炭素繊維強化プラスチックによって構成され、前記一方向性炭素繊維の一部又は全部が本体長手方向に本質的に平行に配置されるプレプレグシートによって成形される本体を製造する工程と、
b)前記本体の炭素繊維強化プラスチックの一方向性炭素繊維の少なくとも一部を露出する貫通孔又は凹部を形成する工程と、
c)搬送される物品と接触するように、前記本体の前記貫通穴又は凹部に嵌合して前記本体上面に導電性ポリマー製パッドを配置し、露出されている一方向性炭素繊維の少なくとも一部が前記導電性ポリマー製パッドに電気接続される工程と、
d)前記本体の端部に、外部接地線への接点を設ける工程、
を含み、
少なくとも1つの物品を載置搬送する間、前記導電性ポリマー製パッドの前記物品との接触部分を、前記本体中の炭素繊維強化プラスチックの一方向性炭素繊維の少なくとも一部に電気接続し、且つ該炭素繊維を介して、前記本体の端部に設けられた接点とも電気的に接続することを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US33458701P | 2001-12-03 | 2001-12-03 | |
| PCT/US2002/041653 WO2003049157A1 (en) | 2001-12-03 | 2002-12-02 | Transfer member with electric conductivity and its manufacturing method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005512319A JP2005512319A (ja) | 2005-04-28 |
| JP2005512319A5 JP2005512319A5 (ja) | 2006-01-05 |
| JP4383173B2 true JP4383173B2 (ja) | 2009-12-16 |
Family
ID=23307891
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003550262A Expired - Fee Related JP4383173B2 (ja) | 2001-12-03 | 2002-12-02 | 電気導電率を有する搬送部材およびその製造方法 |
Country Status (11)
| Country | Link |
|---|---|
| EP (1) | EP1451854B1 (ja) |
| JP (1) | JP4383173B2 (ja) |
| KR (1) | KR100887126B1 (ja) |
| CN (1) | CN1332419C (ja) |
| AT (1) | ATE308799T1 (ja) |
| AU (1) | AU2002360823A1 (ja) |
| CA (1) | CA2469475C (ja) |
| DE (1) | DE60207105T2 (ja) |
| ES (1) | ES2251626T3 (ja) |
| TW (1) | TWI276194B (ja) |
| WO (1) | WO2003049157A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6794662B1 (en) * | 2003-10-07 | 2004-09-21 | Ibis Technology Corporation | Thermosetting resin wafer-holding pin |
| DE10357698A1 (de) | 2003-12-09 | 2005-07-14 | Schunk Kohlenstofftechnik Gmbh | Träger für zu behandelnde Gegenstände sowie Verfahren zur Herstellung eines solchen |
| JP2006049384A (ja) * | 2004-07-30 | 2006-02-16 | Laserfront Technologies Inc | ガントリー型xyステージ |
| JP2007005582A (ja) * | 2005-06-24 | 2007-01-11 | Asm Japan Kk | 基板搬送装置及びそれを搭載した半導体基板製造装置 |
| JP2007201066A (ja) * | 2006-01-25 | 2007-08-09 | Murata Mach Ltd | 枚葉搬送用トレイ及び枚葉搬送用トレイの保管又は搬送装置 |
| JP4895635B2 (ja) * | 2006-02-20 | 2012-03-14 | セイコーインスツル株式会社 | 搬送装置 |
| US20070221335A1 (en) * | 2006-03-23 | 2007-09-27 | Recif Technologies | Device for contact by adhesion to a glass or semiconductor plate (wafer) surface or the like and system for gripping such a plate comprising such a device |
| JP2008034723A (ja) * | 2006-07-31 | 2008-02-14 | Shin Etsu Polymer Co Ltd | 半導体ウェーハ用接触部品 |
| WO2017188377A1 (ja) * | 2016-04-27 | 2017-11-02 | 京セラ株式会社 | 試料搬送部材 |
| JP7093655B2 (ja) * | 2018-03-20 | 2022-06-30 | 三菱重工業株式会社 | 複合材料構造体及び複合材料構造体の製造方法 |
| CN108646395A (zh) * | 2018-05-04 | 2018-10-12 | 江苏羿骏自动化科技有限公司 | 一种多工位移动型显微镜检测设备 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58207651A (ja) * | 1982-05-28 | 1983-12-03 | Hitachi Ltd | 静電防止型収容治具 |
| JPS63133644A (ja) * | 1986-11-26 | 1988-06-06 | Hitachi Electronics Eng Co Ltd | ウエハ搬送フオ−ク |
| JPH03296243A (ja) * | 1990-04-13 | 1991-12-26 | Toshiba Ceramics Co Ltd | 半導体ウエハの取扱い用治具 |
| JP2979194B2 (ja) * | 1990-05-31 | 1999-11-15 | 京セラ株式会社 | 真空吸着装置 |
| US5280979A (en) * | 1991-06-20 | 1994-01-25 | Recif, S.A. | Tip for a vacuum pipette with improved electrostatic discharge properties |
| JPH08288190A (ja) * | 1995-04-19 | 1996-11-01 | Hitachi Ltd | 物品取扱部材およびその製造方法および収納容器ならびに物品取扱装置 |
| KR100760168B1 (ko) * | 1999-06-09 | 2007-09-20 | 신닛뽄세키유 가부시키가이샤 | 반송용 부재 |
| JP2000343476A (ja) * | 1999-06-09 | 2000-12-12 | Nippon Mitsubishi Oil Corp | 搬送用部材 |
| JP3565765B2 (ja) * | 2000-05-17 | 2004-09-15 | 新日本石油株式会社 | 紫外線耐性を有する繊維強化複合材料製搬送用部材及びその製造方法 |
-
2002
- 2002-12-02 DE DE60207105T patent/DE60207105T2/de not_active Expired - Lifetime
- 2002-12-02 KR KR1020047008426A patent/KR100887126B1/ko not_active IP Right Cessation
- 2002-12-02 CN CNB028240294A patent/CN1332419C/zh not_active Expired - Fee Related
- 2002-12-02 JP JP2003550262A patent/JP4383173B2/ja not_active Expired - Fee Related
- 2002-12-02 ES ES02796108T patent/ES2251626T3/es not_active Expired - Lifetime
- 2002-12-02 AT AT02796108T patent/ATE308799T1/de active
- 2002-12-02 WO PCT/US2002/041653 patent/WO2003049157A1/en active IP Right Grant
- 2002-12-02 TW TW091134929A patent/TWI276194B/zh not_active IP Right Cessation
- 2002-12-02 EP EP02796108A patent/EP1451854B1/en not_active Expired - Lifetime
- 2002-12-02 AU AU2002360823A patent/AU2002360823A1/en not_active Abandoned
- 2002-12-02 CA CA2469475A patent/CA2469475C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CA2469475C (en) | 2012-06-26 |
| DE60207105D1 (de) | 2005-12-08 |
| CA2469475A1 (en) | 2003-06-12 |
| CN1599947A (zh) | 2005-03-23 |
| TW200303064A (en) | 2003-08-16 |
| WO2003049157A1 (en) | 2003-06-12 |
| TWI276194B (en) | 2007-03-11 |
| KR20050044642A (ko) | 2005-05-12 |
| EP1451854A1 (en) | 2004-09-01 |
| KR100887126B1 (ko) | 2009-03-04 |
| AU2002360823A1 (en) | 2003-06-17 |
| EP1451854B1 (en) | 2005-11-02 |
| ES2251626T3 (es) | 2006-05-01 |
| CN1332419C (zh) | 2007-08-15 |
| ATE308799T1 (de) | 2005-11-15 |
| JP2005512319A (ja) | 2005-04-28 |
| DE60207105T2 (de) | 2006-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7871705B2 (en) | Carbon fiber composite transfer member with reflective surfaces | |
| KR102089604B1 (ko) | 복합 나노섬유 시트 | |
| JP4383173B2 (ja) | 電気導電率を有する搬送部材およびその製造方法 | |
| US20030194544A1 (en) | Thermally conductive formed article and method of manufacturing the same | |
| US10919802B2 (en) | Ferrite compositions | |
| TW201107141A (en) | Anisotropic thermal conduction element and manufacturing method | |
| CN112218983B (zh) | 包括一层或多层金属层的磨损复合材料 | |
| JP2020133048A (ja) | 炭素繊維シート材、成形体、炭素繊維シート材の製造方法および成形体の製造方法 | |
| US20200317567A1 (en) | Substrate and multilayer substrate | |
| JP2001322198A (ja) | 紫外線耐性を有する繊維強化複合材料製搬送用部材及びその製造方法 | |
| WO2015104651A1 (en) | Apparatus having management of electrical power capacity regions and management of thermal capacity regions | |
| JP6845856B2 (ja) | 複合ナノファイバーシート | |
| CN117124658A (zh) | 导热构件 | |
| JP2000216215A (ja) | 産業用ロボットに使用される搬送用部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051018 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080829 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081128 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090105 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090529 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20090529 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20090612 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090821 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090918 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4383173 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131002 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |